Ремонт дробильного оборудования
Тяжелое промышленное оборудование, использующееся для измельчения горных пород, нуждается в обслуживании и периодическом ремонте. Высокие нагрузки, которым подвергаются дробилки, способны вывести из строя самые долговечные элементы конструкции этого оборудования. Специалисты нашего предприятия способны восстановить такую технику и провести ее техническое обслуживание. Ремонт дробильного оборудования в сжатые сроки.
Ремонт дробилок
Мы производим ремонт дробильного оборудование всех видов. В силу специфики такой техники ей может понадобится капитальный, плановый или аварийный ремонт. Высокие динамические нагрузки могут привести к износу деталей, которые могут быть замены силами персонала предприятия. Но если вам нужен более серьезный ремонт, то мы готовы к нему приступить как можно быстрее.
Текущий ремонт такого оборудования проводится каждые три месяца. Во время его проведения мы проведем:
- — Замену изношенных деталей и различных уплотнителей
- — Отрегулируем зазор выпускного отверстия
- — Проведем настройку работы оборудования согласно документации
Каждые 1.5 года такое оборудование нуждается в сменно-узловом ремонте. При его проведении проводится замена прокладок, вкладышей подшипников и других деталей.
Раз в 5 лет дробилки нуждаются в капитальном ремонте. При его проведения силами нашей организации мы заменим движущиеся плиты, головку шатунных механизмов и эксцентриковый вал.
Самыми быстроизнашивающимися частями дробилок являются дробящие плиты. Они изготовлены из сплавов, способных противостоять большим нагрузкам. Но даже он со временем приходит в негодность. Замена щековых плит должна производиться только профессионалами. После установки новых деталей дробилка нуждается в настройке. Мы готовы справиться с такой работой в кратчайшие сроки. Простой горного оборудования может привести к большим финансовым потерям предприятия.
Преимущество ремонта дробилок в нашей компании
Мы готовы взяться за ремонт самой сложной техники. Все специалисты нашей организации прошли десятки ремонтов различного горноперерабатывающего оборудования. Мы готовы осуществить выезд инженеров-механиков и ремонтных бригад на ваш объект. После работы которых выдадим гарантийные обязательства на все произведенные работы. Мы осуществим замену изношенных частей на запчасти, произведенные нашим предприятием. Это поможет вам сократить издержки, сэкономить средства и время.
Если вас заинтересовала эта услуга, позвоните по указанным в контактах номерам телефона. Наши менеджеры с удовольствием ответят на все ваши вопросы и помогут заключить предварительный договор.
Рекомендуем прочитать:
Источник
Ремонт и обслуживание дробилок
Диагностика и восстановление
Ввод в эксплуатацию
Постепенный износ дробилок и их отдельных рабочих узлов является неизбежным, так как эти устройства постоянно подвергаются серьезной нагрузке. В зависимости от типа повреждений могут быть проведены следующие виды ремонта:
Капитальный ремонт – в случае полного или частичного выхода из строя как самого агрегата, так и отдельных его узлов.
Текущий ремонт – проводится при возникновении проблем в работе дробилки или затруднении ее работы.
Внеплановый аварийный ремонт – в случае внезапного выхода оборудования из строя.
Дополнительные услуги по работе с дробильным оборудованием включают в себя:
- монтаж;
- техническое обслуживание.
Техническое обслуживание оборудования специалистами должно проводится регулярно, оно помогает значительно снизить вероятность неисправностей и поддерживать все узлы аппарата в нормальном состоянии.
После обследования дробилки специалист принимает решение о ремонте или полной замене поврежденных узлов.
При частичной разборке можно выполнить ремонт/замену таких узлов как:
- подшипников вала-эксцентрика;
- подвижной щеки;
- распорных плит;
- посадочных мест;
- корпуса;
- маховика.
Тип ремонта и технического обслуживания зависит от конкретного типа оборудования. Дробилки бывают щековые, молотковые, валковые, роторные, конусные а также зернодробилки. Специалист подберет оптимальные комплектующие и порекомендует меры для предотвращения поломок в дальнейшем.
Источник
Ремонт щековых дробилок
В промышленности строительных материалов наибольшее распространение получили щековые дробилки с простым и сложным качанием подвижной щеки.
В процессе работы щековых дробилок наибольшему износу подвергаются дробящие и торцовые футеровочные плиты, вкладыши подшипников, шейки валов, посадочные места осей и гнезда распорных плит. Опыт показывает, что неподвижные дробящие плиты у дробилок со сложным качанием щеки изнашиваются примерно на 30—40 % быстрее, чем у подвижной, а в дробилках с простым качанием — на 20 %. Дробящие плиты щековых дробилок со сложным качанием щеки изнашиваются значительно быстрее, чем у дробилок с простым качанием, вследствие того, что в процессе работы имеется вертикальное перемещение подвижной щеки.
Одним из мероприятий, способствующим увеличению срока службы дробящих плит, является обеспечение плотного их прилегания к щекам при помощи различных прокладок: листового свинца, асбестового картона, заливки зазоров между плитой и щекой цементным раствором и другими пластическими материалами. У распорных плит наибольшему изнашиванию подвергаются их сочленения. Шейки эксцентрикового вала и коренные подшипники у щековых дробилок со сложным качанием щеки изнашиваются более интенсивно, чем у дробилок с простым качанием.
При текущем ремонте дробилки выполняются следующие работы: промывка и ревизия подшипников эксцентрикового вала и оси подвижной щеки; промывка вкладышей распорных плит; смена пружин, очистка и промывка системы смазки; замена или перестановка дробящих плит; ревизия смазочной системы, замена вкладышей (втулок) подшипников оси подвижной щеки и вкладышей распорных плит; перезаливка вкладышей коренных и шатунных подшипников; ремонт шеек эксцентрикового вала; перевертывание дробящих плит или их замена; замена вкладышей распорных плит и другие работы.
Как правило, на заводах промышленности строительных материалов щековые дробилки крупного дробления и другое оборудование ремонтируют непосредственно на месте установки без снятия с фундамента. При проведении капитального ремонта используются различные подъемно-транспортные средства в зависимости от веса и размера дробилок (мостовые краны, автокраны грузоподъемностью 10 т, лебедки и др.).
Щековая дробилка с простым качанием щеки (рис. 79) имеет следующие ремонтные узлы: шатунный механизм, вал-эксцентрик с маховиком и приводным шкивом, подвижная щека, распорные плиты, неподвижная щека и замыкающий механизм.
Прежде чем приступить к разборке дробилки по узлам, необходимо отключить электроэнергию, снять ограждения, разобрать систему смазки и охлаждения, снять загрузочную воронку, отсоединить питатель. Демонтаж дробилки начинают с того, что, вращая маховик 17, при помощи крана ставят шатун 11 в верхнее положение (см. рис. 79). Затем под шатунный механизм подводят опору и опускают на нее шатун, продолжая поворачивать маховик. После снятия приводных ремней приступают к разборке шатунного механизма: сначала снимают крышки коренных подшипников вала-эксцентрика, затем извлекают болты 12 и краном демонтируют головку 10 шатуна. Эксцентриковый вал демонтируют вместе с маховиком и шкивом и после демонтажа его укладывают на подставку (опоры). Далее приступают к демонтажу распорных плит и подвижной щеки. При этом под обе распорные плиты подводят упоры 13, изготовленные из швеллера № 18, которые приваривают к станине. Затем удаляются тяги 15 с пружиной 16, после чего снимают распорные плиты, крышки подшипников оси подвижной щеки и подвижную щеку.
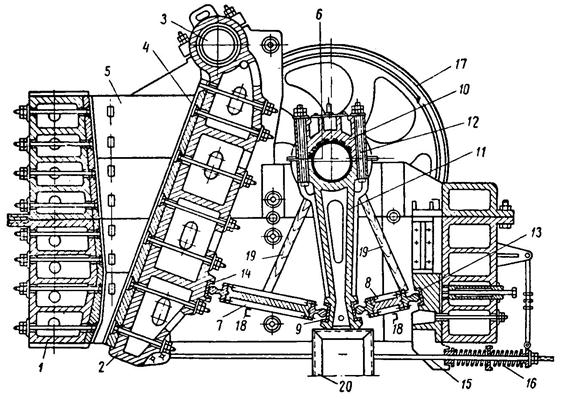
Рис. 79. Щековая дробилка крупного дробления: 1 — станина (неподвижная плита); 2 — подвижная щека; 3 — ось подвижной щеки; 4 — дробящие плиты; 5 — торцовые футеровочные плиты; 6 — эксцентриковый вал; 7 — передняя распорная плита; 8 — задняя распорная плита; 9 — вкладыш передней распорной плиты; 10 — верхняя головка шатуна; 11 — шатун; 12 — болты шатуна; 13 вкладыш упора; 14 — вкладыш подвижной щеки; 15 — тяга; 16 — пружина замыкающего механизма; 17— маховик; 18 — упоры; 19 — распорка; 20 — подставка
Для проведения ремонта эксцентрикового вала (проточка или восстановление шеек вала) с него домкратом необходимо снять шкив и маховик. Подвижную щеку разбирают в следующей последовательности: снимают уплотнительные кольца, вытаскивают ось щеки и из корпуса подвижной щеки извлекают изношенную бронзовую втулку. После этого приступают к съему дробящих плит при помощи ломиков, причем предварительно выбивают болты из отверстий клина. Дробящие плиты щек при износе зубьев по высоте более чем на 30 % заменяют новыми или их восстанавливают наплавкой твердыми сплавами.
При обнаружении в щеках дробилок трещин их выбраковывают. Нижние торцовые футеровочные плиты заменяют при износе по толщине более чем на 20 %. Если в сопряжении распорной плиты со вкладышами зазор составит более 3 мм, то необходимо произвести восстановление этого сочленения (плиты и вкладыша). Шейки эксцентрикового вала можно ремонтировать под ремонтный размер, а при большом износе — наплавкой с механической обработкой под номинальный размер. Узел эксцентрикового вала рекомендуется отбалансировать. Дробящие плиты тщательно подгоняются к щекам, зачищают места их посадки, после чего плиты устанавливают, закрепляя клиньями и болтами с потайными головками. Затягивать клинья и болты следует равномерно во избежание перекосов. Сборку щековой дробилки начинают с установки вкладышей 13 упора задней распорной плиты (см. рис. 79), вкладышей 14 я 9 подвижной щеки и передней распорной плиты, закрепляя их клиньями. Переднюю и заднюю распорные плиты устанавливают при помощи крана, используя как опору приваренные швеллеры 18. Вслед за установкой вкладышей коренных подшипников при помощи крана устанавливают эксцентриковый вал, собранный с маховиком и шкивом. Проверив прилегание шеек эксцентрикового вала к подшипникам, его снова демонтируют и приступают к сборке шатуна. Затем устанавливают окончательно эксцентриковый вал, закрывая крышками коренные подшипники. После этого заканчивают сборку шатуна в следующей последовательности: устанавливают головку шатуна, проверяя правильность прилегания баббитовой заливки к шейке эксцентрикового вала, устанавливают болты и затягивают их. Собрав узлы эксцентрикового вала и шатуна, монтируют привод, а затем приступают к установке узла подвижной щеки. Во время этой операции необходимо следить за правильным положением щеки между боковыми стенками станины и за заводкой передней распорной плиты в паз вкладыша щеки. После установки подвижной щеки дробилку собирают в следующей последовательности: устанавливают крышки и хомуты подшипников крепления щеки (ось щеки), заводят тяги 15 в проушины щеки и устанавливают пружины, затягивая их гайками.

Собрав основные узлы дробилки, убирают приспособления (распорки и швеллеры) и затягивают шатунные болты до требуемого зазора, собирают систему смазки и охлаждения и устанавливают воронку над дробилкой и ограждения дробилки.
При сборке подвижной щеки следует обращать внимание на правильность установки дробящих плит. При составных по высоте дробящих плитах необходимо стремиться к тому, чтобы ребра дробящих плит совпадали по высоте и располагались на одной прямой. Правильность установки дробящих плит проверяют приложением металлической линейки в продольном направлении к вершинам ребер. Кроме этого, проверяют симметричность установки подвижной щеки на ее оси.
Наиболее ответственной операцией по проверке правильности сборки дробилки является определение местоположения подвижной щеки относительно неподвижной. Это проверяют после установки эксцентрикового вала и шатунного механизма и после проверки прилегания распорных плит к вкладышам. При правильной сборке зазоры между торцовыми плитами дробилки и подвижной щекой должны быть одинаковыми. Вершины дробящих плит подвижной щеки должны быть установлены строго против впадин ребер неподвижной щеки. Правильность расположения оси подвижной щеки относительно оси главного вала определяется путем замера штангенциркулем расстояния между осью главного вала и осью подвижной щеки (рис. 80).
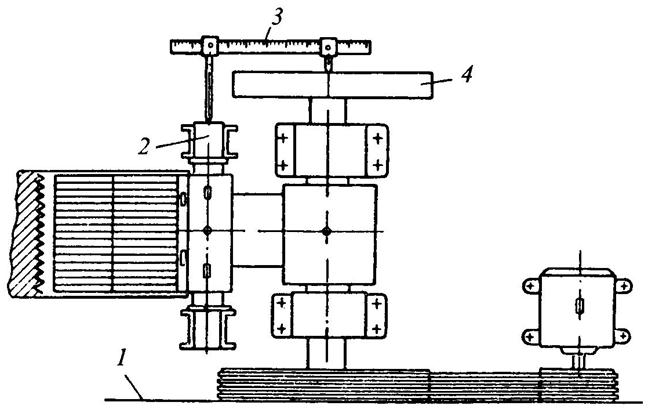
Рис. 80. Проверка правильности установки оси подвижной щеки, главного вала и шкифов клиноременной передачи: 1 — струна; 2 — ось подвижной щеки; 3 — специальный раздвижной штангенциркуль; 4 — маховик
Закончив сборку дробилки, ее проворачивают вручную или краном, проверяя легкость хода и правильность сборки. Убедившись в исправности соединений, приступают к обкатке дробилки на холостом ходу в течение 2—8 ч. Если во время обкатки не слышно стука в распорных плитах (стук устраняют подтягиванием пружин гайками тяги), нет сильного нагрева подшипников, отсутствует скрип в пружинах тяг, нагрев вкладышей у распорных плит незначителен, отсутствует утечка масла, то качество сборки можно считать удовлетворительным.
После холостой обкатки регулируют разгрузочную щель на заданный размер, вновь проверяют затяжку болтовых соединений и затем приступают к испытанию дробилки под нагрузкой (в течение 48 ч).
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Источник
Ремонт дробилок: технология выбора от Element
Прогресс в технологиях ремонта дробилок последние десятилетия привёл к тому, что они работают не только не хуже, но и зачастую даже лучше новых.
Сам процесс восстановления дробильного оборудования обходится значительно дешевле изготовления новых комплектующих. Современные методы защиты поверхностей позволяют восстановить детали так, что они проработают до 100% ремонтного периода и более.
Цель Element в области восстановительных ремонтов крупных капитальных частей дробильного оборудования – предотвращать серьёзные поломки и аварийные остановы за счёт системного контроля номинальных размеров сопрягающихся поверхностей деталей. В случае выявления несоответствий компания настоятельно рекомендует превентивный ремонт.
Важным параметром в оценке эффективности работы оборудования является высокий коэффициент его использования. Также необходимо, чтобы оборудование работало без простоев, но и с установленными мощностью и производительностью.
Эксплуатация дробильного оборудования имеет несколько особенностей, существенно отличающих его от всего остального промышленного оборудования:
– постоянная разборка и сборка капитальных и корпусных частей оборудования, связанная с частой заменой изнашиваемых частей дробилки;
– сильные динамические нагрузки;
– абразивность материала и т. д.
Данные особенности приводят к быстрому разрушению деталей под воздействием износа и появлению механических повреждений в них, а также к потере механических и физических свойств деталей.
Всё это нарушает посадки в сопряжениях: увеличиваются зазоры и уменьшаются первоначальные натяги, нарушается форма поверхностей, появляются микротрещины, что ведёт к серьёзным поломкам и авариям.
В таких случаях сервисные специалисты Element, используя накопленный опыт ремонтно-восстановительных работ, выезжают на место для выяснения условий эксплуатации и выявления причин выхода из строя дробильного оборудования.
Element разрабатывает необходимую техническую документацию, подбирает оптимальное решение по увеличению срока эксплуатации оборудования и экономии средств на ремонт. Все работы проводятся в индивидуальном порядке на заказ.

Как правило, такой услугой пользуются в том случае, когда отсутствует возможность быстрого изготовления новых запасных частей.
В зависимости от особенностей конкретной ситуации и того, с каким характером дефектов приходится иметь дело, компания Element подбирает способ восстановления с применением проверенных технологических методов: доработка слесарно-механическим путем; сварка, пайка, наплавка; приварка дополнительных металлических слоёв; механическая и термическая обработка.
Окончательная технология ремонта дробилок и последовательность операций формируются по результатам проведения многоуровневого процесса дефектации деталей, включающей в себя очистку детали, обязательное проведение цветной, ультразвуковой или магнитопорошковой дефектоскопий для обнаружения скрытых повреждений, определения химического состава материала детали и твёрдости поверхности, а также измерительного контроля всех размеров.
В компании Element разработана методика выбора рационального способа ремонта, основанная на последовательном применении трёх критериев:
– технологический критерий, который даёт возможность использовать различные способы восстановления определённой поверхности детали;
– критерий долговечности, представляющий определение остаточного ресурса восстановленной детали;
– технико-экономический критерий, связывающий долговечность детали с экономикой её восстановления.
Ремонтные базы Element расположены по всей России: три – в Северо-Западном регионе, две – на Урале и две – в Сибирском регионе. Потребности в ремонтах клиентов из Дальневосточного региона удовлетворяются исходя из оптимальной логистики.
Результат ремонта во многом зависит от материала детали, характера износа, результатов дефектации и остаточного ресурса. Также важен и подбор оптимального способа и технологии реставрации.
Element предлагает своим клиентам на выбор три основных способа восстановления деталей и повышения их прочности.
- Способ восстановления первоначальных размеров: метод позволяет восстанавливать первоначальные размеры без замены самих деталей. Выполняется на основании собственной конструкторской документации Element, разработанной на базе знаний большого парка установленного оборудования по дробилкам, режимов работы сопрягаемых узлов, правильности подбора материалов и понимания технологических процессов производства деталей с режимами термообработки.
Часто специалисты, отвечающие за работоспособность оборудования, стоят перед выбором между мобильным ремонтом и ремонтом на специальной ремонтной площадке. В Element отдают предпочтение второму варианту: работы в цехе на стационарном оборудовании обеспечивают более высокое качество восстановления.
Здесь можно применять различное оборудование для обработки детали, термообработки, входного контроля и контроля результатов. В долгосрочной перспективе такой ремонт лучше и выгоднее мобильного: например, отклонения биения и соосности при мобильном ремонте сокращают срок службы подшипников в два раза.
- Способ стандартных ремонтных размеров: предусматривает механическую обработку дорогостоящей детали под определённый установленный размер. При этом более дешёвая деталь изготавливается заново под этот же установленный размер, а затем без подгонки устанавливается в сопряжении. В данном способе существует несколько ремонтных размеров – последний устанавливают из расчёта прочности более дорогой детали.
Переход на ремонтные размеры – самый оптимальный по цене, но подразумевает наличие дополнительной номенклатуры запчастей.
Такой ремонт получил широкое распространение в Скандинавии – Element производит и поставляет туда ремонтные эксцентриковые втулки из бронзы, а главные валы дробилок уже обрабатываются под установленный ремонтный размер. Российские же заказчики предпочитают восстановление детали до исходных размеров.
- Способ индивидуальной подгонки: заключается в том, что из двух сопряженных деталей одна подвергается механической обработке, а другая заменяется на новую или на её поверхности наращивается слой металла, который обрабатывается под размеры первой части. Метод более дорогостоящий, но гарантирует 100% работу узла весь последующий период.
Для примера рассмотрим вариант ремонта вала с конусом в сборе: более 50% от стоимости нового узла составляет стоимость заготовки конуса. В этом случае будет экономически оправданным выполнение восстановительного ремонта конуса с запрессовкой нового вала.
- Одновременно компания увеличивает подменный ремонтный фонд: клиент отдаёт вышедшую из строя деталь, а взамен получает подменную с доплатой разницы. Срок поставки подменной детали составляет всего 1-2 дня.
На все выполненные работы Element предоставляет следующие виды гарантий:
– техническую: гарантирует высокое качество выполненных работ, предоставляет гарантию на восстановленные детали, как на новые – до 6 месяцев;
– юридическую: на основании договора несёт юридическую ответственность за исполнение своих обязательств и сроки ремонта;
– финансовую: рассматривает индивидуальные условия сотрудничества.
В ряде случаев ремонт имеющейся детали выгоднее, чем покупка новой. Во-первых, это снижает затраты клиента – стоимость восстановления обычно составляет от 20 до 60% цены новых деталей.
Во-вторых, ремонт существенно сокращает время простоя оборудования: срок изготовления нового вала с конусом в сборе составляет 125 дней, ремонт – 20 дней, а поставка из подменного фонда – всего 1-2 дня. Время, которое раньше тратилось на длительные простои и ожидание поставки новых запасных частей, теперь работает на наших клиентов. Больше производимой продукции – выше доход.
Element развивает ремонтно-восстановительное направление для увеличения конкурентоспособности наших клиентов за счёт повышения эффективности их производства и увеличения эксплуатационной надёжности оборудования.
На правах рекламы

Наши специалисты проконсультируют вас по всем видам ремонтно-восстановительных работ:
Источник