- Состав работ при ремонте электродвигателей
- Заключительные этапы ремонта
- Ремонт центробежных насосов – техническое обслуживание, регулировка, виды неисправностей
- Правильная эксплуатация
- Наиболее распространенные причины поломок
- Рекомендации по ремонту центробежных насосов
- Капитальный ремонт электродвигателя насоса состав работ
Состав работ при ремонте электродвигателей
 Вышедший из строя электродвигатель требует комплексного ремонта, в состав которого входят разборочно-дефектировочные, заготовительно-намоточные, сушильно-пропиточные и сборочные работы. Замена элементов, ремонт ротора электродвигателя и другие работы они выполнятся на специализированных участках предприятий, в электроремонтных цехах или в условиях специальных мастерских. В зависимости от этапа и специфики работ в восстановлении оборудования заняты электромонтеры по ремонту трансформаторов и электродвигателей, специалисты-обмотчики и изолировщики, а также мойщики и маляры.
Вышедший из строя электродвигатель требует комплексного ремонта, в состав которого входят разборочно-дефектировочные, заготовительно-намоточные, сушильно-пропиточные и сборочные работы. Замена элементов, ремонт ротора электродвигателя и другие работы они выполнятся на специализированных участках предприятий, в электроремонтных цехах или в условиях специальных мастерских. В зависимости от этапа и специфики работ в восстановлении оборудования заняты электромонтеры по ремонту трансформаторов и электродвигателей, специалисты-обмотчики и изолировщики, а также мойщики и маляры.
На первом этапе выполняется разборка и дефектовка оборудования, которым предшествует осмотр, продувка и очистка двигателя. В рамках полной разборки с использованием слесарного инструмента выполняется снятие ротора и других элементов (полумуфт, шкивов, подшипников), демонтаж с ротора (или якоря) бандажа, распайка петушков якоря и демонтаж с корпуса катушек полюсов. Изоляцию неисправной обмотки выжигают в электропечи, после чего саму обмотку удаляют. Далее производится выправление и очистка пазов. На моечной установке выполняется промывка и протирка деталей, которые затем транспортируются на следующий участок ремонтного цеха.
За дефектовкой следует заготовительно-намоточные работы. В пазы статора (якоря или ротора), куда предварительно вмонтированы изоляционные гильзы (их заготовки производятся с помощью пресс-ножниц) обмотчиками укладываются секции катушек обмоток, после чего выполняется их уплотнение и фиксация с помощью клиньев. Если производится ремонт якоря двигателя постоянного тока, выполняется лужение петушков и выводных концов обмотки якоря для их лучшего соединения и далее — пайка их к петушкам. После этого с помощью стеклобандажной ленты или бандажировочной проволоки осуществляется бандажировка якоря (или ротора) и далее — балансировка.
Заключительные этапы ремонта
По завершении обмотки элементы электродвигателя транспортируются на сушильно- пропиточный участок. В сушильной печи происходит просушка статора, ротора или якоря, а также катушки полюсов. Из печи узлы попадают в ванну с пропиточным лаком, где производится пропитка обмотки, после которой излишки лака удаляются. Далее выполняется просушка пропитанной обмотки.
На заключительном этапе выполняется сборка электродвигателя, по завершении которой оборудование тестируется на испытательной станции. После испытаний поверхность двигателя обезжиривается с помощью ксилола и прокрашивается в специальной окрасочной камере на вращающемся столе с помощью распылителя, при этом качество прокраски контролируется через специальное окно.
Источник
Ремонт центробежных насосов – техническое обслуживание, регулировка, виды неисправностей
Несмотря на то, что насосы центробежного типа относятся к надежным устройствам, используемым для перекачивания жидкости, им тоже может потребоваться ремонт. Не всегда причиной неисправностей центробежных насосов становится неправильная эксплуатация, связано это может быть и с качеством перекачиваемой среды, и с целым рядом других факторов. Если в работе центробежного насоса возникли нарушения, то сначала надо исключить внешние причины и только после этого осуществлять диагностику самого оборудования.

Разборка центробежного насоса
Правильная эксплуатация
Чтобы значительно продлить срок эксплуатации центробежного насоса и сталкиваться с ремонтом такого оборудования как можно реже, следует правильно использовать это устройство. Инструкция по эксплуатации центробежного насоса предполагает соблюдение следующих правил.
- Перед включением центробежного насоса проверьте, чтобы рабочая камера была полностью заполнена жидкостью.
- Перед всасывающим патрубком необходимо установить сетчатый фильтр, который защитит внутреннюю часть устройства от попадания в нее твердых нерастворимых включений, содержащихся в перекачиваемой жидкой среде.
- Защита приводного двигателя от перегрузок обеспечивается специальной задвижкой, устанавливаемой на всасывающую трубу, которая ограничивает поток поступающей в насос жидкости.
- При запуске насоса надо проконтролировать, чтобы вал приводного электродвигателя и крыльчатка вращались по часовой стрелке.
- Глубина резервуара, из которого осуществляется откачивание жидкой среды, не должна превышать допустимый уровень, указанный в техническом паспорте.
- Труба, по которой осуществляется всасывание жидкой среды из резервуара, должна иметь как можно меньше изгибов и соединительных мест, а ее внутренний диаметр должен быть максимально возможным.
- Трубу, по которой жидкая среда от насоса транспортируется в горизонтальной плоскости, желательно расположить с уклоном по отношению к месту подачи жидкости. Если же выполнить данное требование не представляется возможным, то насос следует установить как можно выше относительно поверхности земли.

При эксплуатации этого насоса была допущена разгерметизация ввода кабеля, в результате которой сгорела обмотка электродвигателя
Наиболее распространенные причины поломок
Первое, что необходимо сделать, если в работе насосного оборудования замечены неисправности, – прекратить его эксплуатацию и приступить к тщательной проверке всех узлов. Достаточно распространенной ситуацией, при которой насосному оборудованию требуется техническое обслуживание или даже ремонт, является износ сальников. Более активному протеканию процесса износа сальниковых элементов насосного оборудования может способствовать целый ряд причин:
- неравномерное вращение и биение вала приводного электродвигателя;
- слишком сильное затягивание болтов, которыми крепится крышка насоса (лучше всего сальники справляются с задачей уплотнения в том случае, если они достаточно увлажнены);
- перегрев приводного электродвигателя;
- неправильно выполненное техническое обслуживание или ремонт центробежного насоса (замена не всех уплотнительных колец и др.).

Основные неисправности в работе центробежных насосов
Еще одной распространенной причиной некорректной работы и даже поломки насосного оборудования является неточно выполненная центровка вала приводного электродвигателя с корпусом насоса. Последствиями в данном случае могут стать как разрушения сальниковых элементов, так и выход из строя подшипниковых узлов.
Подшипниковые узлы центробежного насоса – это элементы, требующие наиболее пристального внимания и регулярного ухода. Чтобы минимизировать риск выхода из строя таких узлов и обеспечить им наиболее оптимальные условия эксплуатации, необходимо контролировать количество смазки.
Рекомендации по ремонту центробежных насосов
Ремонт центробежных насосов, как и любых других технических устройств, требует наличия определенных знаний и навыков. Между тем, если соблюдать руководство по выполнению такой процедуры и следовать предложенным ниже рекомендациям, то сложностей с ее осуществлением возникнуть не должно.
Специалисты, имеющие опыт работы с насосным оборудованием, рекомендуют выполнять его ремонт в следующей последовательности:
- Разобрать устройство и тщательно осмотреть элементы внутренней конструкции.
- Проверить техническое состояние ротора, выполнить замеры зазоров в посадочных узлах уплотнительных элементов.
- Заменить изношенные и вышедшие из строя подшипники на новые.
- Проверить геометрические параметры шеек вала и в случае выявления дефектов выполнить их проточку и шлифовку.
- После исправления всех выявленных дефектов собрать насос, проверить состояние его корпуса и правильность выполненной сборки.

Разбирая насос, следует запоминать (записывать или фотографировать) расположение деталей
По вышеописанному алгоритму выполняется плановый ремонт насосов центробежного типа, который, согласно рекомендациям производителей, следует осуществлять через каждые 4500 часов его эксплуатации.
Более сложный в техническом плане ремонт требуется насосному оборудованию после каждых 26000 часов его эксплуатации. В рамках такого ремонта с центробежными насосами осуществляют следующие действия:
- заменяют колесо и рабочий вал;
- заменяют кольца уплотнения корпуса насоса, распорных и прижимных втулок;
- в отдельных случаях у секционных насосов полностью заменяют секции;
- выполняют наплавку и расточку посадочных мест в корпусе устройства;
- после сборки насоса осуществляют его гидравлические испытания.

Если сезонного эксплуатируемый насос оставит на зиму с влагой внутри, то весной он может заклинить. Проблема решается разборкой и очисткой
Наибольшую сложность в процессе ремонта центробежного насоса по вышеописанной схеме вызывают следующие процедуры:
- разборка подшипниковых узлов;
- снятие вкладышей;
- снятие полумуфты при помощи специального съемника, идущего в комплекте с насосным оборудованием;
- демонтаж разгрузочного диска (гидропяты);
- снятие нажимного фланца.
При разборке центробежного насоса следует очень аккуратно снимать с вала рабочие колеса, важно не доводить их до заедания. Выполняется такая процедура по очереди с каждой секцией. В том случае, если рабочее колесо не снимается или снимается с трудом, можно его немного разогреть.

Нагреть крыльчатку можно с помощью портативной газовой горелки
Сборка центробежного насоса – достаточно сложная процедура, в процессе которой необходимо выполнять следующие действия:
- проверять, насколько точно соответствуют новые детали тем, которые уже были установлены в насосе, а также чертежам ремонтируемого насосного оборудования;
- точно подгонять новые детали под размеры мест, в которых они будут устанавливаться;
- выполнять шлифовку и притирку поверхностей сопрягаемых деталей;
- резьбовые крепежные элементы затягивать равномерно, используя для этого динамометрический ключ, позволяющий точно контролировать прикладываемое к таким элементам усилие;
- при установке на вал рабочего колеса проверять точность формируемого осевого зазора;
- контролировать, чтобы погрешность перпендикулярности торцевой стороны разгрузочного диска при его установке не превышала 0,02 мм.
Если при эксплуатации центробежного насоса вы столкнулись с такой поломкой устройства, как разрушение рабочего колеса или корпуса, то не стоит пытаться их восстановить, используя для этого, например, сварку. Восстановленные таким образом колесо или корпус не прослужат долго и могут стать причиной еще более серьезной поломки.

Эти детали насоса, поврежденные вследствие «сухого хода», не подлежат ремонту и требуют замены
При техническом обслуживании центробежных насосов в домашних условиях выполняются такие процедуры, как:
- проверка технического состояния подшипников и их замена, если в этом возникла необходимость;
- очистка и промывка картера;
- замена смазки в подшипниковых узлах;
- проверка технического состояния сальниковых элементов;
- промывка маслопроводящих каналов;
- проверка центровки насоса и в случае необходимости регулировка данного параметра.
Столкнувшись с выходом из строя центробежного насоса, вы должны оценить, во сколько может обойтись его ремонт. В отдельных случаях, когда поломка насоса слишком серьезная, его ремонт будет стоить значительно дороже, чем приобретение нового оборудования. В любом случае принимать решение о целесообразности и возможности ремонта центробежного насоса следует лишь после проведения полной диагностики оборудования и выявления причин его выхода из строя.
Источник
Капитальный ремонт электродвигателя насоса состав работ
Одним из направлений деятельности предприятия является капитальный ремонт
и модернизация насосного оборудования .
Капитальный ремонт насосного оборудования — это ремонт, выполняемый для восстановления исправности и полного или близкого к полному восстановлению ресурса оборудования с заменой или реставрацией любых его частей, включая базовые.
Капитальный ремонт
Производится в заводских условиях: демонтаж и вывоз агрегата на производственную базу; мойка, разборка, дефектовка; замена, реставрация составных частей; балансировка ротора и рабочих колес; сборка; параметрические испытания на стенде с выдачей протокола испытаний.
На предприятии выполняется капитальный ремонт практически всех типов насосов, эксплуатируемых в нефтегазодобывающих компаниях:
• Насосы типа ЦНС (высоконапорные), в том числе с оппозитным расположением рабочих колес (ЦНСп)
• Насосы типа ЦНС (низконапорные)
• Насосы типа К, КМ
• Насосы типа АХП
• Насосы типа НВ, НВД, НВ-Мн-Е
• Насосы типа НПС, 2НПС
• Насосы типа Ш, НШ, НМШ

НОМЕНКЛАТУРА ОБОРУДОВАНИЯ:
• Высоконапорные центробежные насосы секционные типа ЦНС для систем повышения пластового давления: 45х1422-1900, 63х1422-1900, 90х1422-1900, 120х1422-1900, 180х1422-1900, 200х2100-2200, 240х1422-1900, 500х1422-1900, 630х1700-1900, 720х1422-1900
• Насосы двухстороннего входа горизонтальные для воды: 1Д200-90, 200Д90, ЦН1000-180, 10НМК (ЦН1000х180-3), ЦН400-210, 175Д125, 1Д315, СМ100-65-200-2, СМ150-125-315-4, СМ80-50-200-2, К45/30, К160/30
• Центробежные насосы секционные для систем подготовки и перекачки нефти: ЦНС38х44-220, ЦНС60х66-330, ЦНС105х98-490, ЦНС180х85-425, ЦНС300х120-600, ЦНС500х160-880
• Вертикальные полупогружные насосы типа НВ50/50, НВ-Мн-Е50/50, НВД, АХП45/31, 3ХПА, ДИР490, 12НА-9х4, DRЧ40-90
ВИДЫ ВЫПОЛНЯЕМЫХ РАБОТ:
• Разборка и мойка насоса
• Дефектовка степени износа деталей и узлов насоса
• Предварительная подготовка деталей к ремонту: очистка, дробеструйная обработка
• Замена или реставрация вала насоса в зависимости от результатов дефектовки
• Полимерное напыление внутреннего диаметра рабочих колёс, бандажирование уплотнений рабочих колёс, восстановление корпусных деталей наплавкой
• Замена непригодных к реставрации деталей
• Замена резинотехнических изделий
• Замена уплотнительных колец щелевых, букс межступенных
• Замена или реставрация узла разгрузки
• Реставрация вкладышей подшипников скольжения
• Балансировка ротора насоса
• Сборка насоса, выставка
• Обкатка на стендах параметрических испытаний насосов для систем поднятия пластового давления, подготовки и перекачки нефти с предоставлением протокола испытаний
• Покраска оборудования в соответствии с корпоративными стандартами Заказчика
Отремонтированные насосы соответствуют требованиям конструкторской документации техническим условиям (ТУ) на капитальный ремонт каждого типа насосов.
Технология капитального ремонта насосного оборудования
Капитальный ремонт насосного оборудования производится в заводских условиях.
Основные этапы и операции при проведении КР:
• Демонтаж и вывоз насоса на предприятие
• Мойка, разборка, дефектовка
• Замена, реставрация деталей
• Балансировка ротора
• Сборка насоса
• Параметрические испытания на стенде с выдачей протокола испытаний
• Завоз на объект эксплуатации, монтаж, выставка, центровка насосного агрегата
После капитального ремонта в АО «НРС» насосы в условиях эксплуатации имеют наработку от 8 600 до 20 000 часов.
Применение в технологии капитального ремонта стендовых испытаний насосов обеспечивает бесперебойную работу насосного агрегата в гарантийный период и позволяет до ввода
в эксплуатацию проверить и оценить качество ремонтных работ.
Преимущества в области капитального ремонта насосного оборудования
• Наработанная база технической документации по капитальному ремонту насосного оборудования, наличие технических условий.
• Наличие необходимых производственных ресурсов, основных средств, трудовых ресурсов.
• Прямые поставки запасных частей и комплектующих от заводов-изготовителей насосного оборудования Группы ГМС и совместный внутригрупповой план по НИОКР.
• Возможность производить восстановление целостности деталей и комплектующих, в том числе их упрочнение, взамен поставки новых.
• Возможность производить ремонт базовых узлов и деталей.
• В случае отсутствия у Заказчика обменного фонда насосного оборудования возможно предоставление насоса во временное пользование.
• Непосредственная географическая близость завода к объектам эксплуатации насосного оборудования, что позволяет более оперативно реагировать на заявки и производить демонтаж, вывоз, завоз, монтаж и запуск насосов после капитального ремонта.
• Обеспечение контроля качества на всех этапах капитального ремонта.
• Обязательные параметрические испытания на стендах (ППД и ППН) после проведения капитальных ремонтов с выдачей протоколов испытаний Заказчику.
• Наличие собственных и совместных с НИОКР группы ГМС разработок в области совершенствования и оптимизации конструкции узлов насосных агрегатов , позволяющие улучшить характеристики насосов после проведения капитальных ремонтов и существенно увеличить межремонтный период.
Торцовые уплотнения насосов
В 2014 году на территории АО НРС был открыт склад-магазин предприятий производителей торцовых уплотнений по всем линейкам насосов для нефтедобычи: АО «ТРЭМ Инжиниринг», НПК «ГЕРМЕТИКА», ООО «ИнКо».
Объемы запасов ТУ на территории АО «НРС»: ориентировочно 3-х месячная потребность новых ТУ
и ЗИП с постоянно пополняемым фондом.
Наличие данных консигнационных складов на территории предприятия позволяет оперативно получать торцовые уплотнения в день заявки и минимизирует сроки ремонта.
Торцовые уплотнения вышеуказанных отечественных производителей не уступают по качеству
и срокам эксплуатации импортным, таким как Burgmann, John Crane, FLOWSERVE. Данное импортозамещение позволяет существенно снизить затраты на капитальный и текущий ремонт насосного оборудования.
Изменение параметров насоса при капитальном ремонте по запросу Заказчика
По желанию Заказчика при капитальном ремонте насосного оборудования возможно изменение параметров по объему перекачиваемой среды и напорным характеристикам без изменения габаритных размеров насоса.
Специалисты АО «НРС» производят гидравлические расчеты по достижению требуемых параметров закачки и разрабатывают мероприятия по установке дополнительных элементов проточной части насоса или их снятию (установка проставочных втулок) и в случае необходимости дополнительной механической обработке рабочих колес (подрезка).
Новые технологии восстановления деталей
На предприятии широко применяются технологии по восстановлению и упрочнению деталей насосного оборудования путем нанесения на рабочие поверхности металлических покрытий, обладающих повышенной износостойкостью и коррозионностойкостью, что позволяет увеличить срок их эксплуатации, такие как:
• Автоматическая наплавка под слоем флюса;
• Автоматическая наплавка порошковыми и сварочными проволоками сплошного сечения.

Крышки насосов, отреставрированные в АО «НРС» методом упрочняющей наплавки.
Для наплавки деталей, работающих в условиях интенсивного абразивного изнашивания, наиболее эффективными являются композиционные сплавы на основе литых карбидов вольфрама – Релит:
• Наплавка колец узла разгрузки ЦНС производится проволокой СВ-04Х19Н11МЗ с добавлением Релита марки «з-4». Для придания поверхностям подвергающимся интенсивному изнашиванию применяется метод стеллирования. Стеллит – это хромокобальтовый сплав, обладающий высоким сопротивлением к истиранию поверхности при рабочих температурах до 1000 град. Цельсия;
• Методом стеллирования производится упрочнение ступиц рабочих колес в зоне щелевых уплотнений, наиболее подверженных коррозионному, абразивному и механическому износу.
Применение технологии защитных покрытий
В АО «НРС» используются технологии ремонта корпусных деталей насосов с применением защитных покрытий, таких как, полимерные порошки, мультиметаллы, металлополимерные
и композиционные материалы.
В связи с появлением на рынке новых мультиметаллических защитных покрытий появилась новая технология ремонта проточной части насосного оборудования. Материал LOCTITE обладает улучшенной гидроабразивной и химической стойкостью. Материал апробирован на таких насосах, как 200Д90, ЦНС1000, 10НМК и др. Материал многокомпонентный, наполнение состава покрытия зависит от условий среды работы насоса.
Использование технологии ремонта мультиметаллом LOCTITE позволяет восстанавливать поврежденные поверхности проточной части насоса, улучшая их гидроабразивную стойкость, восстанавливая гидродинамические качества насоса, продлевая его срок службы.
На одном из объектов АО «Самотлорнефтегаз» были успешно проведены опытно-промысловые испытания насоса 200Д90 после проведения капитального ремонта
с применением технологии ремонта корпуса насоса мультиметаллом LOCTITE.

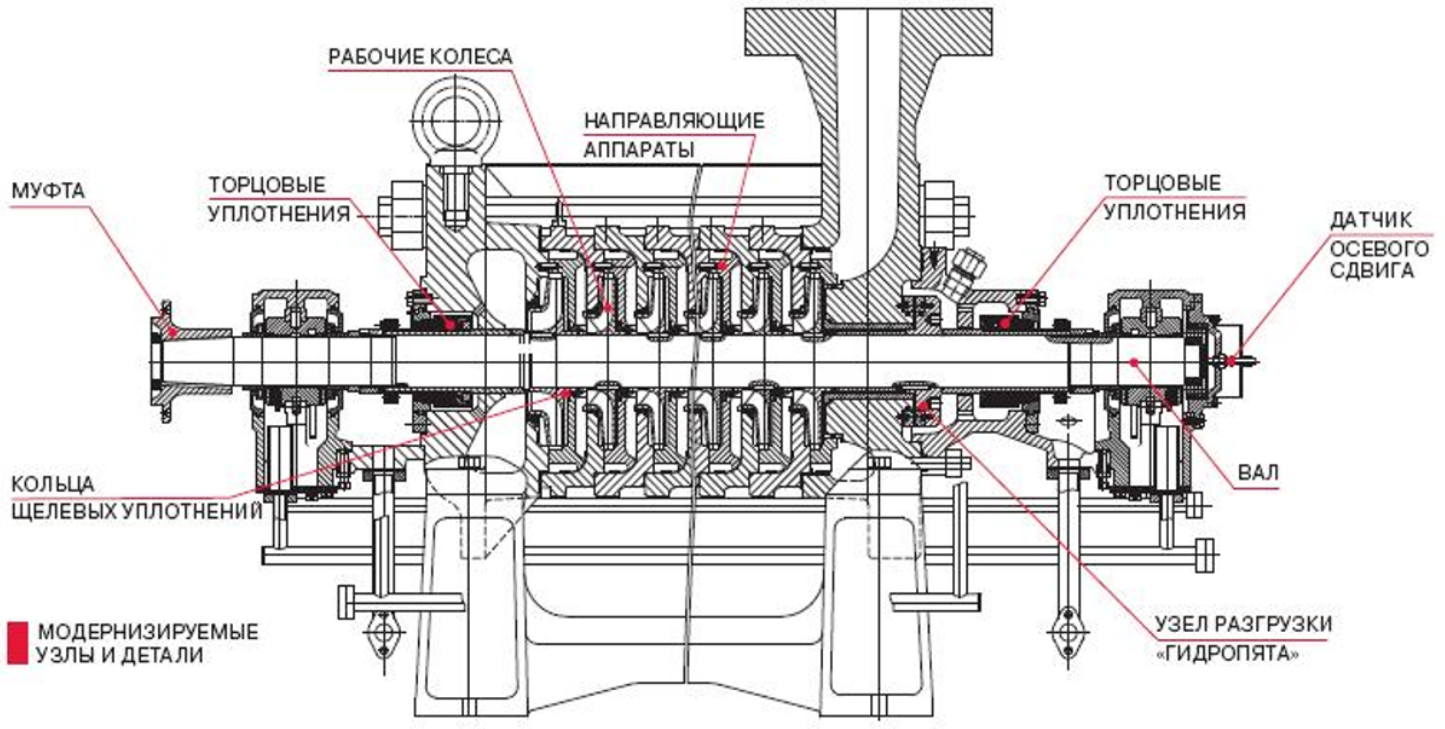
МОДЕРНИЗАЦИЯ НАСОСНОГО ОБОРУДОВАНИЯ
АО «Нижневартовскремсервис» осуществляет модернизацию насосов типа ЦНС, составляющих значительную часть парка оборудования, установленного в блочных кустовых насосных станциях (БКНС) систем ППД на территории РФ и стран СНГ. Модернизация позволяет обеспечить повышение экономичности, снижение энергопотребления и значительное увеличение ресурса работы насосов.
АУДИТ СИСТЕМ БКНС
Для объективной оценки состояния систем БКНС предлагается комплексное решение — проведение аудита оборудования специалистами АО «Нижневартовскремсервис» с определением перечня мероприятий по его модернизации. Основные задачи энергоаудита:
► Определение реальных режимов работы насосных агрегатов и их энергопотребление
► Разработку мероприятий по снижению энергопотребления
► Рекомендации по модернизации оборудования и его выводу в ремонт в зависимости от степени изменения рабочих характеристик
► Увеличение межремонтного интервала насосов и приводных электродвигателей
Реализация мероприятий на основании рекомендации, проведенного энергоаудита БКНС, позволяет снизить энергопотребление и повысить ресурс высоконапорных насосов.
МЕРОПРИЯТИЯ ПО МОДЕРНИЗАЦИИ НАСОСОВ
► Вывод в ремонт насосов ЦНС при снижении КПД на 8-10%
► Доведение показателей работы насосов ЦНС после капитального ремонта до характеристик, установленных изготовителем
► Двукратное увеличение ресурса работы после капитального ремонта
► Снижение энергопотребления насосов за счёт увеличения их КПД
► Модернизация ЦНС 180 для обеспечения производительности от 45 до 240 м ³ /ч при максимальном КПД путём установки сменных про¬точных частей на параметры 45, 63, 90, 120, 180, 240 м ³ /ч
► Модернизация ЦНС 500 для обеспечения подачи от 315 до 720 м ³ /ч при максимальном КПД путём установки сменных проточных частей на параметры 315, 500, 630, 720 м ³ /ч
► Адаптация насосов под конкретные условия эксплуатации
• Проектирование и изготовление ремонтного комплекта из высоколегированных и высокопрочных материалов, повышающих коррозионную стойкость деталей и увеличивающих ресурс деталей
• Ремонт с использованием полноразмерного ремонтного комплекта, включающего новую проточную часть (рабочие колёса, направляющие аппараты, уплотнительные кольца, вал)
• Доработка проточной части рабочих колёс и направляющих аппаратов для изменения на¬пора
и подачи насосного агрегата
• Реставрация приёмных и выкидных крышек с применением сварочной нержавеющей про¬волоки СВ06Х19Н9Т для получения коррозионностойких поверхностей
• Увеличение надёжности насосов за счёт внедрения новых узлов: торцовых уплотнений по АРІ 682, пластинчатых муфт, датчиков осевого сдвига ротора
• Проведение стендовых приёмо-сдаточных испытаний модернизированных насосов на пред¬приятии и натурных испытаний на объекте эксплуатации (БКНС) с представителем служб Заказчика
Персонал предприятия обучен в региональном центре обучения по программе ремонта
и сервисного обслуживания НПО, а также в учебных классах АО «НРС», АО «ГМС-Нефтемаш», ПАО «Насосэнергомаш», Apollo Goessnitz GmbH (Германия), АО «ТРЭМ Инжиниринг».
Предприятие имеет сертификаты сервисных центров от заводов-производителей насосного оборудования, входящих в группу ГМС:
АО «Сумский завод «Насосэнергомаш» (г. Сумы, Украина)
АО «ГМС Ливгидромаш»
ОАО «Бобруйский машиностроительный завод» (г. Бобруйск, Республика Беларусь)
Apollo Goessnitz GmbH (г. Гесниц, Германия)
Источник