- Ремонт масляных выключателей
- 1. Введение
- 2. Организация работ по ремонту выключателя
- 2.1. Общие положения
- 2.2. Подготовка к ремонту
- 2.3. Контроль качества ремонтных работ
- 2.4. Приемка выключателя в ремонт
- 3. Наружный осмотр и подготовка выключателя к разборке
- 4. Разборка выключателя
- 4.1. Общая разборка выключателя
- 4.2. Разборка дугогасительного устройства
- 4.3. Разборка неподвижного розеточного контакта
- 4.4. Разборка проходного изолятора
- 4.5. Разборка подвижного контакта
- 4.6. Разборка масляного буфера
- 5. Технические требования на дефектацию и ремонт деталей общего применения
- 5.1. Резьбовые соединения и крепежные детали
- 5.2. Плоские шайбы, стопорные и пружинные шайбы
- 5.3. Пружины
- 5.4. Резиновые детали
- 5.5. Детали из гетинакса, фибры, картона и бакелита
- 5.6. Валы, оси
- 5.7. Гибкие связи
- 5.8. Поршни
- 5.9. Основные детали
Ремонт масляных выключателей
 Ремонт масляных выключателей сводится в основном к регулярному техническому обслуживанию и, в случае необходимости, к замене пришедших в негодность деталей на новые из числа запчастей. Изготовление каких-либо вышедших из строя деталей своими силами не рекомендуется, кроме оговоренных ниже.
Ремонт масляных выключателей сводится в основном к регулярному техническому обслуживанию и, в случае необходимости, к замене пришедших в негодность деталей на новые из числа запчастей. Изготовление каких-либо вышедших из строя деталей своими силами не рекомендуется, кроме оговоренных ниже.
Техническое обслуживание масляных выключателей
Во время эксплуатации высоковольтные выключатели подвергаются периодическим плановым осмотрам. После аварии или длительного пребывания в отключенном состоянии проводятся внеплановые осмотры в соответствии с ПТЭ, «Правилами технической безопасности» (ПТБ) и заводскими инструкциями.
При осмотре обращают особое внимание на:
1. уровень масла в полюсах выключателя,
2. отсутствие выброса масла в зоне масляного буфера,
3. течь масла из цилиндров полюсов,
4. чрезмерный перегрев
5. состояние наружных контактных соединений, изоляции и заземления,
6. запыленность, загрязненность,
7. наличие трещин на изоляторах и конструкциях выключателя.
Текущий ремонт масляных выключателей
Масляный выключатель независимо от типа очищают от пыли, фарфоровые изоляторы и изоляционные детали протирают ветошью, слегка смоченной в спирте, восстанавливают смазку трущихся поверхностей, проверяют наличие масла в масляных буферах и цилиндрах (полюсах) и в случае необходимости доливают или заменяют на свежее.
В случае течи масла подтягивают болтовые соединения. Проверяют сопротивления полюсов и заземления. Для доливки масла в масляный буфер выключателя ВМГ-10 поступают следующим образом (рис. 2): следует вывернуть гайку 3, вынуть поршень 5 и пружину 6. Уровень масла от дна цилиндра 7 должен составлять 45 мм. После этого буфер собрать и вручную проверить плавность перемещения штока 4.
Капитальный ремонт масляных выключателей включает следующие основные работы:
1. отсоединение выключателя от шин и привода,
3. разборку выключателя,
4. осмотр и ремонт приводного механизма, фарфоровых опорных, проходных и изоляторов тяги, внутрибаковой изоляции, дугогасительной камеры, неподвижного розеточного и подвижного контактов, изоляционных цилиндров, маслоуказателей, прокладок и других деталей.
Разборку выключателя ВМГ-10 выполняют в такой последовательности:
1. вынимают стержень (ось) 1, сочленяющую (рис. 3) наконечник 4 подвижного контакта с тягой,
2. контакт отделяется от тяги,
3. отвертывают упорные болты и цилиндры 1 (см. рис. 1),
4. снимают с опорных изоляторов, которые остаются на раме,
5. отвертывают болты и отсоединяют гибкую связь 3 (рис. 3),
6. вынимают подвижный контакт вместе с контактной колодкой 2 и гибкой связью,
7. отвертывают болты фланца проходного изолятора, который снимают вместе с кронштейном,
8. производится разборка внутренних изоляционных деталей цилиндра (рис. 4).
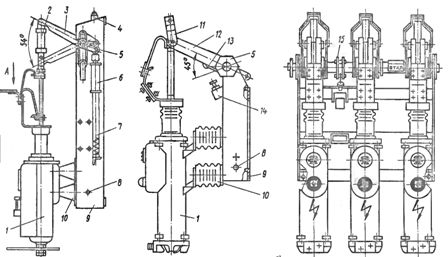
Рис. 1. Масляный выключатель: а-ВМГ-133, б-ВМГ-10; 1-цилиндр, 2 — фарфоровая тяга; 3 — двуплечий рычаг, 4 — пружинный буфер, 5 — подшипник, 6 — масляный буфер, 7 — отключающая пружина, 8 — болт заземления, 9 — рама, 10 — опорный изолятор, 11 — серьга, 12 — изоляционный рычаг, 13,14 — болты-упоры (фиксатор «вкл» положения), 15-то же, для среднего соединения с приводом
При разборке полюса ВМГ-133 вынимают верхний цилиндр 10, затем камеру 11 и нижний цилиндр 13. Вынимать цилиндр надо аккуратно, чтобы не повредить лаковые покрытия. Далее вынимают розеточный неподвижный контакт 12, предварительно отвернув гайку 15. Чтобы розетка не проворачивалась, штырь удерживают ключом за лыски. Вынимают опорное фанерное кольцо и прокладку.
Отличительные особенности устройства, разборки и ремонта выключателя ВМГ-10. Вместо фарфоровой ребристой тяги выключатель имеет двуплечий изоляционный рычаг 12, который соединен с подвижным контактом с помощью серьги 11 (см. рис.1).
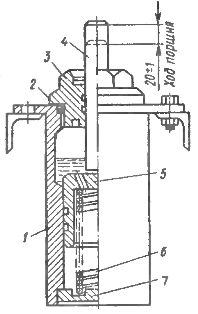
Рис. 2. Масляный буфер выключателя ВМГ-10: 1 — корпус, 2 — уплотняющая прокладка, 3 — специальная гайка, 4 — шток, 5 — поршень, 6 — пружина, 7 — дно корпуса
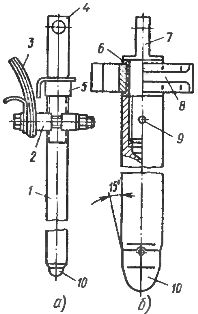
Рис. 3. Подвижный контакт: а — выключателя ВМГ-10, б — то же, ВМПП-10; 1 — стержень, 2 -контактная колодка, 3 — гибкая связь, 4 — наконечник с проушинами, 5 — контргайка, 6 — втулка, 7 — головка, 8 — направляющая колодка, 9 — штифт, 10 — наконечник
Крайние положения выключателя ограничиваются роликами двуплечего рычага 3 (рис. 5), приваренного к валу 2 между крайним и средним основными рычагами. Один из роликов подходит к болту 7 («вкл»), другой — к штоку масляного буфера 4 («откл»).
Буферная пружина 5 выключателя закреплена на среднем двуплечем рычаге.
Цилиндр имеет верхнюю и нижнюю крышки, позволяющие осмотр розеточного контакта, не производя полной разборки основного цилиндра.
Наиболее уязвимые узлы выключателя — неподвижный розеточный контакт и дугогасительная камера — извлекают из цилиндра снизу, не разбирая проходной изолятор. При сборке дугогасительную камеру вводят в цилиндр выключателя снизу.
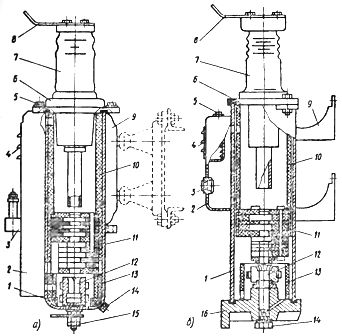
Рис. 4. Цилиндр (полюс): а — выключателя ВМГ-133, б — то же, ВМГ-10; 1 — основной цилиндр, 2 — дополнительный резервуар, 3 — маслоуказатель, 4 — жалюзи, 5 — маслоналивная пробка, 6 — верхняя крышка, 7 — проходной изолятор, 8 — кронштейны, 9 — скоба, 10 — верхний бакелитовый цилиндр, 11—дугогасительная камера, 12 — розеточный (неподвижный) контакт, 13 — нижний бакелитовый цилиндр, 14 — маслоспускная пробка, 15 — выводные штырь и гайка, 16 — нижняя крышка
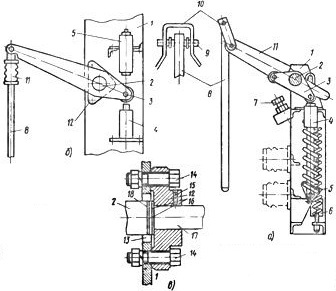
Рис. 5. Приводной механизм: а — выключателя ВМГ-10, б — то же, ВМГ-133, в — подшипник; 1 — рама, 2 — вал, 3 — двуплечий рычаг, 4 — масляный буфер, 5 — пружинный буфер, 6 — отключающая пружина, 7 — болт-упор, 8 — подвижный контакт, 9 — ось, 10 — серьга, 11 — изоляционный рычаг (фарфоровая тяга), 12 — подшипник, 13 — вырез в раме для установки вала, 14 — болт с гайкой и шайбой, 15 — отверстие для смазки, 16 — шайбы, 17 — шейка вала
Для облегчения установки выступающие части картонной манжеты предварительно смазывают тонким слоем солидола. Зазор между нижней поверхностью дугогасительной камеры и верхней частью розеточного контакта должен быть в пределах 2—5 мм, что легко определяется прямым (не косвенным) замером.
Отличительные особенности устройства, разборки и ремонта выключателей типа ВМП-10 и ВМПП-10 (рис. 6). Выключатель ВМП-10 конструктивно отличается от ВМГ-10. Механизмы «вкл» и «откл» его находятся в полюсе выключателя, отсутствуют гибкие связи, подвижный контакт за пределы полюса не выходит, отсутствует выводной изолятор с изоляционными деталями и пружинами.
Токосъем осуществляется роликами, полюсы выключателя смонтированы на общей сварной раме, которая является основанием выключателя. Внутри рамы расположены: вал, отключающие пружины, масляный и пружинный буфер. Полюс состоит из изоляционного цилиндра с заармнрованными металлическими фланцами на концах. Контактные выводы выключателя имеют гальваническое антикоррозийное покрытие.
Этот выключатель широко используют с различными типами приводов, например ПП-67, ПЭ-11 в ячейках КРУ.
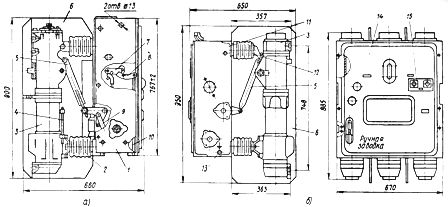
Рис. 6. Масляные выключатели; а — ВМП-10, б — ВМПП-10; 1 — рама, 2, 12 — опорный изолятор, 3 — полюс, 4 — маслоуказатель, 5 — изоляционная тяга, 6 — изоляционная перегородка, 7, 8 — собачки, 9, 10 — тяги, 11-рама с встроенным пружинным приводом и блоком релейной защиты, 13 — болт заземления, 14 — крышка, 15 — кнопка «откл» и «вкл»
Выключатель ВМПП-10 и привод к нему совмещены и встроены в общую раму. Полюс (рис. 7) очень схож с полюсом ВМП-10. Он состоит из изоляционного цилиндра 3, на концах которого заармированы металлические фланцы 2 и 4. На верхнем фланце укреплен корпус 5, к которому крепится головка полюса 6.
Механизм перемещения подвижного контакта расположен внутри корпуса и состоит из внутреннего 12 и наружных 15 и 16 рычагов, жестко закрепленных на общем валу 14. Наружный рычаг посредством изоляционной тяги связан с валом привода, а внутренний двумя серьгами 25 шарнирно связан с подвижным контактом, на верхнем конце которого закреплены направляющая колодка 8 и головка 7 (см. рис. 3) для присоединения контакта к серьгам механизма.
Нижний конец подвижного контакта связан с планкой, в которую установлена втулка 6 для направления движения подвижного контакта. Для смягчения ударов при отключении на стержне установлены буферы. Ролики 18 (рис. 7), скользящие между двух направляющих 17, центрируют включение подвижного 24 контакта в розеточный (неподвижный) и являются токосъемными устройствами для передачи тока с подвижного контакта на направляющие стержни и далее к верхнему внешнему контакту 6. В головке предусмотрена пробка 8 для заливки масла и для прохода измерительной штанги.
Для ремонта поврежденных элементов выключателя необходим частичный или полный разбор, который производится следующим образом:
• необходимо снять междуполюсные перегородки,
• слить масло из полюсов,
• отсоединить нижние шины,
• снять нижние крышки с неподвижными розеточными контактами,
• вынуть дугогасительную камеру 21 и распорные цилиндры 23 (рис. 7).
• Вынутые детали промыть маслом и осмотреть.
• Перевести выключатель в положение «вкл» и осмотреть наконечник подвижного контакта.
Для замены или ремонта подвижного контакта необходимо произвести дальнейшую разборку полюса, для чего отсоединить верхние шины, снять корпус с механизмом, предварительно отсоединив его от изоляционного цилиндра и изоляционной тяги, снять планку 20 и вынуть роликовые токоотводы. Перевести механизм в положение «откл» и отсоединить стопорную планку и подвижный контакт 24. Сборку цилиндра выполняют в обратной последовательности.
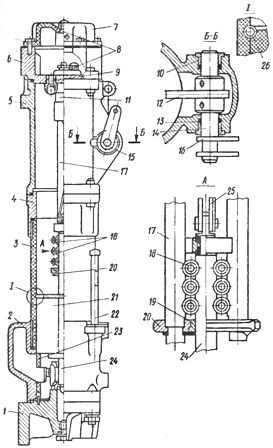
Рис. 7. Полюс выключателя ВМПП-10: 1 — нижняя крышка, 2 — нижний фланец, 3 — цилиндр, 4 — верхний фланец, 5 — корпус, 6 — головка, 7 — верхняя крышка, 8 — пробка маслоналивного отверстия, 9 — клапан, 10 — подшипник, 11 — буфер, 12 — внутренний рычаг механизма, 13 — уплотнение, 14 — вал механизма, 15 — механизм, 16 — наружный рычаг механизма, 17 — направляющий стержень, 18 — токоотводы (4 токоотвода на 20 кА и 6 на 31,5 кА на выключатель с номинальным током 630 А, 6 на 1000 А и 10 на 1600 А), 19 — втулка, 20 — планка, 21 -дугогасительная камера, 22 — маслоуказатель, 23 — распорный цилиндр, 24 — подвижный стержень, 25 — серьга, 26 — пружина.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Не пропустите обновления, подпишитесь на наши соцсети:
Источник
1. Введение
1.1. Настоящее Руководство по капитальному ремонту масляного выключателя ВМГ-10-630-20 и ВМГ-10-1000-20 1 предусматривает применение персоналом энергетических и других специализированных предприятий наиболее рациональных форм организации ремонтных работ и передовых технологических приемов их выполнения.
1 В дальнейшем для краткости — Руководство.
1.2. В Руководстве приведены:
• технические требования к объему и качеству ремонтных работ и к методам их выполнения (независимо от организационно-технического уровня ремонтных подразделений);
• методы контроля при ремонте узлов и деталей оборудования и правила приемки оборудования в ремонт и из ремонта;
• критерии оценки качества выполнения ремонтных работ.
1.3. Руководство составлено на основе обобщения передового опыта работы ремонтных предприятий энергосистем, а также технической документации завода-изготовителя.
1.4. Руководство предусматривает модернизацию бакелитовой трубки проходного изолятора выключателей, выпущенных до 1976 г.
1.5. Техническая характеристика масляных выключателей ВМГ-10-630-20, ВМГ-10-1000-20:
Номинальный ток, А
Номинальный ток отключения, кА
Предельный сквозной ток, кА:
эффективное значение периодической составляющей
Ток термической устойчивости для промежутка времени 4 с, кА
Ток включения, кА:
эффективное значение периодической составляющей
Собственное время отключения выключателя с приводом ПЭ-II/ПП-67, с
Не более 0,10 — 0,12
2. Организация работ по ремонту выключателя
2.1. Общие положения
2.1.1. Планирование и организация ремонтных работ осуществляется в соответствии с действующими Инструкциями по организации планово-предупредительного ремонта оборудования электросетевых предприятий.
2.1.2. Сроки выполнения ремонтных работ должны определяться с учетом следующих условий:
а) изменение состава бригады до окончания ремонта не допускается;
б) должна предусматриваться непрерывная загрузка отдельных исполнителей и бригады в целом;
в) режим работы ремонтного персонала должен быть подчинен максимальному сокращению сроков ремонтных работ.
2.1.3. Руководство предусматривает состав ремонтной бригады из 3 чел.: электрослесарь 4-го разряда — 1 чел.; электрослесарь 3-го разряда — 1 чел.; электрослесарь 2-го разряда — 1 чел.
2.1.4. Трудозатраты на капитальный ремонт выключателя определяются на основании «Норм времени на капитальный и текучий ремонты и эксплуатационное обслуживание оборудования подстанций 35 — 500 кВ и распределительных сетей 0,4 — 20 кВ» с учетом дополнений и изменений согласно указанию Минэнерго СССР от 28.04.1977 г. № 9 НС-5195 в составляют 18,5 чел.-ч. В случае выполнения модернизации трудозатраты увеличиваются на 2,5 чел.-ч.
2.1.5. Наиболее прогрессивным является проведение ремонта агрегатно-узловым методом специализированными бригадами. В этом случае ремонт сводится к замене полюсов выключателя на заранее отремонтированные в мастерской.
При производстве ремонта на месте установки демонтаж полюсов выключателя с опорных изоляторов производить только в случае необходимости их замены или в случае замены опорных изоляторов.
2.2. Подготовка к ремонту
2.2.1. Подготовка к капитальному ремонту производятся в соответствии с конкретным объемом работ, предусмотренных для данного оборудования.
2.2.2. К началу ремонта должна быть укомплектована бригада из рабочих соответствующей квалификации, прошедших обучение, проверку знаний и инструктаж по ТБ.
2.2.3. Перед началом работы бригаде должно быть выдано нормированное план-задание с конкретным перечнем работ и указанием объема, трудозатрат и срока окончания ремонтных работ.
2.2.4. До начала ремонта необходимо:
а) подготовить набор слесарного инструмента, а также приборы и мерительный инструмент (приложения 1, 2);
б) подготовить и доставить к рабочим местам основные и вспомогательные материалы и запасные части для ремонта (приложения 3, 4);
в) подготовить и проверить защитные средства;
г) согласовать порядок работы с другими бригадами, выполняющими смежные работы.
2.2.5. Производителю работ совместно с руководителем ремонта после оформления наряда на ремонт выключателя необходимо:
а) убедиться в правильном и полном выполнении всех мероприятий, обеспечивающих безопасность работ;
б) осуществить все противопожарные мероприятия.
2.3. Контроль качества ремонтных работ
2.3.1. Контроль качество ремонтных работ со стороны производителя работ осуществляется в следующем порядке:
а) проверку состояния каждой сборочной единицы в ходе выполнения работ производить совместно с руководителем ремонта. При этом руководитель должен дать указания о способах ремонта и дополнить (уточнить) технические требования на ремонт, по которым будут осуществляться приемка сборочной единицы из ремонта и оценка качества ремонтных работ;
б) законченные скрытые работы и выполненные промежуточные операции предъявлять руководителю для приемки и оценки качества.
2.3.2. Окончательную приемке выключателя производят представители эксплуатационного подразделения совместно с руководителем ремонта, о чем составляется ведомость основных показателей технического состояния выключателя после капитального ремонта, которая подписывается представителями эксплуатации и руководителем ремонта (приложение 5).
2.4. Приемка выключателя в ремонт
2.4.1. До начала капитального ремонта комиссия из представителей эксплуатационного и ремонтного подразделений с обязательным участим руководителя ремонта проверяет готовность к ремонту:
а) наличие ведомости объема работ капитального ремонта;
б) наличие материалов, запасных частей, оснастки и инструмента;
в) достаточность мероприятий о технике безопасности, охране труда и пожарной безопасности.
2.4.2. При приемке выключателя в ремонт необходимо ознакомиться с ведомостью дефектов и объемом работ, выполненных в предыдущий капитальный ремонт и в межремонтный период.
3. Наружный осмотр и подготовка выключателя к разборке
3.1. Осмотреть выключатель и привод, обратив внимание на наличие подтеков масла из-под маслоспускной пробки, маслоуказателя, наличие выброса масла через жалюзи маслоотделителя.
3.2. Произвести несколько операций включения и отключения.
3.3. Снять оперативное напряжение.
3.4. Произвести расшиновку выключателя.
3.5. Слить масло, проследив за снижением уровня масла в маслоуказателях.
4. Разборка выключателя
4.1. Общая разборка выключателя
4.1.1. Расшплинтовать ось 4 (рис. д1), отсоединить контактный стержень 2 от серьги 3.
4.1.2. Удалить контактный стержень 2 от полюса выключателя.
4.1.3. Стать проходной изолятор 1.
4.1.4. Стать нижнюю крышку 1 (рис. 2) с неподвижным розеточным контактом 2.
4.1.5. Вынуть изоляционные цилиндры 3, 5 и дугогасительную камеру 4 и уложить их на железный противень.
Примечание . Дугогасительную камеру предохранять от увлажнения, загрязнения и повреждения. Длительное хранение камеры целесообразно в чистом «сухом» трансформаторном масле.
4.2. Разборка дугогасительного устройства
4.2.1. Отвинтить гайки 1 (рис. 3).
4.2.2. Разобрать камеру, сложив пластины 3 — 14 на противень.
4.3. Разборка неподвижного розеточного контакта
4.3.1. Стать кольцо 2 (рис. 4), пружины 1, 5, прокладки 4.
4.3.2. Вывернуть болты 6, 8, стать гибкие связи 7 и ламели 3.
4.4. Разборка проходного изолятора
4.4.1. Стать токоведущую скобу 1 (рис. 5).
4.4.2. Вынуть кольцо 2, картонную шайбу 3, кожаную манжету 4, втулку 5.
4.4.3. Извлечь бакелитовую трубку 8 с верхней резиновой манжетой.
4.4.4. Стать резиновую манжету с бакелитовой трубки.
4.4.5. Провести модернизацию бакелитовой трубки 8 согласно разделу 7 данного Руководства.
4.5. Разборка подвижного контакта
4.5.1. Отсоединить гибкую связь 4 (рис. 6) от контактной колодки 3.
4.5.2. Отвинтить гайку 3, снять контактные колодки 2.
4.6. Разборка масляного буфера
Отвинтить гайку 2 (рис. 7), вынуть шток 1, поршень 3, пружину 4.
5. Технические требования на дефектацию и ремонт деталей общего применения
5.1. Резьбовые соединения и крепежные детали
5.1.1. Состояние резьбы проверить внешним осмотром, а также навинчиванием гаек (ввертыванием болта) от руки.
5.1.2. Детали подлежат замене при наличии следующих дефектов:
а) заусенцев, вмятин, забоин, выкрашиваний и срыва резьбы более двух ниток;
б) люфтов при завинчивании гаек (вворачивании болтов);
в) трещин и несмываемой ржавчины;
г) повреждения граней и углов на головках болтов и гаек или износа граней более 0,5 мм (от номинального размера).
5.1.3. Детали подлежат ремонту при наличии следующих дефектов:
а) местных повреждений по резьбе не более половины высоты резьбы;
б) местных повреждений общей протяженностью не более 10 % длины витка. Такие дефекты устранять прогонкой резьбонарезным инструментов или в отдельных случаях опиловкой.
5.1.4. Отверстия для шплинтов в болтах не должны быть забиты и увеличены.
5.1.5. Перед установкой резьбовые соединения смазать смазкой ЦИАТИМ-205.
5.2. Плоские шайбы, стопорные и пружинные шайбы
5.2.1. Детали подлежат замене при:
а) наличии трещин, изломов;
б) потере упругости;
в) разводе пружинной шайбы менее полуторной ее толщины.
5.2.2. Пружинные шайбы, бывшие в эксплуатации, допускаются к повторному применению только в том случае, если они не потеряли своей упругости, которая характеризуется разводом концов шайб. Нормальный развод пружинной шайбы равен двойной ее толщине, допустимый — полуторной.
5.3. Пружины
5.3.1. Пружины подлежат замене при наличии следующих дефектов:
а) надломов, трещин, засветлений, несмываемой ржавчины;
б) неравномерности шага витков пружины сжатия более 10 % по всей длине;
в) потере упругости пружины.
5.4. Резиновые детали
5.4.1. Состояние пружины определяется внешним осмотром.
5.4.2. Резиновые детали подлежат замене при наличии следующих дефектов:
а) трещин, срезов, заработок, расслоений;
б) остаточной деформации;
в) потере пластичности.
5.4.3. В зимнее время перед установкой резину рекомендуется прогреть в помещении до комнатной температуры.
5.5. Детали из гетинакса, фибры, картона и бакелита
5.5.1. Состояние деталей проверяется осмотром.
5.5.2. Детали подлежат замене при наличии следующих дефектов:
а) порывов, срезов, трещин;
б) морщин, складок, надломов;
в) разбухания, увеличения размеров;
г) рыхлых включений;
д) неравномерности толщин прокладок более 0,1 мм.
5.5.3. Уплотняющие прокладки должны быть равномерно зажаты между деталями. Не допускается выступание прокладок за края деталей более чем на 0,5 мм.
5.5.4. При незначительных трещинах, расслоениях, обгаре рекомендуется тщательно очистить поверхность, обезжирить и покрыть бакелитовым лаком.
5.6. Валы, оси
5.6.1. Оси подлежат замене при наличии следующих дефектов:
а) износа по диаметру, овальности в местах износа;
б) искривления осей в средней части и в концах более 0,2 — 0,3 мм;
в) трещин, задиров на поверхностях трения валов и осей;
г) седловин на рабочих поверхностях трения валов и осей глубиной более 1 мм.
5.6.2. Искривление осей проверять по линейке, отвесу, стеклу. Правку валов и осей производить в холодном состоянии легкими ударами молотка на устойчивой опоре.
Для предотвращения повреждения деталей на опору и под молоток ставить деревянные или свинцовые прокладки.
5.6.3. Диаметр и эллипсность осей проверять штангенциркулем.
5.6.4. Задиры на поверхностях осей снимать аккуратно напильником или шлифовальной шкуркой.
5.6.5. Седловины и вмятины на рабочих поверхностях осей определять измерением наименьшего диаметра в месте вмятины. Опиловка седловин и вмятин на рабочих поверхностях не допускается.
5.7. Гибкие связи
Гибкие связи подлежат замене при изломе пластин более 1/4 толщины.
5.8. Поршни
При наличии трещин — заменить. Задиры, следы коррозии зачистить.
5.9. Основные детали
Произвести дефектацию и ремонт дугогасительной камеры, контактного стержня, проходного изолятора, ламели, опорного изолятора, бака выключателя согласно пп. 5.9.1 — 5.9.6.
5.9.1. Дугогасительная камера (рис. 3)
Количество на изделие — 3.

Позиция на рисунке
Способ установления дефекта и контрольные инструмент
Способ устранения дефекта
Обугливание без увеличения сечения дутьевых каналов
Зачистить напильником или мелкой шкуркой, затем промыть трансформаторным маслом
Обгар. Увеличение диаметра более 28 — 30 мм
Осмотр. Измерение. Штангенциркуль
Обгар. Увеличение отверстия в перегородках в сторону выхлопных каналов до 3 мм
Технические требования к отремонтированной детали
1. Размеры должны быть: А =  ; Б =
; Б =  ; В =
; В =  ; зазор С = 1 ÷ 4мм
; зазор С = 1 ÷ 4мм
2. Высота камеры Н должна быть равной 
3. Гайки на шпильках навинчены до отказа.
5.9.2. Контактный стержень (поз. 2 рис. 1)
Количество на изделие — 3.

Способ установления дефекта и контрольный инструмент
Источник