Калина капитальный ремонт гбц
Из г.Можга (Удмуртская республика) привезли на ремонт автомобиль Калина с двигателем 1.4 литра (16 клапанник).
Напомню, двигатель на заводе в свое время преподнесли публике как новый мощный и экономичный мотор, следуя тенденциям мирового двигателестроения (движки 1.4 стоят на многих базовых комплектациях иномарок). «Дважды автомобильный» решил — разве мы хуже? Вспомнили про 2108 блок цилиндров объемом 1.3 литра, поставили туда калиновский коленвал с ходом 75.6 мм — вот и готов движок с объемом 1.4 литра. Навесили на него головку 16-ти клапанную. Блок на заводе сделали повыше, под увеличенный ход коленвала, изменив отливку, поставили поршня диаметром 76.5 мм, облегченные — шатун от Приоры, поршень импортный. Кольца тонкие, как на иномарках.
Поршневую от этого двигателя мы даже использовали в работе с двигателем 2108 (карбюраторным), посмотреть фото и почитать статью можно по ссылке. Но там мы применили наборные поршневые кольца.
И началась жизнь нового вазовского мотора — началась, да и споткнулась сразу. Пошла по форумам дурная слава про движок — у многих он начал литрами потреблять масло, даже при спокойной езде. Проблему на заводе не афишировали — меняли поршни по гарантии, кому-то меняли двигатели в сборе. Кому-то инженеры по гарантии говорили, что расход 500-700 грамм на тысячу это норма — «вон — на БээМВэ так вообще литры на тысячу уходят, так что радуйтесь!». Кроме расхода масла на этом моторе появилась другая болячка — стук поршней при работе двигателя.
За несколько лет выпуска этого двигателя на рынке так и не появились ремонтные поршни ни от завода, ни от других фирм. СТИ пытались выпускать ремонтные кованные поршни на этот мотор, но в результате и их сняли с производства.
Таким образом клиенты, у кого двигатель уже вышел из срока гарантийной эксплуатации, столкнулись с тем, что отремонтировать этот мотор весьма затруднительно, из-за отсутствия ремонтных поршней — точить блоки было не под что. Покупать стандартные поршни размера 76.5 мм было накладно — они продавались только в сборе с шатунами, да и блок нужно было гильзовать.
Мотор закончил свою жизнь тихо — его просто сняли с производства, без разоблачительных статей в журналах (а как его нахваливали в известных СМИ при запуске!), без извинений от «дважды автомобильного», без увольнений инженеров и разработчиков, ответственных за ненадёжный двигатель.
Конечно, немалый процент пользователей Калин с 1.4 двигателями не столкнулись с вышеперечисленными проблемами, и вполне довольны эксплуатацией тихого и экономичного мотора.
Но наш клиент не был из числа этих счастливчиков. Машину он купил новую, обслуживал у официального дилера в Можге. Водитель он спокойный, не гоняет. Проблемы начались почти сразу — уже к пробегу 20 тыс.км мотор начал потреблять масло всё больше и больше. На пробеге около 25 тыс.км дилер принял машину в ремонт. Клиенту заявили, что были заменены поршни и кольца. Хватило этих действий ненадолго — через 5-7 тыс.км пробега уровень масла начал снова убывать — всё быстрее и быстрее.
На пробеге в 40 тыс.км клиент обратился к нам и пригнал Калину на капитальный ремонт.
Посмотрим на пациента:


Еще до разборки двигателя обратили внимание на шумную работу двигателя и громкий стук гидрокомпенсаторов. Клиент заявил, что масло залито ZIC 5W30, одобренное ВАЗом — именно это масло и заливает официальный дилер в Можге. Конечно — официальному дилеру-то оно виднее, что лучше заливать и как ремонтировать двигатель! Там работают Профессионалы с большой буквы — не чета нам, мелким сервисам. Только вот почему их ремонта хватило на 5 тыс.км пробега — надо бы разобраться.
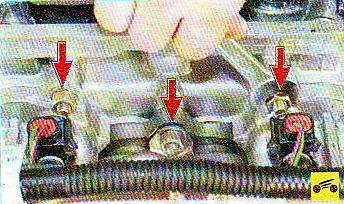
А для этого — придётся разбирать двигатель! Начнём. Снимаем пластиковый ресивер, для этого нужно снять топливную рампу. Очень неудобно в отсеке Калины что-либо делать — тесновато. В колодце 4-й свечи обильно плавает масло.




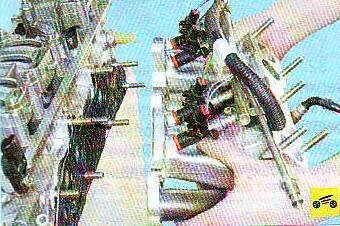
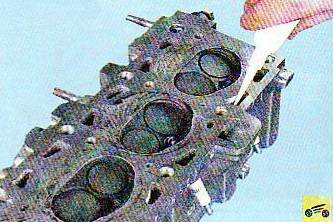
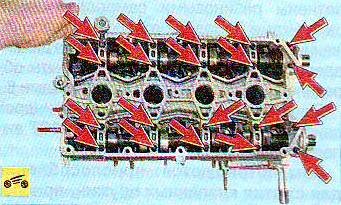
Снимаем клапанную крышку, затем снимаем головку блока цилиндров.


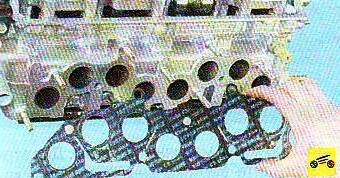
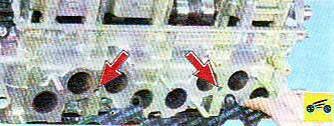
На поршнях обильный кокс — масло мотор кушал с аппетитом. В цилиндрах нет хонинговки — они лысые как колено.




Сюрприз! В цилиндрах поршни разной группы — B и А! А это значит, что никто тут поршни не менял! Только завод ставит поршни «вразнобой», никто не будет покупать два дорогущих комплекта поршней, что-бы поставить разные поршни. Скорее всего, «официал» просто поменял поршневые кольца на старых поршнях. Фотографий юбок поршней нет, но на юбках не было живого места — всё в задирах.


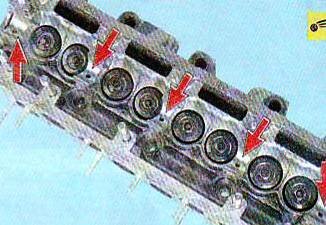
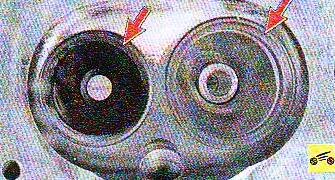
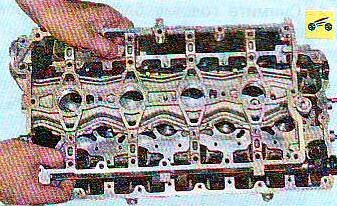
Посмотрим на головку. На постель распредвалов наплюхано силиконового герметика от души — Профессионалы видимо не знают, что на 16-ти клапанниках постель и клапанная крышка приклеиваются на анаэробный клей, а силиконовый герметик использовать категорически нельзя. Сопли герметика во всех маслоподводящих каналах — конечно же гидрики работать не будут.
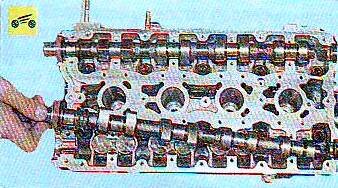
Клиенту повезло, что распредвалы в хорошем состоянии. А вот маслосъемные колпачки мы профилактически заменили.





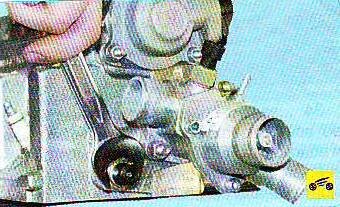
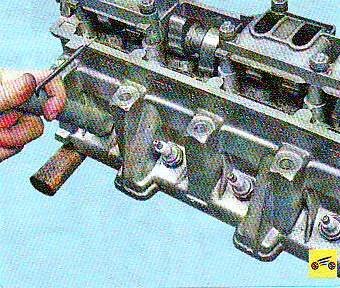
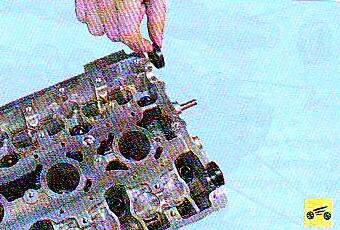
Следущая картина уже не удивляет — сломанный болт крепления крышки «официалы» просто залили герметиком и засунули обратно.
Отремонтировали — по обломку ширкнули отрезным кругом и выкрутили его отверткой.



Коленвал просто в плачевном состоянии! Как будто он работал на воде, а не на масле! Ничего удивительного — масло 5W30 не предназначено для летнего использования и ВАЗовские движки никогда на нём нормально не работали. Да и ZICовское масло автор статьи за масло вовсе и не считает. Скажете — подделка?? Официальный дилер лил его из бочки, это сертифицированное заводом масло!! Кому-то занесли бочку денег при сертификации этого «масла»? Иначе как обьяснить такую картину с коленвалом.
Пробег 40 тыс.км, а шейки уже нужно шлифовать.



Внимательный читатель спросит — что же делать с поршнями? Ведь ремонтных-то и нет? Нет! Они есть! Только придётся отказаться от шатунов приоры. И поставить литые поршни диаметра 79 мм. Цилиндры растачиваем с диаметра 76.5 мм до 79 мм. Огорчает только цена поршней — 3000 руб за комплект, но другого выбора нет. Зато в поршнях есть циковки и вытеснитель, компенсирующий увеличение объема камеры сгорания. Теперь мотор становится безвтыковым (хотя для современного мотора это не является необходимым, но ввиду низкого качества роликов и помпы на ВАЗовском 16-ти клапаннике, для некоторых клиентов это актуально). После расточки цилиндров до 79 мм объем двигателя Калины увеличивается до 1.5 литра.
Ставим облегченные шатуны 2110. Поршневые кольца — обычной толщины, только наборные SM. Гидрокомпенсаторы все 16 шт меняем на импортные INA. Коленвал шлифуем в ремонтный размер 0.25 мм, шейки полируются.








Головка в хорошем состоянии, по-этому кроме замены маслосъемных колпачков и чистки клапанов от нагара — других работ не потребовалось. Необходимым условием применения данных поршней является установка мягкой прокладки от 2112. Степень сжатия снижается до 10.4:1, можно спокойной заливать как 92-й бензин, так и 95-й. В остальном мотор собираем как обычно.






Необходимо отметить, что катколлектор не удалялся, программа управления двигателем не изменялась.
После запуска двигателя и горячей обкатки, автомобиль выдан клиенту. Двигатель работает ровно, гидрики не стучат. Надеемся, мотор будет радовать хозяина долгой и безотказной работой.
Статья написана: 14 августа 2013 г.
Автор статьи, фото-видео материалов: © Квазар
Запрещены без письменного разрешения автора: перепечатка статьи целиком или частично, перепечатка и использование фото-видео материалов, равно как их изменение и редактирование в целях дальнейшей публикации на сторонних сайтах.
Источник
Разборка, сборка и ремонт ГБЦ
Разборка, сборка и ремонт ГБЦ Лады Калины 2
В основном ремонт ГБЦ состоит в притирке или смене клапанов, смене направляющих втулок клапанов, обработке седел клапанов.
При ярко-выраженных дефектах, таких как: сбой герметичности каналов рубашки конструкции охлаждения, искривление привалочной поверхности, головку блока меняют.
Предупреждение
Головку меняют вместе с корпусами подшипников.
Что бы отремонтировать ГБЦ, возьмите щупы, линейку, ключи «на 21», «13»
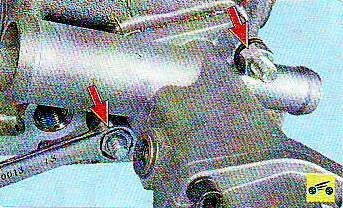
1. Открутите ГБЦ.
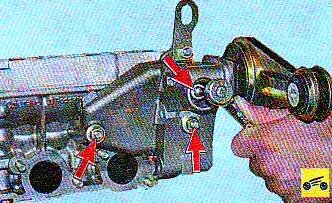
2. Выкрутите 5-ть скрепляющих гаек модуля, достаньте модуль пуска и дроссельный узел со шпилек впускного патрубка.
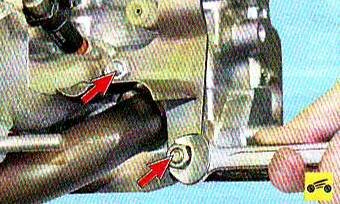
3. Вывинтите 2-е скрепляющих гайки переднего теплоизоляционного щита и транспортной проушины.
4. Потом снимите щит и проушину.
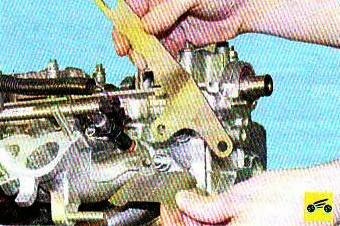
5. Вывинтите 2-е гайки заднего крепления впускного патрубка и нейтрализатора.
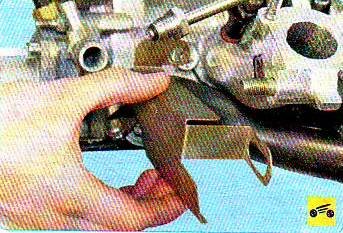
6. Достаньте задний термоэкран
7. и закреплённые под ним шайбы.
Примечание
Большие шайбы зафиксируйте под гайками, которые крепят нейтрализатор и впускной патрубок. Во время сборки, зафиксируйте их на места.
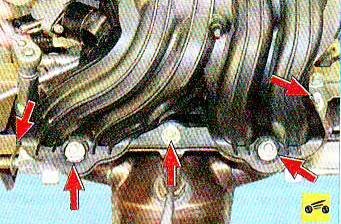
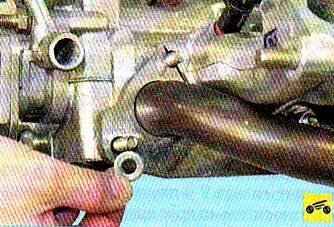
8. Открутите 2-е гайки переднего крепления впускной трубы и нейтрализатора,

9. достаньте закреплённые под ними шайбы.
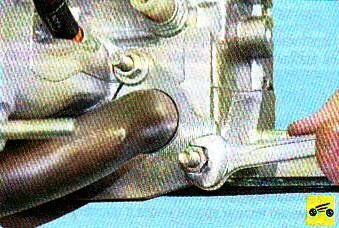
10. Вывинтите 3-и верхние скрепляющие гайки катализатора и впускного патрубка,

11. 2-е нижние гайки, достаньте закреплённые под ними шайбы.
12. Снимите впускную трубу и катализатор с головки блока.
13. Достаньте из шпилек блока уплотняющую прокладку впускного патрубка и нейтролизатора.
Примечание
Обязательно меняйте уплотняющую прокладку во время разборок.
14. Выкрутите из ГБЦ датчики сигнальной лампы перегревания ОЖ,
15. а также сигнальной лампы падения давления масла.
16. Что бы сменить скрепляющую шпильку крышки головки, если повреждена резьба, расслабьте затяжку шпильки,
17. Открутите её от «головки».
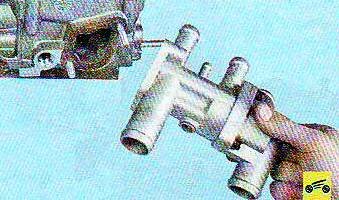
18. Выньте термостат.
Примечание
При разборке, меняйте уплотняющую прокладку корпуса термостата.
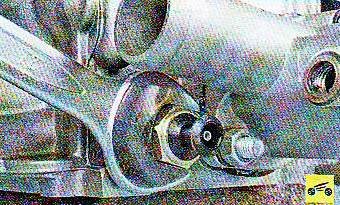
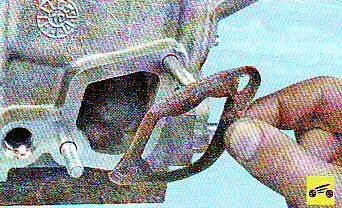
19. Открутите 2-е гайки, вывинтите скрепляющий болт задней крышки головки.
Примечание
Под головкой болта находится резиновое уплотняющее кольцо. Если вы обнаружили на нём дефекты, смените его.

20. Открепите заднюю крышку.
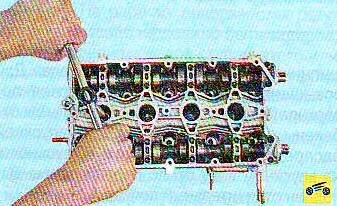
21. Зафиксируйте ГБЦ корпусами подшипников вверх. Что бы не навредить клапанам, положите под ГБЦ прокладки из дерева.
Советуем выкрутить свечи зажигания, что бы не навредить их изоляторам.
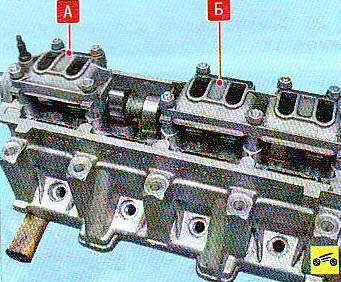
22. Вывинтите 4-е гайки переднего А и 6-ть скрепляющих гаек Б заднего корпусов подшипников распредвала. Отсоедините шайбы, а потом корпуса.

23. Достаньте шпонку распредвала, если она зафиксирована не плотно.
24. Выкрутите распредвал с головки.

25. Отсоедините сальник распредвала.

26. Достаньте толкатели клапанов и шайбы А

27. Почистите камеры сгорания. Внимательно изучите головку блока, если вы обнаружили какие-либо дефекты, смените её. Избавьтесь от выступов, забоин на головке.

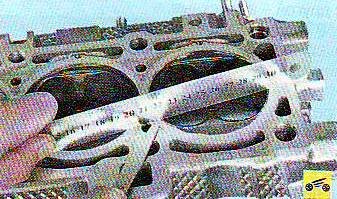
28. С помощью линейки измерьте плоскость поверхности, прилегающий к блоку цилиндров. Щупом померяйте зазор головки и линейки. Предел расстояния – 0,1, мм.
29. Что бы проверить герметичность водяного охлаждения головки блока, вставьте в неё пробку (например картон) под гнездо термостата. Если вы выкручивали датчик указателя температуры ОЖ, вкрутите его обратно.
30. С помощью пробок закройте 2-а техканала водяной рубашки.
31. Налейте керосин в каналы охлаждения мотора. Если в течении 20-ти мин. уровень керосина снизится, головку следует сменить, есть вероятность дефектов. Когда вы закончите проверять, обязательно достаньте пробки.
32. Если вы обнаружили явные дефекты на корпусах подшипников, поверхностях под шейки вала, головке блока, смените головку и корпуса.

33. Закройте пробкой вертикальный масляный канал, со стороны камеры сгорания. Прочистите масляные каналы.
34. Налейте топливо в каналы во всех опорах распредвала. Ожидайте 20-ть мин. После чего, слейте топливо, достаньте пробку, прочистите каналы грушей.
35. Что бы проверить герметичность клапанов, налейте керосин во впускные и выпускные каналы головки. Если через 3-и мин. вы наблюдаете утечку, смените клапаны.
Примечание
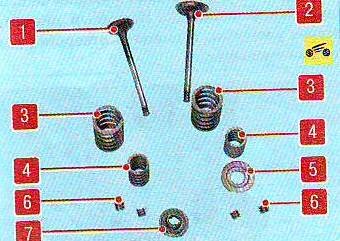
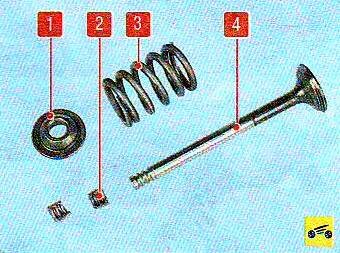
Что бы сменить клапаны, требуется из ГБЦ разобрать такие детали: наружную пружину 3, клапаны 1, 2, внутреннюю пружину 4, верхнюю 5 и нижнюю 7 тарелки, сухарь 6.

36. Зафиксируете под клапан, который снимаете подшипник А
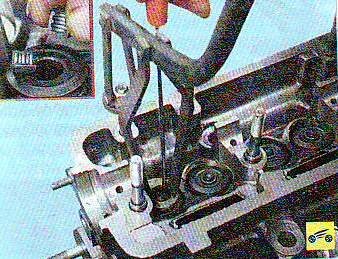
37. Зафиксируйте прибор для сжатия пружин. Сожмите пружины клапана.

38. Отсоедините верхнюю тарелку пружины. Затем достаньте внутреннюю и наружную пружину клапана. Тем же образом достаньте сухари, пружины, тарелки оставшихся клапанов.

39. Напишите маркером нумерацию цилиндров на клапанах.
40. Достаньте клапаны из блока головки.
41. С помощью специального прибора или пассатижей, достаньте маслосъемные колпачки.

42. Отсоедините нижние тарелки пружин клапанов.
43. Внимательно изучите клапаны, почистите их с помощью железной щётки.

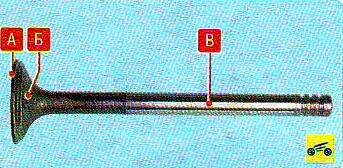
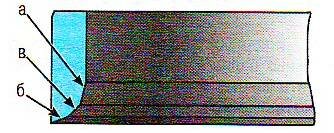
44. Если клапаны имеют ярко-выраженные дефекты в рабочей фаске А, стержне Б, коробление тарелки В, смените их.
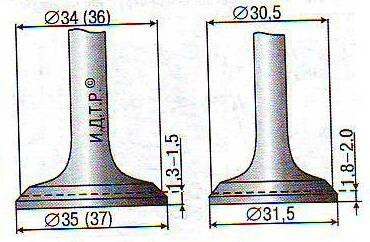
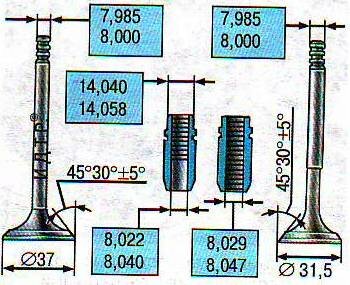
45. В технических сервисах дефекты рабочей фаски клапанов можно удалить с помощью шлифования, в таком случае нужно придерживаться размера указанного на изображение.
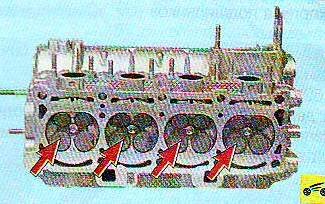
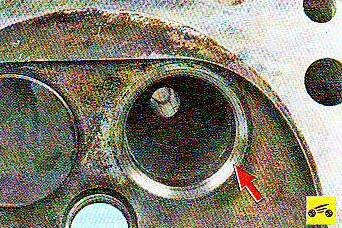
46. Контролируйте состояние седел клапанов.
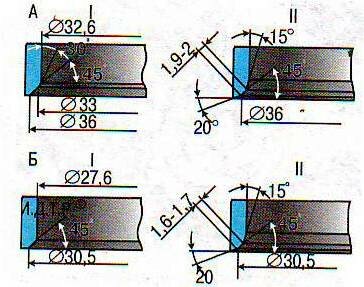
Размер седел клапанов: А – седло впуска; Б – седло выпуска; I – новое седло; II – отремонтированное седло. 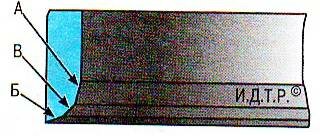
Области обработки фасок седел клапанов.
Небольшие изъяны можно исправить с помощью притирания клапанов .
47. Изъяны посерьезней, исправляют шлифованием, в этом случае следует придерживаться определённых размеров указанных на изображении выше (размер седел клапанов). Советуем вам шлифовать седла только в технических сервисах.
48. Если у вас есть опыт в сфере обработки металлов, сможете выполнить шлифование самостоятельно. Обработайте фаску А под углом 150 , фаску Б под углом 200 , фаску В под углом 450 . Затем притрите клапаны.
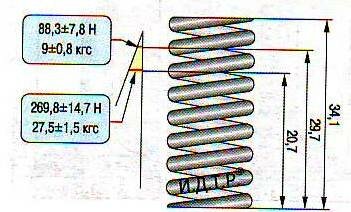
Размер проверки наружной пружины
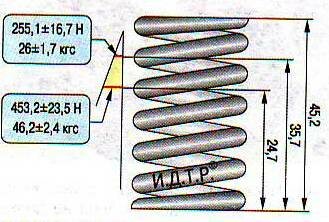
Размер проверки внутренней пружины
49. Посмотрите в каком состоянии находятся наружные и внутренние пружины клапанов.
50. Что бы узнать на сколько эластична наружная пружина, померяйте её высоту в свободном состоянии и под несколькими разными нагрузками. В случае не соответствия параметрам, смените деталь.
51. Таким же образом изучите параметры внутренней пружины.
52. Изучите толкатели клапанов . Если вы заметили дефекты, смените толкатели. Померяйте наружные диаметры толкателей. На поверхности регулировочных шайб не должны наблюдаться такие дефекты как: царапины, вмятины, повреждения. Шайбы с такими дефектами смените. Разрешаются концентричные следы.
Размер зазоров клапана и направляющей втулкой
Впускные клапаны – 0,022 – 0,055 мм
Выпускные клапаны – 0,029 – 0,062 мм
Приемлемый размер для впускных и выпускных клапанов – 0,300 мм
53. Проверьте расстояние направляющих втулок и клапанов.
Параметры клапанов и их направляющих втулок
54. Если зазор неприемлемого размера, смените клапан. Если не получается применить данный способ, смените направляющую втулку.
Примечание

В запчасти поставляют втулки со стопорными кольцами А. Наружный диаметр больше диаметра под клапан.

55. Помажьте втулку моторным маслом, зафиксируйте в оправе. Со сторон распредвала спрессуйте её до упора стопорного кольца в головку блока. С помощью режущего приспособления (развёртка) разверните отверстие во втулке до 8,022 – 8,040 мм для впуска и 8,029 – 8,047 для выпуска.

56. При фиксации старого клапана, удалите заусеницы с проточек под сухари. Затем притрите клапан к седлу.

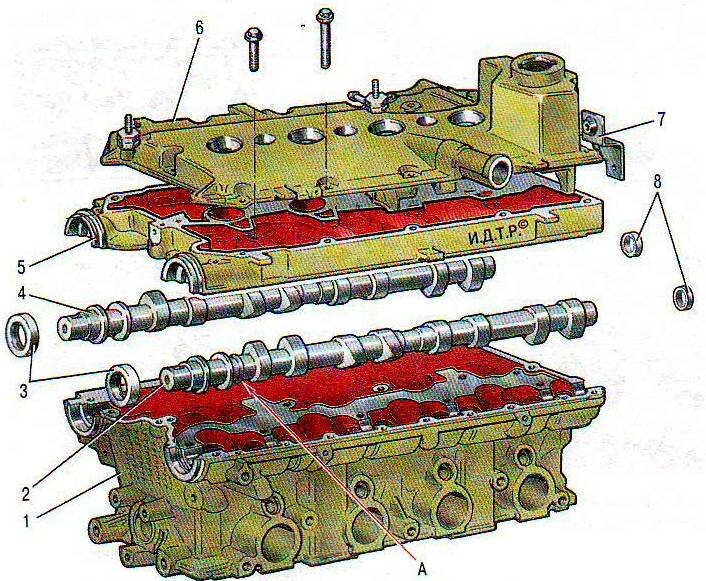
Детали ГБЦ моторов ВАЗ-21126, ВАЗ-121127: 1 – головка блока; 2. – впускной кулачковый вал; 3 – сальник; 4 – выпускной кулачковый двал; 5 – корпус подшипников кулачковых валов; 6 – крышка головки блока; 7 – скрепляющая консоль жгута проводов; 8 – заглушки; А – отличительный пояс впускного распредвала
57. Помажьте стержни моторным маслом, затем зафиксируйте клапаны в головку по указанным на них номерам.
58. Закрепите нижние тарелки клапанов.
59. Зафиксируйте маслосъемные колпачки.
60. Установите кулачковый вал и корпуса подшипников.
61. Закрепите на головку блока снятые с неё узлы и детали.
62. После фиксирования головки на мотор, обязательно проверьте зазоры в приводе клапанов.
ГБЦ моторов ВАЗ-21126, ВАЗ-21127 сделана из алюминия, общая для 4-ёх цилиндров, оснащена камерами сгорания вальмовой формы. Каналы впуска и выпуска отведены на разные стороны головки. Грубо говоря, клапаны размещены в 2-а ряда. Один ряд – впускные, второй – выпускные. В головке размещены металлокерамические седла и латунные направляющие втулки клапанов. Для приведения в движение клапанов служат впускной и выпускной кулачковые валы. Валы сделаны из чугуна и оснащены 5-ю опорными шейками, которые циркулируют в гнёздах, сделанных в ГБЦ и общем корпусе подшипников кулачкового вала.
Что бы увеличить выносливость, поверхность кулачков и шейки под сальник отбеливают. С помощью отличительного пояска (на впускном валу), легко отличить выпускной распредвал от впускного.
В связи с продольными передвижениями, валы крепятся с помощью передних буртиков. Передние концы распредвалов оснащены уплотняющими резиновыми сальниками. Задние отверстия размещены по линии валов в ГБЦ и корпусе подшипников, прикрыты заглушками.
Для ремонта ГБЦ моторов ВАЗ-21126, ВАЗ-21127 возьмите инструмент для сжимание клапанных пружин, для обжимания и прибор для запрессовывания маслосъемных колпачков, торцовые ключи «на 10», «на 8», «на 12», «на 19», «на 21», пинцет, отвёртку, шестигранник «на 10».
1. Достаньте ГБЦ.
2. Зафиксируйте ее вверх распредвалами. Что бы не навредить клапанам, положите под ГБЦ прокладки из дерева.
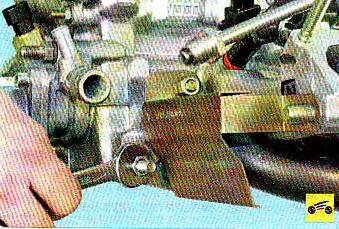
3. Открутите 3-и скрепляющих гайки левой опоры силового агрегата,

4. отсоедините опору.
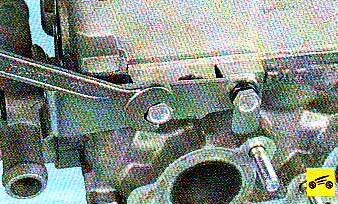
5. Вывинтите 2-а скрепляющих болта консоли и топливной трубки.

6. Открепите консоль.
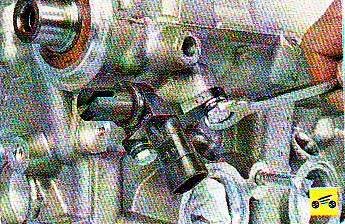
7. Открутите 2-а скрепляющих болта датчика фазы,


9. Вывинтите датчик сигнальной лампы падения давления масла из корпуса подшипников распредвалов.

10. Открутите из корпуса термостата датчик температуры ОЖ.
11. Вывинтите датчик сигнальной лампы перегрева ОЖ из заднего торца головки блока.
12. Открутите 2-е скрепляющие термостат гайки.
13. Извлеките термостат.
14. Зафиксируйте под ним уплотняющую прокладку.
Примечание
Во время каждой разборки соединения, приобретайте новую уплотняющую прокладку.
15. Вывинтите свечи зажигания, что бы предотвратить повреждение.
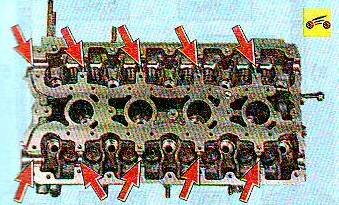
16. Открутите 20-ть болтов корпуса подшипников кулачковых валов.
17. Отсоедините корпус.
18. Достаньте распредалы из опор ГБЦ, отсоедините от их передних концов сальники.
19. Достаньте заглушки из заднего торца головки.
20. Достаньте гидротолкатели клапанов из ГБЦ.
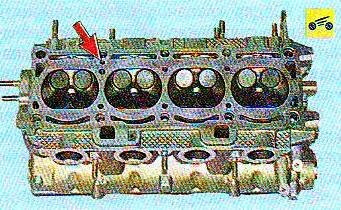
21. Внимательно изучите головку блока, прочистите камеры сгорания. Если вами обнаружены какие-либо дефекты, смените головку. Избавьтесь от заусенец на поверхности головки.
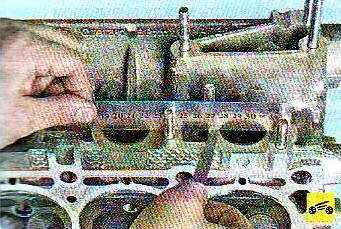
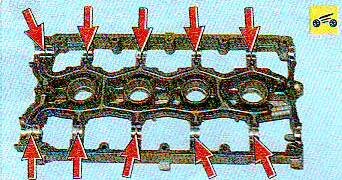
22. Осмотрите плоскость поверхности прилегающей к блоку цилиндров. С помощью линейки измерьте поверхность. Щупом померяйте зазор головки и линейки. Когда расстояние более 0,1, мм прошлифуйте поверхность или обратитесь в технический сервис.

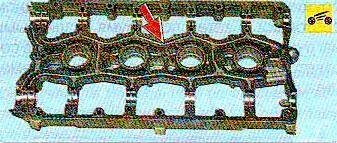
23. Тем же способом проверяйте привалочные поверхности головки под впускной патрубок,
24. а также катколлектор. Неплоскость данных поверхностей не должна быть больше 0,1 мм.
25. Что бы проверить герметичность водяной рубашки головки, вставьте в неё пробку под гнездо термостата. Если вы выкручивали датчик указателя температуры ОЖ, вкрутите его обратно.
26. Налейте керосин в каналы охлаждения мотора. Если в течении 20-ти мин. уровень керосина снизится, головку следует сменить, есть вероятность дефектов. Когда вы закончите проверять, обязательно достаньте пробки.
27. Если вы обнаружили явные дефекты на корпусах подшипников, поверхностях под шейки вала, головке блока,
28. смените головку и корпуса.
29. Закройте пробкой вертикальный масляный канал. Прочистите масляные каналы.

30. Налейте горючие в масляный канал головки,
31. в корпуса подшипников распредвалов. Подержите 20-ть мин., затем слейте топливо и достаньте пробку, хорошенько помойте каналы бензином с помощью груши.

32. Что бы испытать герметичность клапанов, вкрутите свечи, налейте керосин в камеры сгорания. Если спустя 3-и мин., жидкость не вытекла, клапаны герметичны. Если произошла утечка, смените клапаны или притрите.
Примечание
Что бы притереть или сменить клапаны отсоедините от ГБЦ такие детали: тарелку1, сухари2, пружину3, клапан4.
33. Закрепите под снимающий клапан необходимый упор.
34. Зафиксируйте прибор сжимания пружин клапанов, вкрутив в отверстие головки скрепляющий болт крышки подшипника распредвала. Зацепите прибор за болт и сожмите инструментом пружину клапана.
35. Возьмите пинцет и достаньте 2-а сухаря из верхней тарелки пружины.
Совет
Слегка ударьте молотком по тарелке пружин, если передвижение рычага приспособления растёт, а сухари остаются неподвижны.
36. Отсоедините тарелку пружины.

37. Достаньте пружину.
38. Достаньте клапан из головки блока.
39. С помощью пассатижей сожмите маслосъёмный колпачок с направляющей втулки клапана.
40. Внимательно осмотрите клапан, но для начала, почистите его с помощью железной щётки.
41. Смените клапаны с ярко-выраженными дефектами на фаске А, стержне В, короблении тарелки Б. Небольшие изъяны возможно исправить с помощью притирания клапанов .
42. Если дефекты невозможно убрать притиркой, обратитесь в технические сервисы, где вам прошлифуют фаску.
43. Контролируйте состояние седел клапанов. На фасках не должно быть дефектов. Седла меняют в технических сервисах. Мелкие повреждения устраняются с помощью притирки клапанов.
44. Серьёзные дефекты устраняют с помощью шлифовки .
45. Если вы когда-либо сталкивались с подобного рода процессами или же у вас есть опыт в сфере обработки металлов, сможете выполнить шлифование самостоятельно. Обработайте фаску А под углом 150 , фаску Б под углом 200 , фаску В под углом 450 . Затем притрите клапаны.
46. Осмотрите пружины клапанов. Пружины с дефектами, смените.
47. Что бы протестировать эластичность наружной пружины, померяйте её высоту в свободном состоянии, затем используя две разные нагрузки. В случае несоответствия пружины смените её.
Области обработок фасок седел клапанов
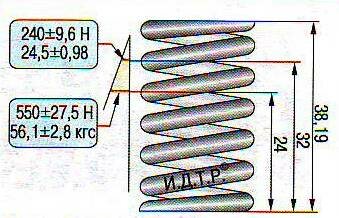
Параметры проверки пружины клапана
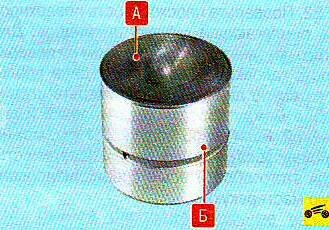
48. Изучите толкатели клапанов. Если вы заметили дефекты, смените толкатели . Померяйте наружные диаметры толкателей. На поверхности регулировочных шайб (А, Б) не должны наблюдаться такие дефекты как: царапины, вмятины, повреждения.Разрешаются концентричные следы.
49. Проконтролируйте зазор направляющих втулок и клапанов. Проверять зазоры советуем в специализированных сервисах, так как для данной процедуры требуется нутромер.
Размер зазоров клапанов и направляющей втулки
Номинальный для впускных и выпускных клапанов – 0,018 – 0,047 мм
Приемлемый размер для выпускных и впускных клапанов – 0,300 мм
50. Если зазор неприемлемого размера, смените клапан. Если не получается применить данный способ, смените направляющую втулку.
51.Дайте новой втулке остыть (посодействуйте, с помощью огнетушителя). Помажьте её моторным маслом, закрепите в оправу и запрессуйте со стороны кулачкового вала.
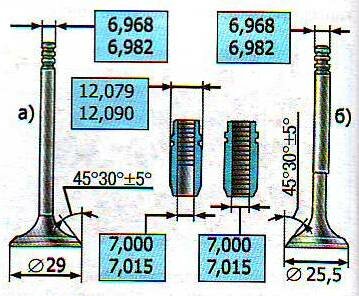
С помощью режущего приспособления (развёртка) разверните отверстие во втулке до 7,000 – 7,015 мм для впуска и выпуска.
52. При фиксации старого клапана, удалите заусеницы с проточек. Затем притрите клапан к седлу .
53. Помажьте стержни моторным маслом, затем зафиксируйте клапаны в головку блока по указанным на них номерам.
55. Зафиксируйте кулачковые валы и корпус подшипников на мотор.
56. Установите все отсоединенные узлы и детали на свои места.
Источник