- Капитальный ремонт круглошлифовального станка
- Шлифовальные станки ремонт и обслуживание от 4 900 руб
- Ремонт шлифовальных станков.
- Виды поломок
- Виды станков
- Самостоятельный ремонт
- Части, из которых состоит станок
- Стоимость ремонта
- Технология ремонта круглошлифовальных станков
- Модернизация и ремонт круглошлифовальных станков
- Как проводится модернизация круглошлифовальных станков
- Что входит в ремонт круглошлифовальных станков
Капитальный ремонт круглошлифовального станка
Шлифовальные станки ремонт и обслуживание от 4 900 руб
Ремонт шлифовальных станков.
Любой инструмент не вечен, подвержен поломкам и нуждается в периодической замене. То же касается и шлифовальных станков. Но в некоторых случаях для дальнейшего нормального функционирования повреждённой машины достаточно устранить возникшую неисправность, причём сделать это можно и самостоятельно.
Виды поломок
Главное для шлифовального станка — высокая точность обработки материала. Нужно учитывать, что стандартами предусмотрены некоторые допустимые погрешности, которые не равносильны поломке или дефекту, но тесно с ними взаимосвязаны. Чтобы вовремя обнаружить неисправность и наладить машину, необходимо знать, с какими отклонениями в работе станка можно столкнуться.
Узлы, системы и детали шлифовального станка, которые могут нуждаться в ремонте:
- шлифовальная бабка;
- станина;
- шпиндель;
- каретка;
- крестовый суппорт;
- колонна;
- подшипники скольжения;
- направляющие столов;
- рабочий стол и механизм продольного перемещения;
- тумба;
- щитки и кожухи;
- плита;
- насос и электродвигатель;
- системы смазки и охлаждения;
- механизмы вертикальной и поперечной подачи;
- гидропривод.
В целом поломки станков можно разделить на три группы:
- механические повреждения деталей (трещины, скручивания, изгибы);
- химико-тепловые повреждения (коррозия, изменения под воздействием температуры и химических веществ);
- изнашивание (царапины, истирание верхнего слоя трущихся поверхностей деталей).
Предлагается рассмотреть проявление таких поломок на конкретных примерах.
Неполадки в системе смазки, неисправность насоса. Способствуют износу узлов станка и приведению их в негодность. Так, если подача масла к опорам шпинделя прекращается, это приводит к порче подшипников скольжения и появлению тепловых трещин на поверхности шпинделя из-за чрезмерного перегрева, что чревато заеданием шпинделя и выходом его из строя.
Неравномерный износ поверхности направляющих и ходового винта в связи с неверно выбранной технологией обработки. Влияет на точность шлифования. Происходит из-за перегрузки отдельных узлов станка.
Износ направляющих станины, к которому приводит появление абразивной смеси. На смазанных станинах, неиспользуемых какое-то время, оседает пыль, которая смешивается с маслом. Это влечёт за собой рост износа на 30%.
Потеря прочности шлифовального станка. Происходит из-за некорректной регулировки составных элементов.
Стоит отметить, что типичные поломки различны для тех или иных видов станков.
Неисправности, характерные для ленточных станков по дереву, и их возможные причины:
- разрыв шлифовальной ленты — чрезмерное натяжение или неправильная установка ленты, большое давление при шлифовке;
- ожог обрабатываемой деревянной заготовки — превышение удельного давления, износ шкурки;
- несоответствие шероховатости требуемой — слишком высокая скорость подачи стола, неподходящая зернистость шкурки;
- сошлифовывание облицовочного слоя — низкая скорость подачи, установка стола выше, чем нужно.
Функционирование круглошлифовальных станков зачастую сопровождается поломкой лопастного насоса.
Выявляется дефект по следующим признакам:
- пониженное давление масла;
- шумы и посторонние стуки при работе насоса.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
Самостоятельный ремонт
Конечно, доверить ремонт сломанного станка лучше специализированным мастерским. Самостоятельно можно проводить поверхностную диагностику, следить за исправным функционированием агрегата, своевременно очищать элементы станка и работать в соответствии с техникой безопасности. Эти нехитрые действия вполне могут отсрочить или предотвратить появление какого-либо нарушения. Также в инструкции к каждому станку перечислены основные неисправности и методы их самостоятельного устранения. Например, остановка шлифовального круга исправляется натягиванием клиновых ремней, затягиванием гайки крепления круга на валу или промыванием ремней и канавок на шкивах — в зависимости от вероятных причин.
Части, из которых состоит станок
Конструкция шлифовальных станков различных видов неодинакова. Какие-то части повторяются, а некоторые присущи только определённым типам станков.
Основными составными элементами и узлами выступают:
- рабочий стол — может быть горизонтальным и вертикальным;
- патрон или магнитная плита — фиксирует заготовку;
- шпиндельная бабка — служит креплением для абразивного инструмента;
- абразивный инструмент — представляет собой шлифовальный круг или ленту;
- вытяжка — служит для удаления абразивной пыли, характерна для ленточных станков;
- станина;
- гидравлическое управление;
- электродвигатель;
- передняя и задняя бабки;
- кожух;
- насос;
- механизмы для перемещения стола и подачи.
Стоимость ремонта
Предприятия и мастерские предлагают разноплановые услуги по ремонту, модернизации и техническому обслуживанию шлифовальных станков. Стоимость ремонта напрямую зависит от объёма и сложности предполагаемых работ по устранению неисправностей, а также от типа и модели станка. Так, за восстановление работоспособности круглошлифовального станка нужно будет отдать от 20 тысяч рублей до полутора миллиона, стоимость ремонта внутришлифовального станка колеблется от 30 тысяч до 270 тысяч рублей, а за налаживание плоскошлифовального станка 50 000 рублей. Мы устанавливаем фиксированную стоимость за час работы — в среднем 3 тысяч рублей.
Исправно работающий станок — необходимое условие для качественной и точной шлифовки изделий. Следите за состоянием агрегата и вовремя обращайтесь к мастерам при обнаружении поломки.
Источник
Технология ремонта круглошлифовальных станков
Ремонт направляющих станины
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз (цехов) средних и крупных машиностроительных заводов. По этой технологии могут ремонтироваться круглошлифовальные станки моделей 3151, 3160А, 3161, 3164 и др. В технологическом процессе дано несколько вариантов ремонта отдельных сборочных единиц упрощенными методами в зависимости от специфических условий и состояния ремонтной базы. Эти варианты ремонта позволяют технически слабо оснащенным ремонтным базам (цехам) производить высококачественный ремонт оборудования.
К шлифовальным станкам, выполняющим финишные операции, предъявляются высокие требования. Точность обработки изделий на этих станках в основном зависит от состояния направляющих станины, кареток, передних и задних бабок, а также точности расположения осей шпинделей и состояния их подшипниковых опор. Поэтому ремонт таких станков имеет определенную специфику.
Одной из основных баз при ремонте круглошлифовальных станков являются направляющие станины. Неточность ремонта этих направляющих приводит к неправильному положению и взаимодействию основных сборочных единиц станка, что в некоторых случаях не может быть исправлено даже путем дополнительных пригонок по месту.
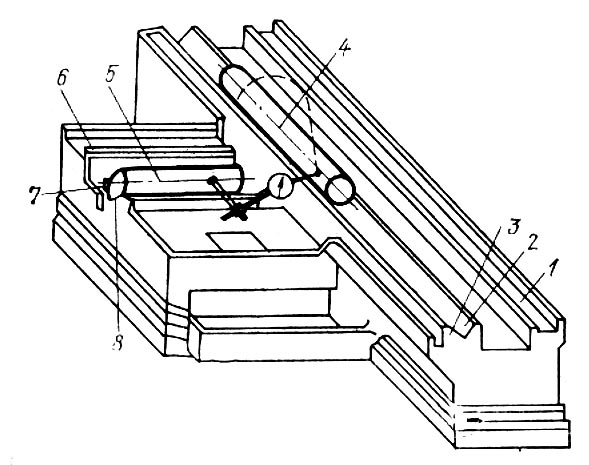
Рис. 6.1. Станина круглошлифовального станка
ри ремонте станины необходимо восстановить прямолинейность всех направляющих, при этом устраняют извернутость поверхностей 1—3 и 6—8 (рис. 6.1). Поверхности 2, 3 и 7, 8 призматических направляющих должны быть взаимно перпендикулярны, что также необходимо восстановить. Поверхности 1—3 изнашиваются значительно больше поверхностей 6—3, поэтому первые ремонтируют финишным строганием, шлифованием или шабрением, а вторые, как правило — шабрением (табл. 6.1). Порядок ремонта станины шлифованием направляющих на продольно-шлифовальном станке следующий.
1. Устанавливают станину на столе продольно-шлифовального станка, выверяя ее на параллельность направляющих продольному перемещению колонны шлифовального станка по станине. По индикатору, закрепленному на корпусе шлифовальной бабки, при движении колонны проверяют параллельность поверхностей 1 и 3. Перемещением шлифовальной бабки по траверсе проверяют параллельность поверхностей 6—8 направлению движения бабки. Точность установки станины по индикатору 0,02 мм на длине направляющих.
2. Шлифуют последовательно поверхности 1—3, добиваясь параметра шероховатости поверхностей Ra = 1,250,63 мкм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Проверку прямолинейности и извернутости осуществляют приспособлением (см. рис. 2.7).
3. Шлифуют поочередно поверхности 6—8 (рис. 6.1). Технические условия и способы проверки см. табл. 6.1 (операция 3).
Типовой технологический процесс ремонта направляющих станины шабрением
Номер и содержание
1. Установить станину на фундаменте или на стенде и выверить правильность установки
Отклонение от горизонтальности направляющих в продольном и поперечном направлениях на длине 1000 мм — 0,04 мм, извернутость — 0,02 мм
Каретка стола, уровень (ГОСТ 9392—82), приспособление (см. рис. 2.6)
Установить уровень на направляющую 1 (рис. 6.1) станины вдоль поверхности, затем — на перпендикулярно находящуюся поверхность 6, располагая его вдоль этой направляющей. Извернутость проверить приспособлением (см. рис. 2.6)
Шабрить поверхности 1—3 (рис. 6.1) по поверочной линейке
Количество отпечатков каретки не менее 10—15 на площади 2525 мм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Извернутость 0,02 мм на 1000 мм
Поверочная линейка (ГОСТ 8026—82), приспособление (см. рис. 2.6)
Линейкой на краску. Прямолинейность и извернутость проверять приспособлением (см. рис. 2.6)
Шабрить поверхность 6—8 и выверить на перпендикулярность направляющим для каретки
Допуск прямолинейности и перпендикулярности поверхностей 6—8 к поверхностям 1—3 — 0,02 мм на длине 1000 мм. Остальное — как в операции 2
То же и подставка для контрольного угольника (см. рис. 2.12), стойка с индикатором (ГОСТ 5584—82)
Линейкой на краску (см. рис. 2.12), установить на продольных направляющих, а приспособление (см. рис. 2.6) — на поперечных направляющих станины. Стойку с индикатором закрепить на приспособлении и подвести измерительный штифт к свободной грани угольника. Перемещая приспособление по поперечным направляющим, считывать показания стрелки индикатора. Проверять контрольными оправками 4 и 5
Источник
Модернизация и ремонт круглошлифовальных станков
Рабочий ресурс обрабатывающего оборудования, которое участвует в производственном процессе и подвергается переменным нагрузкам в непостоянном режиме, в процессе многолетней эксплуатации, как правило, исчерпывается. Помогает сохранить агрегаты в рабочем состоянии своевременное техническое обслуживание и ремонт станков . Для увеличения производительности устаревшего обрабатывающего оборудования проводятся мероприятия по модернизации и восстановлению установок, например, круглошлифовальных станков. Эти агрегаты широко применяются для обработки методом шлифования наружных поверхностей деталей. С помощью абразивных шлифовальных кругов проводится обдирочная и чистовая обработка на цилиндрических, конических и прямых заготовках.
Как проводится модернизация круглошлифовальных станков
Восстановление и модернизация круглошлифовальных станков – эффективная инженерно-техническая манипуляция. У крупногабаритного оборудования особенно ценится высокая металлоёмкость, которая может служить базой для установки новых конструкций, механизмов и электронных узлов. Модернизации также подвергаются станки, выпуск которых ограничен, а покупка нового агрегата экономически нецелесообразна из-за высокой стоимости.
Модернизация круглошлифовальных станков включает замену:
- всех элементов и блоков, которые усложняют технологический процесс обработки, обслуживание и эксплуатацию установки;
- устаревшей системы числового программного управления на более усовершенствованный блок ЧПУ;
- сервоприводов.
Производительность круглошлифовальных станков увеличивается за счёт установки новых балансиров, которые улучшают подводку абразивов к заготовке, совершенствуют точность обработки деталей. Реформенным изменениям также подвергается шлифовальная бабка станка – её автоматизация дает возможность ускорить перемещение детали. С этой же целью на круглошлифовальных станках используется электрическая модификация ступенчато-шкивного привода с кнопочным стартером, а также механизм для компенсации износа абразивного круга.
Что входит в ремонт круглошлифовальных станков
Ремонт станков, в том числе и круглошлифовальных, проводится в случае полного износа деталей оборудования. Ремонтные работы нацелены на восстановление рабочего состояния агрегата без потери производительности и качества обработки заготовок. К капитальному ремонту круглошлифовальных станков относятся следующие операции:
Ремонт направляющих станины, каретки и поворотного стола – восстанавливается геометрия установки, устраняется извёрнутость и регулируется прямолинейность.
Настройка передних и задних шлифовальных бабок – выравнивается положение шпинделя в подшипниках, а также подбирается высота осей перемещения.
Починка шлифовальной бабки – устраняются биение, перекосы, люфты.
Ремонт гидросистемы – проверяется надёжность трубных соединений и запорной арматуры, проводится гидронасосов и всей запорной арматуры, меняются фильтры, промывается гидробак.
Модернизация и ремонт круглошлифовальных станков повышает потенциал техники. Это позволяет использовать обрабатывающее оборудование с максимальной отдачей, расширяя при этом его функциональные возможности. Также модернизация направлена на повышение экономической эффективности производства за счёт сокращения расходов на обслуживание станков.
Источник