Ремонт карьерного бурового станка 3СБШ-200-60: Методические указания для выполнения лабораторной работы по дисциплине «Основы эксплуатации горных машин и оборудования» , страница 8
Метод узловой замены заключается в том, что после остановки станка узлы не ремонтируют, а заменяют новыми или заранее отремонтированными.
Для достижения высокого качества и сокращения сроков ремонтов предприятие должно быть оснащено необходимыми техническими средствами: механизмами, инструментами, приспособлениями, приборами и испытательными стендами (например, для испытания насосов, гидроцилиндров, приработки редукторов и пр.).
Сборка узлов должна производиться из деталей, признанных полностью годными.
Сдача станка в капитальный ремонт и получение его с ремонта должны производиться при наличии паспорта, где ремонтное предприятие записывает все основные работы, выполненные во время ремонта. Кроме того, к паспорту станка, прошедшего капитальный ремонт, должен быть приложен акт испытаний после ремонта.
Сметы на капитальные ремонты каждого типа станка составляют на основании утвержденных прейскурантных цен. При отсутствии последних смета должна утверждаться вышестоящей организацией.
Время между двумя капитальными ремонтами бурового станка (или от начала его эксплуатации до первого капитального ремонта) называется ремонтным циклом.
Межремонтным периодом называется промежуток времени между двумя любыми очередными ремонтами. Его всегда принимают численно равным плановому сроку службы группы наименее износостойких элементов. Длительность ремонтного цикла принимают, как правило, равной плановому сроку службы наиболее износостойкой детали.
Виды ремонтов и их последовательность в течение ремонтного цикла называется структурой ремонтного цикла и может быть представлена графически (рис. 1). Ремонтный цикл (РЦ) станка шарошечного бурения составляет 9600 ч. В течение ремонтного цикла предусматривается 16 текущих ремонтов T1, четыре ремонта T2, два ремонта Т3 и один – Т4.
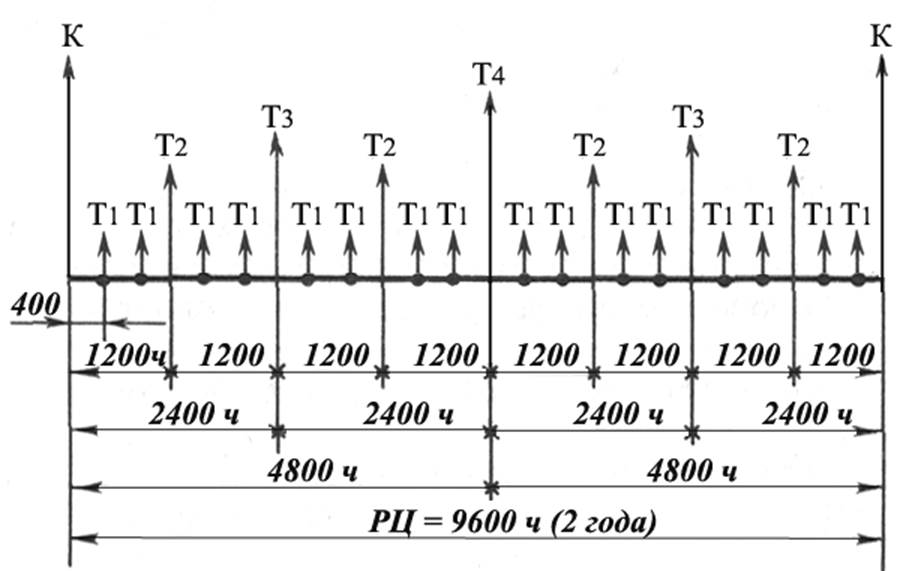
Рис. 1. Структура ремонтного цикла станка шарошечного
1.3. Планирование ремонтов
Существует годовое и текущее планирование.
Годовое планирование ремонтов включает:
— заявка на сменные детали и узлы;
— заявка на материалы и инструменты;
— штатное расписание ремонтных рабочих.
Годовой план ремонтов представляет собой перечень всего парка машин по типам с обязательным указанием ориентировочной стоимости ремонтов, а также его исполнителей.
Наиболее простые ремонты обычно предусматривают выполнение силами ремонтных бригад производственных участков или мастерскими карьеров или разрезов, а более сложные текущие и капитальные ремонты – силами центральных электромеханических мастерских (ЦЭММ) горного предприятия или специализированными предприятиями (заводами).
Годовые графики текущих и капитальных ремонтов оборудования составляют с таким расчетом, чтобы ремонтные службы (бригады, участки, цехи или предприятия) были загружены равномерно в течение всего года.
Графики составляют на основании годового плана ремонтов. Они служат основой для планирования работы ремонтных служб, цехов и предприятий.
Для составления заявок на запасные части необходимо знать плановый годовой их расход, а также резерв для образования неснижаемого запаса и выполнения аварийных ремонтов.
Текущее планирование ремонтов осуществляют на месяц. Оно включает составление месячных графиков ремонтов и заявок на материалы и сменные детали. Текущее планирование основывается на годовых планах и преследует цель их уточнения и конкретизаций применительно к производственно-техническим условиям, создавшимся к моменту составления текущего плана.
При составлении месячного графика уточняют даты начала ремонта машин в планируемом месяце и их продолжительность.
В месячных графиках фиксируются плановые и фактические сроки остановок машин на ремонт, а также длительность ремонтов. Утвержденный месячный график ремонтов должен быть передан исполнителю не позднее, чем за 10 дней до начала планируемого месяца.
Для выполнения текущего ремонта каждого станка составляют ремонтную ведомость (ведомость дефектов) и план организации работ (ПОР). На все ремонты станка (Т1, Т2, Т3, T4) составляют типовые сметы.
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им. Даля 166
- ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им. Дегтярева 174
- КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им. Макарова 543
- НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им. Герцена 123
- РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им. Гагарина 114
- СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им. Каразина 305
- ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Полный список ВУЗов
Чтобы распечатать файл, скачайте его (в формате Word).
Источник
Технология ремонта бурового и нефтяного оборудования
Эксплуатация и ремонт машин и оборудования НиГ промыслов.
Технология ремонта бурового и нефтяного оборудования.
1. Технологический процесс капитального ремонта машин и оборудования.
Технологический процесс капитального ремонта представляет собой комплекс технологических и вспомогательных операций по восстановлению работоспособности оборудования, выполняемых в определенной последовательности и включает в себя: приемку оборудования в ремонт; моечно-очистные операции; разборку оборудования на агрегаты, сборочные единицы и детали контроль, сортировку и ремонт деталей, их комплектацию; сборку сборочных единиц, агрегатов и оборудования в целом; обкатку и испытание оборудования после сборки; окраску и сдачу оборудования из ремонта.
На ремонтных предприятиях нефтяной и газовой промышленности в зависимости от количества однотипного оборудования и условий ремонта применяют два метода ремонта: индивидуальный и агрегатный (узловой). В зависимости от применяемого метода изменяется содержание и последовательность операций технологического процесса ремонта. При индивидуальном методе детали и агрегаты маркируют и после их ремонта устанавливают на том же оборудовании. При индивидуальном методе ремонта отремонтированная базовая деталь простаивает, пока ремонтируются все агрегаты:
ta — время ремонта агрегатов;
k0 — число агрегатов.
Время простоя базовой детали tп определяется:
tп = tak0 — tб >0.
tak0 — tб >0.
Индивидуальный метод ремонта применяется в тех случаях, когда на ремонтное предприятие поступает мало однотипного оборудования при этом машину или механизм ремонтирует одна комплексная бригада. Индивидуальный метод имеет следующие недостатки:
1) Отсутствует специализация ремонтных работ и ограничена возможность внедрения механизации.
2) Оборудование длительно находится в ремонте, т.к. все готовые детали простаивают в ожидании ремонта остальных.
3) Требуется высокая квалификация рабочих.
При агрегатном ремонте все детали и агрегаты обезличиваются за исключением базовой. Наличие склада оборотных деталей, позволяет начать сборку машины немедленно после ремонта базовой детали.
При агрегатном методе ремонта должно соблюдаться следующее неравенство
tб≥ tak0, следовательно tп =0.
Естественно, что длительность ремонта в этом случае значительно сокращается. Агрегатный метод ремонта применяют в ЦРММ и на специализированных заводах при поступлении значительного количества однотипного оборудования. Основные преимущества агрегатного метода ремонта:
1) Специализация рабочих по отдельным видам работ. Что повышает производительность труда.
2) Более совершенная технология ремонта с использованием специального оборудования и оснастки.
3) Широкое внедрение механизации работ.
4) Улучшение качества и снижение стоимости ремонтных работ.
5) Сокращение продолжительности ремонта.
Недостаток агрегатного метода ремонта – необходимость в оборотном фонде агрегатов. Потребность предприятия в оборотном фонде агрегатов определяется:

где Апотр — необходимое количество оборотных агрегатов;
tб— время ремонта базовой детали;
ta — время ремонта агрегатов;
k0 — число агрегатов;
nд – суточная программа выпуска машин ремонтным предприятием.
2. Подготовительные работы для сдачи оборудования в ремонт.
Сдача оборудования в ремонт производится в соответствии с графиком ППР и в эти сроки персонал готовит оборудования к сдаче. К подготовительным работам относятся: слив масла, топлива и жидкостей, а также предварительная очистка, осмотр и монтаж оборудования, консервация. Оборудование, отправляемое в ремонт, должно быть полностью укомплектовано. К нему должны быть приложены:
1) Заводской паспорт, содержащий данные по эксплуатации и ремонту с указанием вида, времени выполнения, содержания ремонта; данные о замене деталей во время эксплуатации; отработка оборудования в часах или объем работ.
2) Акт о техническом состоянии оборудования, а в случае аварийного выхода из строя дополнительно акт об аварии.
По результатам приемки оборудования в ремонт составляется приемно-сдаточный акт.
3. Моечно-очистные работы.
Мойка поступающего в ремонт оборудования производится на специально отведенном для этого участке. В зависимости от объемов производства и номенклатуры оборудования, моечный участок может состоять из одной или нескольких специализированных площадок оборудованных специальными установками.
При ремонте крупногабаритного бурового и НП оборудования целесообразно мойку производить напорной струей. Этот способ не требует дорогостоящих сложных устройств и достаточно эффективен.
На специализированных рем. предприятиях, с ограниченной номенклатурой, следует применять многоструйные моечные машины со специальными камерами. В них производится очистка деталей различными моющими и нейтральными жидкостями. Моечные установки оборудованы транспортерами, устройствами для подогрева, перемешивания и очистки жидкости. В качестве моющих жидкостей используют холодную и горячую (70 0 -90 0 С) воду, холодные или горячие щелочные растворы и растворители (бензин, керосин, ацетон), а так же специальные составы, называемые смывками. Для очистки поверхностей деталей от продуктов коррозии используют различные пасты, растворы соляной кислоты 25% и серной 15% с последующей промывкой водой и просушкой горячим воздухом.
Для небольших деталей сложной конфигурации применяется электрическая и ультразвуковая очистка.
При ремонте ДВС детали необходимо очищать от нагара механическими (металлические щетки, шаберы, пескоструйная очистка) или физико-химическими способами при помощи специальных растворов (кальцинированная сода 35%, каустеническая сода 25%, жидкое стекло 1,5%, мыло 24%). Для удаления накипей применяют 3-5 % щелочной раствор тринатрийфосфата.
В процессе мойки оборудования выделяются вредные испарения, поэтому моечное отделение изолируют от других работ и обеспечивают должной приточно-вытяжной вентиляцией. На рабочих местах широко используются моечные ванны. Широко применяются механические методы очистки или очистка посредством обжига деталей в печах.
4. Разборка оборудования.
Очищенное оборудование поступает на разборку. От качества разборки и сохранения деталей от поверхности зависят сроки, качество и стоимость ремонта. Оборудование разбирается по схеме, которая вначале определяет последовательность разборки на агрегаты и сборочные единицы, а затем разборку на детали. Порядок выполнения отдельных операций, требования к сохранению комплектности деталей даются в виде пояснений и указаний.
Разборку выполняют на одном рабочем месте силами бригады или на нескольких рабочих местах разборочной линии. При разборке широко используют различное подъемно-транспортное оборудование. Для сокращения продолжительности и снижения трудоемкости используют механизированный инструмент, гидравлические домкраты, прессы и съемники. Разборку оборудования производят на специальных стендах.
5. Контрольно-сортировочные работы.
После разборки детали оборудования направляются на контрольно-сортировочный участок, где устанавливается их техническое состояние, возможность дальнейшего использования, номенклатура ремонтируемых деталей. Для контроля состояния деталей применяют следующие методы дефектоскопии: наружный осмотр и остукивание; обмер с использованием соответствующих измерительных приборов и специальные методы неразрушающего контроля для выявления скрытых дефектов. На рем. предприятиях нефтяной и газовой промышленности наибольшее применение для обнаружения скрытых дефектов нашли капиллярные методы, ультразвуковая дефектоскопия и гидравлические испытания.
Капиллярные методы обнаружения скрытых дефектов основаны на капиллярном проникновении жидкости, хорошо смачивающей материал детали, в трещины, поры и другие неплотности. К капиллярным методам относится обнаружение трещин с помощью масла и керосина. очищенный участок детали покрывают на 5 минут прогретым маслом, керосином или красителем. затем тщательно вытирают и покрывают меловым раствором, сушат, после чего прогревают до 50 0 С. При наличии трещины масло выступает наружу и контуры трещины обозначаются на меловом покрытии. При люминесцентном методе вместо красителя используется флоуресцирующая жидкость.
Для выявления скрытых трещин широко применяется магнитная дефектоскопия. Деталь посыпается ферромагнитным порошком, который при намагничивании детали концентрируется на трещине. На ремонтных предприятиях нефтяной промышленности широко используют ультразвуковую дефектоскопию. Сущность её заключается в способности ультразвуковых колебаний проникать вглубь материала контролируемого изделия и отражаться от дефектов, являющихся нарушением сплошности материала. Ультразвуковыми колебаниями принято называть упругие механические колебания с частотой более 20 кГц. Ультразвуковая дефектоскопия осуществляется тремя методами: теневым, резонансным и эхо-методом.
Наибольшее применение для контроля деталей получил импульсный эхо-метод, основанный на принципе посылки в материал контролируемой детали ультразвуковых колебаний и приема отраженных волн.
На каждую машину по результатам контроля и сортировки деталей составляется дефектная ведомость, на основании которой определяется содержание и объем работ по ремонту, и потребность в новых деталях.
6. Комплектование деталей оборудования.
На складе комплектации согласно дефектной ведомости и схеме сборки комплектуются сборочные единицы. Необходимость комплектования деталей вызывается наличием различных по точности групп деталей, поступающих на сборку: годных без ремонта с допустимыми износами, отремонтированных и новых. Процесс комплектации зависит от метода сборки. При сборке по методу полной взаимозаменяемости любая деталь может быть использована для сборки без дополнительной обработки и подготовки: при этом обеспечиваются заданные зазоры и натяги.
Использование различных по точности групп деталей при сборке по методу полной взаимозаменяемости иногда приводит к появлению увеличенных зазоров и натягов в сопряжениях, не соответствующих техническим условиям на сборку. Поэтому наряду с методом полной взаимозаменяемости широко используются и другие методы сборки: сборка с пригонкой деталей, сборка с подбором деталей (неполная взаимозаменяемость), сборка с применением компенсаторов, селективная сборка. Детали комплектуемой сборочной единицы складываются в ящики, и после приемки ОТК направляются на линию сборки.
7. Балансировка деталей.
Перед сборкой вращающихся деталей или сборных единиц необходимо устранить их неуравновешенность, которая вызывает вибрации, повышенный износ и ускорение разрушения многих деталей. Борьба с неуравновешенностью деталей – важное условие повышение ресурса отремонтированных машин. Для уравновешивания деталей и сборочных единиц применяют балансировку. В процессе балансировки определяют места и величины дисбаланса, а затем уменьшают его до допустимого предела, удаляя излишний материал или устанавливая дополнительные грузы. основными причинами неуравновешенности являются: неточность размеров формы деталей и сборки, неравномерность размещения массы металла, а так же неравномерный износ детали в процессе эксплуатации. Различают статическую и динамическую неуравновешенности.
Статическая неуравновешенность возникает вследствие смещения центра тяжести относительно оси вращения и проявляется в статическом состоянии. Она свойственна деталям типа дисков, т.е. таким деталям, у которых диаметр превышает длину. К таким деталям относятся рабочие колеса центробежных насосов, турбин, компрессоров и т.д. для устранения статической неуравновешенности применяют различные методы статической балансировки: уменьшают массу тяжелой части детали, утяжеляют легкую часть детали. Балансировку осуществляют на специальных стендах. Статистическая балансировка является далеко не универсальным методом уравновешивания деталей.
Динамическая неуравновешенность присущая деталям и узлам, у которых длина больше диаметра и динамическая балансировка осуществляется на станках различной конструкции, имеющих электрические или механические устройства для точного определения величины и места расположения неуравновешенной силы, что значительно упрощает процесс балансировки.
8. Сборка оборудования.
Технологический процесс сборки при ремонте оборудования принципиально не отличается от процесса сборки при изготовлении аналогичного оборудования и заключается в последовательном соединении деталей в сборочные узлы и единицы, а затем в машину. Последовательность сборки определяется технологической схемой. Схема сборки является основным оперативным документом. Наиболее простой организационной формой сборки является стационарная сборка без расчленения процесса. По этому методу машины собирают на одном рабочем месте, куда поступают все детали и собранные сборочные единицы.
При сборке с операционным расчленением процесса собираемая машина остается неподвижной или перемещается в процессе сборки, производимой бригадой, члены которой специализируются на выполнении конкретных операций. При большом количестве однотипных машин применяется поточный метод сборки, имеющий следующие разновидности:
1) Поточная сборка при неподвижном объекте сборки, когда сборщики выполняют определенную операцию, передвигаясь от одной машины к другой.
2) Поточная сборка с перемещением объекта. На линиях поточной сборки машин необходимо применять принцип полной взаимозаменяемости деталей.
9. Приработка и испытание агрегатов и машин.
Завершающими операциями процесса ремонта являются приработка и испытание агрегатов и машин. Совершенно обязателен окончательный контроль после сборки агрегата в целом, после чего производится приработка (обкатка) машины.
Различают холодную и горячую приработку. При холодной приработке машину испытывают без нагрузки и приводят в действия от постороннего источника энергии. При горячей приработке машину полностью собирают и прирабатывают под нагрузкой. Продолжительность приработки различна в зависимости от типа и назначения оборудования. Весь период приработки контролируется персоналом с использованием необходимых контрольно-измерительных приборов. Обычно полностью собранную машину подвергают приемочным, контрольным и специальным испытаниям.
Приемочные испытания устанавливают соответствия фактических эксплуатационных характеристик машины техническим условиям и проводятся на стендах в условиях приближенных к эксплуатационным. При внесении в машину каких-либо новых элементов проводят специальные испытания. Результаты испытаний оформляются в виде акта, а данные испытаний отмечаются в паспорте отремонтированной машины.
10. Окраска оборудования.
Окраска оборудования предназначена для его защиты от коррозии и придания ему декоративного вида. Чтобы надежно предохранять оборудование от коррозии лакокрасочные покрытия должны обладать определенным комплексом свойств: сплошностью пленки; хорошим сцеплением с металлической поверхностью; стойкостью и действию масел, топлив, водной среды; в некоторых случаях и покрытием предъявляются специальные требования – сопротивления истиранию, теплостойкость, стойкость в кислотах, щелочах и т.д. чтобы покрытие отвечало этим требованиям и обладало достаточной долговечностью, необходимо правильно выбрать состав материала и технологию его нанесения. Лакокрасочные материалы делятся на грунты, шпатлевки, лаки и эмали. каждый вид материала имеет определенное целевое назначение.
Грунты обеспечивают хорошее сцепление между металлом и последующими слоями покрытия, а также создают надежный антикоррозионный слой. Шпатлевки применяют для выравнивания поверхностей и заполнения грубых изъянов на поверхности. Эмали и лаки используют для наружных слоев покрытия с целью получения прочных и химически инертных пленок, устойчивых к действию окружающей среды. Обычно лакокрасочное покрытие представляет собой многослойную систему, состоящую из различных материалов нанесенных в определенной последовательности.
Технологический процесс окраски состоит из подготовки поверхности под окраску, грунтования, шпатлевания, нанесения наружных слоев и сушки покрытия.
Подготовка поверхности предусматривает очистку от ржавчины, окалины, влаги, старого покрытия, жировых и других загрязнений. Для обезжиривания поверхностей применяются органические растворители (ацетон, бензин, уайт-спирит). На подготовленную поверхность наносят слой грунта, а затем шпатлюют. После шпатлевания производят сушку изделия и механическую зачистку поверхности абразивными шкурками, а затем наносят основные слои покрытия. лакокрасочные покрытия наносятся на поверхности оборудования кистью, распылением, окунанием, обливкой. В нефтяной и газовой промышленности на ремпредприятиях применяется способ воздушного распыления лакокрасочных материалов.
Процесс сушки лакокрасочных материалов является ответственной операцией, от правильного проведения которой зависит качество покрытия. Продолжительность сушки зависит от природы лакокрасочного материала и способа нагрева и колеблется в широких пределах.
1) Авербух и др. «Ремонт и монтаж бурового и НП оборудования» Недра, 1976.
Источник