Ремонт автомобилей КАМАЗ
Ремонт, обслуживание и устройство топливного насоса низкого давления КАМАЗ, руководство

Топливный насос низкого давления КАМАЗ, запчасти, детали (рис. 6.5):
1, 13 — гайки; 2 — шайба стопорная; 3 — эксцентрик; 4 — ролик толкателя; 5 — ось ролика; 6 — толкатель; 7 — винт стопорный; 8 —- топор винта; 9 — прокладка; 10 — шпилька корпуса; 11 — пружина толкателя; 12 — шайба пружинная; 14, 20, 28 — прокладки; 15 — ТННД в сборе; 16 — шток толкателя; 17 — втулка; 18, 26 — поршни; 19 — пружина поршня; 21 — пробка пружины; 22 — рукоятка с тарелкой; 23 — цилиндр; 24 — шток; 25 — штифт; 27 — кольцо уплотнительное; 29 — корпус цилиндра; 30 — болт корпуса в сборе; 31, 39 — шайбы; 32 — пружина; 33, 37 — клапаны; 34, 36 — седла клапана; 35 — корпус насоса; 38 — пружина клапана; 40 — корпус клапана
Все детали топливного насоса моют, обдувают сжатым воздухом и дефектуют. Для промывки применяют дизельное топливо.
Детали топливоподкачивающего насоса бракуют при наличии обломов или трещин на корпусе, износе отверстия в корпусе под поршень до диаметpa более 22,06 мм и боковой поверхности поршня до диаметра менее 21,88 мм, а также при увеличении диаметрального зазора пары шток толкателя — втулка более 0,01 мм. Годность пары определяют на стенде для проверки плотности путем определения времени падения давления воздуха от 0,5 до 0,4 МПа (от 5 до 4 кгс/см 2 ) в аккумуляторе объемом 30 см 3 , для чего необходимо:
— установить корпус в приспособление и заполнить аккумулятор 4 (рис. 6.10) сжатым воздухом до давления не менее 0,55 МПа (5,5 кгс/см 2 );
— герметично изолировать аккумулятор от магистрали сжатого воздуха и измерить время, в течение которого произойдет падение давления в аккумуляторе от 0,5 до 0,4 МПа (от 5 до 4 кгс/см 2 );
— сравнить полученное время с аналогичными показаниями эталонной пары, имеющей зазор в сопряжении 0,01 мм. В том случае, если контрольное время меньше эталонного, пару шток — втулка бракуют.

Схема установки для испытания пары шток — втулка КАМАЗ(рис. 6.10):
1 — корпус насоса; 2 — ограничитель перемещения штока; 3 — соединитель для подвода воздуха к корпусу насоса; 4 — воздушный аккумулятор; 5 — манометр; 6—9 — краны; 10 — масловлагоотделитель; I — в атмосферу; II — из системы; III — к насосу
Клапан топливоподкачивающего насоса бракуют при наличии вмятин на рабочей поверхности клапана, вкраплений металлических частиц, уменьшении высоты головки клапана более чем на 2 мм по сравнению с новым клапаном. Пружину клапана бракуют при растяжении или смятии витков, корпус клапана — в случае механических или коррозионных повреждений, трещин и обломов, прокладку — при старении или разрушении.
При неравномерном износе рабочей поверхности клапана необходимо произвести ремонт притиркой на доводочной плите пастой АСМ 2/1 ПОМ. В случае развальцовки основания штока поршня необходимо повторно его развальцевать.
Корпус 35 (см. рис. 6.5) топливного насоса устанавливают на приспособление и монтируют в него седло 36 клапана, клапан 37, пружину 38, после чего закручивают корпус 40 клапана с прокладкой 39. Далее в корпус насоса устанавливают седло 34 клапана, клапан 33 и пружину 32.
Установив поршень 26 со штоком 24 в сборе, надевают рукоятку 22 топливного насоса и запрессовывают штифт 25. Прокладки 31 перед установкой нагревают до малинового цвета и охлаждают. Установив прокладки, ставят ручной насос в сборе и закручивают болт 30 крепления корпуса цилиндра ручного насоса.
В корпус 35 топливного насоса устанавливают поршень 18, пружину 19 поршня и закручивают пробку 21 пружины с прокладкой 20.
Источник
Камаз насос низкого давления ремонт
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.9.
РЕМОНТ ТОПЛИВНОГО НАСОСА НИЗКОГО ДАВЛЕНИЯ (ТННД) ДВИГАТЕЛЯ КамАЗ-740
Общая трудоемкость — 40,0 чел. мин.
Исполнитель — слесарь по ремонту топливной аппаратуры 3-го разряда
ОБОРУДОВАНИЕ, ПРИБОРЫ, ИНСТРУМЕНТ
Стенд для контроля топливоподкачивающих насосов мод. 398; приспособление для разборки-сборки топливоподкачивающих насосов; ванна для мойки деталей ОМ-1316; пистолет воздушный С-417; ключ гаечный открытый 22,32 мм ГОСТ 2839-80; пинцет ГОСТ 21241-77; молоток слесарный стальной ГОСТ 2310-77.
РАЗБОРКА ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость —11,0 чел. мин.
1. Установить топливный насос на приспособление. (Приспособление).
2. Отвернуть пробку 21 (рис. 1) пружины, снять прокладку 20, вынуть пружину 19 и поршень 18 топливного насоса. (Ключ гаечный 32 мм, пинцет).
3. Отвернуть болт 30 крепления корпуса 23 цилиндра, снять прокладки 31 и насос ручной в сборе.
Цилиндр, поршень, шток и рукоятка представляют собой неразборную конструкцию и раскомплектованию не подлежат. (Ключ гаечный 22 мм). ;
4. Выбить штифт 25, снять рукоятку 22 ручного насоса, вынуть поршень 26 со штоком 24 в сборе. Операция выполняется при нарушении подвижности поршня ручного насоса. (Молоток).
5. Вынуть пружину 32 и клапан 33 и седло клапана 34. (Пинцет).
6. Вывернуть корпус 40 клапана с прокладкой 39, вынуть пружину 38, и клапан 37 и седло клапана 36. (Пинцет).
МОЙКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 4,0 чел. мин.
7. Промыть все детали топливного насоса и обдуть их сжатым воздухом и продефектовать. Применять дизельное топливо ДЛ ГОСТ 4749-73. (Ванна, пистолет для обдува деталей сжатым воздухом мод. 199).
ДЕФЕКТОВКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
8. Продефектовать детали топливного насоса низкого давления в соответствии с картой дефектовки № 2.10. и заменить отбракованные детали новыми.
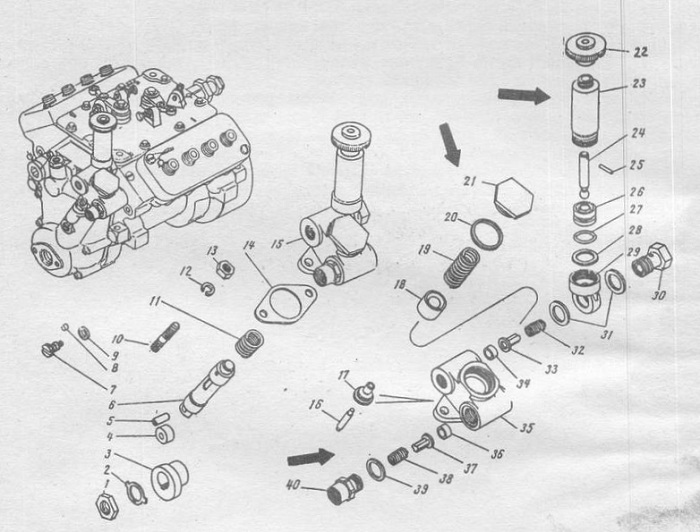
Рис. 1. Топливный насос низкого давления (ТННД):
1 — гайка; 2 — шайба стопорная; 3 — эксцентрик; 4 — ролик толкателя; 5 — ось ролика; 6 — толкатель; 7 — винт стопорный; 8 — стопор винта; 9 — прокладка; 10 — шпилька корпуса; 11 — пружина толкателя; 12 — шайба пружинная; 13 — гайка; 14 — прокладка; 15—ТННД в сборе; 16
— шток; 17 — втулка; 18 — поршень; 19 — пружина поршня; 20 — прокладка; 21 — пробка пружины; 22 — рукоятка с тарелкой; 23 — цилиндр; 24 — шток; 25 — штифт; 26 — поршень; 27 — кольцо уплотнительное; 28 — прокладка; 29 — корпус цилиндра; 30 — болт корпуса в сборе; 31
— прокладка; 32 — пружина; 33 — клапан; 34 — седло клапана; 35 — корпус насоса; 36 — седло клапана; 37 — клапан; 38 — пружина клапана; 39 — прокладка; 40 — корпус клапана
СБОРКА ТОПЛИВНОГО НАСОСА ДВИГАТЕЛЯ КамАЗ-740
Трудоемкость — 21,0 чел. мин.
9. Установить корпус 35 топливного насоса в приспособление. (Приспособление).
10. Установить в корпус 35 топливного насоса седло клапана 36, клапан 37, пружину 38 и завернуть корпус 40 клапана с прокладкой 39.
11. Установить в корпус топливного насоса седло клапана 34, клапан 33, пружину 32.
12. Установить поршень 26 со штоком 24 в сборе, надеть рукоятку 22 топливного насоса, запрессовать штифт 25. (Молоток).
13. Установить прокладки 31, насос ручной в сборе и завернуть болт 30 крепления корпуса i цилиндра ручного насоса. Перед установкой прокладки 31 необходимо нагреть до малинового
цвета и охладить. (Ключ гаечный 22 мм).
14. Установить в корпус 35 топливного насоса поршень 18, пружину 19 поршня и завернуть пробку 21 пружины с прокладкой 20. (Ключ гаечный 32 мм).
15. Снять топливный насос с приспособления, установить его на стенд для проверки и проверить ш подачу насоса. Стенд должен быть изготовлен по схеме:
К топливный бак.— фильтр грубой очистки топлива — вакуумметр — топливный насос — I манометр — мерный резервуар.
Проверку производить на дизельном топливе ДЛ ГОСТ 4749-73 при температуре 25—30°С, в отсутствии воздуха в системе. Насос должен засасывать топливо из бака, установленного на 1 м ниже насоса. Подача его при 1300±10 об/мин кулачкового вала, при разрежении у входного штецера 170 мм рт. ст. и противодавлении 0,06-0,08 МПа (0,6-0,8 кгс/см2) должна быть не менее 2,5 л/мин. При полностью перекрытом входном кране и 1300±10 об/мин кулачкового вала насос должен создавать давление не менее 0,4 МПа (4 кгс/см*) при полностью перекрытом входном кране и указанной частоте вращения кулачкового вала разряжение, создаваемое насосом должно быть не менее 0,052 МПа (0,52 кгс/см1). (Стенд, приспособление).
16. Если узел шток-втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистите от остатков клея. Новую втулку штока установите в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения, клеем очищенные контактирующие поверхности корпуса насоса и втулки предварительно обезжирить. После затяжки втулки штока с моментом 1 кгс. м проверьте легкость перемещения штока в ней. При необходимости уменьшите момент затяжки. [Емкость для клея, лопатка деревянная, рукоятка динамометрическая, головка сменная 22 мм).
ТЕХНОЛОГИЧЕСКАЯ КАРТА № 2.10.
ДЕФЕКТОВКА ДЕТАЛЕЙ ТОПЛИВНОГО НАСОСА НИЗКОГО ДАВЛЕНИЯ (ТННД)
Общая трудоемкость — 4,0 чел. мин Исполнитель — слесарь по ремонту топливной аппаратуры 4-го разряда
Источник
Камаз насос низкого давления ремонт
Топливный насос низкого давления установлен на топливном насосе высокого давления (на задней крышке регулятора частоты вращения) и предназначен для подачи топлива от бака через фильтры грубой и тонкой очистки к насосу высокого давления

Топливный насос низкого давления приводится в действие эксцентриком кулачкового вала ТНВД через толкатель и его шток 13; состоит из корпуса 1, поршня 12 с проушиной 10, удерживаемой пробкой 11, штока 13, толкателя с втулкой, всасывающего 8 и нагнетательного 3 клапанов с пружинами (рис.1.).
На корпусе насоса низкого давления закреплен полым болтом ручной топливопрокачивающий насос поршневого типа.поэтому полость под его поршнем сообщается с надпоршневой полостью топливного насоса низкого давления.

Топливопрокачивающий насос состоит из алюминиевого цилиндра и пластмассового поршня с резиновым уплотнительным кольцом и предназначен для заполнения топливом фильтров, топливопроводов и удаления из топливной системы воздуха перед пуском двигателя.
При перемещении поршня 8 (рис. 2) вверх с помощью рукоятки под ним создается разрежение, открывается всасывающий клапан 6 и топливо поступает в полость Б топливного насоса низкого давления.
При обратном движении поршень 8 давит на топливо, всасывающий клапан закрывается, а нагнетательный клапан 10 открывается и топливо подается к фильтру тонкой очистки.
После прокачивания системы поршень 8 опускают вниз и фиксируют его рукоятку в нижнем положении поворотом, при этом поршень плотно прижимается к прокладке.
Для сохранения винтовой канавки на штоке, работающей в контакте со стальным штифтом, поворот пластмассовой рукоятки следует производить с нажимом на нее.
Поршень 5 топливного насоса низкого давления совершает два хода: подготовительный и рабочий.
Подготовительный ход происходит при движении поршня вверх: под действием вращающегося эксцентрика 1 толкателем 2 и штоком 4 поршень 5 оттесняется вверх, сжимая пружину 9.
В этом положении поршня 5 во всасывающей полости Б создается давление, а в нагнетательной полости А — разрежение и топливо по каналу В вытесняется поршнем 5 в полость А. При этом часть топлива, равная объему, занимаемому штоком в полости А, поступает к фильтру тонкой очистки.
Рабочий ход происходит при движении вниз: выступающая часть эксцентрика отходит от толкателя, и поршень под действием сжатой пружины 9 движется вниз и вытесняет топливо из полости А в фильтр тонкой очистки.
Одновременно с этим в полости Б создается разрежение, и она через открывшийся всасывающий клапан 6 заполняется новой порцией топлива.
Топливный насос низкого давления подает топлива больше, чем необходимо для работы двигателя. Поэтому, если ход поршня насоса будет все время постоянным, давление в топливопроводе быстро возрастает.
При уменьшении расхода топлива давление в полости А повышается и сжатая пружина не может преодолевать противодавление топлива.
Вследствие этого ход поршня уменьшается и поршень зависает, теряет контакт с толкателем, соответственно снижается подача топлива насосом. По мере увеличения расхода топлива двигателем давление в полости А уменьшается, ход поршня увеличивается и подача топлива насосом возрастает.
Источник
Камаз насос низкого давления ремонт
Для снятия ТНВД:
- отсоедините тросики ручного управления рычагом останова двигателя КаМАЗ и рычагом управления регулятором, тягу управления подачей топлива, трубопроводы подвода топлива к насосу, отводящий, дренажный трубопроводы и трубопровод от фильтра тонкой очистки топлива, трубку для подвода масла к насосу, маслоотводящую трубку;
- выверните стяжной болт переднего фланца ведущей полумуфты, два болта ведомой полумуфты (для выворачивания болтов переведите их в удобное положение, провернув коленчатый вал ломиком за отверстия на маховике через люк картера сцепления);
- отсоедините трубопроводы, подводящие топливо к штифтовым свечам, трубопроводы высокого давления (снимите их), трубку подвода воздуха к клапану вспомогательной тормозной системы;
- выверните четыре болта крепления топливного насоса;
- снимите топливный насос высокого давления.
Для установки ТНВД:
- проверните коленчатый вал до положения, соответствующего началу впрыскивания топлива в первом цилиндре (фиксатор находится в зацеплении с маховиком); при этом риска на заднем фланце 4 (см. рис. 65) ведущей полумуфты привода должна находиться вверху;
- установите насос на двигатель, совместив при этом метки III и II на корпусе насоса и муфте опережения впрыскивания топлива соответственно;
- затяните болты крепления насоса, как показано на рис. 100;
- не нарушая взаимного расположения меток, затяните верхний болт ведомой полумуфты привода, переставьте фиксатор в мелкий паз, проверните коленчатый вал на один оборот и затяните второй болт ведомой полумуфты. Затяните стяжной болт переднего фланца полумуфты;
- установите крышку люка картера сцепления;
- подсоедините трубопроводы высокого давления, маслоподкачивающую и маслоотводящую трубки, трубку подвода воздуха к клапану вспомогательной тормозной системы, трубопроводы низкого давления, тягу управления подачей топлива, тросики ручного управления рычагом останова и рычагом управления регулятором.
После установки топливного насоса высокого давления пустите двигатель КамАЗ и болтом 5 (см. рис. 45) отрегулируйте минимальную частоту вращения холостого хода, которая не должна превышать 600 мин-1.
Ремонт ТНВД:
- корпус насоса, имеющий трещины и срывы основных резьб, замените;
- к дефектам втулки плунжера отнесите скалывание и выкрашивание металла у отверстий, задиры, царапины, износ рабочей поверхности, увеличение диаметра впускного и отсечного окон, трещины и ослабление в местах посадки (скалывание, выкрашивание металла и трещины являются неисправимыми дефектами). Износ рабочей поверхности втулки плунжера измерьте с точностью до 0,001 мм, овальность, конусность и увеличение отверстия втулки — микрометрическим или индикаторным прибором для измерения внутренних поверхностей с ценой деления до 0,001 мм и конусными калибрами;
- к дефектам плунжера отнесите выкрашивание металла на кромках винтового паза, износ кромок паза, задиры и царапины на рабочей поверхности, износ рабочей поверхности и трещины. Искажение геометрии плунжера, выявите миниметром с точностью до 0,001 мм при установке его стрелки на нуль по исходному образцу или калибром в виде конусной втулки;
- величину зазора в плунжерной паре проверьте на спрессованном стенде с падающим грузом. Перед испытанием детали пары тщательно промойте в профильтрованном дизельном топливе. Плунжерную пару установите в гнездо стенда, плунжер — в положение максимальной подачи. Надплунжерное пространство заполните профильтрованным дизельным топливом. Установите на торец втулки уплотнительную пластину, зажав ее винтом, затем отпустите защелку груза. Под действием его через зазор в паре постепенно начнет выдавливаться топливо — чем больше зазор, тем быстрее. Величина нагрузки на плунжер должна соответствовать величине давления топлива 19,1. 20,1 МПа (195. 205 кгс/см2). Полное поднятие плунжера до момента отсечки под действием нагрузки, сопровождаемое выжиманием топлива через зазор между втулкой и плунжером, должно происходить не менее чем за 20 с.
Рис. 100. Порядок затяжки болтов (1. 4) кpeпления топливного насоса высокого давления
Установите плунжерную пару с временем поднятия плунжера до отсечки более 40 с, смоченную профильтрованным дизельным топливом, в вертикальное положение на торец втулки, предварительно подложив лист чистой бумаги. После пятиминутной выдержки при поднятии пары за хвостовик плунжера втулка должна опускаться с плунжера, под действием собственной массы;
- толкатель плунжера установлен в отверстие корпуса насоса с номинальным зазором 0,025. 0,077 мм. Предельно допустимый зазор при эксплуатации 0,2 мм. Измерьте наружный диаметр толкателя плунжера, микрометром или скобой 30,91;
- в сборочной единице ролик толкателя — втулка ролика — ось ролика основным дефектом является износ сопрягаемых поверхностей. Номинальный суммарный зазор 0,029. 0,095 мм, предельно допустимый 0,3 мм (замерьте индикаторной головкой). Если износ превышает указанный предел, толкатель разберите и отремонтируйте; при этом замеры производите раздельно. Предельно допустимый зазор в соединении ось ролика — втулка ролика при износе поверхностей 0,12 мм, в соединении втулка ролика — ролик толкателя — 0,18 мм. Наружные поверхности деталей замерьте микрометром, внутренние — нутромером с индикатором.
При повторной сборке толкателя сохраните величину исходного натяга в соединении ось ролика толкателя — толкатель плунжера по отверстию, в которое запрессовывается ось ролика и который составляет 0,005. 0,031 мм. Величину исходного натяга обеспечьте подбором оси ролика по отверстию в корпусе толкателя из разных комплектов. Предельно допустимый наружный диаметр ролика толкателя 19,9 мм при номинальном 19,955. 20,000 мм;
- на поверхности кулачкового вала не допускаются выкрашивание металла, задиры, срывы резьб, следы коррозии. Предельно допустимая высота профиля кулачка не менее 41,7 мм при номинальной 41,95. 42,05 мм. Замеры произведите скобой 41,7;
- диаметр шейки под внутренние кольца подшипников должен быть не менее 20,0 мм при номинальном 20,002. 20,017 мм, натяг по уплотняющей кромке манжеты — не менее 0,5 мм;
- на поверхности нагнетательного клапана не допускаются трещины, вмятины, следы коррозии. Износ клапана проявляется в потере герметичности по уплотняющему конусу, в заедании клапана в седле. Для обнаружения дефектов используйте лупу десятикратного увеличения. При потере герметичности совместно притрите седло и клапан по конусу пастой 3 m ГОСТ 3647—71, при заедании клапана в седле детали промойте бензином или дизельным топливом. Если заедание не устраняется, пару замените;
- предельно допустимый зазор в сопряжении палец рычага реек — паз рейки 0,18 мм при номинальном 0,025. 0,077 мм, предельно допустимый зазор в сопряжении ось поводка поворотной втулки 10 (см. рис. 39) — паз рейки топливного насоса — 0,3 мм при номинальном 0,117. 0,183 мм. Для замера пазов применяйте нутромер.
При ремонте регулятора частоты вращения:
- замените верхнюю и заднюю крышки регулятора, если имеются трещины на них. При засорении сетчатого масляного фильтра в задней крышке регулятора продуйте его сжатым воздухом. Если фильтр имеет дефекты, замените его. Эксплуатационный расход масла через фильтр должен быть не менее 1,6 1/ч при давлении 98,1. 294 кПa (1. 3 кгс/см2);
- для определения пригодности к дальнейшей эксплуатации державку грузов регулятора в сборе с грузами осмотрите и измерьте без разборки, так как при выпрессовке детали могут быть повреждены и нарушится спаренность грузов, которые подобраны: с разницей статического момента не более 196 кПa (2 кгс/см2). Частичную или полную разборку сборочной единицы производите только при износе, превышающем допустимый, или разрушении деталей.
Зазор между рычагом 20 (см. рис. 40) пружины регулятора и осью рычага, запрессованных в корпусе насоса, не должен превышать 0,3 мм. Увеличение длины пружины 26 регулятора допускается в процессе эксплуатации до 59,5 мм при номинальной 57. 58 мм.
Ремонт ТННД
При ремонте ТННД и ручного топливоподкачиваюгцего насоса:
- топливный насос низкого давления и ручной насос замените при наличии трещин на корпусе, изломов, механических повреждений, коррозии, ведущей к потере подвижности сопрягаемых деталей;
- при разборке и сборке насосов помните, что поршень и корпус насоса низкого давления, поршень и цилиндр ручного насоса представляют собой точно подобранные пары и раскомплектованию не подлежат. Разборке и ремонту насосы подвергаются только в том случае, если они не обеспечивают требуемых характеристик;
- особое внимание обратите на состояние сборочной единицы шток — втулка насоса низкого давления, так как от величины износа в сопряжении зависит количество перетекаемого топлива в полость кулачкового вала. Зазор в указанном сопряжении не должен превышать 0,012 мм. Величину зазора проверьте, не извлекая втулки из корпуса насоса, определением времени падения давления воздуха от 490. 392 кПa (5. 4 кгс/см2) в аккумуляторе объемом 30 см3. Схема установки для замера плотности прецизионной сборочной единицы показана на рис. 93.
Рис. 101. Схема установки для испытаний пары штоквтулка: 1 — аккумулятор воздушный; 2 — манометр; 3, 4, 5, 6 — краны; 7 — масловлагоотделитель; 8 — корпус насоса: 9 — ограничитель перемещения штока; 10 — соединитель для подвода воздуха к корпусу насоса; I — в атмосферу; II — из системы; III — к насосу
Установите корпус 8 насоса в приспособление, заполните аккумулятор сжатым воздухом до давления не менее 539 кПa (5,5 кгс/см2), герметично отключите его от магистрали сжатого воздуха и замерьте время, в течение которого произойдет падение в аккумуляторе 490. 392 кПa (5. 4 кгс/см2). Полученное время сравните с аналогичными показаниями плотности эталонной прецизионной пары, имеющей зазор в сопряжении 0,012 мм. Пару замените или отремонтируйте, если плотность у нее меньше эталонной.
Проверку плотности пары можно произвести более простым способом: через зазор между штоком и втулкой пропустите профильтрованное дизельное топливо. Объем топлива, просочившегося через зазор, не должен превышать 1 см3 в течение 20 мин.
Если сборочная единица шток — втулка заменяется, поверхность резьбы и торец в корпусе насоса низкого давления очистите от остатков клея. Новую втулку штока установите в корпус насоса на клее, составленном на основе эпоксидной смолы. Для обеспечения прочности и герметичности соединения очищенные контактирующие поверхности корпуса насоса и втулки предварительно обезжирьте бензином Б-70. После затяжки втулки штока с моментом 9,81 Н.м (1 кгс.м) проверьте легкость перемещения штока в ней. При необходимости уменьшите момент затяжки.
Во время испытания проверьте подачу насоса. Установку для проверки изготовьте по схеме: топливный бак — фильтр грубой очистки топлива — вакуумметр — топливоподкачивающий насос — манометр — мерный резервуар. Элементы схемы соедините прозрачными трубопроводами с внутренним диаметром не менее 8 мм.
Для создания разрежения на входе в насос и противодавления на выходе установите краны. Проверку производите на летнем дизельном топливе при температуре его 25. 30оС, в отсутствии воздуха в системе убедитесь по чистоте струи топлива в прозрачных трубопроводах. Насос должен засасывать топливо из бака, установленного на 1 m ниже насоса. Подача насоса при частоте вращения кулачкового вала 1290. 1310 мин-1, разрежении у входного штуцера 22,6 1кПа (170 мм рт. ст.) и противодавлении 58,8. 78,5 кПa (0,6. 0,8 кгс/см2) должна быть не менее 2,5 л/мин. При полностью перекрытом выходном кране и частоте вращения кулачкового вала 1290. 1310 мин-1 насос должен создавать давление не менее 392 кПa (4 кгс/см2). При полностью перекрытом входном кране и указанной частоте вращения кулачкового вала минимальное разрежение, создаваемое насосом, должно быть 50,6 кПa (380 мм рт. ст.);
- ручной топливоподкачивающий насос проверьте на стенде, имеющем схему: топливный бак — фильтр грубой очистки — топливный насос. Насос должен подавать топливо из бака, установленного ниже ручного насоса на 1 м. Проверьте насос на герметичность, подводя воздух под поршень при давлении 196. 294 кПa (2. 3 кгс/см2) в течение 5. 6 с с предварительным смачиванием полости дизельным топливом.
Для снятия автоматической муфты опережения впрыскивания топлива используйте приспособление И801.16.000. Сначала отверните гайку 2 (рис. 102) крепления муфты. Для этого вставьте отвертку 4 в паз гайки и, удерживая муфту 1 от вращения, ключом 3 отверните гайку. Затем, вворачивая в муфту съемник 2 (рис. 103), снимите муфту.
Рис. 102. Отворачивание гайки крепления муфты опережения впрыскивания топлива: 1 — муфта; 2 — гайка; 3 — ключ; 4 — отвертка
Рис. 103. Снятие муфты приспособлением И801.16.000: 1 — ключ; 2 — съемник
Для разборки муфты:
- выверните винты из корпуса и слейте масло;
- зажмите в настольные тиски подставку 6 (рис. 104) приспособления И801.16.000 и установите на нее муфту, вверните в подставку шпильку 5, установите шайбу 3 и затяните гайкой 2:
- ключом 1 отверните корпус 5 (см. рис. 43);
- снимите ведущую полумуфту 1 с проставками 12, грузы 11, пружины 8;
- выпрессуйте манжеты 4 и 2.
Рис. 104. Разборка муфты: 1 — ключ; 2 — гайка; 3 — шайба; 4 — муфта; 5 — шпилька; 6 — подставка
Учитывая, что грузы подобраны по статическому моменту, сохраните их спаренность для последующей установки.
Для сборки муфты:
- запрессуйте манжету 4 в отверстие ведущей полумуфты;
- установите ведущую полумуфту оправкой на ступицу ведомой;
- установите в стаканы 7 регулировочные прокладки 6 и пружины 8, стаканы с пружинами — в направляющие отверстия грузов, в которых они должны перемещаться свободно без заеданий. В произвольном положении деталей муфты зазор между профильной поверхностью и проставкой должен быть не более 0,15 мм. При сведенных до упора поворотом ведущей полумуфты грузах, один из зазоров должен быть не более 0,1 мм, другой — равен нулю. Отрегулируйте зазоры подбором проставок;
- запрессуйте в корпус муфты заподлицо с внутренней торцовой поверхностью манжету 2;
- установите в выточку ведомой полумуфты резиновое уплотнительное кольцо 14;
- наверните на ведомую полумуфту корпус. Перед установкой корпуса обеспечьте равные зазоры между корпусом и стаканами пружин при сведенных до упора грузах. Разность зазоров должна быть не более 0,2 мм.
После сборки залейте в муфту моторное масло, применяемое для двигателя. Для разборки форсунки используйте приспособление И801.20.000. Зажмите станину 2 (рис. 105) приспособления в тисках, установите форсунку в паз станины распылителем вверх. Вворачивая болт 4, отожмите распылитель форсунки упором 1, после этого рожковым ключом отверните гайку распылителя. Вывернув болт 4, извлеките форсунку из приспособления и разберите на части.
Рис. 105. Разборка форсунки в приспособлении И801.20.000: 1 — упор; 2 — станина; 3 — форсунка; 4 — болт
Помните, что корпус и игла распылителя подобраны парой и раскомплектованию не подлежат. Предельно допустимый зазор между корпусом и иглой распылителя 0,006 мм. Увеличение хода иглы распылителя не допускайте более 0,4 мм, диаметр сопловых отверстий распылителя не должен превышать 0,38 мм.
Неудовлетворительная работа форсунок вызывается уменьшением давления начала впрыскивания топлива, что объясняется износом сопряженных с пружиной деталей и усадкой пружины, поэтому высоту проставки форсунки при номинальном размере 8,9. 9,0 мм не допускайте менее 8,89 мм. При обнаружении на проставке рисок и следов коррозии (используйте лупу с десятикратным увеличением) деталь замените.
К дефектам форсунки относятся поломка пружины, засорение и износ сопловых отверстий, заедание иглы и износ ее уплотнительной части (вызывает подтекание и плохое распыливание топлива).
При необходимости прочистите сопловые отверстия распылителя стальной проволокой диаметром 0,25 мм.
Нагар с наружной поверхности распылителя удалите деревянным брусиком, пропитанным моторным маслом, или латунной щеткой. Не применяйте острые твердые предметы или наждачную бумагу.
Перед сборкой корпус распылителя и иглу промойте бензином и смажьте профильтрованным дизельным топливом, после чего игла, выдвинутая из корпуса на одну треть длины направляющей поверхности, при наклоне распылителя под углом 45 о должна плавно (без заеданий) опуститься до упора под действием собственной массы.
При сборке форсунки гайку распылителя затягивайте, отжав распылитель в приспособлении И801.20.000.
Размеры деталей и допустимый износ, мм
| Насос топливный высокого давления | Номинальный | Допустимый |
| Диаметр отверстия под толкатель плунжера в корпусе насоса | 31,000. 31,027 | 31,11 |
| Диаметр толкателя плунжера | 30,950. 30,975 | 30,91 |
| Зазор между корпусом насоса и толкателем плунжера | 0,025. 0077 | 0,2 |
| Внутренний диаметр втулки ролика | 9,013. 9,033 | 9,05 |
| Диаметр оси ролика | 8,990. 9000 | 8,93 |
| Зазор между осью ролика и втулкой | 0,013. 0,043 | 0,12 |
| Диаметр отверстия ролика толкателя | 14,000. 14,019 | 14,08 |
| Наружный диаметр втулки ролика | 13,967. 13,984 | 13,9 |
| Зазор между втулкой ролика и роликом | 0,016. 0,052 | 0,18 |
| Внутренний диаметр подшипника | 19,991. 20,001 | |
| Диаметр шейки кулачкового вала | 20,002. 20,017 | 20 |
| Зазор между кулачковым валом и подшипником | 0,000. 0,001 | 0,003 |
| Внутренний диаметр втулки рычага реек | 7,00. 7,03 | 7,1 |
| Диаметр оси рычага реек | 6,945. 6,985 | 6,9 |
| Зазор между осью и втулкой | 0,015. 0,085 | 0,2 |
| Ширина паза рейки | 5,025. 5,065 | 5,1 |
| Диаметр пальца рычага реек | 4,988. 5,000 | 4,92 |
| Зазор между пальцем и стенками паза | 0,025. 0,077 | 0,18 |
| Ширина паза рейки (паз для оси поводка поворотной втулки) | 4,100. 4,148 | 4,2 |
| Диаметр оси поводка поворотной втулки | 3,965. 3,983 | 3,9 |
| Зазор между осью и стенками паза | 0,117. 0,183 | 0,3 |
| Регулятор частоты вращения | ||
| Внутренний диаметр втулки груза | 7,035. 7,065 | 7,1 |
| Диаметр оси груза регулятора | 6,99. 7,00 | 6,9 |
| Зазор между осью груза и втулкой | 0,035. 0,075 | 0,2 |
| Внутренний диаметр ролика груза | 7,023. 7,050 | 7,2 |
| Диаметр оси ролика | 6,99. 7,00 | 6,9 |
| Зазор между осью и роликом | 0,023. 0,060 | 0,3 |
| Внутренний диаметр втулки рычага управления | 12,000. 12,035 | 12,25 |
| Диаметр вала рычага управления | 11,93. 11,98 | 11,85 |
| Зазор между валом и втулкой | 0,02. 0,105 | 0,4 |
| Диаметр отверстия упорной пяты | 8,023. 8,050 | 8,1 |
| Диаметр оси пяты | 7,99. 8,00 | 7,9 |
| Зазор между осью и отверстием | 0,023. 0,060 | 0,2 |
| Диаметр отверстия в рычаге пружины регулятора | 10,013. 10,033 | 10,15 |
| Диаметр оси рычага пружины | 9,915. 9,965 | 9,85 |
| Зазор между осью и отверстием рычага | 0,048. 0,118 | 0,3 |
| Диаметр отверстия державки грузов | 15,000. 15,035 | 15,2 |
| Диаметр сферы втулки муфты грузов | 14,60. 14,53 | 14,4 |
| Зазор между сферой и отверстием | 0,40. 0,50 | 0,8 |
| Диаметр отверстия рычага муфты грузов | 10,035. 10,085 | 10,1 |
| Наружный диаметр втулки рычага регулятора | 10,010. 10,025 | 9,9 |
| Зазор между втулкой и отверстием в рычаге | 0,010. 0,075 | 0,2 |
| Внутренний диаметр втулки рычага регулятора | 7,00. 7,023 | 7,1 |
| Диаметр оси рычагов | 6,940. 6,965 | 6,9 |
| Зазор между втулкой и осью рычагов | 0,035. 0,090 | 0,2 |
| Ширина паза правой рейки | 5,100. 5,148 | 5,2 |
| Диаметр штифта рычага муфты грузов | 4,992. 5,000 | 4,95 |
| Зазор между штифтом и стенками паза | 0,100. 0,156 | 0,25 |
| Внутренний диаметр втулки штока толкателя | 6,000. 6,025 | |
| Диаметр штока | 5,997. 6,020 | |
| Зазор между штоком и втулкой | 0,0027. 0,0045 | 0,012 |
| Диаметр отверстия корпуса насоса | 22,000. 22,023 | 22,1 |
| Диаметр поршня насоса | 22,006. 21,982 | 21,92 |
| Зазор между поршнем и отверстием корпуса | 0,006. 0,030 | 0,18 |
| Диаметр отверстия под толкатель в крышке регулятора | 19,000. 19,023 | 19,09 |
| Диаметр толкателя | 18,915. 18,975 | 18,89 |
| Зазор между толкателем и крышкой | 0,025. 0,108 | 0,2 |
| Диаметр отверстия толкателя | 7,000. 7,016 | 7,05 |
| Диаметр оси ролика | 6,973. 6,987 | 6,9 |
| Зазор между осью и толкателем | 0,013. 0,043 | 0,15 |
| Внутренний диаметр ролика толкателя | 7,023. 7,050 | 7,12 |
| Диаметр оси ролика | 6,973. 6,987 | 6,84 |
| Зазор между осью и роликом | 0,036. 0,077 | 0,28 |
| Муфта автоматическая опережения впрыскивания топлива | ||
| Диаметр отверстия в грузе муфты | 20,04. 20,08 | 20,15 |
| Диаметр оси груза | 19,986. 20,000 | 19,91 |
| Зазор между осью и грузом | 0,040. 0,094 | 0,24 |
| Диаметр отверстия проставки | 18,001. 18,070 | 18,1 |
| Диаметр пальца ведущей полумуфты | 17,93. 17,98 | 17,9 |
| Зазор между пальцем и отверстием в проставке | 0,02. 0,14 | 0,2 |
Моменты затяжки резьбовых соединений, Н.м (кгс.м)
| Штуцер форсунки | 78,5. 98,1 (8. 10) |
| Гайка распылителя форсунки | 68,7. 78,5 (7. 8) |
| Гайка скоб крепления форсунки | 31,4. 39,2 (3,2. 4) |
| Гайка крепления муфты опережения впрыскивания топлива | 98,1. 117,7 (10. 12) |
| Корпус муфты опережения впрыскивания | 245,3. 274,7 (25. 28) |
| Винты маслозаливных отверстий на корпусе муфты опережения впрыскивания | 7,8. 9,8 (0,8. 1) |
| Гайка крепления топливопроводов высокого давления | 14,7. 24,5 (1,5. 2,5) |
| Болты крепления топливопроводов низкого давления к форсункам | 19,6. 29,4 (2. 3) |
| Болты крепления топливопроводов низкого давления к электромагнитному клапану | 16,7. 22,6 (1,7. 2,3) |
| Штуцер секции топливного насоса высокого давления | 98,1. 117,7 (10. 12) |
| Гайки крепления фланца секции топливного насоса высокого давления | 24,5. 29,4 (2,5. 3) |
| Гайки крепления эксцентрика привода топливоподкачивающего насоса низкого давления | 44,1. 54 (4,5. 5,5) |
Ремонт топливных баков
При ремонте топливных баков:
- для обнаружения дефектов (трещины, пробоины и вмятины на стенках, трещины в местах крепления горловины и корпуса сливной пробки, коррозия внутренних поверхностей) промойте бак горячим водным 5%-ным раствором каустической соды, затем — проточной водой для удаления грязи и паров топлива;
- проверьте герметичность бака сжатым воздухом при давлении до 24,5 кПа (0,25 кгс/см2), для чего закройте все отверстия заглушками, а к корпусу сливного крана подсоедините шланг воздухопровода, погрузите бак в воду и по пузырькам выходящего воздуха определите места течи;
- пробоины и трещины устраните приваркой или приклеиванием заплат.
Перед наложением заплат концы трещин засверлите;
- выправьте вмятины стенок бака, для чего к центру поврежденной поверхности приварите железный прут, на свободном конце которого должно быть кольцо, через кольцо пропустите рычаг и выправьте им вмятину. Затем прут отрежьте, а место приварки зачистите.
Большие вмятины устраните следующим образом: на противоположной неповрежденной стенке бака вырежьте окно (по периметру с трех сторон) и отогните вырезанную часть его так, чтобы был свободный доступ внутрь бака. После устранения вмятины отогнутую часть стенки подгоните на место и заварите или запаяйте.
После ремонта проверьте герметичность бака и окрасьте его снаружи.
Источник