Ремонт ЦПГ

Начинаю снимать цилиндры.. снимаю один все нормально.. снимаю другой.. и кольца просто сразу вылетают.Вероятнее всего они были уже сломаны .Смотрю я на поршни.. вижу что они нулевого ремонта.. еду в магазин за новыми колечками.. купил.. пытался поставить ..но не тут-то было.. я обнаружил ,что цилиндры второго ремонта. Нашел у себя в гараже поршни второго ремонта .. Они не подошли (были намного больше). Поскольку у меня бюджетный мотоцикл , то я пошел по простой схеме взяв в руки поршень и шкурку.. Обточил поршень и чтоб он не был с этими маленькими задирами,то я отполировал его очень маленькой шкуркой . Этот процесс занял у меня примерно недели 2 .. Естественно я не каждый день ходил в гараж и сидел , точил поршни.. Сгонял в магазин, купил колец второго ремонта,они оказались большими и я обточил их напильником и все подошло. Обильно смазал все стенки маслом и одел цпг. Причем я нашел очень легкий способ надевания цпг (сначала сжимаешь кольца и всовываешь в цлиндр и оставляешь место ,чтоб засунуть палец ,всовываешь палец и нажимаешь на стенки цилиндра ..и все.. поршневая готова.
На сбор поршневой у меня ушел месяц.
Но я никуда не спешил. гулять же тоже надо) не целыми же днями сидеть точить поршни)
Другие записи в этом бортжурнале
Комментарии
Только авторизованные пользователи могут оставлять комментарии
Источник
Иж поршня нулевого ремонта
А вот что я действительно утверждаю, та это то, что и изготовленный хрен-его-знает-где поршень будет нормально работать, если его правильно подобрать и поставить. За исключением тех случаев, когда поршень льют из алюминиевых ложек. Но это действительно редкость. Однако некоторый внешний осмотр при покупке не помешает. Первым делом загляните внутрь поршня. Клейма и так далее пропускаем, а смотрим на ровность поверхности и отсутствие облоя. Ровная поверхность внутренней стороны дна и юбки, а также отсутствие острых краев от литья — это хорошо. Если поверхность юбки бугристая, поршень откладываем. Дно может быть неровным, это не критично, а вот раковины не допускаются. Острые края от литейной формы также нежелательны, хотя, в крайнем случае, можно взять и с ними. Наружная поверхность поршня должна быть по возможности менее ребристой. Чем выше класс обработки поршня, тем поверхность ровнее. А где лучше обрабатывают? Понятно, что не в левых конторах. Выводы делайте сами. Ради интереса посмотрите на фотографию поршня для Ю4. Он однозначно не заводской, но вполне пригоден для эксплуатации. Обратите внимание на низкую чистоту обработки поверхности юбки и следы некачественного литья внутри поршня. Все это плохо, но допустимо. Лучше поставить не заводской, но правильно подобранный поршень, нежели заведомо качественный, но не подходящий по размерам.

Теперь перейдем к тому, что получается с поршнем в результате его износа. Понятно, что на высоте поршневого пальца износа практически нет. Нет износа и в тех местах, где поршень перекрывает выпускное и перепускные окна. Изнашивается головка поршня. Но сильнее всего изнашивается низ юбки. В итоге поршень получается не конический, а бочкообразный. Из-за изношенной юбки появляется характерный звон поршня «Юпитеров». У «Планет» это сглаживается разрезным поршнем, но лишь до какого-то уровня. Отсюда вывод: выяснение износа поршня, измеряя зазор между головкой поршня и цилиндром — явная глупость. Это лишь косвенно свидетельствует об износе поршня. Правильнее всего измерить сам поршень микрометром. Которого, как мы условились, у нас нет. Отсюда следует два других метода: внешний осмотр и проверка герметичности.

Что есть внешний осмотр — понятно. Поршень ни в коем случае не должен болтаться в цилиндре. Особенно низ юбки — ее диаметр должен быть самым большим. Косвенным свидетельством износа можно считать и звон при работе, при условии исправных шатунных подшипников. Но значительно точнее будет проверка герметичности. Для этого берется цилиндр и поршень. У «Планет» цилиндр берется с головкой, у «Юпитеров» он сверху заклеивается скотчем для создания герметичности. Затем поршень (без колец) вставляется в цилиндр, причем он должен быть ориентирован так же, как и при работе. При герметичном цилиндре наблюдаем, как поршень падает под своим весом в цилиндре. Изношенный поршень опускается максимум за 2-3 секунды, нормальный — намного медленнее. Но: если поршень был взят ошибочно более полный и приработался до нормального размера, то герметичность будет в норме, а низ юбки — изношен. Это отлично видно при внешнем осмотре.

Теперь самое главное. Выяснив, что поршень требует замены и, отбраковав заведомо «левые» поршни, приступим к подбору поршней. Для литых и точеных поршней эта процедура несколько отличается. Причина этого состоит в том, что «ребра» на точеных поршнях потом сгладятся, а на литых их уже нет. Следовательно, точеный поршень должен быть заведомо полнее, с учетом износа при обкатке. Надо крепко запомнить: поршень подбирается под цилиндр. Каждый поршень под каждый цилиндр, индивидуально. Методика определения полноты поршня до банального проста: вставляем поршень в цилиндр и проталкиваем его пальцем насквозь. Если поршень падает под своим весом — он мал. Если он легко проходит — это годится для литого и не годится для точеного поршня. Если поршень идет туго, но вполне проталкивается одним пальцем без значительных усилий — это нужный размер для точеного поршня и большой — для литого. Если поршень клинит в цилиндре или его приходится проталкивать, прилагая значительные усилия — он явно велик. Все кажется простым, но точность подбора достигается лишь практикой.
Как быть, если цилиндр шлифован? Можно взять заведомо полный поршень. Лучше всего поступить следующим образом. Берем нормальный поршень, а после обкатки цилиндра (когда появится зеркало) его меняем вместе с кольцами и вновь обкатываем. Это получится намного проще, нежели довольно нудная обкатка заведомо полного поршня. Особенно это относится к «Юпитерам», которые больше «Планет» склонны к клину поршня.
Остались еще несколько вопросов: подбор пальца, колец и обкатка поршня. Это — в следующий раз.»
Источник
motoizh.ru
Все о мотоциклах ИЖ

Нормальные и ремонтные размеры поршней
Нормальные и ремонтные размеры поршней
Сообщение shes » 14 фев 2006, 06:49
По многочисленным просьбам трудящихся еще раз уточняю размеры поршней для Юпитеров и Планет.
Для Юпитеров по Ю4 включительно:
Нормальные:
2 — 61,65-0,01
1 — 61,66-0,01
0 — 61,67-0,01
Ремонтные:
1Р2 — 61,90-0,01
1Р1 — 61,91-0,01
1Р0 — 61,92-0,01
и
2Р2 — 62,15-0,01
2Р1 — 62,15-0,01
2Р0 — 62,15-0,01
Для Ю5:
Нормальные:
2 — 61,98+0,01
1 — 61,99+0,01
0 — 62,00+0,01
00 — 62,01+0,01
000 — 62,02+0,01
Ремонтные:
1Р — 62,26-0,03
2Р — 62,51-0,03
То же самое для Планет:
Нормальные:
1 — 71,94-0,01
0 — 71,95-0,01
00 — 71,96-0,01
000 — 71,97-0,01
Ремонтные:
1Р — 72,46-0,03
2Р — 72,96-0,03
Нормальные размеры ИЖ-56 соответствуют планетовским, ремонтные — по всей видимости тоже.
ИЖ-49 — у меня нет данных, просьба дополнить.
Для Иж-ПС — у меня нет данных, просьба дополнить.
Данные взяты из книг:
«Ижевские мотоциклы», Ижевск,1974 г.;
«ИЖ 6-113-01 Руководство по эксплуатации», Ижевск;
«Мотоцикл ИЖ-56 Инструкция по уходу и эксплуатации», Ижевск, 1959г.
Регулярно проклинаемая мною книга издательства «Ранок» подло врет, в чем вы можете сами убедиться.
Ремонтные размеры поршневых пальцев приводить нет необходимости — сейчас не советские времена, только индивидуальный подбор пальца к поршню.
Источник
motoizh.ru
Все о мотоциклах ИЖ
ремонты поршневой (0,00,000,1,2,3
ремонты поршневой (0,00,000,1,2,3
Сообщение Miha1 » 24 фев 2010, 12:06
в общем всю жизнь считал что ремонты поршневой идут такие: 0, 00, 000, 1, 2, 3 — по возрастанию от номинального к последнему ремонту, то есть 0 — номинальный и поехали больше и больше аж до третьего, а в этой статье http://www.motoizh.ru/modules.php?name= . int&sid=28 в таблице указано так: 2, 1, 0, 00, 000 — в обратном порядке, и не только, да ещё и между ремонтами разница 0,01 мм
что это за зазоры такие я не могу понять? и что за система номинации ремонтов? и что за разница между ремонтами (0,01 мм) одна сотая слишком мало, не может быть такого я думаю.
у меня Ю5 прошёл 15 т. км. на заводских поршнях и котлах номинального размера 0, на протяжении пробега менял только кольца, работал двигатель в нормальных режимах, с отличной смазкой, и зазор теперь между поршнём и зеркалом цилиндра — 0,5 мм, по размерам таблице в той статье разница между номинальным и последним ремонтом — 62,00-62,04=0,04 мм, то есть мне и точить нету смысла? это за 15 т. км. то  что-то в этой таблице не так, зачем тогда выкладывать кривой материал на сайт? сомневаюсь что я что-то не так понял, но всё же?
что-то в этой таблице не так, зачем тогда выкладывать кривой материал на сайт? сомневаюсь что я что-то не так понял, но всё же?
Источник
Цилиндропоршневая группа — разборка и сборка на мотоцикле
Цилиндропоршневую группу можно разобрать, не снимая двигатель с мотоцикла. Это, как правило, приходится делать для очистки поршня и камеры сгорания от нагара, а также с целью замены изношенных деталей.
1. Снимаем топливный бак.
2. Отворачиваем гайки выпускных труб и отводим трубы от цилиндра.
3. Снимаем карбюратор.
4. Снимаем наконечник провода высокого напряжения со свечи зажигания, снимаем катушку зажигания, выворачиваем свечу.
5. Отсоединяем трос декомпрессора, выворачиваем клапан.
6. Торцовым ключом на 14 мм в последовательности крест-накрест отворачиваем шесть гаек крепления головки пилиндра.

7. Снимаем головку.

8. Накидным ключом на 14 мм отворачиваем четыре гайки крепления цилиндра к картеру.

9. Снимаем гайки с пружинными шайбами.

10. Опускаем поршень в нижнюю мертвую точку, вращая колесо мотоцикла или нажимая непосредственно на поршень. Снимаем цилиндр.
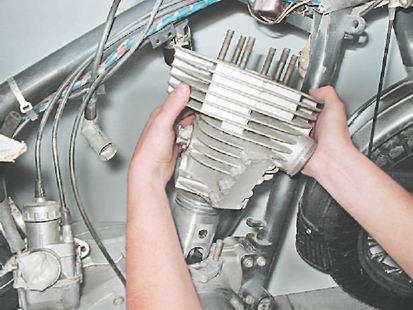
11. Закрываем отверстие кривошипной камеры чистой ветошью, чтобы исключить попадание в нее посторонних предметов.
12. Переворачиваем цилиндр, устанавливаем его на шпильки и, аккуратно поддевая ножом, снимаем с цилиндра прокладку.

13. Аналогично снимаем прокладку карбюратора (если она не была снята вместе с карбюратором).
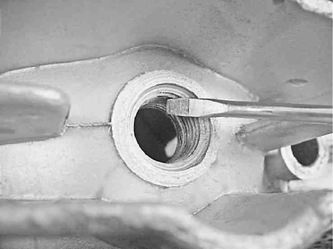
14. Осматриваем зеркало цилиндра. На нем недопустимы задиры, следы сильного износа, борозды, наволакивание алюминия от поршня и другие повреждения. Такой цилиндр подлежит ремонту или замене.

Нельзя шлифовать зеркало цилиндра шкуркой и затем полировать его. Единственно возможной обработкой является расточка на токарном станке под ремонтный размер с обязательным последующим хонингованием. При этом необходима установка поршня и колец ремонтных размеров (см. ниже).
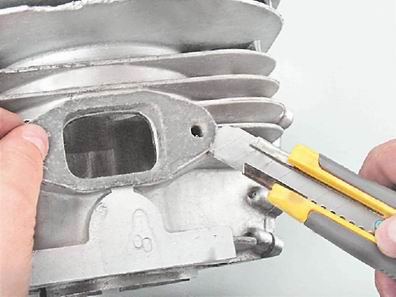
15. Скребком или ножом очищаем от нагара выхлопные окна цилиндра. Нагар перед этим можно размягчить керосином или ацетоном.
16. Проверяем состояние резьбы в свечном отверстии. Если резьба повреждена по высоте более чем на треть — заменяем головку цилиндра.
17. Аналогично осматриваем резьбу отверстия под декомпрессор.

При необходимости головку цилиндра можно отремонтировать, установив в нее футорку. Для этого рассверливаем свечное отверстие до диаметра 18,4 мм и нарезаем в нем резьбу М20х1,5. Из латуни или бронзы вытачиваем футорку (см. рис.) и, завернув ее в отверстие, контрим развальцовкой нижнего края. Такие футорки есть и в продаже.
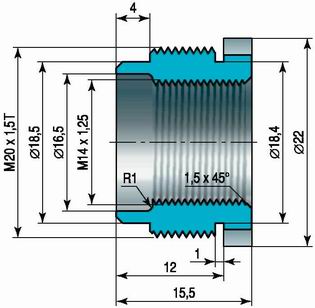
Футорка свечного отверстия
18. Осматриваем уплотняющий поясок головки цилиндра. Если на пояске заметны неровности, притираем поясок на слесарной плите (с пастой для притирки клапанов) или ровным мелким абразивным бруском.

19. Мелкой шкуркой очищаем поверхность камеры сгорания от нагара.

20. Полезно отполировать камеру сгорания самой мелкой шкуркой (с водой), а затем пастой ГОИ до зеркального блеска. Так на ней меньше будет отлагаться нагар.

21. Если поршневые кольца подлежат замене, их можно снять, сломав. В противном случае аккуратно заводим под кольца вырезанные из пластиковой бутылки полоски, и снимаем кольца с поршня.

При последующем использовании старых колец помечаем их, чтобы при сборке установить на прежние места.
22. Щипцами для сжатия стопорных колец или круглогубцами сжимаем и извлекаем из поршня стопорные кольца поршневого пальца. Не сжимайте кольца чрезмерно, чтобы не было их остаточной деформации.

23. Молотком через подходящую оправку выбиваем поршневой палец (удобнее это делать вдвоем).

24. Снимаем поршень.

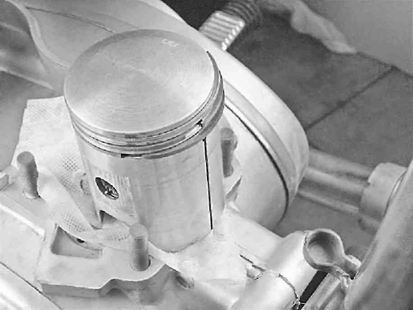
25. Очищаем от нагара днище поршня и канавки колец (можно использовать обломок старого кольца). Предварительно рекомендуется замочить поршень в ацетоне. Рекомендуется также отшлифовать мелкой шкуркой (с водой) и отполировать днище поршня (в том числе нового) пастой ГОИ, так на нем меньше будет отлагаться нагар.

26. Проверяем состояние сопряженных деталей: цилиндра, поршня, поршневых колец, поршневого пальца, бронзовой втулки шатуна. Зазор между поршнем и цилиндром, измеренный щупом на уровне центра поршневого пальца, не должен превышать 0,3 мм. На поршне не должно быть задиров, следов оплавления, трещин и других повреждений. Поверхность поршневого пальца должна быть без следов бронзы, прижогов и сильного износа. У смазанного моторным маслом пальца, вставленного в верхнюю головку шатуна, не должен ощущаться люфт. В поршень палец должен входить не свободно, а под легкими ударами молотка. Это необходимо для того, чтобы обеспечить рабочие зазоры между пальцем и поршнем, когда детали нагреются. Бронзовая втулка верхней головки шатуна также не должна иметь сильного износа и следов задиров.
Если принято решение о замене деталей, то следует подобрать поршень и кольца к цилиндру и поршневой палец к поршню.
В запасные части поставляются «номинальные» поршни и цилиндры четырех размерных групп:
Диаметр цилиндра, мм
Диаметр поршня, мм
Кроме того, выпускаются ремонтные поршни и поршневые кольца двух размерных групп, предназначенные для установки в расточенные и отхонингованные цилиндры:
Маркировка
Диаметр поршня, мм
Диаметр цилиндра, мм
Маркировка поршневых колец нанесена на их упаковке. Диаметр обработанного цилиндра должен быть на 0,05-0,07 мм больше диаметра поршня соответствующей группы.
При сборке следует использовать поршень и цилиндр одной группы. Маркировка группы нанесена клеймением на днище поршня и фланце цилиндра под карбюратором.
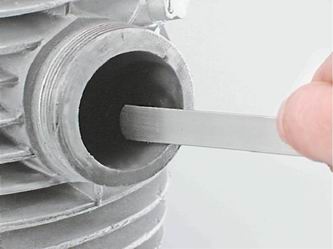
При новом поршне и цилиндре, а также, если они имеют допустимый износ , устанавливаем поршневые кольца номинального размера (диаметр — 72 мм при зазоре в стыке равном 0,25-0,45 мм). Перед установкой колец на поршень проверяем их прилегание к цилиндру. Для этого поочередно вставляем кольца в цилиндр строго параллельно верхней его плоскости. Зазор в стыке кольца должен быть в пределах 0,25-0,45 мм. При меньшем зазоре подпиливаем стык плоским мелким надфилем. Иначе при работе двигателя и расширении кольца от нагрева его концы упрутся друг в друга, и кольцо может повредить зеркало цилиндра. Проверяем щупом торцевой зазор между кольцами и канавками, он должен быть в пределах от 0,075 до 0,1 мм. Поршневые пальцы выпускаются четырех размерных групп, что позволяет обеспечить беззазорное соединение с поршнем в холодном состоянии и минимальный зазор при работе двигателя. Размерная группа обозначена краской на торце пальца (зеленая, белая, черная и желтая метки, в порядке увеличения диаметра пальца). Соответствующая метка нанесена краской на одну из бобышек поршня. Поршневой палец должен быть собран с поршнем одной с ним группы.

Новый поршневой палец перед сборкой следует отполировать пастой ГОИ или подобным средством до зеркального состояния (на заводе этого почему-то не делают). Это увеличит ресурс и надежность работы двигателя.

При сильном износе бронзовой втулки шатуна ее следует выпрессовать и заменить. Втулку можно изготовить из бронзы БрАЖМцЮ-3-1,5 или оловянистой бронзы (но не латуни!) по приведенному эскизу.
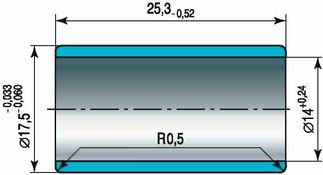
Втулка верхней головки шатуна
1. Собственно сборку начинаем с установки поршневых колец на поршень (с помощью полосок из пластиковой бутылки). Одно из колец имеет покрытие пористым хромом (оно более светлое), устанавливаем его в верхнюю канавку.
2. Смазываем зеркало цилиндра и боковую поверхность поршня с кольцами тонким слоем пластичной смазки с дисульфидом молибдена или моторным маслом. Смазываем также паронитовую прокладку под цилиндр.
3. Вставляем поршень снизу в цилиндр до отверстия под поршневой палец и ориентируем его меткой вперед по ходу движения мотоцикла (в сторону выхлопных окон, или окна при однотрубном варианте выпускной системы двигателя).

4. Наживляем поршневой палец до выхода пальца из бобышки поршня. Смазываем моторным маслом отверстия в бобышках поршня и в шатуне.

5. Уложив прокладку под цилиндр, поднимаем его и аккуратно совмещаем отверстие в поршне с отверстием в шатуне. Легкими ударами загоняем палеи в поршень до нужного положения и стопорим его с обеих сторон кольцами.
6. Дальнейшая сборка выполняется в последовательности обратной разборке. На резьбу шпилек крепления цилиндра и головки наносим немного смазки. Гайки крепления головки затягиваем постепенно, крест-накрест.
После замены (ремонта) цилиндра, поршня или поршневых колец двигатель необходимо подвергнуть обкатке.
Источник