- Проверка технического состояния и ремонт коленчатого вала
- Коленчатый вал: повреждение, симптомы, ремонт и расходы
- Что делать, если коленвал неисправен?
- Дефект коленчатого вала: причины и симптомы
- Ремонт и стоимость поврежденного коленчатого вала
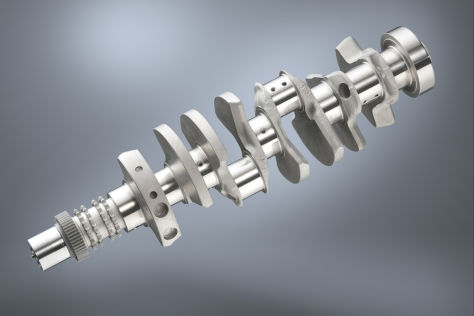
- Структура и функция коленчатого вала
- Коленчатый вал должен выдерживать высокие нагрузки
Проверка технического состояния и ремонт коленчатого вала
Для обеспечения селективной сборки двигателя блок двигателя и коленчатый вал по размерам постелей и шеек коленчатого вала разбиваются на группы и маркируется буквами.
Перед проверкой технического состояния коленчатого вала необходимо выполнить перечисленные ниже операции.
Тщательно протереть коленчатый вал растворителем, бензином или керосином и убедиться в отсутствии на шейках следов неравномерного изнашивания, трещин, задиров, рисок и следов коррозии. Степень износа поверхности вала может быть проверена с помощью медной шайбы или монеты. Для этого необходимо несколько раз потереть шайбой (монетой) по поверхности шейки. Если на шейке остаются частички меди, значит, она изношена и должна быть перешлифована. С меньшей достоверностью наличие следов износа на шейках коленчатого вала определяют проведя по ним пальцем руки без нажима.
После проверки прочищают все масляные каналы используя проволочную или жесткую волосяную щетку. Удаляют заглушки с каналов системы смазки, промывают каналы моющим раствором или керосином, продувают сжатым воздухом, обработать зенкером гнезда заглушек и устанавливают новые заглушки, зачеканив их в нескольких точках керном. Чтобы острые края не царапали и не оставляли выемок на вновь устанавливаемых подшипниках, необходимо снять фаски с отверстий масляных каналов.
Если производится шлифование коленчатого вала, вышеуказанные операции выполняются после него. Незначительные неровности на шейках можно зачистить шлифовальной шкуркой или бруском мелкой зернистости.
Коленчатый вал проверяют, установив его на две призмы. При этом проверяют радиальное биение коренных шеек (рис. 4.24), а также смещение осей шеек от плоскости, проходящей через оси шатунных и коренных шеек, и неперпендикулярность торцевой поверхности фланца по отношению к оси коленчатого вала.
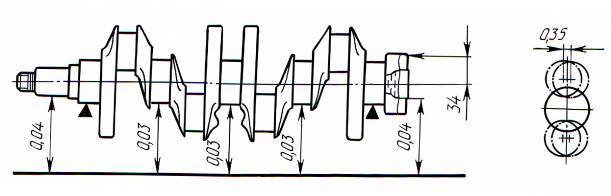
Рис. 4.24. Проверка коленчатого вала
Биение проверяют по средней коренной шейке. Оно должно быть не более 0,025…0,060 мм (в зависимости от модели двигателя).
Если шейки вала имеют глубокие риски, неравномерный износ, задиры и овальность свыше 0,05 мм, их шлифуют до ближайшего ремонтного размера с определенным уменьшением по диаметру относительно номинального размера (в автомобилях ВАЗ, “Фиат”, “Форд”, “Тойота”, как правило, на 0,25, 0,50, ,75 и 1,00 мм) с последующим полированием алмазной пастой или пастой ГОИ и промывкой масляных каналов.
Чтобы иметь информацию о размерах шеек коленчатого вала, на первой его щеке указывают уменьшение диаметра коренных и шатунных шеек (например, “К 0,25”, “Ш 0,50” в автомобилях ВАЗ), их класс (0, 1, 2, 3 в автомобилях “Тойота”) или наносят риски, обозначающие ремонтный размер (в автомобилях БМВ одна риска — 1-й ремонтный диаметр, две — 2-й и т. д.).
Шейки коленчатого вала шлифуют на специальном станке под ближайший размер подшипников, если установка стандартных подшипников номинального размера не обеспечивает требуемый радиальный зазор. Можно перешлифовать только коренные или только шатунные шейки, либо те и другие одновременно. Шлифование коренных и шатунных шеек может выполняться под разные ремонтные размеры, но ремонтные размеры одноименных шеек (коренных или шатунных) не должны различаться.
При шлифовании шеек должны соблюдаться следующие условия:
· не допускается касание шлифовальным кругом боковых поверхностей шейки (это может увеличить осевой люфт шатунов, что приведет к появлению стуков в шатунных подшипниках);
· конечный размер шеек должен быть с допуском +0,01…0,015 мм;
· непараллельность шатунных шеек относительно коренных на всей длине шатунной шейки — не более 0,015 мм;
· овальность и конусность шеек — не более 0,005 мм;
· шероховатость поверхности коренных шеек — не более 0,02 мкм;
· биение центральной коренной шейки — не более 0,02 мм.
Чрезмерный изгиб коленчатого вала (биение средней коренной шейки относительно крайних) устраняют правкой на прессе. Вал устанавливают крайними коренными шейками на призмы, а штоком пресса через медную или латунную прокладку прикладывают усилие к средней шейке со стороны, противоположной изгибу (рис.). При этом прогиб должен быть примерно в 10 раз больше устраняемого изгиба. Вал выдерживают под нагрузкой в течение 2…4 мин. После проверки рекомендуется подвергнуть вал термической обработке — нагреть до 180…200 ° С и выдержать при этой температуре в течение 5…6 ч. После правки вал снова следует проверить на биение.
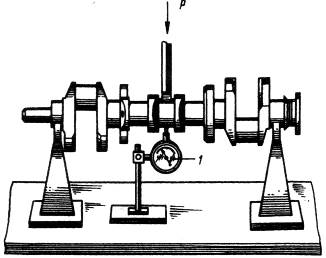
Рис. Правка коленчатого вала:
1 – индикатор; Р – усилие пресса
После установки коленчатого вала в блок цилиндров необходимо проверить его осевой люфт. Люфт не должен превышать допустимых значений производителя, в противном случае шатун будет клинить на шейке вала. В это случае шатунные подшипники будут иметь характерный «диагональный» износ.
На блок устанавливают кронштейн с индикатором часового типа таким образом, чтобы его ножка упиралась во фланец вала (рис. 4.25). Перемещая вал вверх или вниз (например, отвертками), измеряют люфт. В автомобилях ВАЗ-2109 он должна находиться в пределах 0,06…0,26 мм, “Опель Рекорд” с двигателем 21D – 0,030…0,130 мм, “Опель Рекорд” с двигателем 20S – 0,043…0,156, БМВ – 0,085…0,174 мм, “Ауди 80D”, “Фольксваген” – 0,07…0,17 мм. Предельный осевой люфт для всех двигателей – 0,35… 0,37 мм.
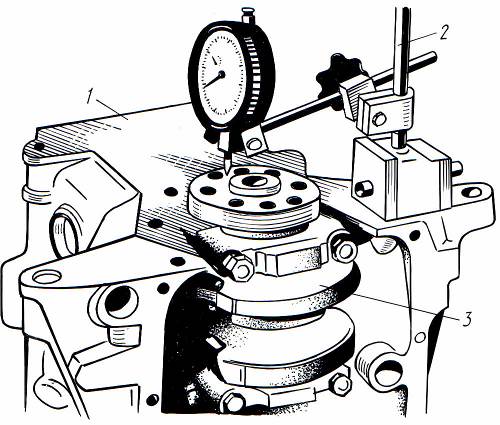
Рис. 4.25. Проверка осевого люфта коленчатого вала индикатором часового типа:
1 – блок цилиндров; 2 – крепление индикатора; 3 – коленчатый вал
При отсутствии индикатора осевой люфт с меньшей точностью можно измерить с помощью набора щупов. Для этого вставляют отвертку между первым кривошипом вала и передней стенкой блока цилиндров (рис. 4.26) и, действуя ею как рычагом, отжимают вал к задней части двигателя. Затем с помощью щупа определяют зазор между торцом задней шайбы упорного подшипника и плоскостью бурта первой коренной шейки. Если люфт оказывается больше нормы, его регулируют с помощью полуколец, заменив старые полукольца новыми или установив полукольца увеличенной толщины (рис. 4.27).
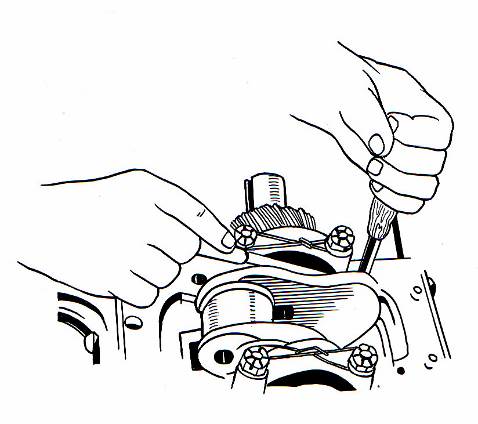
Рис. 4.26. Проверка осевого люфта коленчатого вала щупом
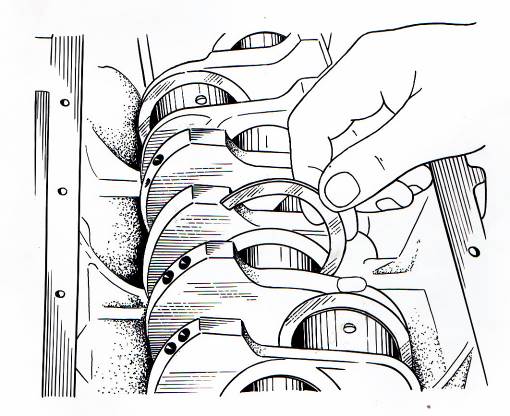
Рис. 4.27. Установка упорных полуколец коленчатого вала в гнезда среднего коренного подшипника
После ремонта коленчатый вал собирается с теми же маховиком и сцеплением, которые стояли на нем до ремонта. Сцепление необходимо устанавливать на маховик по заводским меткам или меткам, нанесенным твердым предметом на обеих деталях, одна против другой, около одного из болтов крепления кожуха сцепления к маховику.
Перед установкой на двигатель коленчатый вал подвергают динамической балансировке на балансировочном станке. Предварительно необходимо сцентрировать ведомый диск сцепления с помощью ведущего вала от старой коробки передач или специальной оправки. Дисбаланс устраняют высверливанием металла в противовесах коленчатого вала или ступице маховика.
На ступице коленчатого вала могут быть риски, а на поверхности шейки под сальник – задиры, которые устраняются шлифованием.
Сальники должны заменяться при каждой разборке двигателя независимо от их состояния.
Маховик двигателя может иметь следующие повреждения: износ, риски, задиры и микротрещины на рабочей поверхности, выкрашивание зубьев венца, износ зубьев по длине, износ отверстий под болты крепления к коленчатому валу, повреждение резьбы в отверстиях, появление цвета побежалости.
На поверхности маховика, прилегающей к фланцу коленчатого вала (рис. 4.28), и на поверхности 3 под ведомый диск сцепления не допускаются царапины и задиры. Неплоскостность поверхности 3 должна находиться в пределах 0,06…0,1 мм.
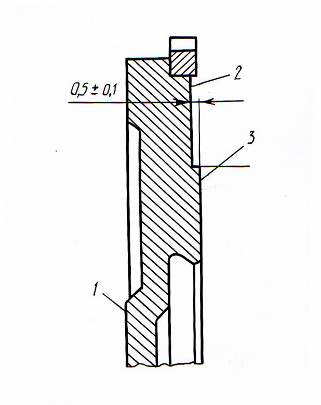
1 – поверхность, прилегающая к фланцу коленчатого вала; 2 – место проверки поверхности для крепления сцепления; 3 – место проверки биения опорной поверхности ведомого диска сцепления
Неплоскостность проверяется с помощью щупа при установке маховика на поверочную плиту. Царапины и задиры на поверхности 3 удаляются протачиванием со снятием слоя металла толщиной не более 1 мм с последующей зачисткой абразивной шкуркой. При этом протачивают также и поверхность 2, не затрагивая зубчатый венец и выдерживая размер (0,5±0,1) мм. При протачивании необходимо обеспечить параллельность указанных поверхностей относительно поверхности 1, прилегающей к фланцу коленчатого вала. Непараллельность не должна превышать 0,1 мм.
Торцевое биение маховика проверяется по крайним точкам поверхностей 2 и 3 после установки маховика на оправку и центровки его по посадочному отверстию. Оно не должно превышать 0,1 мм.
Если маховик имеет цвет побежалости на поверхности 3 под ведомый диск сцепления, необходимо проверить натяг обода на маховике. Обод не должен проворачиваться при крутящем моменте 590 Н×м (60 кг×см) и сдвигаться в осевом направлении при усилии 3,9 кН (400 кгс).
При небольшом износе торцов зубьев маховика достаточно зачистить торцы на шлифовальном станке. При выкрашивании зубьев и значительном их износе по длине зубчатый венец подлежит замене. Учитывая то, что у зубчатого венца торцы зубьев изнашиваются со стороны входа в зацепление шестерни стартера и боковые стороны зубьев на дуге 200…230 мм, при отсутствии нового венца можно использовать старый. Для этого спрессованный венец поворачивают на 180 вокруг вертикальной оси и на 90 вокруг оси вращения. Чтобы облегчить напреcсовку нового венца, рекомендуется нагреть его до температуры 180…220 С. Во избежание возникновения отпуска зубьев не следует превышать указанную температуру.
После замены зубчатого венца маховик необходимо статически отбалансировать путем высверливания лишнего металла со стороны крепления сцепления. Высверливаемые отверстия должны иметь глубину не более 15 мм, а дисбаланс маховика не должен превышать 35 г×см.
Если устанавливается новый маховик, на нем может быть только метка для установки первого поршня в ВМТ. В этом случае необходимо наносить на маховике метку для установки угла опережения зажигания согласно рекомендаций предприятия-изготовителя.
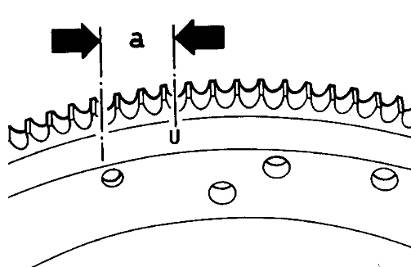
Рис. Метки для нового маховика:
i – наносимая метка для установки зажигания; u – заводская метка для установки первого поршня в ВМТ
Источник
Коленчатый вал: повреждение, симптомы, ремонт и расходы
Что делать, если коленвал неисправен?
Повреждение коленчатого вала встречается редко в современных автомобилях, но тем не менее все же происходит время от времени. Стоит ли в этом случае ремонтировать автомобиль (стоит ли игра свеч)? Какими затратами обернется ремонт коленвала? Отвечаем на наиболее важные вопросы.
Коленчатый вал – важный элемент двигателя внутреннего сгорания. Это та деталь, которая превращает кинетическую энергию, получаемую при сгорании топлива в двигателе, в механическую. Также коленвал служит связующим звеном между двигателем и коробкой передач, которая в свою очередь распределяет крутящий момент на колеса. К сожалению, если коленвал выходит из строя из-за дефекта, дорогостоящего ремонта не избежать.
Дефект коленчатого вала: причины и симптомы
В современных машинах повреждение коленвала стало довольно-таки редким явлением. Обычно коленчатый вал может выйти из строя в основном по двум причинам: нехватка моторного масла и превышение нагрузки на двигатель. Последняя причина современным машинам не грозит, поскольку электроника контролирует все функции двигателя и отключает подачу топлива, когда двигатель начинает испытывать повышенную нагрузку. Особенно эта защита актуальна, когда стрелка на тахометре находится на красной отметке.
Получается, подобная защита является своеобразным электронным ограничением оборотов двигателя, точно так же как работает электронный ограничитель скорости, встроенный во все современные автомобили.
Чаще же всего убить коленвал можно нехваткой моторного масла. Когда коленвалу не хватает смазки, это разрушает шатунные подшипники и затем более крупные основные подшипники, в которых вращается коленвал. Однако для наступления фактического ущерба от нехватки масла требуется довольно много времени – примерно до четверти часа, до тех пор, пока остаточное моторное масло в герметичных подшипниках не будет полностью использовано. В такой ситуации из-за сухого трения начнется разрушение подшипников и износ коленвала.

Но почему в современных автомобилях поломка коленвала – более редкое явление, чем в старых машинах? Все дело в том, что во многих современных машинах двигатели оснащены турбиной, которая быстрее выйдет из строя в случае острой нехватки моторного масла. Так что, по сути, коленвал не успеет получить критичный износ.
Тем не менее в некоторых современных автомобилях все же случается поломка коленвала, которая, как правило, дает о себе знать грохотом (громким стуком).
Ремонт и стоимость поврежденного коленчатого вала
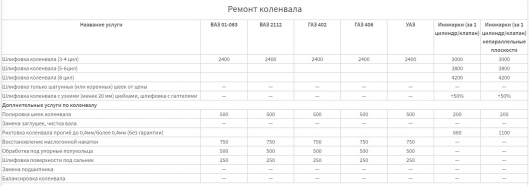
К сожалению, ремонт коленвала – очень сложный процесс, который могут делать не многие технические центры. Ведь в этом случае нужна шлифовка коленчатого вала на специальном оборудовании. Вот виды возможных работ при восстановлении изношенного вала:
Также в некоторых случаях старый коленвал может нуждаться в термообработке. А иногда нужна балансировка коленвала. К сожалению, для этих работ требуются специалисты высокого класса, а также дорогостоящее оборудование.
Также не забывайте, что, прежде чем приступить к ремонту коленвала, нужно его еще демонтировать, а после ремонта поставить на место. Для многих автомобилей это обходится в круглую сумму, так что в итоге будет проще купить новый коленвал, чем ремонтировать старый. Вот для примера расценки на ремонт коленвала в одном из автосервисов Москвы. Причем это еще не высокие ценники.
Логично, что раз придется разбирать мотор, то вместе с ремонтом коленвала придется также проводить и другие работы. В этом случае восстановление работоспособности коленвала может вылиться автовладельцу в круглую сумму. В некоторых случаях будет проще купить контактный подержанный мотор. Можно также обратиться в специализированные компании, которые занимаются восстановлением моторов. В таких компаниях вы можете приобрести уже готовый восстановленный двигатель на свою машину. В этом случае, чтобы уменьшить стоимость восстановленного мотора, вы можете сдать двигатель со сломанным коленвалом в качестве зачета в стоимость восстановленного.
Структура и функция коленчатого вала

Если вы хотите понять функцию коленвала, то, чтобы это было проще, вспомним, что такое велосипедные педали, которые соединены между собой специальным валом. Ваши ноги при вращении педалей выполняют точно такую же роль, которую играют в двигателе поршни, прикрепленные к шатунам, толкающим коленвал. На велосипеде, чтобы вращать колеса, вам нужно крутить педали вверх и вниз.

По сути, наши ноги на велосипеде (если их сравнивать с конструкцией двигателя) представляют собой два поршня с шатунами, которые ходят вверх и вниз в двухцилиндровом моторе. Вместо же звездочки, которая, вращаясь от движения педалей, передает по цепи крутящий момент на заднее колесо, в двигателях внутреннего сгорания используется коленвал, который и преобразует энергию, получаемую от хода поршней и шатунов, в механическую. С одной стороны коленвала расположен маховик, который передает крутящий момент на коробку передач.
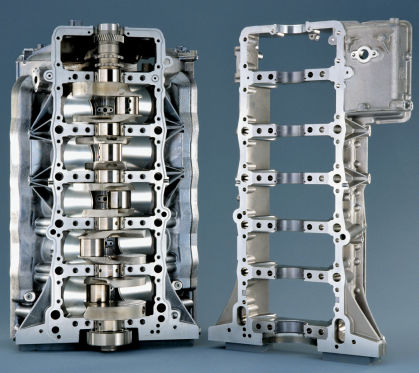
Коленчатый вал должен выдерживать высокие нагрузки
Сегодня в современных автомобилях в двигателях используется коленвал, с каждой стороны которого находится подшипник. Со временем подшипники изнашиваются и между ними и поверхностью коленвала появляется люфт, что приводит к износу коленвала.
К счастью, современная конструкция двигателя способна долгое время выдерживать большие нагрузки. В том числе способны выдерживать нагрузку и современные коленчатые валы. Например, в дизельном современном двигателе каждый ход шатуна испытывает от воспламенения топлива нагрузку в 10 000 кг, которая, естественно, передается на коленвал.
Итак, на короткое время в одно мгновенье на шатуне присутствует сила, эквивалентная десяти тоннам, которая воздействует на коленвал. И это мы говорим только об одном шатуне. Вы представляете, какую нагрузку получает коленвал в восьмицилиндровом моторе?
И это еще не все. В зависимости от конструкции двигателя коленчатые валы также подвержены вибрациям. Поэтому многие автопроизводители стараются сделать коленчатые валы достаточно прочными и долговечными. Например, коленвал может быть изготовлен из высококачественной стали. Особенно для мощных турбированных высокооборотистых дизельных двигателей.
Для атмосферного (нетурбированного) бензинового двигателя коленвал может быть уже не столь прочен. Поэтому производители часто еще недавно многие коленчатые валы изготавливали из чугуна. Сегодня же в мире наблюдается тенденция по снижению веса автомобиля. В первую очередь двигателя.
В итоге вместо чугунных блоков двигателя во многих современных авто стали использоваться блоки цилиндров из алюминия. Также производители стали использовать облегченные поршни и шатуны. Не обошла эта мода на легкое и коленчатые валы, которые также заметно полегчали. Все это, конечно, не добавляет машине надежности и увы, не гарантирует долгий срок службы двигателя.
Источник