- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
- Ремонт полимерными материалами
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
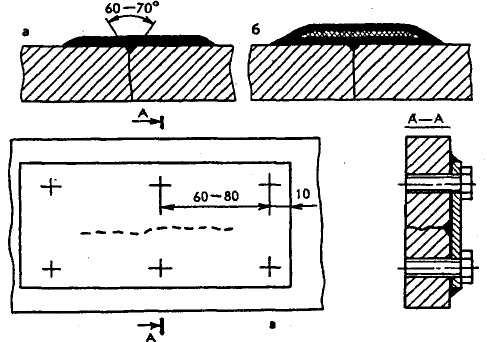
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник
Ремонт полимерными материалами
Полимерные материалы при ремонте машин применяются для восстановления размеров изношенных деталей, заделки трещин и пробоин, упрочнения резьбовых соединений и неподвижных посадок, антикоррозионной защиты, склеивания деталей и материалов, а также для изготовления деталей. Для этих целей наиболее часто применяются полиамидные смолы в виде гранул с белым или просвечивающим желтым оттенком (капроновый порошок). Они отличаются от других полимеров малым коэффициентом трения, значительной термоста-, бильностью, хорошей прорабатываемостью, высокой антикоррозионной и химической стойкостью, безвредны для работающих.
Полимерные материалы применяют как в чистом виде (полиэтилен, полистирол, капрон, полипропилен), так и в виде пластмасс. Для образования пластмасс к полимерному материалу добавляют ряд компонентов: наполнители (стеклянное волокно, асбест, цемент, металлические порошки), улучшающие физико-механические свойства пластмасс; пластификаторы (дибутилфталат, диакрилфталат, жидкий тиокол и другие), улучшающие пластичность и эластичность пластмасс; отвердители (полиэтиленполиамин и др.) для отвердения (полимеризации) пластмасс.
Нанесение полимерных покрытий с целью восстановления изношенных деталей имеет ряд преимуществ перед другими способами. Невысокая температура нагрева деталей (250…320 °С) перед нанесением покрытия не изменяет структуру металла. Полимерными покрытиями можно восстанавливать детали с большим износом (1… 1,2 мм), тогда как при хромировании восстанавливают детали с износом не более 0,5 мм. Покрытие, как правило, не нуждается в механической обработке, так как имеет чистую глянцевую поверхность и незначительную разницу в толщине слоя.
В ремонтной практике применяется несколько способов нанесения полимерных покрытий на металлические поверхности. Наиболее распространены газопламенный, вихревый и вибрационный.
При газопламенном способе используют факел ацетиленового пламени. Струя воздуха с частицами полимерного порошка продувается через этот факел. Порошок расплавляется и, попадая на предварительно нагретую до температуры 2Ю…260 °С (в зависимости от марки применяемого порошка) поверхность детали, сращивается с ней, образуя наплавленный слой. После нанесения покрытия требуемой толщины подачу порошка прекращают и дополнительно прогревают деталь для того, чтобы сделать слой более ровным и плотным. Газопламенное напыление удобно применять для покрытия крупных деталей, используя установки УПН-4Л, УПН-6-63. Толщина покрытия практически не ограничена.
Вибрационный способ напыления основан на свойстве сыпучих материалов течь под воздействием колебания, В вибрационной установке якорь и днище вибрируют с частотой 50 Гц. При этом происходят разрыхление и переход порошка капрона в псевдосжиженное состояние. Нагретую деталь, так же как и в вихревом способе, погружают в слой порошка и извлекают для его оплавления. Повторением этих операций обеспечивают требуемую толщину полимерного покрытия.
Меньшее распространение получил струйный беспламенный метод напыления пластмасс, который заключается в том, что распыление порошка производится пистолетом-распылителем без нагрева порошка на предварительно подготовленную и нагретую поверхность. Детали, подлежащие восстановлению, после подготовки поверхности (обезжиривание, накатка, химическая очистка и травление, промывка) укладываются в алюминиевую оправку. На электропечи оправка вместе с деталями нагревается до температуры 240 °С, после чего пистолетом-распылителем с помощью подогретого сжатого воздуха порошок наносится на поверхность деталей. Частицы порошка расплавляются и образуют сплошное покрытие. В качестве пистолета-распылителя используют распылители, применяемые для окрасочных работ.
Недостатком этого способа является значительная потеря порошковых материалов при напылении и загрязнение воздуха.
Методом литья под давлением термопластичных материалов в ремонтной практике восстанавливают и изготовляют детали. Данный метод основан на выдавливании из обогревательного цилиндра литьевой машины разогретой пластмассы в гнездо сомкнутой пресс-формы. Литье под давлением проводится на термопластавтоматах ДБ-3329, литьевых машинах ПЛ-71 и др. Изношенная поверхность детали предварительно протачивается, чтобы слой пластмассы был не менее 0,5 мм на сторону. Если возможно, детали протачивают канавки, делают сверления.
Упрочнение деталей
Термические методы упрочнения деталей
Термическому упрочнению подлежат детали, изготавливаемые из стали, чугуна и сплавов цветных металлов. Термообработка осуществляется путём отжига, нормализации, закалки и отпуска. (Детально эти виды обработки изучаются в курсе технологии металлов.) Из всех методов отжига: полного, неполного, диффузионного, низкого и рекристаллизационного в ремонтной практике применяется в основном: полный отжиг
(нагрев до t° на 30-50° С выше критической точки по диаграмме состояний «железо-углерод», выдержка и последующее медленное охлаждение в печи, горячем песке или пепле) для стальных отливок, сварных конструкций, поковок, штамповок и проката при повышенных требованиях к механическим свойствам и микроструктуре металла);
Этот метод обработки поверхности детали изменяет химический состав металла путём насыщения его элементами, улучшающими механические свойства. Такую обработку проводят в соляных ваннах, в газовых и твердых средах.
Сущесгвует несколько методов химико-термического упрочнения.
Цементация является процессом насыщения поверхности детали углеродом для обеспечения возможности её закалки. Цементацию осуществляют твердым карбюризатором (смесь мелких зерен древесного угля – 85% и одной из углекислых солей бария, натрия и калия – 15%); жидкостью (в соляных ваннах) или газом (природным или полученным путём разложения бензола, нитробензола или керосина.)
Цементацию применяют при ремонте зубьев шестерён; облицовочных пластин прессформ прессов сухого прессования керамических изделий; пальцев дезинтеграторов и т.п.
Покрытие поверхностей трения износостойкими материалами
К этому виду обработки относятся: наплавка, напыление, электроискровое упрочнение и электролитическое наращивание металла.
Наплавка является разновидностью сварки и ее часто применяют при ремонтных работах для деталей, подверженных образивному износу. Стойкие к износу наплавки представляет собой твердые зёрна (карбиды), вкраплённые в менее твердую, но более вязкую основу. Наплавку осуществляют стержневыми, трубчатыми, ячейковыми электродами, а также порошковыми и сплошными твердыми сплавами и пастами.
Напылением могут наноситься покрытия из металла, пластмасс, резины.
Металлизация напылением. Достоинства: при этом не изменяется структура основного материала, остающегося холодным; толщина слоя до 10-15 мм, это важно при восстановл. деталей с большим износом. Недостаток- малая прочность соединения с пов-тью и большая трудоемкость.
Напыление полимерами – эти покрытия имеют высокие антифрикционные свойства.
Гуммирование – покрытие деталей резиной. Применяется для деталей, работающих в образивных или агрессивных средах (роликов транспортёров), срок службы которых вместо 5-6 месяцев возрастает до 5 лет.
Электроискровое упрочнение. Основан на явлении электроискрового разряда в цепи выпрямленного и пульсирующего тока.
Существует два осн. вида электроискровой обработки:
1. Электроискровое упрочнение поверхности детали хромом графитом или разными сплавами.
2. Размерная обработка деталей: прошивка отверстий различной формы в крупных деталях, крупногабаритных валах (шпоночные канавки и т.д.) за счёт эрозии (разрушения) металла электрическим током.
Электролитическое (гальваническое) наращивание металла.
К электролитическим методам покрытия деталей относятся осаждение сплавов, хромирование, железнение, никелирование, меднение, цинкование и т.д. Максимальная толщина покрытия при хромировании 0.2-0.3 мм, а при железнении 2-3 мм. Объясняется это тем, что железо осаждается в 10-20 раз быстрее чем хром.
прочнение деталей поверхностным пластическим деформированием
Этот вид упрочнения резко повышает усталостную прочность деталей и уничтожает чувствительность высокопрочных сталей к поверхностным концентраторам напряжений путём пластической деформации поверхностных слоев, что создаёт в них высокие напряжения сжатия и повышает предел выносливости поверхностных слоев.
Зона увеличения твердости проникает на глубину 0.1-3 мм.
Долговечность деталей повышается в 1.5–2 раза.
При ремонтных работах в качестве основных методов упрочнения деталей поверхностной пластической деформацией применяют обкатку и дробеструйное упрочнение.
Обкатка осуществляется стальными роликами. Скорость подачи роликов 0.2-0.8 мм за один оборот. Кол-во проходов не более 3-4, чтобы не допустить перенаклёпа.
Источник