- Организация ремонтных работ
- Ремонтное производство
- Коротко о статье
- Проблематика
- Бизнес-процесс предприятия
- Первый этап — разборка и дефектация
- Второй этап — ремонт и сборка
- Сквозной пример в 1С:ERP
- Нормативно-справочная информация
- Шаг 1
- Шаг 2
- Шаг 3
- Шаг 4
- Заказы на ремонт и планирование
- Шаг 5
- Шаг 6
- Приемка техники в ремонт
- Шаг 7
- Шаг 8
- Дефектация и ремонт изделия
- Шаг 9
- Шаг 10
- Шаг 11
- Ремонт комплектующих
- Шаг 12
- Изготовление в процессе ремонта
- Шаг 13
- Отгрузка клиенту и закрытие заказов
- Шаг 14
- Шаг 15
- Дополнительные схемы для управления ремонтами в 1С:ERP
- Схема «Сначала все разобрать — потом все собрать»
- Производство работы по ремонту изделия
- Ремонт без учета компонентов
- Ремонт без спецификации
- Заключение
- Автор:
- Музыченко Дарья
Организация ремонтных работ
Организация ремонтных работ включает две фазы — их подготовку и выполнение.
Организация подготовки ремонтных работ. В соответствии с системой планово-предупредительного ремонта она включает
· и организационно-плановую подготовку.
Конструкторско-технологическая подготовка ремонта имеет целью обеспечить готовность предприятия к проведению ремонта оборудования в части конструкторско-технологических решений. Различают конструкторскую и технологическую подготовку ремонта. Конструкторская подготовка ремонта включает формирование и постоянное обновление (ведение) баз данных по конструкции оборудования, его агрегатам и сборочным единицам с деталировкой, определение номенклатуры и нормализацию (унификацию) сменных деталей, установление ремонтных размеров для изнашивающихся деталей, разработку и использование деталей-компенсаторов, деталей-предохранителей и заменителей дефицитных материалов, модернизацию оборудования.
При капитальном (и среднем) ремонте целесообразно проводить модернизацию оборудования. Модернизация оборудования — приведение оборудования в соответствие с современными требованиями путем изменения конструкции и материала его частей или принципа работы. При модернизации производится замена некоторых частей или агрегатов более совершенными, а также оснащение оборудования новыми механизмами (устройствами, приспособлениями). Целью модернизации оборудования может быть
· повышение уровня механизации и автоматизации;
· расширение технологических возможностей,
· повышение срока службы, точности, мощности, скорости, режимов обработки;
· улучшение условий труда персонала и соответствия требованиями техники безопасности;
· снижение эксплуатационных расходов.
Месяц, в котором должны проводиться очередной ремонт или техническое обслуживание по плану, определяется путем прибавления к месяцу предыдущего ремонта (технического обслуживания) длительности межремонтного периода (периодичности технического обслуживания) в месяцах. Вид очередного ремонта устанавливается по структуре ремонтного цикла в зависимости от вида предыдущего ремонта. Календарные сроки и вид ремонта могут корректироваться на основании данных учета фактически отработанных оборудованием часов за период от последнего ремонта и уточнения фактического состояния оборудования по результатам технического осмотра. Установленная нормативом периодичность технического обслуживания не должна нарушаться.
Трудоемкость определяется на основе норм трудоемкости отдельных ремонтных операций в расчете на одну единицу ремонтной сложности оборудования раздельно по механической и электрической части. Трудоемкость слесарных, станочных и прочих работ по каждой единице оборудования определяется как произведение трудоемкости одной ремонтной единицы по соответствующей ремонтной операции и категории сложности данного оборудования. Трудоемкость всех ремонтных работ по всем единицам оборудования выравнивается по месяцам, чтобы обеспечить равномерную загрузку постоянного числа рабочих-ремонтников.
Потребное число рабочих-ремонтников для выполнения планового ремонта определяется как отношение годовой трудоемкости всех ремонтных работ к годовому эффективному фонду времени работы одного ремонтного рабочего с учетом процента выполнении норм времени. Потребное число рабочих-ремонтников (станочников и дежурных слесарей) для межремонтного обслуживания определяется как отношение суммарного числа ремонтных единиц обслуживаемого оборудования к норме обслуживания одним рабочим в смену в ремонтных единицах с учетом числа смен. Потребность в материалах для ремонтных нужд определяется на основе норм расхода материалов, установленных на единицу ремонтной сложности.
Годовой и месячные планы ремонта оборудования цеха составляются отделом главного механика при участии механика цеха. Учет и контроль выполнения планов ведется планово-производственным бюро. Фактическое выполнение отмечается непосредственно в плане ремонта (план/факт).
Организация выполнения ремонтных работ. В зависимости от того, какую долю ремонтных работ выполняют общезаводские и цеховые подразделения ремонтного хозяйства, различают три формы организации технического обслуживания и ремонта на предприятии:
При централизованной форме все виды ремонта и иногда межремонтное обслуживание производит ремонтно-механический цех предприятия. При децентрализованной форме все виды ремонта и межремонтное обслуживание производят цеховые ремонтные базы; они же изготавливают новые и восстанавливают изношенные части. При смешанной форме наиболее трудоемкие работы (капитальный ремонт, модернизация оборудования, изготовление запасных и сменных частей, восстановление изношенных частей, требующих применения специальных средств технологического оснащения) производит ремонтно-механический цех предприятия, все остальные работы (текущий ремонт и межремонтное обслуживание) — цеховые ремонтные базы, комплексные бригады слесарей-ремонтников, закрепляемые за отдельными участками.
Централизованная форма организации характерна для предприятий единичного и мелкосерийного производства, децентрализованная — для предприятий крупносерийного и массового производства, смешанная — для предприятий серийного производства. Смешанная форма организации технического обслуживания и ремонта находит все большее распространение по мере повышения требований к качеству выпускаемой продукции и увеличения доли сложного, прецизионного и автоматического оборудования в станочном парке предприятий.
Для проведения ремонта без полной остановки производства, ускорения ремонтных работ и сокращения простоев оборудования в ремонте целесообразно использовать агрегатный (узловой) или последовательно-агрегатный (последовательно-узловой) методы ремонта. При агрегатном методе отдельные агрегаты (сборочные единицы) оборудования, подлежащие ремонту, демонтируются и отправляются в ремонт, а на их место устанавливаются запасные (оборотные), заранее отремонтированные или новые. Применение метода экономически целесообразно при ремонте большого числа единиц оборудования одинаковых моделей. При последовательно-агрегатном методе агрегаты, требующие ремонта, демонтируются и заменяются запасными не одновременно, а последовательно, во время перерывов (обычно режимных) в работе оборудования. Этот метод применяется для оборудования, имеющего ряд конструктивно обособленных элементов (агрегатов и модулей), которые могут быть отремонтированы и испытаны раздельно.

В условиях поточного и автоматизированного производства аварийный выход из строя отдельных агрегатов оборудования может привести к полной остановке работы целого производственного подразделения. Для предупреждения аварийных ситуаций организуется обязательное регулярное профилактическое обслуживание оборудования в нерабочее время, создается необходимый запас сменных быстроизнашивающихся частей. Плановый ремонт оборудования на поточных линиях и в автоматизированных производствах выполняется в часы профилактики и нерабочие дни, смены и часы агрегатным или последовательно-агрегатным методом, «против потока», стандартным и т. д.
При планировании вывода отдельных единиц оборудования в длительный ремонт учитываются возможности их замены имеющимися единицами-дублерами и резервными (обычно не используемыми) единицами или установки временных единиц-заменителей. Рассматриваются также временные схемы технологических маршрутов обработки без участия данных единиц оборудования, для чего может потребоваться временное изменение структуры выпуска продукции в части номенклатурных позиций. Может заблаговременно создаваться задел для обеспечения последующих по ходу технологического процесса операций на время простоя оборудования в плановом ремонте. Заделы создаются за счет сверхурочных работ на всех операциях, предшествующих той, на которой оборудование выводится в ремонт. Размер задела определяется как произведение количества часов простоя в ремонте и количества деталей, выпускаемых за час. Для сокращения заделов нужно минимизировать время простоя оборудования в ремонте.
Для сокращения времени простоя оборудования в ремонте необходимо проводить техническую и организационно-плановую подготовку к выводу каждой единицы оборудования в ремонт. За подготовку ремонта при той или иной форме его организации отвечает или механик производственного цеха, или начальник ремонтно-механического цеха. В любом случае время вывода оборудования в плановый ремонт согласовывается с руководством производственного цеха, отвечающим за производство продукции. Приемка оборудования после ремонта при той или иной форме его организации производится или только представителем отдела технического контроля предприятия, или совместно с представителем цеха-заказчика (механика цеха). Тяжелое и уникальное оборудование из капитального (среднего) ремонта принимает комиссия под председательством главного механика предприятия, в которой обязательно должны участвовать начальник, механики энергетик производственного цеха-заказчика, а также начальник отдела технического контроля предприятия. Акт о приемке подписывается по истечении испытательного срока работы оборудования. Контроль за состоянием оборудования в процессе его эксплуатации осуществляется дежурными слесарями-ремонтниками, механиком цеха и инспекторской группой отдела главного механика.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Ремонтное производство
Коротко о статье
В сферу деятельности многих производственных предприятий входит не только изготовление новой продукции, но и предоставление услуг по ее ремонту (гарантийному, капитальному, текущему).
В статье рассматриваются возможности системы 1C:ERP для автоматизации учета ремонтных работ.
В первой части разобран большой сквозной пример, основанный на реальных требований авиастроительного предприятия.
Во второй части статьи кратко обозначены другие возможности 1C:ERP для автоматизации ремонтного производства, описаны схемы работы и особенности учета.
В дополнение к статье рекомендуем вебинар:
Вебинар «Управление ремонтным производством в 1С:ERP»Проблематика
На первый взгляд может показаться, что в ремонтном производстве нет ничего сложного: зная технологию изготовления, можно без труда разобрать изделие, заменить детали и снова собрать.
Фактически же процесс ремонта — это уникальная последовательность технологических операций для приведения ремонтируемого изделия в работоспособное состояние.
Осуществление этого процесса предполагает тщательную конструкторскую и технологическую подготовку: разработку рабочих чертежей, технических условий, технологических карт, проектирование и изготовление специальных инструментов и приспособлений, определение потребности в запчастях, материалах, оснастке и инструментах.
Так или иначе это все присуще и процессу изготовления продукции. Так в чем же сложность автоматизации именно ремонтного производства?
- До начала разборки состав изделия часто неизвестен. Это характерно для технологически сложных изделий (авиация, машиностроение, двигателестроение и т. п.), где у каждого экземпляра уникальный состав из-за частого изменения конструкторской документации и индивидуальных параметров, запрошенных клиентом при заказе.
- Неизвестно как будет выглядеть ремонт конкретного экземпляра, это зависит от результатов разборки и дефектации. Мы не знаем, какие детали придется отремонтировать или заменить, пока не разберем полученное в ремонт изделие.
- Необходимо заранее планировать закупку материалов и комплектующих с учетом вероятности разных исходов дефектации. Если закупать материалы только под фактические потребности, срок ремонта может затянуться. Планирование закупок по заранее собранной статистике дает возможность минимизировать эти риски и выполнить работу в срок/
Бизнес-процесс предприятия
Рассмотрим процесс ремонтного производства на примере одного из авиастроительных предприятий.
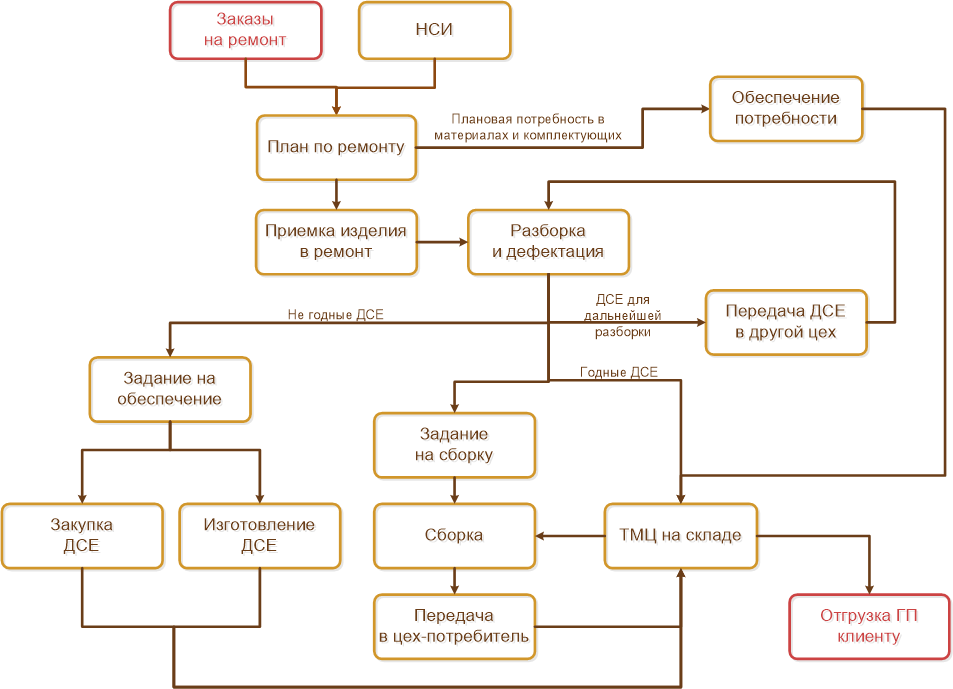
Отдел продаж. Отдел продаж получает от клиентов заявки на ремонт ранее закупленной техники. Заявки проходят процедуру согласования и добавляются в план по ремонту.
Отдел снабжения. Чтобы не задерживать ремонт изделия, поступившего на завод, служба снабжения заранее закупает часть материалов и покупных комплектующих. Список такой номенклатуры определяется по ведомостям обязательной замены. Ведомость обязательной замены — это те материалы и ДСЕ, которые потребуется заменять при ремонте в 100% случаев. Включение ДСЕ в ведомость регламентируется руководством по ремонту изделия.
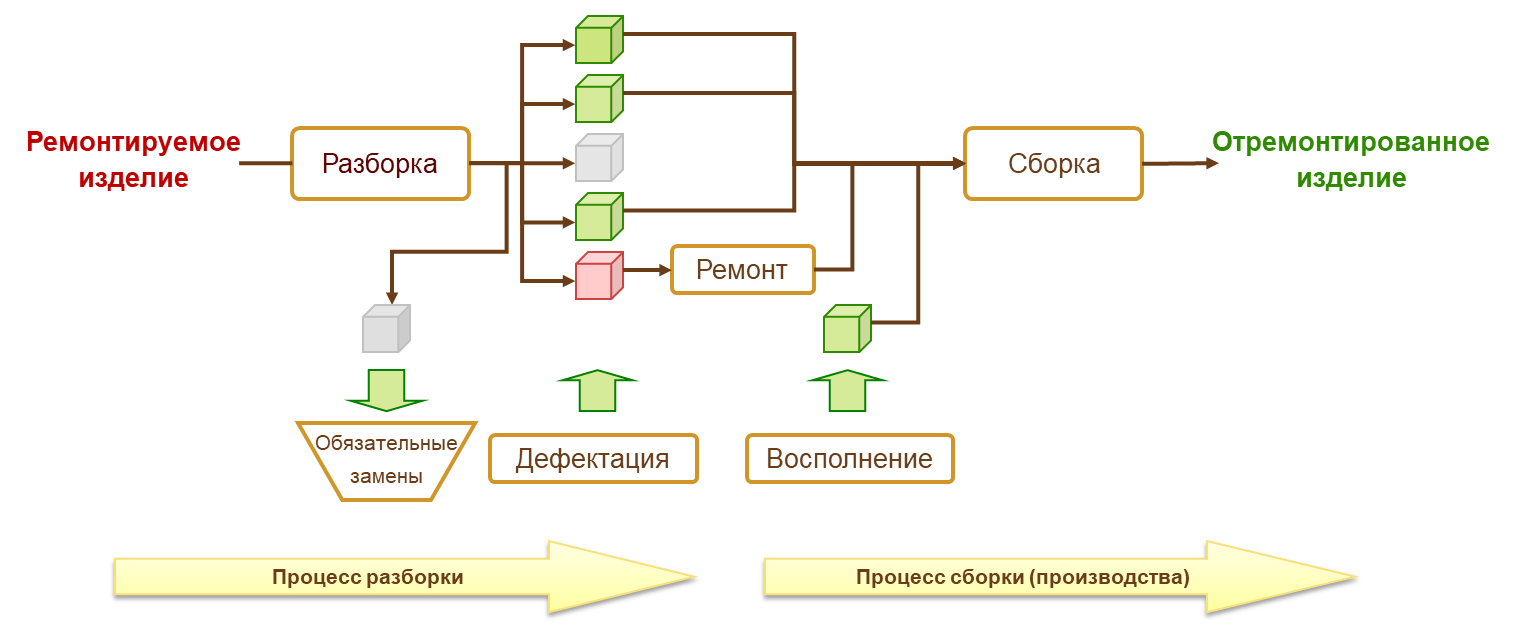
Производство. Когда техника поступает в ремонт, ее передают в ответственный цех для выполнения ремонтных работ. Процесс ремонта можно условно разделить на две части: р азборка и дефектация, р емонт и сборка.
Первый этап — разборка и дефектация
Дефектация — это процесс проверки состояния деталей и узлов через сравнение фактических показателей с данными технической документации.
Основная задача дефектовочных работ — не пропустить на сборку детали, которые нужно заменить, и не отправить в брак годные.
По результатам дефектации составляется акт, в котором содержатся:
- перечень деталей и сборочных единиц (ДСЕ), признанных негодными;
- ДСЕ и узлы, требующие дальнейшей разборки и дефектации;
- годные ДСЕ (это может быть как полный перечень всех ДСЕ, полученных после разборки, так и список, ограниченный основными узлами, хранение которых необходимо проконтролировать).
По каждой негодной ДСЕ определяется способ обеспечения (закупка или изготовление) и создается соответствующее задание. Если необходимая ДСЕ есть на складе, оформляется заявка на передачу в цех для выполнения ремонта и сборки.
ДСЕ и узлы для дальнейшей разборки при необходимости передаются в другой цех, где выполняется аналогичная процедура.
Второй этап — ремонт и сборка
Когда цех получил все запрошенные ДСЕ, он ремонтирует узел и возвращает его отправителю. Эта цепочка повторяется вплоть до изделия, полученного от клиента.
Работы по сборке и ремонту, как правило, сопровождаются маршрутным листом, в котором описываются выполненные работы и фактический расход материалов и ДСЕ.
Отремонтированное изделие передается на склад отгрузки, после чего возвращается клиенту.
Сквозной пример в 1С:ERP
Нормативно-справочная информация
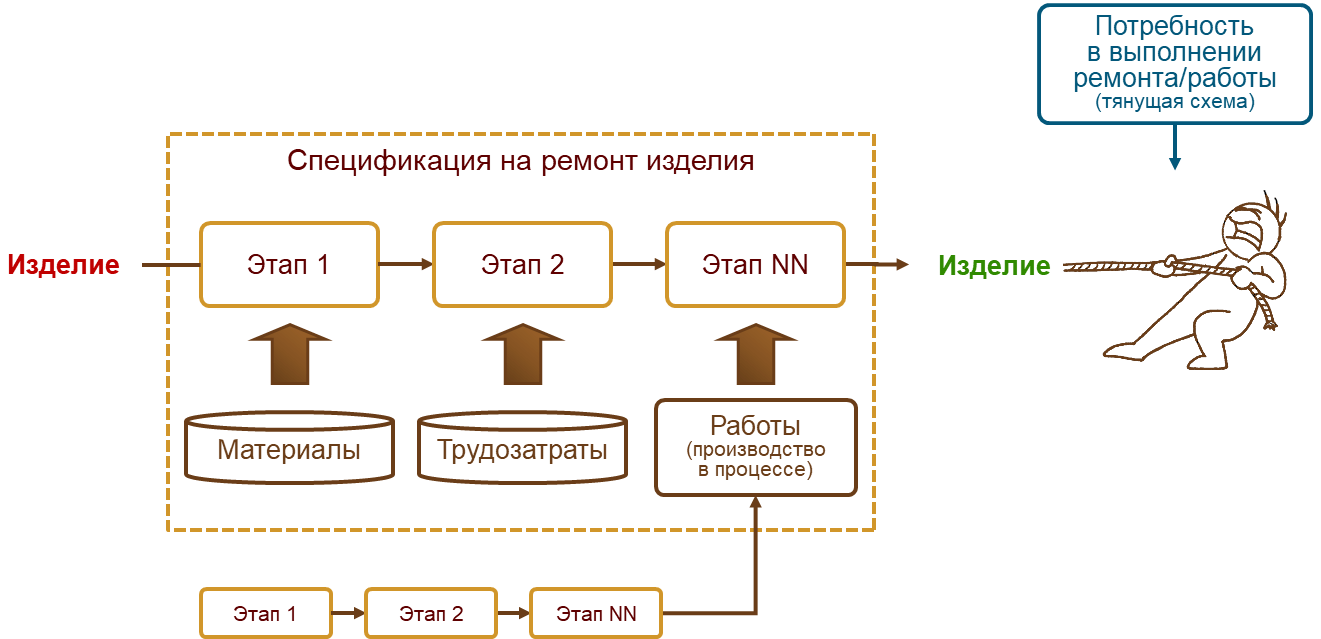
Создаем ресурсную спецификацию с типом «Ремонт». На шагах 1-4 настроим эту ресурсную спецификацию.
Шаг 1
На закладке «Производственный процесс» добавляем необходимое количество этапов. В нашем примере это:
- разборка и дефектация;
- ремонт и сборка.
Шаг 2
На закладке «Побочный и промежуточный выход» указываем ДСЕ, которые появляются в процессе разборки.
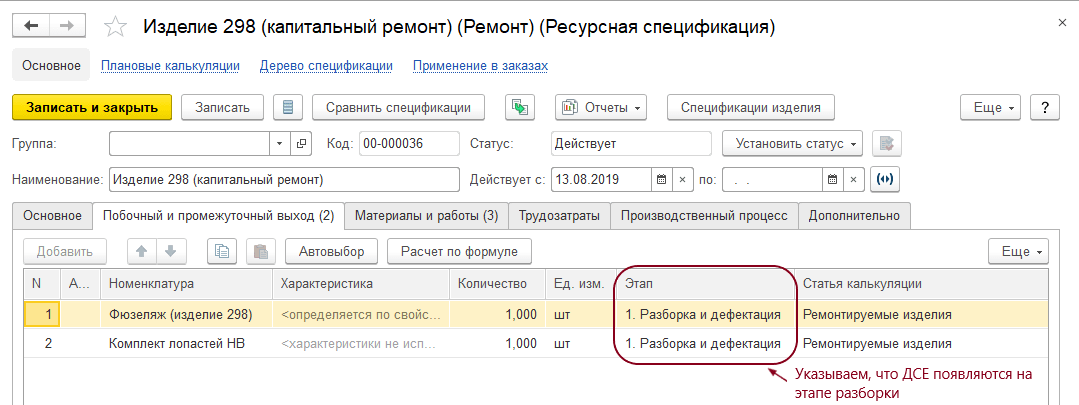
Решать, насколько полным будет этот список, нужно исходя из количества ДСЕ в составе ремонтируемой техники и требований заказчика к ведению складского учета.
1С:ERP позволяет вести учет как всех комплектующих, вплоть до болта, так и только ключевых узлов, требующих дальнейшего ремонта или учета на складе.
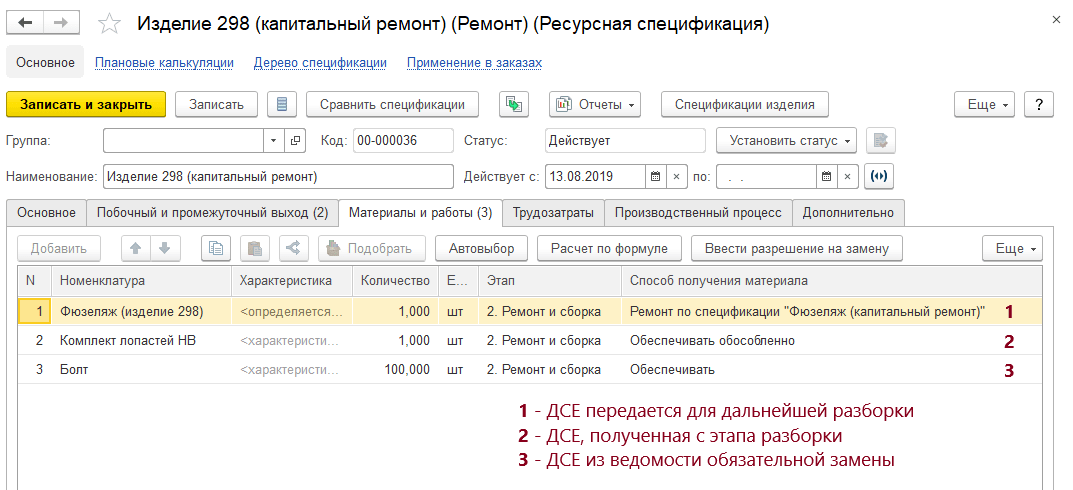
Шаг 3
На закладке «Материалы и работы» перечисляем ДСЕ и материалы, которые потребуются на этапе сборки. К ним относятся:
ДСЕ, полученные в процессе разборки. Если заранее известно, что ДСЕ тоже должна пройти процедуру дефектации и ремонта (при необходимости), то в способе получения материала следует установить признак Ремонт по спецификации и указать спецификацию;
ДСЕ и материалы из ведомости обязательной замены.
Многие заводы, кроме ведомости обязательной замены, планируют закупки с учетом коэффициентов сменности ДСЕ. Этот показатель говорит, с какой вероятностью ДСЕ потребуется заменить или отремонтировать.
В 1С:ERP коэффициент сменности можно ввести для любой строки материалов. Для этого нужно заполнить поле «Вероятность» в форме «Применение материала».
Чтобы учесть материалы и ДСЕ при планировании, но в производстве использовать только при необходимости, выбираем способ применения «По требованию».
В таком случае в обеспечение этапа производства их можно будет добавить вручную, вызвав команду «Подобрать по спецификации».
Шаг 4
На закладке «Трудозатраты» указываем перечень работ по каждому этапу или по спецификации в целом.
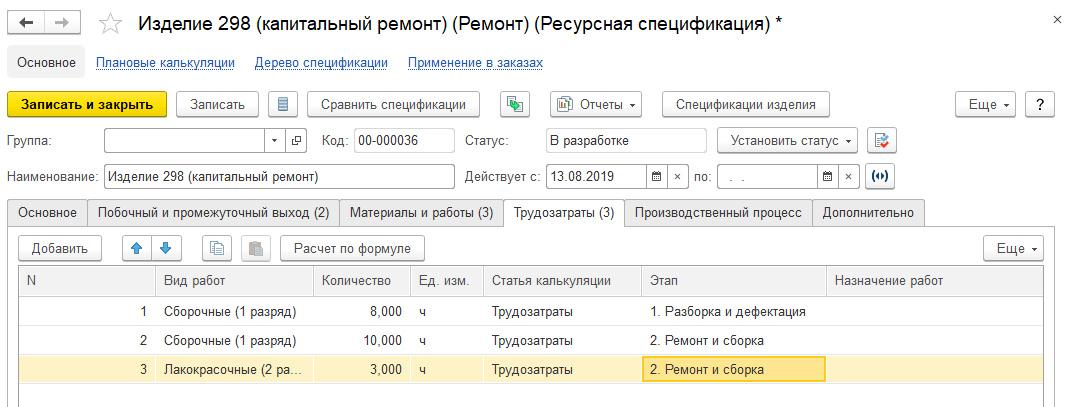
Здесь можно придерживаться тех же правил, что и для материалов, — указывать только постоянные трудозатраты. Работы, возникшие в процессе ремонта, регистрировать уже по факту — в документе «Этап производства».
Заказы на ремонт и планирование
В 1С:ERP процесс ремонта техники клиентов регистрируется через документы производства из давальческого сырья.
Шаг 5
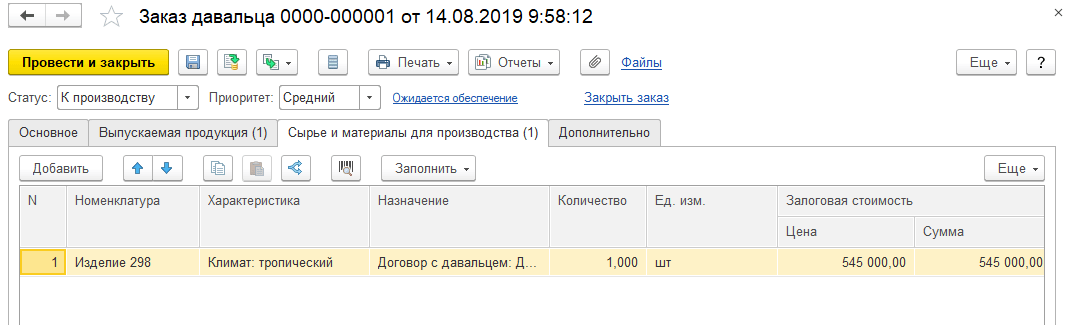
В системе создаем документ «Заказ давальца» с типом «Ремонт».
На закладке » Сырье и материалы для производства» указываем номенклатуру, полученную от клиента, на закладке » Выпускаемая продукция» — номенклатуру, которая получится после ремонта. В нашем случае это один и тот же элемент справочника.
В документе фиксируем спецификацию, по которой будут производиться работы, и стоимость услуг по ремонту.
Если кроме изделия клиент передает собственные запасные части, их также включаем в табличную часть «Сырье и материалы для переработки».
Шаг 6
Чтобы получить плановую потребность в материалах и комплектующих для ремонта, создаем «План производства» с отдельным видом и правилом заполнения — «По заказам давальцев».
Для автоматического расчета потребности в материалах при планировании производства в сценарии нужно установить признак «Расчет потребностей в материалах, видах РЦ и трудовых ресурсах» и выбрать подходящую стратегию расчета потребностей.
Ниже описаны правила расчета потребностей в материалах в плане производства в зависимости от выбранной стратегии:
Наиболее вероятная — все материалы (основные и по требованию) планируются с учетом установленной вероятности.
Оптимистичная — основные материалы планируются без учета вероятности, материалы «По требованию» — не планируются.
Пессимистичная — основные материалы планируются без учета вероятности, материалы «По требованию» — с учетом вероятности.
Пример с результатами расчета приведен в таблице.

После утверждения «Плана производства» результат расчета можно посмотреть в контекстном отчете «Плановая потребность в материалах».
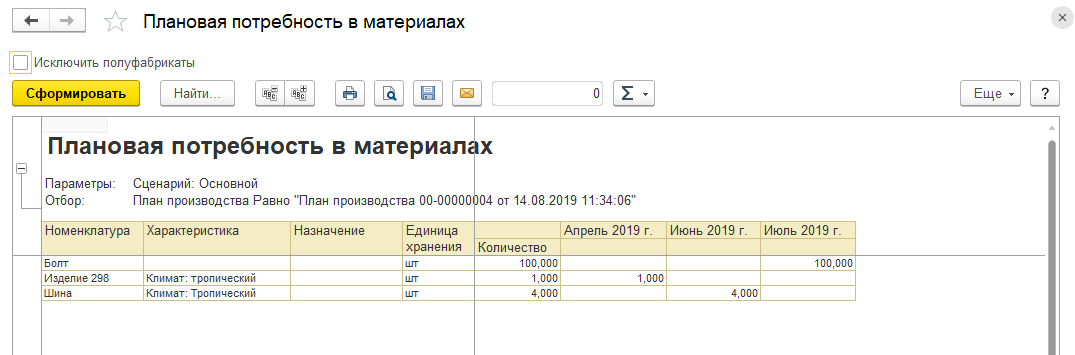
Отчет «Плановая потребность в материалах»
Приемка техники в ремонт
Шаг 7
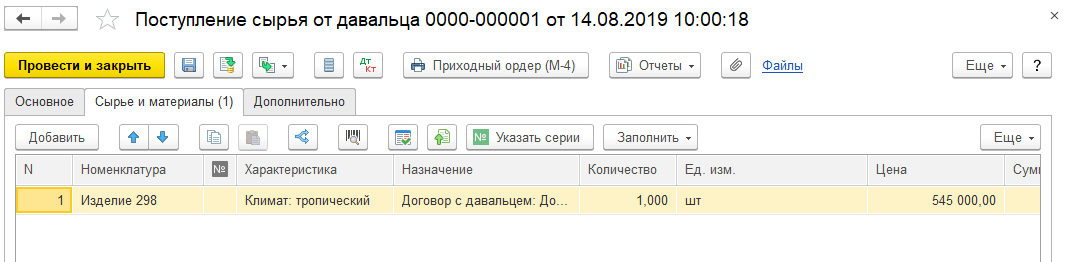
Чтобы отразить в системе получение техники от клиента, создаем документ «Поступление сырья от давальца».
Шаг 8
Для передачи распоряжения о начале ремонтных работ также создаем «Заказ на производство». Оба документа могут быть созданы на основании заказа давальца.
Из заказа на производство формируем этапы. Для этого перейдем в структуру заказа и нажмем кнопку «Сформировать».
Дефектация и ремонт изделия
Для отражения в системе результатов дефектации выполняем шаги 9, 10 и 11.
Шаг 9
В этапе «1. Разборка и дефектация» на закладке Выпуск указываем все ДСЕ, которые должны появиться на складе после разборки.
В нашем примере в ресурсной спецификации материалы и работы заполнены не были, поэтому заполняем табличную часть вручную.
Чтобы исключить возможность использования полученных ДСЕ в других целях (например, на изготовление новой продукции), к колонке «Назначение» нужно указать назначение — договор, по которому производится ремонт.
Негодные или отсутствующие ДСЕ, добавленные автоматически из ресурсной спецификации, из табличной части необходимо удалить или отменить.
Шаг 10
В этапе «2. Ремонт и сборка» на закладке «Обеспечение» указываем ДСЕ, которые потребуются для сборки.
Здесь должны быть все ДСЕ, что будут выпущены на этапе 1, и те, которые были признаны негодными или отсутствовали при дефектации.
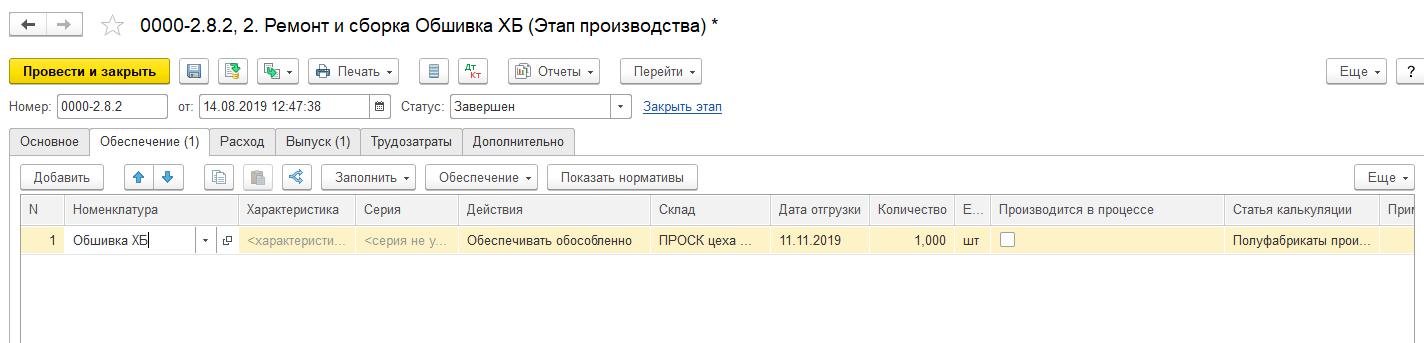
Для ДСЕ, которые требуется отремонтировать, устанавливаем признак «Производится в процессе» и указываем спецификацию на ремонт. В нашем примере это «Кабина пилота» и «Обшивка ХБ».
Шаг 11
После того как результаты дефектации внесены в систему, этапы необходимо доформировать. Эта операция станет доступна в структуре этапов, если была добавлена хотя бы одна строка с пометкой «Производится в процессе».
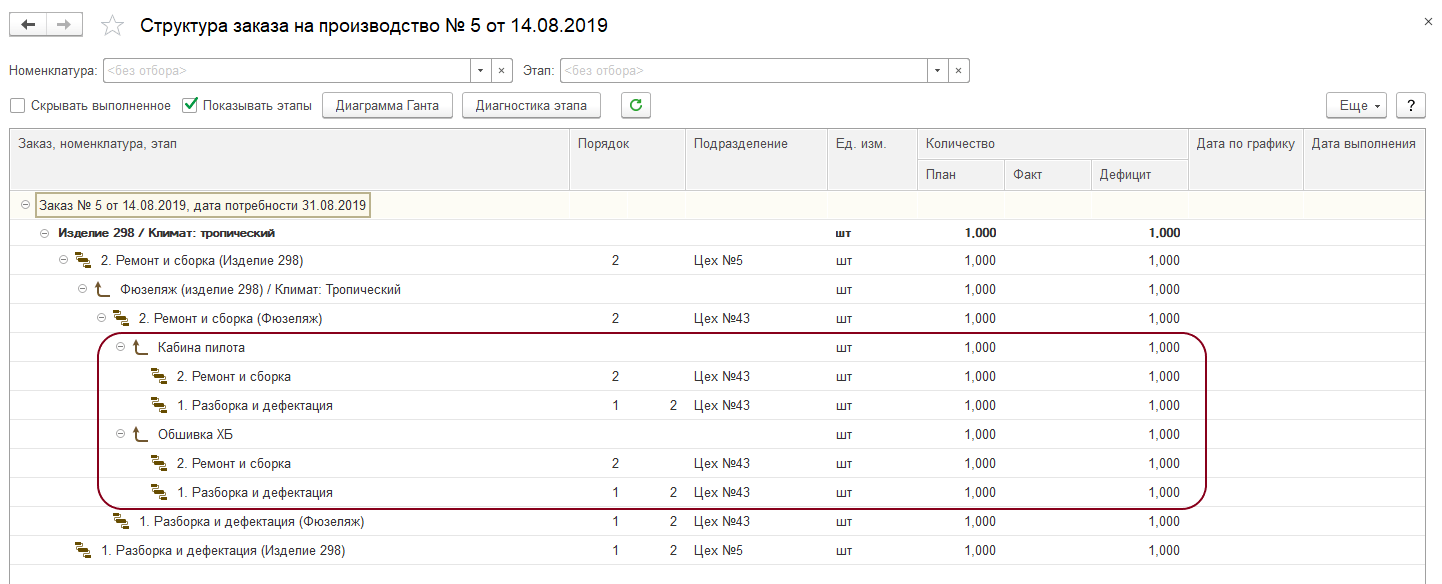
В системе появились новые этапы производства для добавленных ДСЕ, требующих ремонта.
Ремонт комплектующих
Шаг 12
Ремонт комплектующих оформляется в системе по той же схеме, что и принятое в ремонт изделие: сначала выполняется этап разборки и дефектации с выпуском комплектующих (если необходимо), потом — этап ремонта и сборки.
Если ДСЕ ремонтируются в другом цехе, после разборки для них создается документ передачи. Действие доступно на основании документа «Этап производства» и в рабочем месте «Накладные к оформлению».
После завершения сборки мастер цеха закрывает «Этап производства» и оформляет передачу в цех- потребитель.
Изготовление в процессе ремонта
Рассмотрим случай, когда в процессе дефектации выясняется, что ДСЕ не может быть отремонтирована.
Шаг 13
Например, при дефектации детали «Обшивка ХБ» определили, что требуется ее заменить на новую. Тогда в этапе по ремонту и сборке обшивки ХБ на закладке Обеспечение добавляем ее же в табличную часть, указав способ обеспечения: «Обеспечивать» или «Обеспечивать обособленно».
Другой случай: при дефектации узла зафиксировали, что ДСЕ отсутствует.
Если ДСЕ была указана в спецификации — в этапе дефектации ее следует удалить или отменить выпуск с указанием причины, но оставить в этапе сборки, указав спецификацию на изготовление. Если ДСЕ не была указана в спецификации узла, то в этапе «2. Ремонт и сборка» ее необходимо добавить на закладку «Обеспечение».
Чтобы этапы по изготовлению доформировались в общем дереве ремонта, устанавливаем признак «Производится в процессе» и выбираем спецификацию на изготовление. Если этого не требуется, оставляем значения пустыми. Тогда запустить изготовление ДСЕ можно будет через рабочее место «Формирование заказов по потребностям».
Отгрузка клиенту и закрытие заказов
Шаг 14
После завершения ремонта закрываем «Заказ на производство». Система проверит, что все этапы закрыты, а ДСЕ потреблены. Проверка производится только по этапам из структуры заказа. ДСЕ, запущенные отдельными заказами на производство, в проверке не участвуют.
Шаг 15
Теперь можно отгружать отремонтированное изделие заказчику:
1. В документе Заказ давальца устанавливаем статус: «К отгрузке» или «Закрыт».
2. Создаем на основании документ «Передача давальцу».
Дополнительные схемы для управления ремонтами в 1С:ERP
Ниже описаны другие возможности системы и приведен пример, в каком случае стоит их рассматривать. Применять их можно как готовую схему либо комбинировать в различных вариациях.
Схема «Сначала все разобрать — потом все собрать»
Схему стоит рассматривать в следующих случаях:
Необходимо разделять в системе изделие, переданное в ремонт, и отремонтированное.
Процессы разборки и сборки разведены, и любой из них может существовать отдельно.
Яркий пример такой схемы: взяли два сломанных двигателя, разобрали, из годных запчастей собрали один, непригодные запчасти утилизировали.
Для такой схемы в справочнике «Номенклатура» создаем два элемента справочника либо две характеристики одного элемента. Для каждой номенклатуры понадобится своя спецификация: первая — на разборку и утилизацию, вторая — на сборку, изготовление.
Потребность в ремонте фиксируем документом «Заказ давальца» с типом «Изготовление».
На основании заказа давальца создаем два заказа на производство: с типом «Разборка и утилизация» для полученного сырья и «Изготовление, сборка» — для производства продукции по заказу.
Производство работы по ремонту изделия
Схема применима, если нет необходимости вести материальный учет принятых в ремонт изделий и компонентов, полученных в процессе разборки.
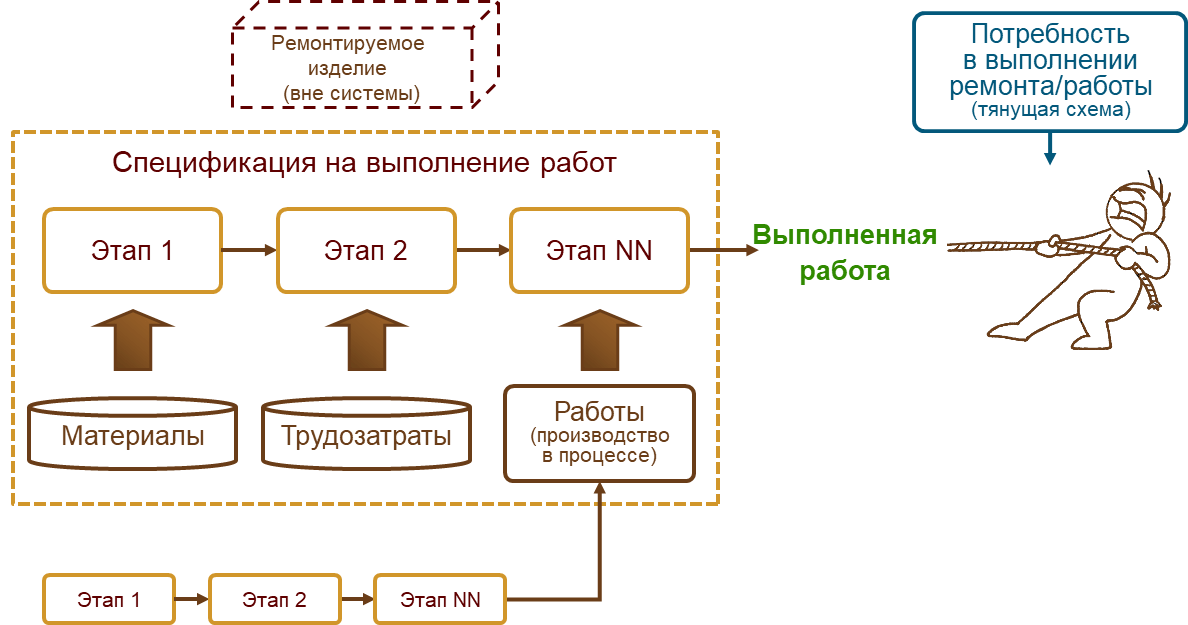
Для такой схемы создаем спецификацию на изготовление, в качестве выпускаемой продукции выбираем номенклатуру с видом «Работа».
Процесс ремонта в данном случае не отличается от процесса изготовления: для формирования потребности создаем «Заказ клиента», на основании его формируем «Заказ на производство» с типом «Изготовление, сборка».
Выпущенную работу реализуем клиенту.
Ремонт без учета компонентов
Гибрид схемы, описанной в основной части статьи, и схемы по производству работ. Применима, если нужен учет ремонтируемого изделия без материального учета его компонентов.
Создаем спецификацию с видом «Ремонт» для изделия. Побочный выход в процессе разборки не фиксируем, ремонт компонентов представляем в виде работ, произведенных в процессе (указываем работы на закладке «Материалы и работы»). Не забываем, что для каждой работы должна быть ресурсная спецификация на изготовление.
Ремонт без спецификации
Работа в ручном режиме. Такой вариант стоит рассматривать, когда НСИ на ремонт отсутствует либо нужно отразить выполнение ремонта по факту выполнения.
Создаем заказ на производство с типом «Ремонт», в строке ремонтируемого изделия спецификацию оставляем пустой. Этапы производства создаем в структуре заказа — по гиперссылке «Создать этапы» или по команде «Изменить цепочку этапов».
Заключение
Возможно, на практике предложенных средств окажется недостаточно. Это может быть компенсировано разработкой новых рабочих мест, отражающих необходимые операции в типовых объектах.
Автор:

Музыченко Дарья
Методист отдела разработки «1С:ERP Управление предприятием» фирмы «1С»
Источник