- Организация капитальных ремонтов разъединителей
- Текущий ремонт и испытания разъединителей
- Капитальный ремонт разъединителя с приводом
- Классификация, технические характеристики назначение, устройство, принцип действия и правила эксплуатации разъединителей с приводом. Монтаж, техническое обслуживание и ремонт разъединителей. Техника безопасности при эксплуатации электрооборудования.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Организация капитальных ремонтов разъединителей




![]()
![]()
Первый капитальный ремонт на разъединителе выполняется в сроки указанные заводом изготовителем. В дальнейшем, для разъединителей наружной установки капитальный ремонт выполняется один раз в 4 года. Для внутренней установки по мере необходимости.
В процессе капитального ремонта, как правило, выполняется демонтаж и полная разборка разъединителя. Производится тщательный осмотр и дефекация каждого элемента.
Особое внимание уделяется изолятора разъединителя. В таблице приведены параметры площади и глубины поверхностных сколов на изоляторах разъединителей, которые подлежат дефекации или восстановительному ремонту:
| Площадь внешней поверхности, дм 2 | 36-60 | 60-175 | 175-270 | 270-360 | 360-450 | 450-800 | 800-1400 | >1400 |
| Суммарная площадь допустимых сколов, мм 2 | ||||||||
| Допустимая глубина сколов, мм 2 |
После восстановления изоляторов, качество изоляции измеряется пробивным напряжением. Для 6 кВ – это напряжение 32 кВ, для 10 – 42, для 20 кВ – 88 кВ, для 35 кВ – 100 кВ, для 110 кВ – 205 кВ.
Кроме того, в процессе капитального ремонта измеряется сопротивление контактной системы разъединителя. Для этого, на элементы контактных систем подается номинальный ток и с помощью микроомметра измеряется переходное сопротивление контактной системы, которое находится в пределах от 175-220 мкОм.
При капитальном ремонте выполняется измерения динамических усилий, перемещение поворотной системы и привода разъединителя. С помощью динамометра измеряется величина прилагаемого усилия (в Ньютонах), которая регламентируется для разных типов разъединителей (РЛНД, РНДЗ, РВЗ, РВК).
В современных распределительных устройствах, применяют разъединители с полимерными изоляторами, а так же в составе КРУЭ – элегазовые разъединители.
Разъединители высших классов напряжения 220-750 кВ имеют в больший степени индивидуальную конструкцию и для каждого аппарата заводом изготовителем регламентируются перечень установочных испытаний, а так же операций по текущему обслуживанию.
Капитальный ремонт таких аппаратов выполняется исключительно на заводе изготовителе в индивидуальном порядке.
На месте установки такие разъединители оборудуются автоматическими диагностическими системами, позволяющими своевременно выявлять развивающиеся дефекты.
Источник
Текущий ремонт и испытания разъединителей
Разъединители — самые распространенные аппараты в распределительных устройствах (РУ) высокого напряжения и В Л (число разъединителей в 2,5—4 раза больше, чем выключателей). Поэтому весьма важными их характеристиками являются занимаемая площадь и объем, простота обслуживания, удобство проведения ремонтных и монтажных работ. Разъединители должны обладать высокой надежностью, поскольку число их переключений в течение года эксплуатации может достигать нескольких сот и более в зависимости от схемы соединений РУ, а их повреждение может привести к серьезным авариям и нарушению схемы электроснабжения, как, например, отключение разъединителей необесточенного участка цепи, когда возникающая открытая электрическая дуга между размыкаемыми контактами может достигнуть очень больших размеров и перекинуться на соседние фазы и заземленные конструкции, что мгновенно приведет к возникновению двух- и трехфазных КЗ.
Кроме того, разъединители открытых распределительных устройств (ОРУ) должны надежно работать в неблагоприятных атмосферных условиях (ветер, гололед, увлажнения, загрязнения и др.). В замкнутом положении через контактную систему разъединителя протекает длительно рабочий ток и кратковременно — токи КЗ. Наиболее уязвимым местом токоведущих соединений при сквозных токах КЗ разъединителей являются контакты. Воздействие электродинамических усилий в значительной мере может уменьшиться контактное нажатие, создаваемое пружинами, что, в свою очередь, приводит к росту переходного сопротивления контакта, а следовательно, и к его нагреву, вплоть до расплавления материалов контактов.
Конструкция разъединителей тесно связана с компоновкой РУ, главной схемой электрических соединений, конструктивным исполнением других аппаратов: выключателей, трансформаторов тока и напряжения, защитных аппаратов. Поэтому не может быть универсального разъединителя, который можно применять во всех случаях, чем и объясняется большое разнообразие их конструкций.
Основными элементами разъединителей всех типов являются: контактная система, содержащая подвижные и неподвижные контакты; привод с изоляционной тягой для передачи движения к подвижному контакту; контактные соединения; изоляция.
Осмотры разъединителей проводятся под напряжением вместе с другим оборудованием, на подстанциях с постоянным обслуживающим персоналом — ежедневно, а на подстанциях без него — в сроки, установленные главным инженером ЭЧ, но не реже одного раза в 10 дней.
Осмотры проводятся обычно оперативным дежурным или электромонтером. При осмотрах проверяют состояние: контактов но термоиндикаторам, изоляторов (на их поверхности не должно быть сколов площадью > 3 см 2 трещин по ребру длиной 60 и глубиной 5 мм); приводов; заземлений в местах их соединения с основаниями разъединителей (плотный контакт и отсутствие следов коррозии); поддерживающих конструкций, а также всех дверей ячеек в ЗРУ, которые должны быть закрыты на специальные замки с блокировкой, исключающей попадание внутрь ячейки без отключения находящихся там аппаратов.
Текущий ремонт разъединителей наружной установки проводится со снятием напряжения бригадой из двух, а при напряжении 110—220 кВ — из трех человек один раз в год; внутренней установки — по мере необходимости.
Ремонт начинают с чистки изоляторов и ножей. Салфетками, смоченными в бензине, протирают подвижные и неподвижные контакты, очищая их от старой смазки, а также поверхность изоляторов, выявляя на них сколы и трещины с недопустимыми размерами. Такие изоляторы заменяют. При обнаружении подгаров ножей их очищают стеклянной бумагой до медного блеска, протирают сухой салфеткой и смазывают тонким слоем технического вазелина.
Жесткость пружины проверяют при включенном положении разъединителя нажатием руки на подвижные контакты. В этом положении щуп толщиной 0,5 мм не должен проходить между витками пружины. При потере жесткости пружину регулируют или заменяют.
Осматривают и производят пробную подтяжку контактов ошиновки, проверяют надежность контактов ошиновки, контактных соединений гибких связей. При обнаружении ослабленных контактов их разбирают, зачищают и снова затягивают.
Проверяют главный контакт разъединителя. Поверхность контактов зачищают, шлифуют и смазывают. Все трущиеся части разъединителя покрывают труднозамерзающей смазкой ЦИАТИМ-201. При необходимости заменяют изношенные детали. Ножи (подвижные контакты) разъединителя должны входить в губки неподвижных контактов без ударов и перекосов. Допускаемое несовпадение контактных поверхностей должно быть не более 10 % площади соприкосновения. Кроме того, при полном включении разъединителей ножи не должны доходить до упора ближе, чем на 3—5 мм. В противном случае при ударе подвижных контактов об упоры дополнительные толчковые нагрузки передаются на фарфоровые
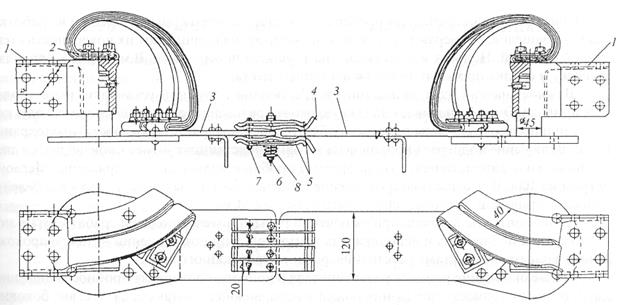 |
Рис. 4.41. Токоведущая система горизонтально-поворотного разъединителя:
1 — зажим; 2 — гибкая связь; 3 — пластина ножа; 4 — ламель; 5 — стальные пластины; 6— шпилька;
7— фиксирующий болт; 8—пружина
изоляторы и разрушают их. Регулируют ход ножей изменением длины тяги или хода ограничителей и упорных шайб. Возможна также регулировка небольшими перемещениями изолятора на цоколе или губок на изоляторе.
У разъединителей горизонтально-поворотного типа коммутирующий контакт (рис. 4.41) состоит из одной или более пар ламелей 4, которые закрепляются непосредственно на пластине ножа стальными фиксирующими болтами 7 и шпильками 6 и прижимаются к ней с помощью пружин 5. Поверх ламелей наложены стальные пластины 5, образующие магнитный замок. При больших номинальных токах (Iном > 1000 А) на ламели напаивают серебряные пластины, используют также и гальваническое серебряное покрытие. При отключении разъединителя оба полуножа поворачиваются в горизонтальной плоскости в одном направлении, при этом пластина одного из них выходит из контактных ламелей, после чего под воздействием пружины последние сближаются. Однако сближение ограничивается дистанционными шайбами, установленными на болтах, что исключает поломку контакта при включении и заходе пластины ножа в них.
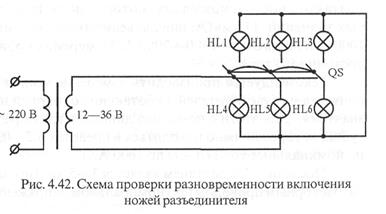
Ножи трехполюсных разъединителей должны входить в губки одновременно, что проверяют с помощью ламп накаливания и понижающего трансформатора, собранных в схему (рис. 4.42). Допускается разновременность включения ножей не более 3 мм при напряжении до 35 кВ и не более 5 мм — 35 кВ и выше.
 |
Углы поворота главных ножей проверяют по шаблону: для разъединителей рубящего типа они должны быть не менее 74°; для колонковых разъединителей при отключении 90—92°; для заземляющих ножей 59°.
Ремонт привода начинают с его очистки, причем моторные приводы при текущем ремонте не разбираются. Трущиеся части очищают от старой смазки и грязи.
Мерительным инструментом проверяют отсутствие чрезмерных износов и выработки валиков, защелок; проверяют состояние блок-контактов и зачищают их поверхность стеклянной бумагой. Наносят новую смазку на трущиеся поверхности. В моторных приводах зачистку и смазку проводят только в доступных местах.
Важное значение для разъединителей, особенно наружной установки, имеет подогрев привода. Это обеспечивает надежную работу разъединителей в холодную погоду, поэтому при проверке системы подогрева обязательно проверяют целостность предохранителей. Включение подогрева приводов на тяговых подстанциях может производиться дистанционно или автоматически, что проверяют пробным включением напряжения. Мегаом-метром на 1000 В измеряют сопротивление изоляции вторичных цепей, а также кабелей и проводов приводов, которое должно быть не менее 1 Мом.
Блок-контакты привода при включении разъединителей должны срабатывать в момент касания подвижных и неподвижных контактов, а при отключении — после прохождения главными контактами расстояния, равного 75 % полного хода.
После окончания ремонта разъединителя и привода производят пробное включение, где проверяют точность попадания ножей в неподвижные контакты; отсутствие боковых ударов ножей о контактные скобы, а также ударов ножа о головку изолятора; прямолинейность ножей, исправность гибкой связи между ножом и зажимом, угол поворота ножей и работу блок-контактов.
При необходимости окрашивают приводы, металлоконструкции, шапки изоляторов, восстанавливают порядковые номера разъединителей.
Неплановые ремонты производятся при поломке изоляторов или моторного привода.
Испытания разъединителей проводят не реже 1 раза в 8 лет. При этом мегаомметром напряжением 2500 В проверяют сопротивление изоляции поводков, тяг, выполненных из органических материалов. Их допустимые значения зависят от номинального напряжения и составляют: не менее 300 МОм при номинальном напряжении 6—10 кВ; 1000 МОм при 15—150 кВ; 3000 МОм при 220 кВ. Сопротивление изоляции многоэлементных опорных изоляторов, которое проверяется только при положительной температуре окружающего воздуха и тем же мегаомметром, должно быть не менее 300 МОм у каждого элемента.
Одноэлементные опорные фарфоровые изоляторы испытываются повышенным напряжением промышленной частоты, величина которой указана в [20], а опорные многоэлементные и подвесные изоляторы — напряжением 50 кВ, приложенным к каждому элементу. Для опорно-стрежневых изоляторов электрическое испытание не обязательно. Изоляцию вторичных цепей испытывают напряжением 1000 В или мегаомметром на 2500 В.
Контроль состояния многоэлементных изоляторов проводят под напряжением штангой ШДИ (см. рис. 3.1) при положительной температуре окружающего воздуха. Изолятор бракуется, если на него приходится напряжение менее допустимого [20].
На разъединителях напряжением 35 кВ и выше, а также на 600 А и более всех напряжений измеряют сопротивление обмоток включающей и отключающей катушек и контактов постоянному току, которое должно быть не выше 150 % следующих исходных значений: 175 мкОм для разъединителей с номинальным током 600 А; 120 мкОм — 1000 А и 50 мкОм — 1500—2000 А. Измерения проводятся миллиомметром или мостом постоянного тока.
Рекомендуется производить измерение усилия вытягивания ножа из неподвижного контакта у разъединителей, работающих с токовой нагрузкой больше 90 % номинального значения. Для этого с помощью динамометра определяют усилие вытягивания ножей из губок, которое должно находиться в пределах 0,2—0,4 кН (20—40 кгс) для разъединителей на номинальные токи от 400 до 2000 А.
Последним испытанием является 3—5-кратное включение и отключение разъединителя с моторным приводом при номинальном напряжении оперативного тока.
Источник
Капитальный ремонт разъединителя с приводом
Классификация, технические характеристики назначение, устройство, принцип действия и правила эксплуатации разъединителей с приводом. Монтаж, техническое обслуживание и ремонт разъединителей. Техника безопасности при эксплуатации электрооборудования.
| Рубрика | Производство и технологии |
| Вид | реферат |
| Язык | русский |
| Дата добавления | 09.02.2016 |
| Размер файла | 1,1 M |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
1. Технические характеристики ремонтируемого оборудования
2. Организация и технология ремонта: подготовительные, такелажные, основные и заключительные работы с учетом последовательности их выполнения
3. Техническое оснащение: используемые материалы, механизмы, приспособления и инструменты. Выбор такелажного оборудования и грузоподъемных механизмов
4. Охрана труда ( ПТБ;ППБ) и природоохранные мероприятия
5. Перечень технической документации, используемой при ремонте
6. Перечень технической документации, оформленной в процессе ремонта и по его окончании
Электрическая энергия находит широкое применение во всех областях народного хозяйства и в быту. Этому способствуют такие ее свойства, как универсальность и простота использования; возможность производства в больших количествах промышленным способом и передачи на значительные расстояния. Универсальность электроэнергии позволяет достаточно широко использовать во всех областях производства, науки и техники. Энергосистема представляет собой сложное, многоуровневое хозяйство, решающие задачи производства, распределения и транспортировки и потребления электроэнергии.
Энергетическая инфраструктура требует высоких капиталовложений и грамотной эксплуатации. В ходе эксплуатации решаются задачи капитальных, профилактических ремонтов; ревизий, опробований и испытаний; обходов и осмотров оборудования. Оперативное обслуживание включает осмотры и обходы оборудования, опробование защит и блокировок, оперативные переключения.
В современных условиях эксплуатация электрооборудования требует глубоких и разносторонних знаний, а задачи создания нового или модернизации существующего электрифицированного технологического агрегата, механизма или устройства решаются совместными усилиями технологов, механиков и электриков. Требования к электрооборудованию вытекают из технологических данных и условий. Электрооборудование нельзя рассматривать в отрыве от технологических и конструктивных особенностей электрифицируемого объекта, и наоборот. Поэтому для, обслуживающего персонала, недостаточно знать только электрическую часть, необходимо так же знать механику и другие системы в обслуживаемом оборудовании.
Цель данной работы изучить, назначение, устройство, принцип действия и правила эксплуатации разъединителей, организацию ремонта.
Задачи: Сделать обзор научно — технической литературы и изучить следующие разделы:
1)Назначение и классификация разъединителей.
2)Устройство и принцип действия разъединителей.
3) Монтаж, техническое обслуживание и ремонт разъединителей.
4)Техника безопасности при эксплуатации разъединителей.
5) Организационные и технические мероприятия.
1. Технические характеристика ремонтируемого оборудования
Разъединители предназначены для коммутации электрической цепи без тока или с незначительным током. Главная их задача — создание видимого разрыва. То есть гарантированного обесточенного состояния электротехнического оборудования. Без видимого разрыва безопасно работать нельзя.
В настоящее время достаточно часто применяются высоковольтные подстанции без выключателей на питающей линии. Схема включает короткозамыкатели и разъединители. Такая схема имеет следующие преимущества:
1.Уменьшается площадь подстанции.
2.Уменьшаются потери вследствие приближения напряжения 35—220 кВ непосредственно к потребителям.
3.Сокращаются сроки строительства.
Удешевление стоимости подстанции может составлять до 40-50%, при этом сохраняется та же надежность. Удешевление стоимости строительства ведет к удешевлению эксплуатации и ремонта. С целью снижения стоимости и упрощения работы производят замену выключателей на стороне высокого напряжения на короткозамыкатели и отделители.
Разъединитель — контактный коммутационный аппарат, предназначенный для коммутации электрической цепи без тока или с незначительным током, который для обеспечения безопасности имеет в отключенном положении изоляционный промежуток. Предназначен (совместно с соответствующим приводом):
1. для отключения и включения под напряжением участков электрической цепи высокого напряжения при отсутствии нагрузочного тока или для изменения схемы соединения;
2. для безопасного производства работ на отключенном участке;
3. для включения и отключения зарядных токов воздушных и кабельных линий, тока холостого хода трансформаторов и токов небольших нагрузок.
Классификация разъединителей принята следующая:
1.По роду установки (разъединители внутренней и наружной установки);
2.По числу полюсов (разъединители однополюсные и трехполюсные);
3.По характеру движения ножа (разъединители вертикально-поворотного и качающегося типа).
Привод — рычажный механизм, предназначенный для ручного включения и отключения трехполюсных разъединителей.
Рис.1Фото линейного разъединителя.
Различие в конструкциях разъединителей внутренней и наружной установок объясняются условиями их работы. Разъединители наружной установки должны иметь приспособления, разрушающие ледяную корку, образующуюся при гололеде. Кроме того, их используют для отключения небольших токов нагрузки и их контакты снабжаются рогами для гашения дуги, возникающей между расходящимися контактами. При монтаже разъединителя необходимо добиться симметрии ножей и неподвижных контактов. Разъединитель и привод устанавливают таким образом, чтобы осевые линии, выверенные по отвесу и уровню, не отклонялись более чем на ±2 мм.
Рис. 2. Проверка положения ножей разъединителей по отношению к неподвижным контактам: а — неправильное, б — правильное: 1 — нож; 2 — неподвижный контакт; 3 — ось симметрии.
Завершающей операцией при монтаже разъединителей является их регулировка. При этом проверяют и регулируют центровку ножей и их положение относительно неподвижных контактов (рис. 11); угол поворота ножей при отключении; синхронность включения ножей трехполюсных разъединителей; плотность прилегания контактов; давление контактных пластин на ножи разъединителя; работу привода и сигнальных контактов. Контролируют также действие ограничительных устройств привода и измеряют усилие вытягивания ножа из неподвижного контакта (рис. 13). Перед монтажом необходимо осмотреть аппарат, убедиться в целостности изоляторов, надежности контактов.
разъединитель привод электрооборудование ремонт
Рис.3 Осмотр контактов и изоляторов перед монтажом.
Рис. 4. Измерение усилия вытягивания ножей разъединителя: 1 — нож; 2 — приспособление; 3 — динамометр; 4 — основание
Способность разъединителей включать и отключать зарядные токи кабельных и воздушных линий, токи намагничивания силовых трансформаторов, уравнительные токи и небольшие токи нагрузки подтверждена практикой. Так, в закрытых распределительных устройствах 6-10 кВ разъединителями допускается включение и отключение намагничивающих токов силовых трансформаторов, зарядных токов линий, а также токов замыкания на землю, не превышающих следующих значений:
1. При напряжении 6кВ: намагничивающий ток — 3,5 А. Зарядный ток — 2,5 А. Ток замыкания на землю — 4,0 А.
2. При напряжении 10кВ: намагничивающий ток — 3,0 А. Зарядный ток — 2,0 А. Ток замыкания на землю — 3,0 А.
Установка между полюсами изоляционных перегородок позволяет увеличивать включаемый и отключаемый ток в 1,5 раза.
Разъединителями 6 — 10 кВ допускается включение и отключение уравнительных токов до 70 А, а также нагрузочных токов линий до 15 А при условии проведения операций трехполюсными разъединителями наружной установки с механическим приводом.
Разъединители часто снабжаются стационарными заземлителями, что представляет возможность не прибегать к установке переносных заземлений на оборудовании, выводимом в ремонт, и тем самым исключает нарушения правил безопасности, связанных с процессом установки переносных заземлений.
2. Организация и технология ремонта разъединителей: подготовительные, такелажные, основные и заключительные работы с учетом последовательности их выполнения
Различают три вида ремонта: текущий, средний, капитальный. На практике используется два вида: текущий и капитальный.
Текущий ремонт направлен на устранение дефектов, которые выявленные во время осмотров; профилактика отказов в работе аппаратов. Текущий ремонт оборудования выполняется по мере необходимости в сроки, установленные главным инженером предприятия.
Подготовительные работы непосредственно производят перед ремонтом.
В подготовительные работы входят работы, проведение которых позволяет организовать рабочее место и непосредственно приступить к ремонту.
1. Реализуются организационные и технические мероприятия; выписывается наряд в 2-х экземплярах; принимаются меры по безопасному проведению работ; комплектование бригады производится в соответствии с требованиями, предъявленными к верхолазным работам, ознакомление всех членов бригады с технической документацией, объемом работ, принятой технологией.
2. Подготавливается рабочее место, снимается напряжение, устанавливаются заземляющие ножи. Проверка опор и заземляющих спусков на месте производства работ.
3. Определяется схема расстановки людей и оборудования.
4. Подготавливается площадка для размещения узлов разъединителя, монтажных механизмов и инвентарных устройств, доставка их на место ремонта и размещение на площадке.
5. Выполнение в монтажно-заготовительной мастерской заготовка тяги, соединяющей рычаг ножа заземления с рычагом привода;
6. Проверяются неподвижные контактов разъединителя, изоляция. Распаковка ящиков с оборудованием производится с принятием мер предосторожности, исключающих повреждение изоляторов и других частей, очистка от загрязнения ветошью, смоченной в бензине или уайтспирите, осмотр узлов разъединителя, выявление внешних дефектов.
При наличии повреждений, которые невозможно устранить на месте, а также при отсутствии комплектующих, составляется акт и сообщается заводу изготовителю. Следующий этап ремонта — такелажные работы.
Такелажные работы включают подъем электромонтера на опору, снятие старого и подъем нового разъединителя.
Электромонтер поднимаясь на опору на высоте 0,5 метра проверяет надежность лазов и предохранительного пояса. Поднявшись на опору, электромонтер проверяет отсутствие напряжения, состояние линейного разъединителя. Так же проверяется ход ножей. При этом внизу проверяется ход привода разъединителя. По канату подается блок, который закрепляется выше разъединителя на 1 метр. Затем отсоединяются токоведущие спуски линейного разъединителя. Свинчиваются гайки крепления разъединителя. Под опорой при проведении работ находится нельзя. Застраповывается старый разъединитель и опускается на землю. Внизу застраповывается новый разъединитель. Затем поднимается на опору и устанавливаются на опору. После этого демонтируется блок.
Основные и заключительные работы включают непосредственный ремонт разеденителя, ревизию контактов, токоведущих спусков, крепежа. При наладке уделяется внимание работе привода, включению — отключению, плотности контакта.
Ремонт разъединителей включает ремонт изоляторов, токоведущих частей, приводного механизма и каркаса. Сначала изоляторы очищают от пыли и грязи (слегка смоченной в бензине тряпкой) и внимательно осматривают с целью выявления дефектов.
1. крепление подвижных и неподвижных контактов на изоляторах, а также токоведущих шин и проходных изоляторов;
2. отсутствие при включении смещения подвижного контакта относительно оси неподвижного. Если смещение вызывает удар подвижного контакта о неподвижный, изменяют положение неподвижного контакта;
3. надежность контакта в месте соединения шин с неподвижными контактами (на стягивающих болтах должны быть контргайки);
4. степень касания подвижного и неподвижного контактов с помощью щупа толщиной 0,05мм, который должен проходить на глубину не более 5-6 мм. Изменение плотности достигаеться затяжкой спиральных пружин на неподвижных контактах. Однако плотность контактов должна быть такой, чтобы вытягивающее усилие не превышало 100-200 Н для разъединителей РВО и РВ на ток до 600 А;
5. одновременность касания ножей с губками трехфазового разъединителя. Регулировка достигаеться изменением длины поводков или тяг отдельных фаз;
6. момент замыкания и размыкания блок-контактов. В случае включения цепь блок-контактов должна замыкаться при приближении ножей к губкам, а при выключении — после прохождения ножом 75% его полного хода. Регулировка производиться изменением длины тяги блок-контактов и поворотом контактных шайб на шестигранном валу;
7. целость пластин гибкость связи вала заземляющих ножей с каркасом разъединителя. Для надежности соединения поверхности заземляющей шины и рамы разъединителя плоскость вокруг отверстия для болта зачищают до блеска, смазывают тонким слоем вазелина и соединяют заземляющую шину с рамой болтом; чтобы избежать каррозии вокруг места соединения, болт окрашивают;
8. точность работы механической блокировки вала разъединительных и заземляющих ножей. Трущиеся части разъединителей и привода покрывают незамерзающей смазкой, а при необходимости предварительно протирают смоченной в бензине тряпкой и зачищают шкуркой.
Место контакта ножа и губки смазывают тонким слоем незамерзающей смазки или вазелина. Предварительно контактные поверхности зачищают мягкой стальной щеткой.
Особенно тщательно осматривают контакты, так как трещины, выбоины и раковины в них вследствие перегрева могут вызвать аварию. Для устранения раковин и выбоин опиливают поврежденные части контактов, если глубина их не превышает 0.1-0,2 мм. Ремонт разъединителей (рис.3) сводится к ремонту изоляторов, контактной системы, приводного механизма и каркаса (цоколя).
Рис.3. Разъединитель:а — однополюсный, б — трехполюсный (вид сбоку), в — то же (вид спереди); 1 — рама (цоколь), 2 — изолятор, 3 — контакт,4 — стальные пластины, 5 — пружина, 6 — замок, 7 — нож, 8 — фарфоровая тяга, 9 — вал, 10 — болт заземления, 11 — рычаг
3. Техническое оснащение: используемые материалы, механизмы, приспособления и инструменты. Выбор такелажного оборудования и грузоподъемных механизмов
Для производства работ необходимо иметь: ГАЗ-66-05 — автомобиль с лебедкой системой регулирования давления воздуха в шинах и экранированным электрооборудованием. Грузоподъемность, 150 кгс. Диаметр барабана, 100 мм. Диаметр каната, 3 мм. Масса лебедки, 49 кг. Комплектующие изделия и материалы:
Смазка ГОИ-54П, кг.0,5Бензин Б-70, л.2Шлифовальная шкурка (тип1), кв. м1
Смазка ЦИАТИМ -221, кг.1Обтирочная ветошь, кг.1Краска пентифталевая (серая),
Эмаль ПФ-115, кг.5Бакелитовый лак, кг.0,2Гибкая связь контактных ножей, шт.1
Гибкая связь заземляющих ножей1Ламель, шт.2Изолятор типа ИОСПК-10 6
Приспособления, инструменты, инвентарь
Шаблон для проверки вытягивающего усилия контактов1
Электрическая дрель, шт.1Оперативная штанга, шт.
Набор монтерского инструмента, комплект.2
Набор слесарного инструмента, комплект.2
Настил для складирования изоляторов1Сверла (разные), комплект1
Микроомметр, шт.1Мегаомметр 1000 В, шт.1Мегаомметр 2500 В, шт.1
Тиски слесарные, шт.1Напильники, комплект1Молоток, шт.1Щетка металлическая, шт.1
Метр металлический 0-500мм, шт.1 Штангенциркуль, шт.1
Транспортир, шт.1Грузоподъемное устройство, лебедка шт.1
Кисть волосяная КФ-8, шт.1 Кисть волосяная КФ-25, шт.2Отвес 0-200, шт.1
Прибор для проверки вытягивающего усилия контактов типа ПКСН-1, шт.1
Мыло хозяйственное, кус.1Трамбовка, шт.1Блок монтажный БМ-81
Динамометр до 250 Н (25 кгс), шт.1Уровень длиной 150 мм1
Ключи разводные №1 и №2, шт.2Зубило, шт.1Кернер, шт.1
4. Охрана труда ( ПТБ;ППБ) и природоохранные мероприятия
Отремонтированный разъединитель проверяют неоднократным включением и отключением с помощью привода. Если при этом не обнаружится каких-либо признаков разрегулирования или других дефектов, разъединитель принимают в эксплуатацию.
Работы следует проводить руководствуясь действующими “Правилами безопасной эксплуатации электроустановок”. Обслуживание разъединителей допускается лицами, прошедшими проверку знаний ПТЭ и ПТБ и имеющими соответствующую квалификационную группу. Кроме того, следует знать, что рукоятки приводов заземляющих ножей и вертикальные валы тяг должны быть окрашены в красный цвет. Заземляющие ножи окрашивают в чёрный; рукоятки приводов рабочих ножей должны окрашены в цвет оборудования.
Блокировочные устройства, кроме механических, должны быть постоянно опломбированы. Оперативному персоналу, непосредственно выполняющему переключения, запрещается самовольно деблокировать блокировку (отводить запорный стержень блок-замка не электромагнитным ключом, а рукой за счёт люфта деблокировочного рычажка и т.д.), нарушать взаимодействие блокировки, производить операции, если шток блок-замка полностью не втягивается ключом.
Запрещается производить операции с разъединителями, изоляторы которых имеют сколы и трещины.
Запрещается производить включение заземляющих ножей при включённых главных ножах и наоборот, включение главных ножей при включённых заземляющих.
Включать и отключать разъединители с ручным механическим приводом необходимо в электрических перчатках.
При определении грузоподъемности механизма следует иметь в виду, что он должен обеспечить установку в проектное положение не менее 80% монтируемого блока трансформатора. Также необходимо учитывать расположение монтируемого оборудования по проекту.
5. Перечень технической документации, используемой при ремонте
Техническая документация, используемая при ремонте, включает следующие документы:
1. Наряд-допуск, в котором вносятся изменения состава бригады, оформляются перерывы, перевод на другое рабочее место, окончание работ;
2. оперативный журнал диспетчера;
3. журнал учета работ, выполняемых по нарядам;
4. программа проведения работ.
5. бланк переключений
Кроме того, работы должны производится со строгим соответсвием с правилами техники безопасности, правилами техники эксплуатации, правилами устройства и эксплуатации электроустановок.
Так же каждый член бригады обязан иметь при себе удостоверение с отметкой о проверкой знаний, медицинским осмотром.
6. Перечень технической документации, оформленной в процессе ремонта и по его окончании
По результатам проведенных работ оформляются следующие виды отчетных документов:
— акт о выполненных работах по ремонту оборудования;
— перечень оборудования (приложение к акту);
— типовые ведомости объемов ремонта;
— ведомости выполненных работ;
— протокол измерений и испытаний разъединителя наружной установки;
Таблица 1. Организация работ.
Квалификационная группа по ЭБ
Электрослесарь по ремонту ПС — производитель работ
Электрослесарь по ремонту ПС
Электрослесарь по ремонту ПС
1. ОИ Р-15-046-97 Типовая инструкция по охране труда для электромонтера по обслуживанию ЛЭП, электрооборудования напряжением до 1000 В и свыше 1000 В
2. ПРАВИЛАУСТРОЙСТВА ЭЛЕКТРОУСТАНОВОК (ПУЭ) Издание седьмое;
3. Умов П.А. Обслуживание городских электрических сетей. Учебник для подгот. на пр-ве. — 5-е изд., перераб. и доп. — М.: Высш. шк., 1984. — 263 с.
Размещено на Allbest.ru
Подобные документы
Назначение, устройство, принцип работы и правила эксплуатации стиральной машины «Амгунь». Возможные неисправности электрооборудования, причины возникновения и способы устранения. Восстановление изношенных деталей. Технические требования к данной машине.
курсовая работа [194,8 K], добавлен 23.01.2014
Цель и организация проведения технического обслуживания и ремонта. Влияние условий эксплуатации на износ карбюратора. Назначение и общее устройство, основные неисправности. Выбор оборудования, приспособлений, инструмента, технологический процесс ремонта.
дипломная работа [1,6 M], добавлен 02.11.2009
Ремонт и техническое обслуживание деревоообрабатывающего станка ЦДК5-2: подготовка к капитальному ремонту узла, организация работ. Испытание станка после монтажа, установка и выверка, сдача в эксплуатацию. Техника безопасности при ремонте и монтаже.
курсовая работа [1,3 M], добавлен 16.04.2012
Наиболее распространенные неисправности, которые встречаются в процессе эксплуатации гидроприводов. Ремонт тормозных систем с гидравлическим приводом. Основные виды гидрораспределителей. Анализ схемы гидравлического подключения. Ремонт корпуса насоса.
презентация [1,2 M], добавлен 16.06.2017
Основные понятия, общие сведения из теории измерений. Понятие о погрешностях измерений, классах точности. Назначение, структура, принцип действия милливольтметра Ф5303. Техническое обслуживание, ремонт милливольтметра. Организация ремонтной службы КИПиА.
дипломная работа [951,3 K], добавлен 06.10.2009
Источник