испытания авиационных двигателей
Рис. 1. Схемы высотно-скоростных испытаний.
испыта́ния авиацио́нных дви́гателей экспериментальное определение характеристик и свойств авиационных двигателей, их систем, узлов и агрегатов для выявления соответствия их техническим требованиям или для опытного изучений процессов, происходящих в двигателях, их натурных или модельных узлах и элементах. Результаты И. а. д. и их элементов в процессе разработки, опытного и серийного производства, а также эксплуатации являются основными показателями их технического состояния (например, работоспособность, эффективность).
Испытания можно классифицировать по их конечной цели и по общности исследуемых явлений. По конечной цели различают: испытания по изучению общих свойств двигателей, их систем, узлов и агрегатов; опытные испытания, проводимые для доводки новых образцов двигателей, их систем, узлов и агрегатов и для проверки соответствия нового двигателя техническим требованиям; заводские испытания серийных двигателей, которые проводятся с целью приработки деталей и отладки двигателя, проверки качества изготовления, сборки и соответствия основных данных двигателей и их агрегатов утверждённых техническими условиями, для подтверждения качества и годности к эксплуатации партии двигателей, проверки эффективности мероприятий, разработанных для устранения дефектов, выявленных в ходе серийного производства и эксплуатации, увеличения ресурса и др.
По общности исследуемых явлений различают: специальные испытания, к которым, например, относятся исследование высотно-скоростных характеристик, тензометрирование и вибрографирование рабочих лопаток, дисков, корпусов, направляющих аппаратов и других деталей двигателей в условиях реального нагружения; определение полей температур газа и термометрирование элементов конструкции; отработка эффективности рабочего процесса в основном и форсажных камерах сгорания; проверка достаточности запасов устойчивости компрессоров и сверхзвуковых воздухозаборников в системе силовой установки; исследование пусковых характеристик двигателя, его шума и т. д.
В России указанные испытания обязательны перед государственными испытаниями двигателей, номенклатура и их объём определяются программой государственных испытаний конкретного двигателя, Нормами лётной годности. В зависимости от требований испытания проводятся как на наземных открытых и закрытых стендах (условия; высота полёта H≈0, Маха число M∞≈0), так и на специальных стендах в имитированных высотно-скоростных условиях.
Испытания двигательной установки в аэродинамической трубе в набегающем натурном потоке воздуха создают адекватные полётным условия работы всех элементов двигательной установки (рис. 1, схема а). Реализация такой схемы испытаний требует больших энергетических и материальных затрат (суммарный расход воздуха через стенд GвΞ > 10Gв.дв, где Gв.дв расход воздуха через двигатель). Для натурных двигательных установок с большими расходами воздуха она применяется крайне редко. Широкое распространение получили более экономичные методы испытаний двигательных установок и двигателей в имитированных высотно-скоростных условиях на высотных стендах. Наиболее полно имитировать условия полёта удаётся при работе двигателя с самолётным воздухозаборником, обдуваемым набегающим потоком, осреднённые температура TH∞, давление pH∞ и скорость VH∞ (число Маха) которого равны полётным (на высоте H). На выходе из реактивного сопла вне рабочей струи газов создаётся разрежение, близкое к полётному. Двигатель охлаждается отбираемым от воздухозаборника воздухом, как и при работе двигательной установки в натурных условиях (рис. 1, схема б). Такая модель граничных условий полностью обеспечивает тождество протекания всех внутренних процессов в двигателе при испытаниях на стенде и при его работе на самолёте. Не имитируется лишь обтекание кормовой части. Потребные расходы воздуха при этом составляют GвΞ≥3Gв.дв. Технологически более простой и более экономичный (GвΞ = 1,05-1,1Gв.дв) способ имитации полётных условий сводится к тому, что двигатель испытывается без самолётного воздухозаборника (рис. 1, схема в). На вход в компрессор двигателя подаётся практически равномерный поток воздуха с такими же осреднёнными значениями полного давления и температуры (а в особых случаях и влажности), как у воздуха на входе в компрессор при работе двигателя на самолёте. На выходе из реактивного сопла вне рабочей струи газов создаётся разрежение, равное полётному. Внешние поверхности двигателя омываются охлаждающим воздухом с таким расчётом, чтобы распределение температуры на стенках и тепловые потоки соответствовали натурным. При таком способе испытаний все местные и осреднённые значения параметров воздуха и газов в рабочих полостях, а также распределение давлений и температур на всех поверхностях элементов двигателя с точностью до влияния неравномерностей и пульсаций воздушного потока на входе в двигатель и выходе из него будут равны полётным. Если влияние неравномерности потока воздуха на входе имеет существенное значение, например, при полётах самолёта на больших углах атаки, перед компрессором испытываемого двигателя устанавливаются гидравлические устройства, обеспечивающие распределение параметров воздуха, соответствующее их распределению в натурных условиях.
В связи с ограниченным количеством высотных стендов широкое распространение получили испытания двигателей с частичной имитацией полётных условий на наземных (с подогревом воздуха, а также с наддувом и подогревом воздуха на входе) и климатических стендах (рис. 2). Это позволяет существенно увеличить долю испытаний с имитацией полётных условий, объём и качество информации о работоспособности и эффективности двигателя и его узлов. При создании двигателей научно-исследовательские и опытные испытания проводятся как на полноразмерных двигателях и газогенераторах, так и на отдельных узлах и их моделях. Создана широкая номенклатура специальных стендов, позволяющих получить сведения о работе каждого узла в требуемом диапазоне изменения влияющих параметров, определить характеристики и оптимальные условия его работы. Приближённое знание граничных условий, в которых должны работать узлы в новом двигателе, приводит к необходимости окончательной отработки их на полноразмерном двигателе. И. а. д. в опытном и серийном производствах проводятся на испытательной станции. В процессе доводки двигателя часть его эксплуатационных свойств (полётный пуск, приёмистость, включение и устойчивость работы форсажной камеры и т. п.) отрабатывается на летающих лабораториях. Для некоторых видов И. а. д. создаются специальные измерительные системы (например, для измерения тяги или мощности, расхода воздуха и т. п.), аттестуемые ведомственной службой метрологии. На наземных стендах закрытого типа при определении тяги двигателя учитывается влияние внутренней аэродинамики стенда. Учёт отличия атмосферных условий при испытаниях от стандартных при оценке основных параметров двигателя производится с использованием формул приведения (см. Приведённые параметры двигателя).
Современные тенденции в области И. а. д.: сокращение общего объёма испытаний, прежде всего по установлению ресурса и выявлению критических элементов двигателя, путём применения эквивалентно-циклических испытаний двигателя; объединение разных экспериментальных задач, получение в одном испытании возможно более разнообразной информации; широкое внедрение методов и средств частичной имитации полётных условий на наземных стендах; комплексная автоматизация испытаний (управление режимами работы двигателя и стенда, измерениями, обработкой и анализом результатов испытаний с использованием математических моделей двигателя и применением специальной автоматизированной информационно-вычислительной и управляющих систем).
Литература:
Солохин Э. Л., Испытания авиационных воздушно-реактивных двигателей, 2 изд., М., 1975;
Литвинов Ю. А., Боровик В. О., Характеристики и эксплуатационные свойства авиационных турбореактивных двигателей, М., 1979.
Рис. 2. Климатический стенд.
Энциклопедия «Авиация». — М.: Большая Российская Энциклопедия . Свищёв Г. Г. . 1998 .
Источник
Как проходят испытания авиационных двигателей перед производством?

Планируя отправиться в поездку на самолёте, пассажиры рассчитывают не только на скорость преодоления расстояния и комфорт в пути, но и на надёжность авиалайнера.
Важнейшая деталь самолёта – газотурбинные двигатели. Именно благодаря им с каждым годом грузоподъёмность и дальность полётов увеличивается, расширяя возможности гражданской авиации. Надёжность – главное из требований, предъявляемых к ним.
После проектирования, конструирования и изготовления новая модель авиационного двигателя проходит ряд важных испытаний.
Виды и задачи испытаний
Сложность современных авиационных двигателей требует особого подхода к проверке их работоспособности. Поэтому испытательные тесты решают многие задачи проверки:
• параметров агрегата на соответствие техническим условиям;
• надёжности и работоспособности;
• напряжений в конструкции и процесса работы;
• наличие дополнительных ресурсов.
Для получения допуска к государственным испытаниям авиадвигатель подвергают ряду специальных испытаний, которые должны быть успешно пройдены. Только после этого он будет сертифицирован и допущен к массовому производству.
Перечень видов испытания газотурбинных двигателей включает в себя:
1. Испытания компонентов турбины для двигателя.
2. Определение рабочих характеристик турбины в условиях, приближённых к реальным рабочим моментам.
3. Исследование воздушного потока.
4. Тестирование процесса горения топлива.
5. Проверка на соответствие экологическим требованиям.
6. Устойчивость работы в экстремальном режиме.
Эти испытания и тесты проводятся на специальном стенде. Это единственная возможность для контроля за соответствием агрегата конструкторской документации и предъявляемым требованиям.
Проводимые испытания позволяют выявить возможность появления в процессе использования двигателя эрозии, коррозии, недостатков в работе топливных форсунок и других изменений и повреждений.
Это главная задача испытаний. Раннее выявление дефектов и возможных поломок даёт возможность повысить надёжность двигателя в предстоящей эксплуатации.
Способы контроля
Осуществляют контроль за испытаниями различными способами.
Для выявления уровня вибрации используют первичные преобразователи…
Выводы о надёжности работы самой турбины, компрессоров, камеры сгорания делают на основе анализа данных различных измерений и показаний специальных индикаторов.
Не все дефекты и повреждения – усталостные трещины дисков роторов – можно выявить путём измерений и анализа. Поэтому существуют визуальные методы контроля. Самыми популярными являются осмотры при помощи оптических приборов с системой ахроматических линз, объектив которых имеет 180-градусный обзор. Такие приборы снабжены фото- и телекамерами.
При необходимости испытуемые двигатели могут подвергнуть рентгенографии и рентгеноскопии.
Не меньше внимания уделяют масляной системе газотурбинного двигателя. Здесь результаты испытания опираются на развернутый анализ использованного масла.
Весь комплекс испытаний и анализов результатов даёт возможность сделать выводы о надёжности и качестве предлагаемых для массового производства авиадвигателей.
Сертификация готового изделия
После проведения различных испытаний наступает время сертификации авиадвигателя. В РФ она проводится в соответствии с федеральными правилами.
Обязательная сертификация — завершающий этап. После её успешного прохождения двигатели признают соответствующими всем требованиям надёжности и качества и допускают к массовому производству. Все проведённые работы завершаются выдачей сертификата установленного типа, подтверждающего правильность всех заявленных параметров.
Никто не спорит, что в авиации, как и в любой другой сфере деятельности человечества, присутствуют примеры катастроф разной степени тяжести.
Но далеко не всегда причиной тому являются элементы конструкции авиалайнера.
Уровень и качество испытаний двигателей в предпроизводственный этап уменьшают шансы на их выход из строя во время полёта. А значит являются гарантией безопасности пассажиров.
Источник
Лекция 6. Приработка и испытание двигателя после ремонта
Приработка — это процесс изменения макро- и микрогеометрии, а также физико-механических свойств трущихся поверхностей деталей механизма или агрегата с целью подготовки его к восприятию эксплуатационных нагрузок.
Приработка является заключительным этапом ремонта двигателя. На крупных ремонтных предприятиях, выполняющих капитальный ремонт двигателей, их приработка и испытание после ремонта осуществляется на специальных испытательных стендах в три стадии:
1. холодная приработка, когда коленвал двигателя принудительно приводится во вращение внешним источником энергии (обычно электродвигателем);
2. горячая обкатка без нагрузки, когда обкатываемый двигатель работает самостоятельно;
3. горячая приработка с нагрузкой, когда двигатель работает, преодолевая сопротивление нагрузочного тормозного устройства (электродвигатель, работающий в режиме генератора или гидротормоз).
1. Холодная приработка двигателя производится на испытательном стенде, оборудованном системой принудительной циркуляции масла с его подогревом. Холодная приработка производится при малых оборотах коленвала в течение часа:
30 мин при частоте 450. 500 мин 1 ;
30 мин с постепенным увеличением частоты вращения коленвала двигателя до 900. 950 мин 1 .
После окончания холодной приработки отсоединяют от двигателя систему принудительной циркуляции масла, заливают масло в картер двигателя до нормального уровня и производят горячую приработку (обкатку).
2. Горячая обкатка двигателя без нагрузки (на х. х.) производится в течение 50. 60 мин при постоянном увеличении частоты вращения коленчатого вала от 900 до 1500. 1600 мин 1 и более в зависимости от марки двигателя.
При этом проверяют подтекание охлаждающей жидкости, топлива и масла через соединения трубопроводов и прокладки, давление масла в с. с., наличие стуков и шумов в работе двигателя. При выявлении неисправностей двигатель останавливают, производят их устранение, а затем продолжают обкатку. Рекомендуемые режимы горячей приработки двигателей приведены в таблице.
Режим горячей обкатки двигателей без нагрузки
| Модель двигателя | Циклы обкатки* | ||||
| ВАЗ-2108 | 750. 800/2 | 1000/3 | 1500/4 | 2000/5 | — |
| ВАЗ-2105, 2106 | 800/15 | 2000/15 | 2600/15 | ||
| МеМЗ-245 | 900. 1100/5 | 1900..2100/5 | 2900..3100/5 | 3900..4100/5 | 4100..4500/5 |
| УЗАМ-ЗЭ1, | 950..1050/15 | 1400..1500/5 | 1900..2000/5 | 2400..2500/5 | 2900..3000/5 |
В числителе указана частота вращения коленчатого вала двигателя (мин), в знаменателе — время обкатки (мин).
Горячая приработка двигателя под нагрузкой производится с дальнейшим постепенным увеличением оборотов, а также нагрузки на двигатель в соответствии с рекомендуемыми для данного двигателя режимами обкатки, с помощью специального нагрузочного устройства при такой приработке постоянно увеличивают тормозной момент, и соответственно возрастает развиваемая двигателем мощность.
При отсутствии специального испытательного стенда отремонтированный двигатель можно обкатать после его установки на автомобиль.
Обкатка двигателя на а/м производится сначала на х. х. в соответствии с приведенными выше рекомендациями по горячей обкатке двигателя без нагрузки. А затем двигатель обкатывается на пробеге 5000 км с соблюдением рекомендуемых в инструкции по эксплуатации максимальных скоростей движения на каждой передаче.
Необходимо учитывать, что после ремонта двигатель имеет повышенное сопротивление вращению, поэтому в течение его обкатки не рекомендуется доводить его работу до максимальных режимов. В обкаточный период необходимо более часто, чем при обычной эксплуатации, проверять отсутствие подтеканий о. ж., топлива и масла, наличие посторонних шумов, а также контролировать pмасла и tо. ж. и оперативно устранять выявление неисправности.
Замена масла в двигателе после ремонта осуществляется в более короткие сроки — первая замена производится через 1000 — 2000 км пробега, а далее — в соответствии с рекомендацией инструкции по эксплуатации данного а/м.
Лекция 7. Ремонт и ТО КШМ
Ремонт КШМ состоит в замене или ремонте его деталей и производится обычно со снятием двигателя с а/м. Без снятия двигателя с автомобиля производится снятие и установка крышки головки блока цилиндров, головки блока цилиндров, поддона масляного картера и замена их прокладок. При установке данных деталей для обеспечения герметичности затяжка гаекили болтов их крепления производится в определенном порядке в соответствии с общим правилом крепления корпусных деталей: от центра к периферии крест-накрест.
1. Снятие и установка крышки головки цилиндров производится при:
1.1.необходимости снятия головки цилиндров двигателя при ее замене или ремонте;
1.2.при подтяжке гаек или болтов ее крепления к блоку цилиндров;
1.3. при замене прокладки головки блока
1.4. при ТО и ремонте механизма газораспределения (регулировке зазоров клапанов, замене маслоотражательных колпачков и других деталей механизма газораспределения).
При снятии крышки головки блока цилиндров делать это нужно осторожно, чтобы не повредить прокладку крышки, и желательно иметь в наличии запасную прокладку для замены в случае повреждения ее при разборке либо при обнаружении ее растрескивания, а также при снижении уплотняющих свойств прокладки при ее затвердевании, если она изготовлена из резины.
2. Снятие и установка головки цилиндров производится при:
2.1. необходимости ее замены или ремонта;
2.2. при замене прокладки головки из-за нарушения ее герметичности,
2.3. при ремонте механизма газораспределения, а также для удаления нагара на днищах поршней и стенок камер сгорания, когда применение специальных составов для удаления нагара без снятия головки не дает результатов (признаки отложения нагара — перегрев двигателя и продолжение работы двигателя в течение нескольких секунд после выключения зажигания).
Снятие головки блока цилиндров производится в следующей последовательности:
1. слить охл. жидкость;
2. снять приборы на головке, и отвернуть болты (гайки) ее крепления;
3 осторожно снять головку, чтобы не повредить прокладку. Если прокладка приклеилась, то ее надо отделить тупым ножом или тонкой металлической пластиной.
Для удаления нагара поочередно устанавливают поршни в ВМТ, размягчают нагар ветошью, смоченной керосином, и удаляют его скребком из дерева или мягкого металла. То же самое следует проделывать и со стенками камер сгорания в головке.
Устанавливают головку цилиндров в обратной последовательности. При установке старой прокладки ее необходимо натереть порошкообразным графитом, однако для гарантированного обеспечения герметичности при каждом снятии-установке головки блока цилиндров следует (на двигателе ВАЗ-2108 в обязательном порядке) заменять прокладку головки на новую. После установки головки производится затяжка ее креплений к блоку.
Затяжка креплений головки цилиндров производится на холодном двигателе динамометрическим ключом с определенным моментом и в определенной последовательности (см. рис.).
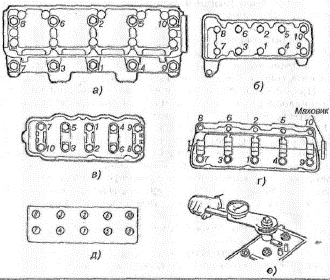
Последовательность крепления болтов и гаек шпилек головок цилиндров двигателей:
а — ВАЗ-2108; б — ВАЗ-2105, -2106; в — УЗАМ-331; г — МеМЗ-245; д — 3M3-4Q2; е — затяжка динамометрическим ключом.
Пример.
На двигателе ВАЗ-2108 затяжка болтов осуществляется в четыре приема: вначале моментом 20 Н • м (2,04 кгс • м), затем 69. 85 Н * м (7,08. 8,74 кгс • м); после этого все болты доворачивают еще дважды на 90°. В процессе эксплуатации головка не нуждается в подтягивании крепежных элементов, так как между блоком и головкой установлена безусадочная прокладка и применены специальные болты. На остальных двигателях затягивать болты следует в два приема: сначала с половинным моментом, а затем окончательно с полным. Момент окончательной затяжки десяти болтов на двигателе ВАЗ-2105 и -2106 96. 118 К • м (9,8. 12,1 кгс-м), а одиннадцатого болта с резьбой М8 двигателя 2106 — 31. 39 Н * м (3,2. 4,0: кгс • м), тек на двигателе УЗАМ-331 —■ 88. 98 Ы • м (9. 10 кгс • м) и болтов на двигателе МеМЗ-245 — 93. 103 Н • м (9,5. 10,5 кгс • м). Для ремонта и замены остальных деталей КШМ двигатель снимают с автомобиля и осуществляют частичную юга полную его разборку, общий порядок которой рассмотрен выше. Проверка технического состояния деталей КШМ производится с целью определения возможности их дальнейшей установки на автомобиль либо необходимости их ремонта или замены.
Блок цилиндров после разборки тщательно очищают и промывают внутренние полости (особенно каналы смазочной системы) горячим (температура 75. 85°С) раствором каустической соды. Затем его продуваюти просушивают сжатым воздухом. Проверка технического состояния состоит в тщательном визуальном контроле целостности блока (отсутствия обломов, трещин и пробоин), а также в измерении величин его деформации и износов поверхностей цилиндров (у гильзованных двигателей — гильз цилиндров и посадочных поверхностей под гильзы в блоке) и отверстий под коренные подшипники.
При наличии повреждений в блоке (трещин, сколов, пробоин) он, как правило, подлежит замене. Небольшие трещины можно устранить с помощью сварки либо заделать эпоксидным составом. При определении деформации блока цилиндров контролируют неплоскостность его разъема с головкой цилиндров и соосность отверстий под коренные подшипники.
Неплоскостность разъема блока с головкой цилиндров проверяется с использованием набора щупов и поверочной плиты или линейки. Линейка устанавливается по диагонолям плоскости разъема и посредине в продольном и поперечном направлениях и с помощью подложенного под нее щупа определяется величина зазора между линейкой и щупом. Если зазоры не превышают 0,1 мм, то блок пригоден для дальнейшего использования. При зазорах не более 0,14 мм допускается прошлифовать плоскость разъема для устранения ее неплоскостности. Если зазоры более 0,14 мм блок подлежит замене.
Несоосность отверстий коренных подшипников проверяется при помощи специальной оправки (скалки), вставляемой в отверстия коренных подшипников с установленными и затянутыми с требуемым моментом крышками. Если оправка вставляется одновременно во все отверстия коренных подшипников, то блок пригоден для дальнейшего использования, а если нет — блок подлежит замене.
Затем производится измерение диаметров цилиндров и отверстий под коренные подшипники в блоке при помощи индикаторного нутромера (см. рис. 208) и сравнение их с данными приложения 1. При износах отверстий свыше допустимого блок бракуется либо производится расточка цилиндров под ближайший ремонтный размер поршней с последующей установкой в них поршней и поршневых колец соответстующего ремонтного размера.
Коленчатый вал, снятый с двигателя, предварительно тщательно промывают, отворачивают пробки масляных каналов, очищают и продувают полости маслинных каналов. Затем осуществляется визуальный контроль с целью определения наличия трещин, следов повышенного износа поверхностей и состояния резьб. При наличии трещин вал подлежит замене. При срыве резьбы не более двух ниток производится ее прогонка. Затем производится измерение диаметров коренных и шатунных шеек и сравнение с данными приложения 1 и определение возможности дальнейшего использования коленчатого вала без ремонта, возможности перешлифования шеек под ремонтные размеры либо необходимости его замены.
Шейки коленчатого вала замеряются микрометром в двух взаимно перпендикулярных плоскостях по двум поясам.
Перешлифовка всех одноименных шеек производится под один ремонтный размер.
Для контроля перпендикулярности торцевой поверхности фланца для крепления маховика и оси коленчатого вала измеряется биение торцевой поверхности с помощью микрометрической индикаторной головки при прокручивании коленчатого вала.
Маховик контролируют по состоянию поверхности плоскости прилегания ведомого диска сцепления, состоянию ступицы и зубчатого обода (венца). Плоскость прилегания ведомого диска должна быть гладкой, без рисок и задиров. Биение плоскости маховика в сборе с коленчатым валом не должно превышать 0,10 мм на крайних точках, в противном случае плоскость прилегания необходимо прошлифовать либо заменить маховик.
При наличии трещин маховик следует заменить. При наличии забоин на зубьях обода маховика их следует зачистить, а при значительном износе или повреждениях — заменить обод маховика. Перед напрессовкой обод необходимо нагреть до температуры 200. 230°С и напрессовать на маховик.
Проверка состояния и подбор деталей поршневой группы рассмотрен выше при описании сборки двигателя.
Техническое обслуживание кривошипно-шатунного механизма. После пробега первых 1500. 2000 км, а в дальнейшем только после снятия головки блока цилиндров, а также при появлении признаков прорыва газов или подтекания охлаждающей жидкости в соединениях необходимо подтягивать гайки шпилек и болты головки блока цилиндров в установленной последовательности. В эти же сроки подтягивать винты или болты крепления поддона картера двигателя.
Через каждые 10000. 15000 км пробега следует проверять и при необходимости подтягивать болты и гайки крепления опор двигателя, очищать от грязи и масла их резиновые подушки. По мере загрязнения, а при езде по пыльным и загрязненным дорогам ежедневно, протирать поверхность двигателя ветошью, смоченной специальным очистителем.

Поперечные профили набережных и береговой полосы: На городских территориях берегоукрепление проектируют с учетом технических и экономических требований, но особое значение придают эстетическим.

Механическое удерживание земляных масс: Механическое удерживание земляных масс на склоне обеспечивают контрфорсными сооружениями различных конструкций.


Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой.
Источник