Изготовление приспособлений для ремонта



При сборке ременных передач шкивы напрессовывают на вал по тугой или напряженной посадке с применением призматических шпонок или в неответственных передачах клиновидных шпонок. Перед напрессовкой шкивы диаметром свыше 200 мм должны быть отбалансированы. После установки шкивов проверяют параллельность валов, совмещение середин шкивов, радиальное и торцовое (осевое) биение, которое не должно превышать следующих величин:
- радиальное биение шкива диаметром до 300 мм – 0,10 мм, диаметром свыше 300 мм – 0,15 мм;
- торцовое биение шкива диаметром до 300 мм – 0,06 мм, свыше 300 мм – 0,08 мм.
Изношенные плоские прорезиненные ремни заменяют новыми полностью или частично – заменой изношенного участка. Концы ремней сшивают сыромятными ременными ушивальниками или вулканизируют.
Ремни шириной до 80 мм сшивают встык с накладкой или внахлестку, но без ступенчатого расслаивания соединяемых концов ремня. При ширине ремня более 80 мм его концы сшивают внахлестку, расслаивая их и соединяя уступами по числу прокладок. При этом надо срезать лишние слои и соблюдать следующие условия: длину каждого уступа (ступеньки) в зависимости от ширины ремня принимают за: при ширине ремня до 150 мм – 90 мм; от 150 до 250 мм – 125 мм.
Отверстия для пропуска ушивальников пробивают пробойником диаметром 8–10 мм рядами в шахматном порядке на расстоянии 50–60 мм в ряду и 15–25 мм от края ремня, число рядов – 2–5 (меньший размер для ремня до 80 мм). Ширину сыромятной сшивки берут несколько больше диаметра отверстия. Ремень прошивают, пропуская через каждое отверстие одновременно два ушивальника навстречу друг другу и затягивая их, а затем для уплотнения простукивают стежки молотком.
В быстроходных передачах, а также в передачах, имеющих натяжные ролики, применяют склеивание с вулканизацией (холодным и горячим способами).
Холодная вулканизация применяется при температуре воздуха не ниже 0 °C. Расщепленные под углом концы ремней склеивают клеем СВ-5, состоящим из двух растворов (А и Б), которые смешивают перед склеиванием в соотношении 100 вес. ч раствора А и 10 см3 раствора Б. Полученную смесь тщательно перемешивают. Клей СВ-5 дважды наносят на склеиваемые поверхности ремня жесткой кистью. Концы ремней соединяют наложением одной ступеньки на другую. Ступеньки после соединения тщательно прикатывают роликом. Для соединения ремней (первого стыка) с учетом сушки клея требуется 35–40 мин. При горячей вулканизации подготовленные концы ремня склеивают смесью тиурамового клея № 1 и 2, который наносят на склеиваемые концы 3–4 раза. Каждый раз клею дают просохнуть, затем стык прокатывают роликом и вулканизируют в аппарате двумя нагревательными плитами при температуре 140–160 °C и давлении 0,4 МПа в течение 30–50 мин. Соединение ремней клеем обеспечивает качественную их стыковку и плавную работу ременной передачи.
К недостаткам следует отнести продолжительность процесса вулканизации и невозможность быстрой перетяжки ремня.
Изношенные клиновидные ремни, как правило, заменяют новыми. В исключительных случаях разорванные ремни вулканизируют в специальных аппаратах.
Изготовление и ремонт приспособлений и технологической оснастки
Сборочные и станочные приспособления
Сборочные приспособления. На сборку машины приходится 10–60 % общей трудоемкости ее изготовления. В большинстве своем сборочные работы требуют значительной затраты физических сил слесарей-сборщиков. Поэтому повышение производительности при выполнении слесарно-сборочных работ и облегчение труда сборщиков являются важнейшими задачами, которые необходимо решать при разработке технологии сборки машины.
В состав технологического оснащения рабочего места слесаря-сборщика входит комплект различных приспособлений и вспомогательных устройств.
По характеру применения все сборочные приспособления можно разделить на универсальные и специальные.
Как правило, универсальные сборочные приспособления применяются при единичном и мелкосерийном производствах.
Специальные приспособления при этом виде производства применяются редко, в основном же они используются в серийном и массовом производствах, где масштабы производства одинаковых машин (изделий) велики и расходы на их конструирование и изготовление окупаются.
Универсальные приспособления находят широкое применение при выполнении слесарно-сборочных работ. Они подразделяются на зажимные и установочные приспособления.
К зажимным сборочным приспособлениям относятся тиски и струбцины.
Тиски – наиболее распространенное зажимное приспособление для слесарно-сборочных работ. Применяют тиски стуловые, параллельные и ручные (рис. 25.1).
Стуловые тиски служат для выполнения тяжелых работ (таких как рубка, гибка, клепка и др.) (рис. 25.1, а). Детали стуловых тисков отковывают из конструкционной углеродистой стали. На рабочие части губок наваривается накладка из инструментальной углеродистой стали марок У7, У8 или на винтах укрепляются специальные пластины (накладные губки). Стуловые тиски отличаются простотой конструкции и высокой прочностью.
Параллельные тиски разделяются на поворотные и неповоротные (рис. 25.1, б). В этих тисках подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски получили название параллельных. При выполнении слесарно-сборочных работ широкое распространение имеют параллельные поворотные тиски. Они состоят из плиты-основания 1 (рис. 25.1, б) и поворотной части 2, подвижной 3 и неподвижной 4 губок. Параллельность перемещения подвижной губки обеспечивается направляющей призмой 5 и осуществляется с помощью ходового винта 6 и гайки 7.
По круговому Т-образному пазу 8 перемещается болт 11 с гайкой 10. С помощью рукоятки 12 можно прижать поворотную часть 2 к плите-основанию тисков под определенным углом. При освобождении болта 11 поворотную часть можно поворачивать вокруг оси 9 для установки на требуемый угол.
Губки параллельных тисков отливают из серого чугуна; ходовой винт, болты и другие детали делают из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима деталей (заготовок) в процессе работы рабочие части (накладные губки) изготовляют из инструментальной стали марки У8 с крестообразной насечкой; после закалки их прикрепляют к основным губкам винтами.
Тиски на крышке верстака укрепляются болтами через отверстия лапок плиты-основания 1 (рис. 25.1, б).

Рис. 25.1. Тиски: а – стуловые, б – параллельные поворотные
В целях повышения производительности труда и снижения утомляемости рабочего обычные винтовые тиски в ряде случаев заменяются пневматическими.
Ручные тиски (их часто называют тисочками) применяются при сверлении, пригонке, склепывании (и т. п.) мелких деталей, которые неудобно или опасно держать в руках. По своему устройству они напоминают стуловые тиски, только без приспособления для крепления к верстаку. Ручные тиски изготовляют двух типов: тиски с пружиной и шарнирным соединением с шириной губок 36, 40 и 45 мм и для мелких работ с шириной губок 6, 10 и 15 мм.
В ряде случаев форма детали не дает возможности зажать ее в нужном положении, как, например, в случае, когда требуется опилить фаску под некоторым углом. В таких случаях применяют косогубые тисочки, в которых захватывают деталь и зажимают в губки параллельных тисков.
Ручные тиски изготовляют из качественной конструкционной углеродистой стали марки 45–50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60–70.
Струбцины применяются в том случае, когда в процессе сборки необходимо временно закрепить собираемые детали или узлы. Кроме того, их часто применяют при выполнении различных слесарных работ или при сварке, когда необходимо закрепить детали на время сварки.
Наиболее распространенными являются обычные струбцины с винтовым зажимом (рис. 25.2, а, б). Новаторами производства предложено несколько различных конструкций специальных быстродействующих струбцин с винтовым зажимом, применение которых позволяет значительно сократить затраты вспомогательного времени. Струбцина первого типа (рис. 25.2, в) состоит из направляющей линейки 5, жестко скрепленной с основанием 4, и подвижной губки 2 с зажимным винтом 1. При сжатии собираемых деталей подвижная губка заклинивается на линейке и удерживается в рабочем положении силой трения. В свободном состоянии подвижная часть струбцины легко перемещается по линейке 3.
Струбцина второго типа (рис. 25.2, г) состоит из скобы 5, подвижной рейки 3 с винтом 2, рукоятки 1 и фиксирующей собачки 4.

Рис. 25.2. Струбцины
Для увеличения размера Н рейка с винтом перемещаются после расцепления собачки 4 с рейкой, а для уменьшения этого размера – без расцепления ее с собачкой; в этом случае собачка будет проскальзывать по зубьям рейки. Для зажатия деталей, имеющих постоянные размеры, целесообразно применять струбцины с эксцентриковым зажимом.
Следует отметить, что при выполнении слесарно-сборочных работ наиболее производительными считаются струбцины и клещи пневматического действия.
Источник
Pereosnastka.ru
Обработка дерева и металла
Специальные приспособления изготовляют, как правило, в инструментальных цехах машиностроительных заводов. Производство их носит индивидуальный характер. При широком использовании стандартных деталей и узлов их изготовление может быть организовано по принципу серийного производства.
Заготовки для деталей приспособлений получают литьем и ковкой. Для снятия внутренних напряжений литые заготовки типа корпусов после предварительной черновой обработки подвергают естественному или искусственному старению, а сварные нагревают в течение 1,5—2 ч при температуре 600…650 °С. Мелкие детали изготовляют из проката. Заготовки средних и крупных размеров сложной конфигурации (для корпусов приспособлений, стоек, кронштейнов) получают сваркой.
Детали специальных приспособлений изготовляют Допуском IT7 — IT8, поэтому механическая обработка их осуществляется рабочими высокой квалифи кации.
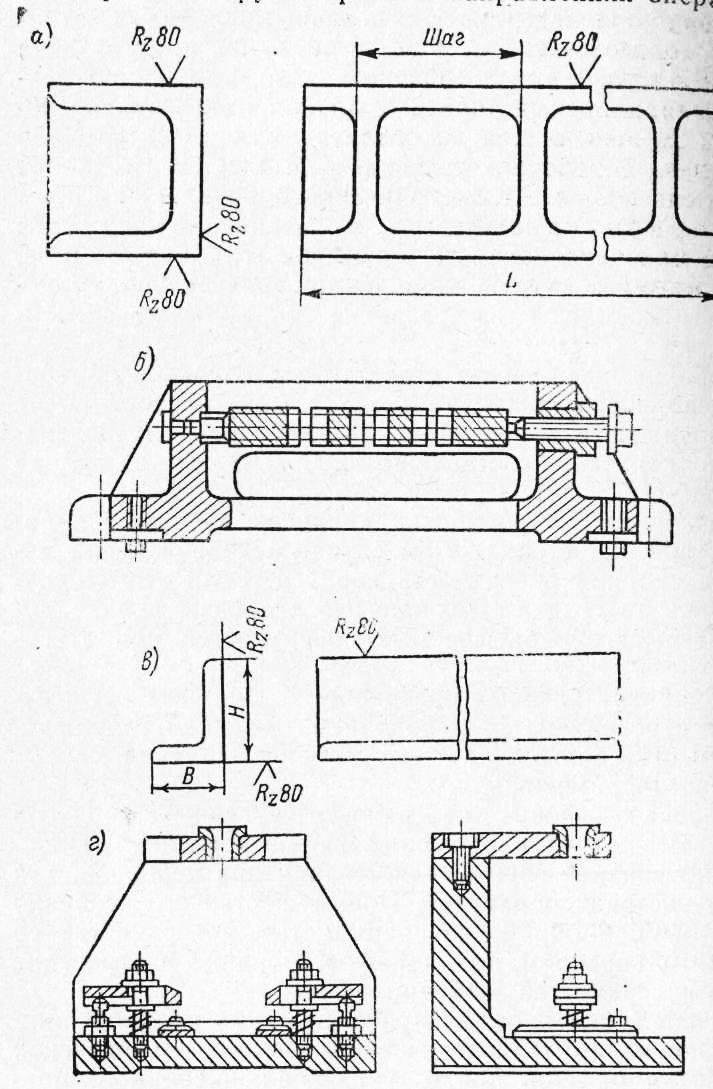
Изготовление корпусов и плит. Корпус является основной частью приспособления, на которой монтиру. ются установочные, зажимные, направляющие и другие вспомогательные механизмы и детали. Он в большой мере определяет массу, габариты и конфигурацию приспособления.
Корпуса приспособлений отличаются большим разнообразием по конструкции, материалу и способам изготовления (в зависимости от размеров и формы обрабатываемых деталей, величины партии и т. д.). Корпуса должны удовлетворять определенным требованиям: быть прочными и жесткими; иметь минимальные массу и габариты (особенно для приспособлений, которые во время работы надо перемещать вручную, например кондукторов); быть удобными и безопасными в эксплуатации.
Форма и размеры корпусов зависят от формы и размеров обрабатываемых деталей, а также от расположения установочных, зажимных и направляющих элементов и механизмов. В пневматических и гидравлических приспособлениях корпус иногда служит одновременно и резервуаром (цилиндром, камерой) для сжатого воздуха или масла, что также влияет на его форму и размеры.
Корпуса приспособлений делают литыми из чугуна, сварными из стали или сборными из отдельных элементов. Корпуса приспособлений для установки мелких и средних деталей обычно изготовляют из литых стандартных заготовок. При использовании стандартных заготовок путем той или иной дополнительной обработки удаётся сравнительно быстро и с минимальными затратами труда получить готовый корпус.
Дальнейшим шагом стандартизации явилась конструктивно-размерная нормализация геометрически простых элементов, из которых без всякой дополнительной обработки или с минимальной доработкой можно собрать наиболее типичные корпуса фрезерных и сверлильных приспособлений для установки деталей размерами до 400X400X700 мм.
Приспособления для обработки крупных деталей имеют сварные стальные корпуса.
Сборные корпуса различных конструкций изготовляют методом сборки или сварки из отдельных стан
thux элементов корпусов ( ГОСТ ы 12947—67, ДооГ1— 67). Эти элементы соединяют штифтами, винта-болтами.
Рабочие поверхности стандартных корпусов обработаны до шероховатости Ra = 2…1 мкм, отклонения от параллельности и перпендикулярности рабочих поверхностей корпусов составляют 0,03…0,02 мм на длине 100 мм.
Механическую обработку корпусов начинают с базовых поверхностей. В этом случае исходной базой является опорная поверхность корпуса. Если этого недостаточно, то создают технологические базы в виде дополнительно обрабатываемых поверхностей или отверстий.
Обработку базовых поверхностей корпусов осуществляют строганием-, фрезерованием, точением и шлифованием. Наибольшее распространение получил способ торцевого фрезерования.
Плоские базовые поверхности чугунных корпусов обрабатывают на плоскошлифовальных станках. Плоское шлифование осуществляется как при червовой, так и при чистовой обработке. Преимущества его особенно ощутимы при обработке прерывистых поверхностей со сложным контуром, так как фрезерование и строгание таких поверхностей затруднительно.
Основой большинства приспособлений является плита. Рассмотрим технологический процесс механической обработки базовой гмиты универсально-сборного приспособления, к которой предъявляются высокие требования по плоскостности, параллельности и перпендикулярности поверхностей и пазов.
Обработка отверстий по разметке.
В связи с этим растачивание по разметке применяется как предварительная операция в единичном и мелкосерийном производстве. Точность расстояния между осями при растачивании по разметке обычно не превышает ± (0,2…0,5) мм и лишь в особых случаях может быть доведена до ±0,1 мм.
Обработка отверстий с помощью оправок и концевых мер. Этот способ используется в единичном и мелкосерийном производстве при обработке деталей со сравнительно небольшими расстояниями между осями.
Высокая точность межосевых расстояний (порядка ±0,02 мм) может быть достигнута только при точном центрировании оправки В в отверстии (без зазора) и обработке отверстий с одной стороны.
Координатный метод расточки систем отверстий. Этот метод является наиболее совершенным и в настоящее время получил широкое распространение как в единичном, так и в серийном производстве. Он применяется при обработке деталей, имеющих несколько отверстий с параллельными осями, когда относительное положение оси каждого отверстия может определяться двумя размерами, связывающими ее с двумя перпендикулярными плоскостями детали.
Сущность этого метода заключается в том, что совмещение оси шпинделя с осями обрабатываемых отверстий производится перемещением детали или режущего инструмента во взаимно перпендикулярных направлениях по установленным концевым мерам, отсчетным системам, шкалам и индикаторным устройствам с упорами, которые позволяют отсчитывать перемещение с точностью до 0,01 мм.
Растачивание отверстий на токарном станке менее производительно, чем на координатно-рас-точном, однако этот способ дает возможность обрабатывать поверхности фасонных сквозных отверстий и, кроме того, при растачивании точных
деталей с отверстиями, глубина которых превышает 5—6 диаметров, обеспечивает большую точность.
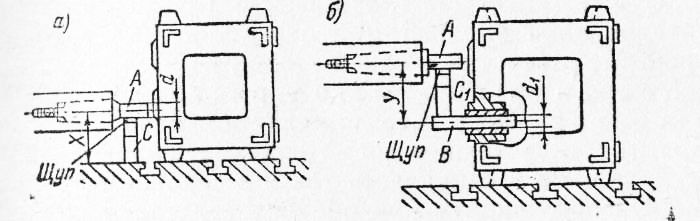
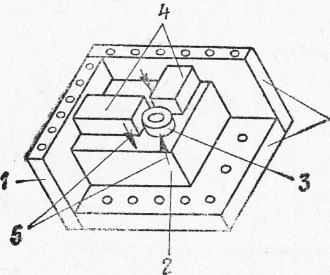
Обработка отверстий с помощью плит и концевых мер. Универсальное приспособление для координатной обработки отверстий (рис. 136) состоит из трех точных плит, которые скреплены таким образом, что образуют три взаимно перпендикулярные плоскости. Деталь устанавливается базовыми поверхностями на плиты и прижимается к ним специальными прихватами. Обработка отверстия производится через кондукторную втулку, точное положение которой фиксируется концевыми мерами длины. Крепление втулки и блоков концевых мер осуществляется съемным зажимом, который условно показан стрелками.
Расстояние С может быть измерено также и штан генрейсмусом.
Высокая точность межосевых расстояний (порядка ±0,02 мм) может быть достигнута только при точном центрировании оправки В в отверстии (без зазора) и обработке отверстий с одной стороны.
Координатный метод расточки систем отверстий. Этот метод является наиболее совершенным и в настоящее время получил широкое распространение как в единичном, так и в серийном производстве. Он применяется при обработке деталей, имеющих несколько отверстий с параллельными осями, когда относительное положение оси каждого отверстия может определяться двумя размерами, связывающими ее с двумя перпендикулярными плоскостями детали.
Сущность этого метода заключается в том, что совмещение оси шпинделя с осями обрабатываемых отверстий производится перемещением детали или режущего инструмента во взаимно перпендикулярных направлениях по установленным концевым мерам, отсчетным системам, шкалам и индикаторным устройствам с упорами, которые позволяют отсчитывать перемещение с точностью до 0,01 мм.
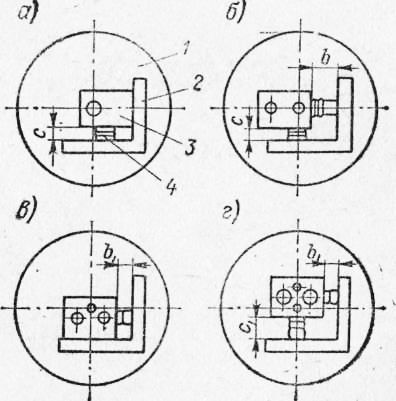
Координатное растачивание отверстий можно производить на токарных, горизонтально-расточных и других станках. Осуществление его на токарном станке показано на рис. 3. После предварительной разметки обрабатываемая деталь крепится на планшайбе в таком положении, чтобы одна ее базирующая плоскость плотно прилегала к угольнику. Под вторую плоскость подкладывается блок концевых мер длины, размер которого должен быть равен с. Затем сверлится и растачивается первое отверстие детали.
Растачивание остальных отверстии производится посте перестановки детали на планшайбе, причем в случае приведенном на рис. 3, в, нижний блок мер снимается и деталь устанавливается прямо на плоскость угольника, а под вторую базовую плоскость подкладывается блок мер, равный чертежному размеру. Последнее отверстие обрабатывается в положении, когда под деталь подкладывается блок размером.
Растачивание отверстий на токарном станке менее производительно, чем на координатно-рас-точном, однако этот способ дает возможность обрабатывать поверхности фасонных сквозных отверстий и, кроме того, при растачивании точных
деталей с отверстиями, глубина которых превышает 5—6 диаметров, обеспечивает большую точность.
Обработка отверстий с помощью плит и концевых мер. Универсальное приспособление для координатной обработки отверстий состоит из трех точных плит, которые скреплены таким образом, что образуют три взаимно перпендикулярные плоскости.
При перемещении стола и шпиндельной бабки отсчеты координат производят по шкалам, установленным на салазках стола и передней стойке станка. Так как точность установок по шкалам недостаточно высока, используют индикаторные устройства, концевые меры, штихмасы или другие средства.
При координатном способе обработки точность межосевых расстояний зависит от точности изготовления мерных стержней или от точности установки размера на штихмасе или блоке концевых мер и обеспечивается в пределах 0,02…0,03 мм. Современные горизонтально-расточные станки моделей 2620 и 2622 имеют оптические системы отсчета по шкалам и обеспечивают точность отсчета ±0,02 мм.
Значительно эффективнее координатное растачивание осуществляется на горизонтально-расточном станке модели 262ПР с программным управлением, когда производится автоматическая установка по координатам стола в поперечном направлении и шпиндельной бабки в вертикальном направлении с точностью ±0,05 мм.
Обработка отверстий на универсальных станках. При изготовлении небольшого количества приспособлений либо штампов широко применяются сверление и растачивание на вертикально-фрезерных станках, обеспечивающих отсчет продольно-поперечного перемещения стола с точностью до 0,02 мм. Для достижения большей точности обработки сначала высверливают отверстия на 0,5…0,8 мм меньше номинального диаметра, а затем растачивают их резцом до нужного размера при точном отсчете координат.
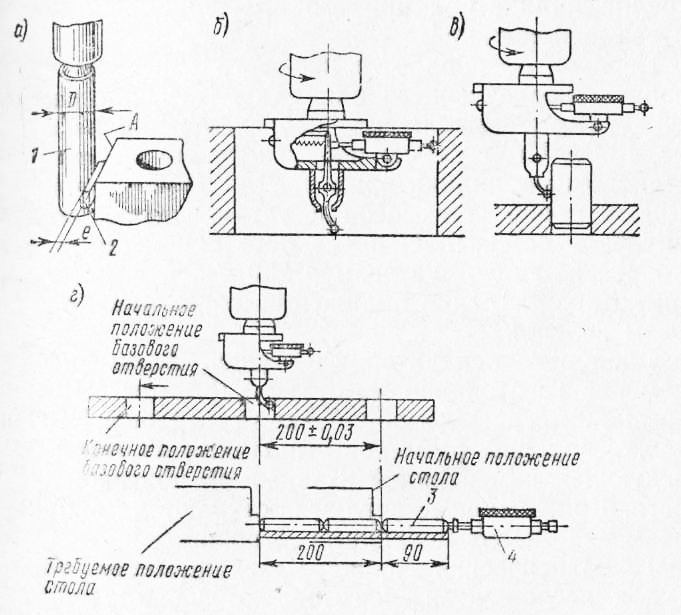
Переход от обработки базового отверстия к растачиванию последующего или для измерения расстояния между ними выполняют по схеме, приведенной на рис. 5, г. Стол можно перемещать по штихмасам и установочным индикаторам. Для этого в лоток укладывают набор штихмасов и устанавливают индикатор в нулевое положение, после чего перемещают стол по набору штихмасов на размер 200 мм, т. е. в положение, при котором стрелка индикатора вновь окажется на нулевом делении.
Обработка кондукторных втулок. Втулки небольших размеров изготовляют из стали У10А или У12А и подвергают термической обработке до твердости HRC 60…64. Втулки больших размеров выполняют из стали 20 с последующей цементацией и закалкой до такой же твердости. Кондукторные втулки поступают на сборку в готовом виде после механической обработки.
Технологический процесс механической обработки втулок несложен: их изготовляют на токарно-револьверных станках из пруткового материала. Ответственными операциями после термической обработки являются наружное и внутреннее шлифование.
Шлифование производят за две операции — предварительную и окончательную. Вначале на внутришлифо-вальном станке обрабатывают отверстие втулки, а затем— наружный диаметр. Для получения шероховатости высокого класса отверстия втулки доводят медными притирами с помощью паст,
Источник