Испытание деталей после ремонта
Обкатка и испытание машин и станков после ремонта
Обкатка. Целью обкатки является выявление возможных дефектов сборки и приработка сопрягаемых поверхностей. К обкатке приступают, убедившись, что все сборочные единицы и механизмы закреплены и обеспечена их доброкачественная смазка, а ограждающие устройства находятся на своих местах. Перед пуском станка проверяют работу механизмов вращения, проворачивая соответствующие сборочные единицы вручную и переключая рукоятки скоростей и подач. Одновременно следят, как поступает масло к трущимся поверхностям. Сначала обкатку ведут на холостом ходу и на самых малых скоростях, затем последовательно включают все рабочие скорости до максимальной, на которой станок должен работать не менее 1 ч без перерыва. Точно так же, как действие механизмов вращения, проверяют работу механизмов привода подач.
В процессе обкатки определяют температуру нагрева подшипников, которая в станках должна быть не выше 50. 60 вС, выявляют стук и шумы. Все механизмы должны работать плавно, без толчков и вибраций, а их пуск и реверсирование — осуществляться легко и не сопровождаться рывками или ударами. Все органы управления должны быть сблокированы таким образом, чтобы при включении исполнительных органов перемещения и подачи происходили строго согласованно во времени и полностью исключалась возможность самопроизвольного движения даже на самые малые расстояния каких-либо деталей механизмов или частей агрегата. Упоры, кулачки и другие детали автоматически действующих устройств должны обеспечивать надежное выключение подач, а механизмы зажима деталей и инструментов — их многократные и безотказные зажимы и разжимы. Необходимо, чтобы системы смазки и охлаждения подавали к соответствующим местам достаточное количество масла и охлаждающей жидкости.
Безотказной должна бьггь и работа электрооборудования. В рубильниках, переключателях, реостатах и других аналогичных устройствах и аппаратах не допускаются даже малейшие неисправности. Недостаточно быстрое включение или выключение электроаппаратуры, чрезмерный нагрев пускового реостата, гудение реле и другие неполадки в электрооборудовании, обнаруженные при обкатке
станка, свидетельствуют о дефектах сборки или ремонта. Их устраняют соответствующими регулировками, а в случае необходимости полностью разбирают те или иные механизмы.
Испытание. Отремонтированный и собранный станок испытывают под нагрузкой путем обработки деталей-образцов на различных скоростях в соответствии с техническими данными паспорта станка. Испытание ведут с нагружением станка до номинальной мощности привода, постепенно увеличивая сечение снимаемой стружки. Допускается кратковременная перегрузка станка не более чем на 25 % его номинальной мощности. Все механизмы станка при его испытании под нагрузкой должны работать исправно (допустимо лишь незначительное повышение шума в зубчатых передачах), устройства, предохраняющие станок от перегрузок, — действовать надежно, пластинчатая фрикционная муфта — включаться легко и плавно (при максимальной перегрузке станка, т.е. более 25 %, она не должна буксовать).
На чистоту и точность обработки станок проверяют после его испытания под нагрузкой. Перед новым испытанием нужно прогреть шпиндель, подшипники, гидросистему и другие основные элементы станка обкаткой его на холостом ходу. Испытание на чистоту (получение требуемой шероховатости) обработанной поверхности производится точением образца при определенных режимах резания (на обработанных поверхностях не должно быть следов дробления). Для испытания на точность обработки станок необходимо установить на фундаменте или стенде и тщательно выверить с помощью клиньев, башмаков или других средств. Его также надо привести в то же положение, при котором он был выверен на стадии сборки после окончания ремонта. Приемка станка после капитального ремонта производится в соответствии с нормами, установленными ГОСТ 18097 — 72.
Проверка станка на жесткость (ГОСТ 7035 — 75) производится в целях определения качества сборки передней и задней бабок, а также суппорта. Жесткость станка уменьшается из-за неровностей соприкасающихся поверхностей, а также из-за деформации подшипников, клиньев, планок, болтов и других вспомогательных деталей вследствие их плохой пригонки. Показателем жесткости является степень деформации испытываемых сборочных единиц относительно станины под действием определенной внешней силы. Проверяют жесткость динамометром и индикатором, применяя при необходимости оправки и упоры. Воздействуя с определенной силой через динамометр на шпиндель или суппорт, выявляют отклонение вследствие деформации по индикатору, установленному с противоположной стороны шпинделя или суппорта.
В процессе испытания станка на мощность, которое производится после испытаний на холостом ходу, под нагрузкой и на жесткость, определяют КПД станка при максимально допу-
стимой для него нагрузке. Во время испытания обрабатывают болванку или производственную деталь, предварительно выбрав сечение стружки и режимы резания в соответствии с паспортными данными станка. Продолжительность пробной обработки с использованием полной мощности станка — не более 30 мин. Допускается перегрузка мощности электродвигателя на 10. 15 %.
Геометрическую точность станка контролируют после его испытания на холостом ходу и под нагрузкой в соответствии с ГОСТ 18097 — 72. В процессе этого испытания проверяют:
прямолинейность, взаимопараллельность и перекос направляющих станины;
взаимоперпендикулярность верхних и нижних направляющих каретки суппорта;
параллельность осей шпинделя (см. рис. 21), пиноли задней бабки, ходовых винта и вала направляющим станины;
совмещение центров шпинделя и пиноли;
совмещение осей ходовых винта и вала в коробке подач, фартуке и кронштейне (см. рис. 22).
Контрольные вопросы
1. Расскажите об основных факторах, влияющих на продолжительность работы оборудования.
2. Какие свойства смазочных материалов характеризуют их качество?
3. По каким признакам подбирают смазочные материалы для смазывания оборудования?
4. Какие способы и средства применяют для смазывания станков и механизмов?
5. Какие смазочные системы вы знаете?
6. В какой последовательности выполняют работы при разборке оборудования перед ремонтом?
7. Какие способы применяют для очистки деталей?
8. В каких машинах промывают детали?
9. В чем заключается дефектовка деталей?
10. Какова последовательность сборки механизмов и машин при ремонте?
11. Как обкатывают и испытывают машины после ремонта?
Источник
Испытания отремонтированных деталей
Задачи и классификация испытаний.
Испытания отремонтированных агрегатов.
Испытания отремонтированных деталей.
Задачи и классификация испытаний.
Испытание — экспериментальное определение количественных и (или) качественных характеристик свойств объекта испытаний как результата воздействия на него при его функционировании.
При испытаниях характеристики свойств объекта могут либо оцениваться, если задачей испытаний является получение количественных или качественных оценок, либо контролироваться, если задачей испытаний является только установление соответствия характеристик объекта заданным требованиям.
Приработка — совокупность мероприятий, направленных на изменение состояния сопряженных поверхностей трения с целью повышения их износостойкости.
Задачи приработки и испытаний:
-подготовка агрегата к восприятию эксплуатационных нагрузок;
-выявление возможных дефектов, связанных с качеством восстановления деталей и сборки агрегатов;
-проверка характеристик агрегатов в соответствии с требованиями технических условий или другой нормативной документации.
Установлено, что в первый период приработки происходит интенсивное выравнивание шероховатостей, объясняющее интенсивное изнашивание и резкое падение потерь на трение. Процесс снятия микронеровностей обычно продолжается десятки минут, а макрогеометрическая приработка заканчивается через 30. 40 ч.
Испытания классифицируются:
-по назначению — исследовательские, сравнительные, контрольные и определительные;
-по уровню проведения испытания — государственные, межведомственные и ведомственные;
-по этапу разработки продукции — доводочные, предварительные и приемочные;
-по виду контроля готовой продукции — квалификационные, предъявительские, приемо-сдаточные, периодические, инспекционные, типовые, аттестационные и сертификационные;
-по условиям и месту проведения — лабораторные, стендовые, полигонные, натурные, с использованием моделей и эксплуатационные;
-по продолжительности — нормальные, ускоренные и сокращенные;
-по виду воздействия — механические, климатические, термические, радиационные, электрические, электромагнитные, магнитные, химические и биологические;
-по результату воздействия — неразрушающие, разрушающие, на стойкость, на прочность и на устойчивость;
-по определяемым характеристикам объекта — функциональные, на надежность, граничные, технологические, на транспортабельность.
На предприятиях по ремонту автомобилей и их агрегатов испытаниям подвергаются как отремонтированные изделия (детали, узлы, агрегаты), так и технологические процессы, методы и способы восстановления работоспособности или отдельных свойств объектов ремонта, комплектующие изделия и др.
По результатам испытаний составляется протокол испытаний, который содержит необходимые сведения об объекте испытаний, применяемых методах, средствах и условиях испытаний, результаты испытаний, а также заключение по результатам испытаний.
Испытание отремонтированных деталей производится как на этапе разработки метода восстановления, так и при серийном восстановлении деталей на производстве.
При разработке метода восстановления отремонтированные детали испытывают на точность, потери на трение, прочность, жесткость, теплостойкость, износостойкость и виброустойчивость.
Испытание деталей при разработке методов восстановления проводят на экспериментальных установках, которые позволяют испытывать образцы, использовать форсированные режимы, проводить точные измерения, и в натурных узлах и машинах, позволяющих выполнять испытания в условиях, близких к эксплуатационным.
Испытания отремонтированных деталей в условиях производства сводятся к проверке точности обработки и неразрушающему контролю.
Параметры деталей при испытании определяют приборами: механическими, пневматическими, оптическими и электрическими.
Геометрическую точность проверяют универсальными инструментами для измерения длин, углов, шероховатости поверхности, а также специальными приборами для измерения отдельных деталей — зубчатых колес, резьб, подшипников качения.
Проверяется также непрямолинейность, неплоскостность поверхностей и точность кинематических цепей.
Испытания деталей на трение проводят при исследовательских испытаниях для оценки качества ремонта. При испытаниях на трение определяют механические потери без нагрузки, а также потери под нагрузкой и определяют зависимость КПД от нагрузки.
Нагрузку испытываемой детали оценивают с помощью весового устройства балансирного электродвигателя, вал которого опирается на подшипники качения. Момент, создаваемый на статоре, уравновешивают грузами или динамометром.
Потери под нагрузкой определяют по разности мощности на входе и выходе. Момент на выходе измеряется и создается механическим, гидравлическим, электрическим или другим тормозом.
Испытания на прочность проводятся в рамках исследовательских испытаний для определения напряженного состояния, а также статической, циклической и ударной прочности, прочности при низких и высоких температурах и т.д.
При приемочных и периодических испытаниях отремонтированные детали также подвергаются испытанию на жесткость. Определяется жесткость как отношение силы к перемещению в точках и направлениях, наиболее влияющих на работоспособность узла или агрегата. Испытания проводят при постоянном напряжении.
Испытания на изнашивание отремонтированных деталей наиболее актуальны, поскольку именно износ является одной из основных причин выхода детали из строя.
Основная масса деталей автомобиля работает в условиях граничного жидкостного и полужидкостного трения, поэтому при испытаниях деталей, восстановленных тем или иным способом, необходимо учитывать эти виды трения. Износ деталей оценивается при лабораторных, стендовых и эксплуатационных испытаниях.
Одним из наиболее распространенных способов оценки износа деталей является микрометрирование, при котором линейный износ определяется с помощью измерения размеров деталей мерительными инструментами (микрометры, индикаторы и др.

Износ также можно определять взвешиванием, в ходе которого определяется суммарный износ по потерям массы с поверхностей трения.
Метод искусственных баз позволяет определить значение износа по изменению размеров искусственно нанесенных углублений, выполненных на изнашиваемой поверхности. Углубления выполняют вырезанием лунок, сверлением конических отверстий, отпечатками в форме конуса или пирамиды.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Испытание оборудования после ремонта
Смонтированное и отремонтированное оборудование для проверки качества ремонта и монтажа подвергают индивидуальным испытаниям: вхолостую (машины, механизмы и аппараты с приводом); на плотность и прочность (емкости и аппараты).
К началу индивидуальных испытаний должны быть завершены общестроительные работы, выполнены мероприятия, предусмотренные правилами техники безопасности, обеспечена подача электроэнергии, воды, пара, сжатого воздуха, а также закончены работы по устройству канализации и системы защиты (заземление и другие). Индивидуальные испытания оборудования вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций.
Результаты испытания оборудования вхолостую и на плотность и прочность оформляются специальными актами.
Испытание аппаратов
Основными видами испытаний аппаратов на прочность и плотность являются гидравлическое и пневматическое испытания (рис. 11.1).
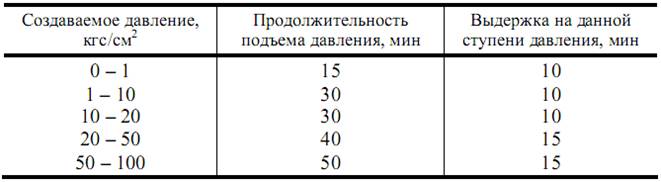
Перед проведением этих испытаний необходимо заглушить все штуцера и люки, не связанные с подсоединением к испытательному насосу. При проведении гидравлического испытания в верхней точке аппарата устанавливают воздушник и манометр, подключают к аппарату трубопроводы подачи и слива воды. Затем аппарат заполняют водой, полностью выпустив воздух, и закрывают воздушник. Второй манометр ставят у насоса для контроля. После этого насосом поднимают давление до рабочего и далее до пробного. Пробное давление выдерживают 10 мин, после чего давление снижают до рабочего, поддерживаемого в течение времени, необходимого для осмотра швов и уплотнительных соединений (табл. 11.1). При осмотре под рабочим давлением допускается обстукивание сварных и заклепочных швов аппаратов молотком весом от 0,5 до 1,5 кг, в зависимости от толщины стенки.

Рис. 11.1. Схема испытания гидравлическим способом аппарата на прочность:
1 – трубопровод от водопровода; 2 – насос; 3 – бачок для насоса; 4 – трубопровод для заполнения аппарата водой; 5 – манометр с 3-х ходовым краном; 6 – воздушник; 7 – испытательный аппарат; 8 – вентиль для заполнения бачка водой; 9 – вентиль для снижения давления в аппарате; 10 – запорный вентиль
При гидравлической опрессовке высоких колонных аппаратов следует учитывать величину гидростатического столба опрессовочной воды; поэтому перед опрессовкой по паспорту или расчетом проверяют допустимость гидравлического испытания в рабочем положении. Оно может проводиться, если нагрузка на стенку нижнего пояса аппарата от суммы пробного давления и давления столба жидкости не превышает 0,8 величины предела текучести металла корпуса при температуре опрессовки.
Если при заполнении аппарата водой при гидравлическом испытании в аппарате остается воздух, категорически запрещается испытание, так как при разрывах стенки корпуса аппарата возникает опасность травмирования персонала. При установлении рабочего или пробного давления стрелка манометра не должна отклоняться. Если она медленно, но постоянно отклоняется от установленного, это говорит о том, что в аппарате остался воздух при заполнении его водой.
Таблица 11.1. Пробные давления при гидравлическом испытании сварных аппаратов


В тех случаях, когда указанные условия не выполняются или возникает опасность перегрузки фундамента аппарата, по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку колонны воздухом или инертным газом.
При испытании сварных швов аппаратов, работающих под атмосферным давлением, смачиванием сварных швов керосином, время выдержки при испытании приведено в табл. 11.2.
Таблица 11.2. Время выдержки при испытании аппаратов керосином

Следят за появлением пятен на смазанной мелом обратной (обычно внешней) стороны шва. После окончания опрессовки гидравлическим способом, прежде чем сливать воду из аппарата, необходимо открыть воздушный кран. Этим самым предохраняем аппарат от деформации корпуса, в связи с созданием внутри аппарата разрежения.
Наиболее опасны пневматические испытания, так как в случае нарушения целостности стенки аппарата возможно образование воздушной ударной волны. Следует иметь в виду, что пневматические испытания на прочность нельзя проводить в действующих цехах, на эстакадах и в каналах, где уложены трубопроводы, находящиеся в работе.
Пневматические испытания наиболее удобно проводить, используя центральную систему. Иногда приходится их выполнять с помощью передвижных компрессоров. Компрессор должен иметь ресивер и располагаться от испытуемого оборудования на расстоянии не менее 10 м. Повышение и снижение давления проводится плавно и медленно. После соответствующей выдержки давление понижается до рабочего значения, а испытуемое оборудование подвергается тщательному осмотру (табл. 11.3). Осмотр и освидетельствование в процессе повышения или понижения давления не допускается. Ликвидация дефектов оборудования осуществляется после снятия давления. Количество людей, занятых на испытании, должно быть минимальным.
Таблица 11.3. Режим пневматического испытания
Пневматическое испытание производится в тех случаях, когда может быть перегрузка на опоры аппарата или фундаменты и по разрешению и в присутствии инспектора Госгортехнадзора можно производить опрессовку аппарата воздухом или инертным газом. К пневматической опрессовке прибегают также тогда, когда по условиям технологического процесса присутствие воды в аппарате может вызвать аварию при выходе ее на рабочий режим.
Пневматическая опрессовка требует также соблюдение особых мер предосторожности. В частности перед опрессовкой воздухом необходимо убедиться в полном отсутствии в аппарате взрыво- и пожароопасных жидкостей, паров, газов. Для этого аппарат предварительно продувают инертным газом или водяным паром. Аппарат, находящийся под давлением воздуха, обстукивать нельзя; сварные швы обстукивают до начала опрессовки. В момент повышения давления стоять вблизи аппарата запрещено.
Вакуумные колонны подвергают гидравлическому испытанию на пробное давление 0,2 МПа или пневматическому испытанию на давление 0,11 МПа. Аппараты, работающие при атмосферном давлении, как правило, подвергают испытанию путем заливкой водой. При отрицательной температуре, т.е. окружающей среды, гидравлические испытания аппаратов производят, применяя подогрев воды паром или специальные водные растворы, имеющие низкую температуру замерзания. Обычно для этих целей применяют растворы хлористого кальция или хлористого натрия (поваренной соли). После проведения испытания указанными растворами аппарат должен быть промыт теплой водой.
11.2. Обкатка машин и механизмов
Обкатка машин, механизмов и аппаратов с мешалками проводят в соответствии с указанием проекта, технических условий или указаний соответствующих глав СНиП. Продолжительность испытания проводимых механизмов должна соответствовать представленной в табл. 11.4.
Таблица 11.4. Продолжительность проведения испытания механизмов

Индивидуальные испытания машин и механизмов вхолостую проводят по специальному графику с участием представителя заказчика и специализированных ремонтных и монтажных организаций. Результаты испытания оборудования оформляются специальными актами.
При испытании вхолостую вначале каждую машину подвергают пробному пуску, при котором производят наладку и регулирование взаимодействия ее частей и узлов на холостом ходу. Затем машину испытывают с постепенно увеличивающимся нагрузкой, одновременно проверяя соответствие ее фактических характеристик нормам, указанных в паспорте машины, техническим условиям или стандартам.
Перед пробным пуском машины необходимо:
1) проверить правильность взаимного положения и крепления деталей и узлов, составляющих машины, а для автоматов – также действие рабочих органов в соответствии с циклограммой;
2) тщательно очистить и заполнить соответствующей смазкой смазочные устройства и коробки для масла;
3) прокручивать перед пуском легкие и средние машины вручную или специальным валоповоротным механизмом с отсоединенным электродвигателем на один рабочий цикл, чтобы убедится в отсутствии местных заеданий, касаний движущихся деталей машины между собой и с окружающими предметами; проверить величину местных ходов и узлов, соответствующих возвратно-поступательному движению; для этого покачивают детали в ручную, а в точных механизмах мертвые ходы замеряют специальными инструментами;
4) установить и проверить все ограждения, натяжения и предохранительные устройства, нагревательные приборы, реле, автоматические выключатели и т.п.;
5) производить первый пуск машины вхолостую с освобождением ее от всякой нагрузки, предупредив ремонтный и монтажный персонал о пуске машины;
6) производить первоначальный пуск машины короткими включениями и, если во время их обнаружатся существенные недостатки ремонта или монтажа, немедленно ее остановить; пуск машин, имеющих привод с регулированием частоты вращения, следует начинать с наименьшей частоты;
7) для обкатки машин и механизмов необходимо проверить направление вращения электродвигателя, отсоединенного от механизма, и работу электродвигателя проводить в течение 40 – 60 мин вхолостую.
При работе машины или механизма вхолостую выявляют: общий характер работы (спокойный, без толчков, ударов и вибраций); нагрев подшипников, направляющих и других трущихся частей; биение валов, шкивов, зубчатых колес; правильность посадки на валу муфт, шкивов, зубчатых колес, подшипников качения; соответствие направления вращения и числа оборотов по паспортным данным.
Эти основные требования, общие для различных типов машин, могут быть дополнены специальными техническими требованиями, относящимся к данной машине и указанными в технической документации.
После окончания обкатки машину останавливают, вскрывают подшипники и другие трущиеся узлы, а также места с минимальными зазорами между движущимися и неподвижными деталями и проверяют, нет ли следов трения, задиров. Выявленные дефекты устраняют, машину собирают и регулируют, после чего ее подвергают техническим испытаниям. Для этого машину включают в работу с полной проектной нагрузкой, по достижении которой проверяют основные показатели работы машины: производительность, качество продукции и т.д.
Приемку оборудования из ремонта осуществляют в два этапа – предварительно и окончательно. Предварительно машину (агрегат) после ремонта принимает комиссия в составе представителя ОГМ, механика цеха, представителя ремонтной бригады, выполняющей ремонт, наладчика, обслуживающего данную машину (агрегат) путем осмотра и опробования на холостом ходу. Окончательно машину (агрегат) принимает та же комиссия после испытания под нагрузкой в производственных условиях.
Для каждого вида ремонта установлен испытательный срок работы машины (агрегата) под нагрузкой; текущей ремонт – 8 часов, капитальный – 24 часа.
Приемка оборудования из ремонта оформляется актом приема-сдачи оборудования, который утверждает главный инженер предприятия. Если ремонт выполнен недоброкачественно, ремонтная бригада, выполняющая ремонтные работы, обязана устранить обнаруженные дефекты.
Источник