- Какой проволокой лучше варить кузов автомобиля полуавтоматом?
- Какой проволокой лучше варить кузов автомобиля полуавтоматом?
- Возможна ли сварка без газа?
- Сварка без газа обычной проволокой
- Технология сварки
- Сварка проволокой без защитного газа
- Плюсы и минусы сварки проволокой без газа
- Применяемое оборудование
- Какой проволокой лучше варить кузов автомобиля
- Сварка кузова атомобиля полуавтоматом
- Виды и особенности сварочных аппаратов
- Сварка полуавтоматом
- Как варят инвертором
- Так какой же метод выбрать?
- Подготовка и проверка оборудования
- Подготовка к сварке автомобильного кузова полуавтоматом
- Что стоит сделать перед тем, как начать инверторную
- Меры предосторожности при сварочных работах
- Процесс сварки кузова автомобиля полуавтоматом
- Инструменты и материалы для работы своими руками
- Последовательнось операций при полуавтоматической сварке
- Обработка сварного шва против коррозии
- Классификация и маркировка сварочных аппаратов
- Аппарат на переменном токе
- Инвертор
- Углекислотный полуавтомат
- Почему лучше подходит полуавтомат
- Какой сварочный полуавтомат выбрать для ремонта автомобиля
- Источники питания
- Проволока и ее влияние на результат сварки
- Про баллоны
- Что еще учесть в выборе
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
У проволоки должен быть свой сертификат или паспорт, где будет указан рекомендуемый вылет. Обычно вылет проволоки должен составлять от 15 до 20 мм. В процессе сварки вылет должен быть неизменным. Внимательно прочтите рекомендации, которые дает производитель в сертификате или паспорте.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
- постоянное наличие заправленного баллона с инертными или активными газами, необходимыми для процесса сварки;
- необходимость в периодической заправке газовых баллонов на специальной станции;
- отсутствие достаточной мобильности из-за наличия газового баллона и дополнительного оборудования.
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
- полная мобильность сварочного процесса, так как отпадает необходимость в газовом баллоне, редукторе и резиновых шлангах;
- возможность использования присадочной проволоки с определенным химическим составом для формирования заданных параметров сварного соединения;
- более простой сварочный процесс, который значительно эффективней, чем у ММА сварки, при этом не требуется переустановка очередного электрода и обрыва дуги;
- постоянная доступность непосредственного наблюдения через защитную маску за формированием сварочной ванны, в отличие от сварки MIG и MAG в среде инертных или активных газов, где сварочная дуга постоянно закрыта соплом горелки.
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
- высокой стоимости порошковой проволоки, если здесь понимать качественный товар, а не дешевые аналоги;
- повышенных требований к выбору типа и состава сварочной проволоки;
- необходимости сварочного полуавтомата MIG и MAG с возможностью изменения с обратной полярности на прямое включение;
- сложностей в правильном подборе сварочных режимов, которые очень чувствительны к составу порошковой проволоки и толщине свариваемого металла;
- плохой видимости сварного шва под слоем шлаковых отложений, отсюда необходимость в зачистке полученного соединения от шлака, как при обычной сварке ММА;
- трудностей при сваривании металлических листов толщиной менее 1,5 мм;
- бережного отношения к порошковой проволоке из-за слабой жесткости ее тонкостенной конструкции, не позволяющей производить большие сжатия и резкие повороты рукавом полуавтомата.
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
Формы порошковой проволоки
- простой трубчатой,
- с одним загибом и двумя полостями,
- с двумя загибами и двумя полостями,
- трубчатой двухслойной.
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.
Источник
Какой проволокой лучше варить кузов автомобиля

Сварка кузова атомобиля полуавтоматом
Так как же восстановить кузов на автомобиле с помощью сварки? Имея в наличии простой полуавтомат (у нас это TOP MIG 250C). Мы расскажем какие простые способы способы сварки возможно использовать на тонком металле при реставрации кузова.

Какой сварочный аппарат нужен для сварки деталей кузова автомобиля?
При необходимости варить тонкий кузовной металл, толщиной порядка 0,8 -1 мм, а не жечь в нём дырки, сварочный аппарат должен быть углекислотным полуавтоматом. Если подробнее то углекислотный полуавтомат, это сварочник который варит проволокой, автоматически подаваемой в зону сварки, или аппарат, предназначенный для сварки неплавящимся (вольфрамовым) электродом в среде защитного газа. На западе такие автоматы имеют абревиатуру MAG и TIG, о том что это значит чуть далее. Причём, углекислотный полуавтомат можно назвать основным видом сварочных аппаратов для гаражников, и сервисов выполняющих кузовной ремонт. Углекислотный аппарат наиболее универсальный и доступный среди всех сварочников, которыми можно выполнить качественно кузовной ремонт. Он может варить стальной лист толщиной от 0,8 мм и вплоть до 5-6 мм. То есть углекислотный автомат вполне заменит сварочный аппарат на электродах, а вот наоборот уже не получится. При этом стоит отметить, что качество сварки (провар и исключение напряжения металла в околошовной зоне) даже для грубого железа здесь получится на порядок выше.
Надо заметить и следующее, если научиться варить электродом – долгий и не простой процесс, то научиться варить углекислотным полуавтоматом значительно быстрее и проще, так как от вас не требуется умение зажигать и поддерживать дугу во время сварки. То есть, квалификация сварщика на полуавтомате может быть ниже, но качество при этом шва будет выше.
Суммируя всё вышесказанное, можно убедительно заявить, что гаражная сварка кузова автомобиля – это прежде всего электрическая сварка в среде защитного газа выполняемая полуавтоматом.
Сварочная проволока для полуавтомата.
Проволока должна быть омеднённой, нашей, или импортной. Наша проволока может называться СВ08Г2С, или СВ08Г2 (диаметр 0,8 мм). Сварка будет успешной с любой проволокой, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях сварка может вестись так называемой “флюсовой”, или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и сварные швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Наиболее распространённый диаметр сварочной проволоки – 0,8 мм. Её можно купить практически в любом сварочном отделе любого инструментального и даже хозяйственного магазина. Этой проволокой можно варить как тонкий (0,7 – 0,8 мм), так и достаточно толстый металл – 4 мм и толще.
Если вы специализируетесь на сварке тонкого (от 0,6 мм) металла, то удобнее использовать проволоку диаметром 0,6 мм. Этой же проволокой вы можете варить и толстый металл – от 4 мм и толще.
Кстати, проволока диаметром 0,6 мм бывает только импортная. Во всяком случае, лично мне отечественная проволока такого диаметра не попадалась.
Технику выполнения и основные секреты качественной сварки кузова автомобиля Вы можете посмотреть в нашем видео ниже.
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
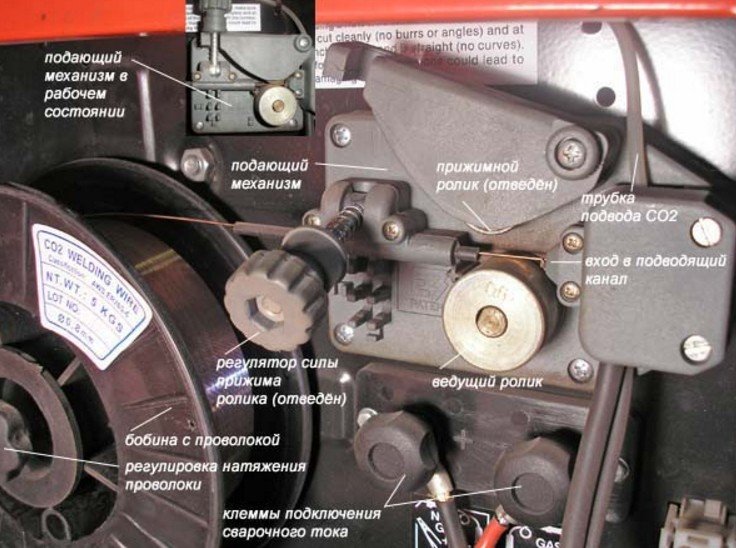
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.
Пользователи отмечают простоту использования аппарата – новичок, впервые взяв в руки инструмент, может «с ходу» разобраться с принципом варки и получить сварной шов приемлемого качества.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.
При полуавтоматической сварке, при помощи механизма подачи проволоки, она подается в рабочую зону. Свариваемые элементы надежно крепятся благодаря тому, что металл электрода плавится, но не сгорает. В результате, на месте соединения двух деталей появляется аккуратный и прочный сварной шов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Почему лучше подходит полуавтомат
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта. Данное устройство дает возможность получить аккуратный и прочный сварной шов. Оно подходит для варки металла разной толщины, Также с помощью полуавтомата выполняют газовую сварку цветных металлов. Особенностью устройства аппарата является наличие специальной катушки. Чтобы ее задействовать, выбирают нужное место, и нажимают на кнопку: в процессе варки подающая проволоку, катушка будет разматываться, и направлять в рабочую зону необходимое количество электрода.

Кроме того, инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.

Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.

Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.

При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
- Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Источник