Глава 9. Испытание оборудования и приемка его после ремонта
Общие требования к подготовке, сдаче и приемке оборудования из ремонта
Задачей приемки оборудования из ремонта является проверка качества ремонта узлов и оборудования и систем в целом.
При приемке оборудования производят:
проверку качества сборки и комплектность оборудования;
испытание на плотность и прочность;
проверку органов и систем управления, соответствия оборудования требованиям техники безопасности;
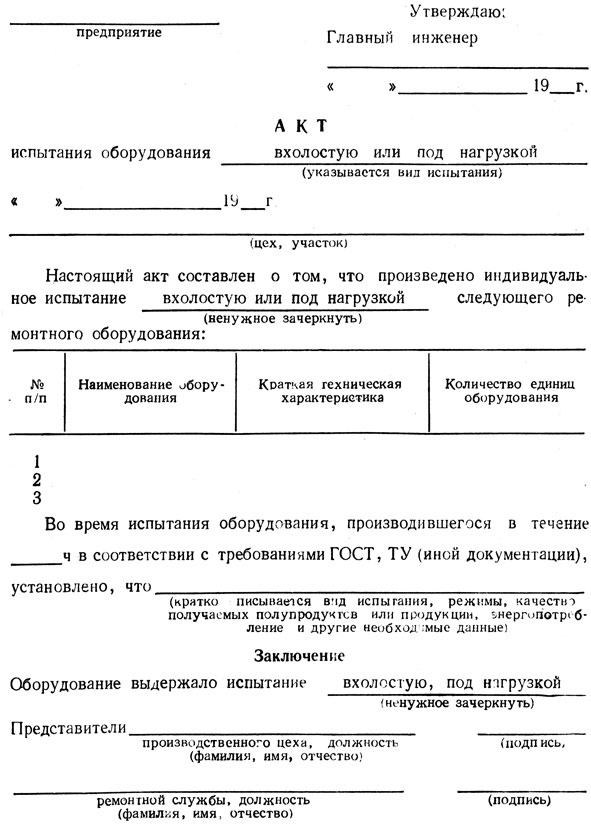
испытания на холостом ходу (для машин, механизмов и аппаратов с приводом);
испытания под нагрузкой.
Перед началом испытания все трущиеся и движущиеся части и детали оборудования должны быть смазаны; картеры и системы смазки заполнены маслом.
В процессе испытания на холостом ходу проверяется надежность действия защитных устройств и блокировок; проводится сверка технических данных тех характеристик, которые в процессе ремонта могли подвергаться изменениям.
Результаты испытаний оборудования на холостом ходу оформляются актом.
Окончательная приемка оборудования проводится путем опробования и испытания в производственных условиях под нагрузкой.
В зависимости от типа оборудования и вида выполненного ремонта устанавливается испытательный срок работы оборудования под нагрузкой.
Если при приемке обнаружены дефекты, для устранения которых требуется затрата времени и выполнение значительных объемов работ, работа ремонтной бригады признается неудовлетворительной, а оборудование подлежит повторному ремонту за счет бригады (ремонтной организации), допустившей брак. Мелкие дефекты, обнаруженные в процессе приемки, устраняются ремонтной бригадой без дополнительной оплаты.
По истечении срока испытания под нагрузкой составляется акт приемки оборудования из ремонта, который подписывается главным механиком и утверждается главным инженером.
Приемка оборудования из ремонта, проведенного сторонней организацией, осуществляется комиссией в составе представителей предприятия-заказчика, представителей сторонней ремонтной организации и оформляется актом.
После приемки оборудования комиссией ремонтная бригада оформляет гарантийный паспорт. Гарантийный паспорт является документом, гарантирующим безотказную работу отремонтированного оборудования в течение определенного срока. В случае поломки оборудования до истечения гарантийного срока все неисправности устраняются ремонтной бригадой без дополнительной оплаты. Гарантийный паспорт подписывается членами ремонтной бригады.
Приемка спиртовых заводов в целом из капитального ремонта осуществляется в соответствии с инструкцией по приемке спиртовых заводов из капитального ремонта, утвержденной Упрспиртом МПП СССР 17.12.1980 г.
Приемка оборудования из ремонта осуществляется рабочими комиссиями, назначаемыми приказом руководителя предприятия. Председателем рабочей комиссии, как правило, назначается главный механик завода или начальник цеха.
В состав рабочих комиссий включаются представители цехов, участков, где установлено оборудование, и ремонтной службы.
Рабочие комиссии проверяют:
соответствие выполненных работ объему работ, предусмотренных дефектной ведомостью и планом ремонта;
опробование и испытание оборудования;
проверку качества ремонта;
наличие оформленной документации и отметок в ней о проведенном ремонте;
дают оценку выполненным работам.
Приемка оборудования в комплексе осуществляется заводской комиссией, назначаемой также приказом по заводу.
Как правило, в состав заводской комиссии входят главный инженер предприятия, главный механик, инженер по технике безопасности, представители заводского профкома.
Заводская комиссия определяет завершенность ремонта и готовность предприятия к приемке. Заключение комиссии направляется руководству производственного или промышленного объединения.
Приемочные комиссии по приему из ремонта завода в целом назначаются приказом руководителя объединения (вышестоящей организации).
В состав приемочных комиссий включаются:
представитель объединения или другой вышестоящей организации;
представитель профкома завода;
представители ремонтной службы;
технический инспектор профсоюзов;
представитель органов санитарного надзора;
представитель органов пожарного надзора;
представитель органов Госгортехнадзора и других органов государственного надзора.
Приемочные комиссии создаются не позже чем за 5 дней до окончания ремонта предприятия. Председатель комиссии представляет руководству объединения:
акт приемки предприятия после ремонта;
краткую докладную записку, содержащую оценку подготовленности предприятия к нормальной эксплуатации; характеристику санитарно-бытовых условий, пунктов питания, жилых и общественных зданий и предложения по распространению передовых методов ремонта.
Предприятие представляет приемочной комиссии:
утвержденную ремонтно-сметную документацию;
паспорта и техдокументацию на оборудование;
акты и другие документы заводских комиссий по приемке отдельных видов оборудования и систем;
документы о разрешении на эксплуатацию объектов и оборудования, подконтрольных Госгортехнадзору или другим органам Государственного надзора;
документы об обучении и подготовленности обслуживающего персонала и прохождении им инструктажа по технике безопасности;
необходимые инструкции по обслуживанию и технике безопасности на рабочих местах.
К акту приемочной комиссии прилагается:
1. Перечень принимаемых машин и аппаратов и оценка качества их ремонта.
2. Состояние территории предприятия.
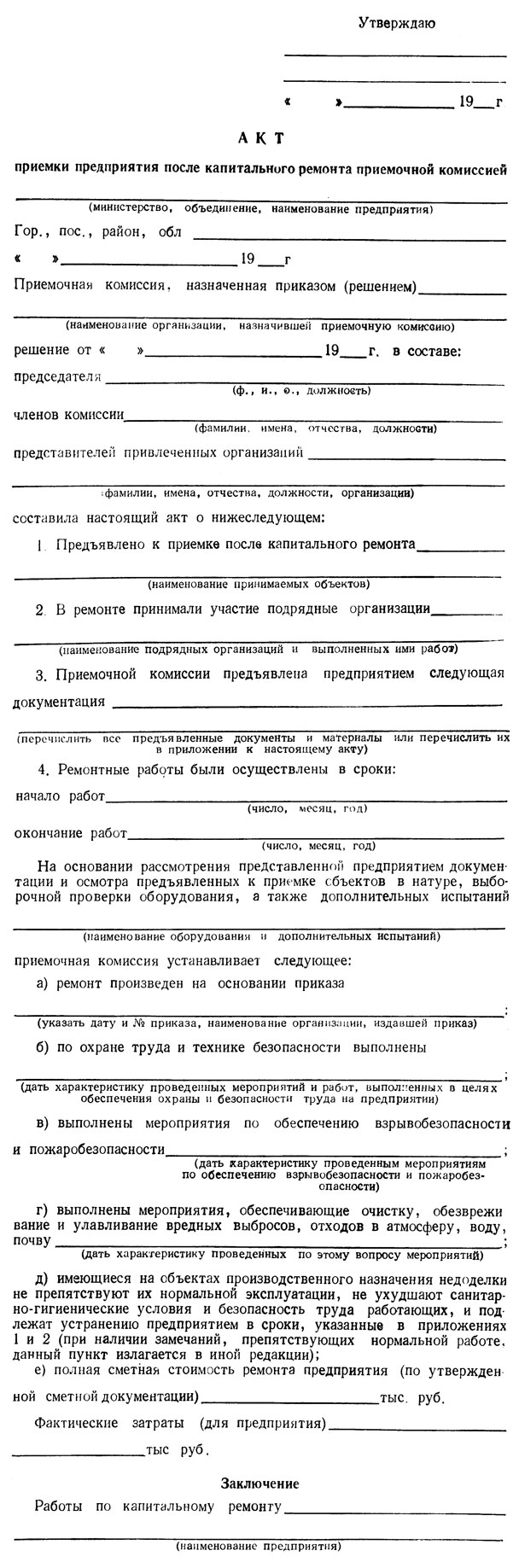
выполнены в соответствии с утвержденным перечнем и объемом работ, техническими условиями, строительными нормами и правилами и отвечают требованиям приемки из ремонта, изложенным в Инструкции по приему спиртовых заводов и их оборудования из капитального ремонта, утвержденной Упрспиртом 17 декабря 1980 г., и других нормативных документах.
Решение приемочной комиссии
Предъявленное к приемке после капитального ремонта
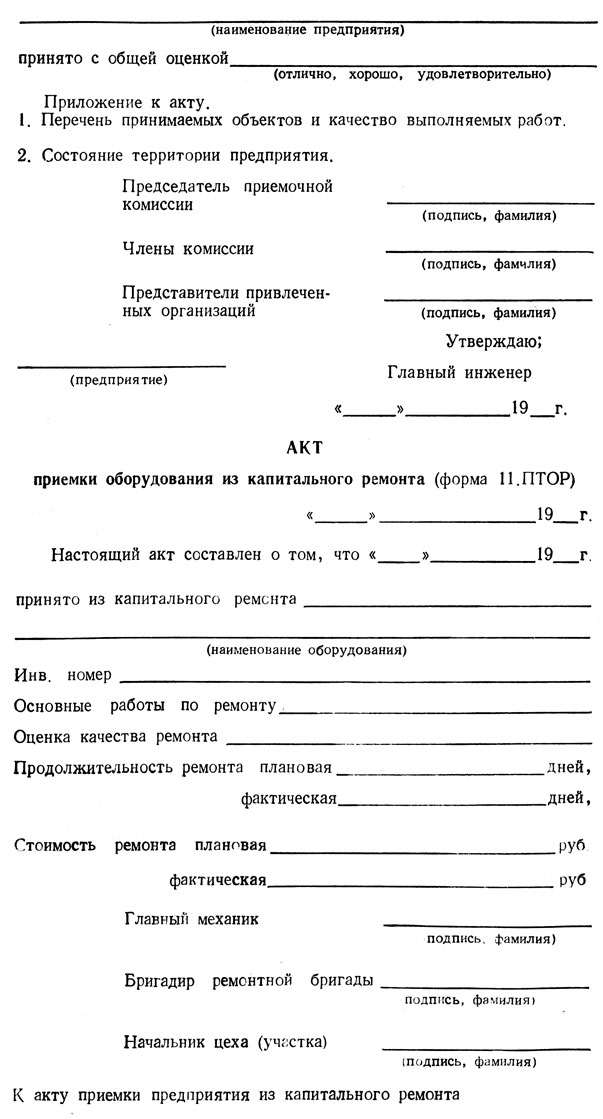
Приложение 1. Перечень принимаемых объектов и качество выполненных работ
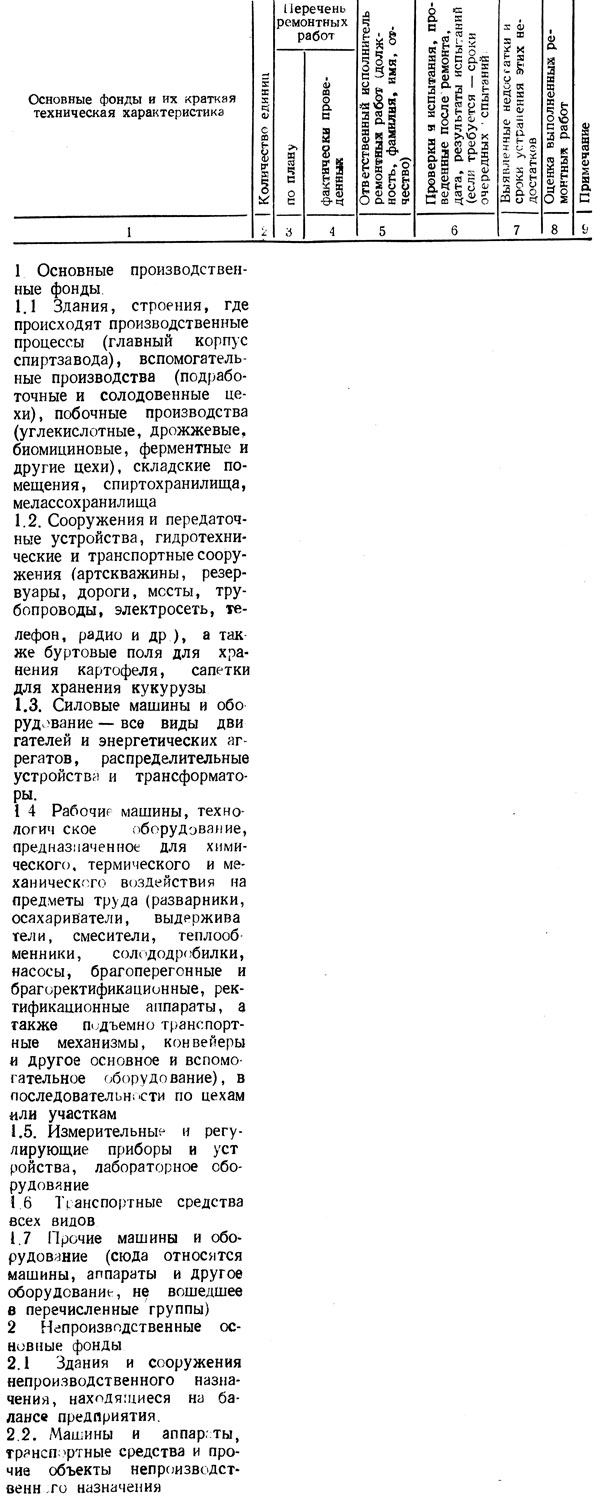
К акту приемки предприятия из капитального ремонта
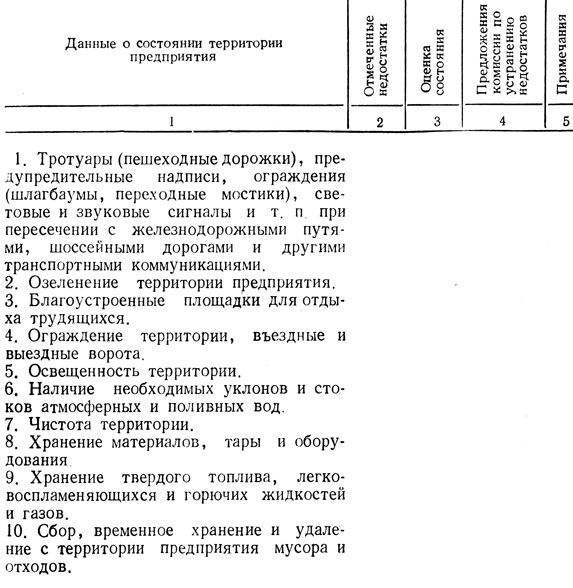
Приложение 2. Состояние территории предприятия
Источник
Pereosnastka.ru
Обработка дерева и металла
Цель обкатки: выявить возможные дефекты сборки и дать приработаться сопрягаемым поверхностям трения.
К обкатке приступают, убедившись, что все сборочные единицы и механизмы закреплены и обеспечена их доброкачественная смазка и что все ограждающие устройства находятся на своих местах. Перед пуском станка проверяют нормальную работу механизмов, проворачивая соответствующие сборочные единицы вручную и переключая рукоятки скоростей и подач. Одновременно следят, как поступает масло к трущимся поверхностям.
Обкатку сначала ведут на холостом ходу и на самых малых скоростях, затем последовательно включают все рабочие скорости вплоть до наибольшей. На этой максимальной скорости станок должен работать не менее ч без перевыва. Точно так же, как механизмы вращения, проверяют работу механизмов привода подач.
В процессе обкатки определяют температуру нагрева подшипников, которая в станках должна быть не выше 50—60 °С, выявляют стук и шум. Все механизмы должны работать плавно, без толчков и вибраций; их пуск и реверсирование должны осуществляться легко и не сопровождаться рывками или ударами.
Все органы управления должны быть сблокированы (связаны между собой) таким образом, чтобы при включениях исполнительных органов перемещения и подачи происходили строго согласованно во времени и полностью исключалась возможность самопроизвольного движения даже на самые малые расстояния каких-либо деталей механизмов, частей агрегата. Упоры, кулачки и другие детали автоматически действующих устройств должны обеспечивать надежное выключение подач, а механизмы зажатых деталей и инструментов — многократное и безотказное их закрепление и раскрепление. Необходимо, чтобы системы смазки и охлаждения подавали к соответствующим местам достаточное количество масла и охлаждающей жидкости.
Безотказной должна быть и работа электрооборудования. В рубильниках, переключателях, реостатах и всех других аналогичных устройствах и аппаратах не допускаются даже малейшие неисправности. Недостаточно быстрое включение или выключение электроаппаратуры, чрезмерный нагрев пускового реостата, гудение реле и другие подобные неполадки при обкатке станка или машины свидетельствуют о дефектах сборки или ремонта вообще. Их устраняют соответствующими регулировками, а если нужно, полностью разбирают те или иные механизмы.
Под нагрузкой отремонтированный и собранный станок испытывают путем обработки деталей-образцов на различных скоростях в соответствии с техническими данными паспорта станка. Испытание ведут с нагружением станка до величины номинальной мощности привода, снимая стружку все большего сечения. Допускается кратковременная перегрузка станка, однако не более чем на 25% его номинальной мощности.
Все механизмы станка при его испытании под нагрузкой должны работать исправно, допустимо лишь незначительное повышение шума в зубчатых передачах. Устройства, предохраняющие станок от перегрузок, должны действовать надежно; легко и плавно должна включаться пластинчатая фрикционная муфта. При наибольшей перегрузке станка (на 25%) муфта не должна самовключаться или буксовать.
На точность и шероховатость обработки станок проверяют после его испытания под нагрузкой. Перед новым испытанием нужно прогреть шпиндель, подшипники, гидросистему и другие основные элементы станка обкаткой его на холостом ходу.
Испытание на получение требуемой шероховатости обработанной поверхности производится точением образца при определенных режимах резания. На обработанных поверхностях не должно быть следов дробления.
Для испытания на точность обработки станок необходимо установить на фундаменте или стенде и тщательно выверить при помощи клиньев, башмаков или другими средствами. Его надо привести в то же положение, при котором он был выверен на стадии сборки после окончания ремонта. Приемка отремонтированного станка из капитального ремонта производится по нормам точности, установленным ГОСТ 18097—72 для приемки новых токарных станков.
Проверка станка на жесткость производится (по ГОСТ 7035—75) g целью определения качества сборки передней бабки, суппорта и задней бабки. Жесткость станка уменьшается из-за неровностей на соприкасающихся поверхностях, а также из-за деформации подшипников, клиньев, планок, болтов и других промежуточных деталей вследствие их плохой пригонки.
Показатель жесткости — степень деформации испытываемых сборочных единиц относительно станины под действием внешней силы определенной величины. Проверяют жесткость динамометром и индикатором, применяя при необходимости оправки и упоры. Воздействуя через динамометр на шпиндель или суппорт с определенной силой, выявляют отклонение вследствие деформации по индикатору, установленному с противоположной стороны шпинделя или суппорта.
Испытанием на мощность (производится после испытаний станка на холостом ходу, в работе и на жесткость) определяют коэффициент полезного действия станка при наибольшей допустимой для него нагрузке. Во время испытания обрабатывают болванку или производственную деталь, предварительно выбрав сечение стружки и Другие режимы резания по паспортным данным станка Продолжительность пробной обработки с использованием полной мощности станка не более 30 мин. Допускается перегрузка электродвигателя на 10—15% против его номинальной мощности.
Геометрическую точность станка проверяют в соответствии о ГОСТ 18097—72 после испытания станка на холостом ходу и в работе.
Проверяют:
— прямолинейность, взаимопараллельность и спиральную изогнутость направляющих станины;
— взаимоперпендикулярность верхних и нижних направляющих каретки суппорта;
— параллельность осей шпинделя и пиноли задней бабки, ходового винта и ходового вала относительно направляющих станины;
— совпадает ли центр шпинделя с центром пиноли; совпадают ли оси ходового винта и ходового вала в коробке подач, фартуке и кронштейне.
Источник
Лекция № 24. Испытание оборудования после монтажа и ремонта.




![]()
Смонтированное и отремонтированное оборудование для проверки качества ремонта и монтажа подвергают индивидуальным испытаниям: вхолостую (машины, механизмы и аппараты с приводом); на плотность и прочность (емкости и аппараты). К началу индивидуальных испытаний должны быть завершены общестроительные работы, выполнены мероприятия, предусмотренные правилами техники безопасности и противопожарной безопасности, обеспечена подача электроэнергии, воды, пара, сжатого воздуха, а также закончены работы по устройству канализации и систем защиты (заземление и др.).
Индивидуальные испытания оборудования вхолостую проводят по специальному графику с участием представителей заказчика и специализированных ремонтных и монтажных организаций.
Результаты испытания оборудования вхолостую и на плотность и прочность оформляются специальными актами.
При испытании вхолостую вначале каждую машину подвергают пробному пуску, при котором производят наладку и регулирование взаимодействия ее частей и узлов на холостом ходу. Затем машину испытывают с постепенно увеличивающейся нагрузкой, одновременно проверяя соответствие ее фактических характеристик нормам, указанным в паспорте машины, техническим условиям или стандартам.
Перед пробным пуском машины необходимо:
Ø проверить правильность взаимного положения и крепления деталей и узлов, составляющих машины, а для автоматов — также действие рабочих органов в соответствии с циклограммой;
Ø тщательно очистить и заполнить соответствующей смазкой смазочные устройства и коробки для масла;
Ø прокручивать перед пуском легкие и средние машины вручную на один рабочий цикл, чтобы убедиться в отсутствии местных заеданий, касаний движущихся деталей машины между собой и с окружающими предметами; проверить величину мертвых ходов и узлов, совершающих возвратно-поступательное движение; для этого покачивают детали вручную, а в точных механизмах мертвыеходы замеряют специальными инструментами;
Ø установить и проверить все ограждения, натяжные и предохранительные устройства, нагревательные приборы, реле, автоматические выключатели и т. п.;
Ø производить первый пуск машины вхолостую с освобождением ее от всякой нагрузки, предупредив ремонтный и монтажный персонал о пуске машины;
Ø производить первоначальный пуск машины короткими включениями и, если во время их обнаружатся существенные недостатки ремонта или монтажа, немедленно ее остановить; пуск машин, имеющих привод с регулированием частоты вращения, следует начинать с наименьшей частотой.
При работе машины вхолостую выявляют:
— общий характер работы (спокойный, без толчков, ударов и вибраций);
— нагрев подшипников, направляющих и других трущихся частей;
— биение валов, шкивов, зубчатых колес и др.;
— работу зубчатых зацеплений и других передач;
— правильность посадки на валу муфт, шкивов, зубчатых колес, подшипников качения и др.;
— соответствие направления вращения и числа оборотов паспорт-рым данным.
Эти основные требования, общие для различных типов машин, могут быть дополнены специальными техническими требованиями, относящимися к данной машине и указанными в технической документации.
После окончания обкатки машину останавливают, вскрывают подшипники и другие трущиеся узлы, а также места с минимальными зазорами между движущимися и неподвижными деталями и проверяют нет ли следов трения, задиров и др. Выявленные дефекты устраняют, машину собирают и регулируют, после чего ее подвергают техническим испытаниям. Для этого машину включают в работу с полной проектной нагрузкой, по достижении которой проверяют основные показатели работы машины: производительность, качество продукции и др.
Испытание тепловых аппаратов. Испытание емкостей и аппаратов на прочность и плотность производят в соответствии с указания- ми в монтажном проекте и требованиями технических условий на испытание.

Гидравлические испытания проводят после ремонта с целью проверки качества выполненных работ.
Гидравлические испытания аппаратов пробным давлением (проб=1,25Р раб) проводятся для установления, имеются ли течи и неплотности.
Аппараты, работающие под вакуумом, подвергаются гидравлическому испытанию давлением 0,2 МПа или испытанию на вакуум с остаточным давлением, указанным в паспорте завода-изготовителя.
Аппараты, работающие при атмосферном давлении, испытывают наливом воды или, в исключительных случаях, промазыванием керосином сварочных швов. При испытании на поверхности, покрытой маслом, не должно быть масляных пятен. Продолжительность выдержки при испытании керосином до 35 мин.
Результаты испытаний на плотность и прочность оформляют специальными актами, которые подписывают представители ремонтной или монтажной организации и технадзора заказчика.
После проведения механических, технологических испытаний оборудование может быть допущено к эксплуатации.
Источник