- Капитальный ремонт гильотинных ножниц
- Капитальный ремонт гильотинных ножниц
- Капитальный ремонт гильотинных листовых ножниц
- Ремонт гильотинных ножниц в России
- Ремонт гильотинных ножниц. Изготовление ножей к ножницам гильотинным.
- Капитальный ремонт гильотинных ножниц в Туле
- Ремонт гильотинных ножниц стд-9 в Туле
- Капитальный ремонт гильотинных ножниц НГ13
- Ремонт гильотинных ножниц
- Ремонт гильотинных ножниц СТД-9.
- Капитальный ремонт гильотинных ножниц в Туле
- Ремонт гильотинных ножниц СТД-9 4х2500мм
- Гильотинные ножницы Н3121 12х2000мм после капитального ремонта.
- Гильотинные ножницы после капитального ремонта Н3121, Н478.
- Производство электрошкафов для гильотинных ножниц
- Продажа гильотинных ножниц после ремонта
- Ремонт, продажа гильотинных ножниц
- Запасные части для гильотинных ножниц СТД-9, Н3118, НК3418, Н3121, НГ13. Изготовление ножей
- Капитальный ремонт ножниц гильотинных ножниц
- Ремонт гильотинных ножниц в СПб
- Характерные неисправности
- Замена ножей гильотинных ножниц.
- Ремонт электросхемы управления гильотинных ножниц.
- Особенности работы
- Конструктивные особенности ножниц
- Основные характеристики гильотин
- Виды гильотин
- Сборка своими руками
- Н-475 Ножницы гильотинные для листового металла с наклонным ножом общего назначенияСхемы, описание, характеристики
- Ножницы кривошипные листовые с наклонным ножом для обработки листового металла
- Н-475 Ножницы гильотинные листовые с наклонным ножом. Назначение и область применения
- Общий вид гильотинных ножниц Н-475
- Фото гильотинных ножниц Н-475
- Кинематическая схема ножниц Н-475
- Конструкция гильотинных ножниц Н-475
- Станина гильотинных ножниц Н-475
- Привод кривошипных ножниц Н-475
- Привод и валы кривошипных ножниц Н-475
- Муфта включения кривошипных ножниц Н-475
- Муфта включения
- Тормоз
- Схема управления кривошипными ножницами Н-475
- Управление ножницами
- Задний упор
- Схема электрическая принципиальная гильотинных ножниц Н-475
- Электрооборудование ножниц Н-475
- Чертеж ножа гильотинных ножниц Н-475
- Нож для гильотинных ножниц 16 х 60 х 550
- Технические характеристики гильотинных ножниц Н-475
Капитальный ремонт гильотинных ножниц
Капитальный ремонт гильотинных ножниц
Конструктивные элементы оборудования со временем изнашиваются. Наиболее частыми причины выхода гильотин из строя следующие:
- выход из строя ножей;
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.
Специалисты нашего завода выполнят предварительную диагностику гильотины, произведут и заменят все необходимые комплектующие, втулки, вкладыши, ножи и другие составляющие конструкции. Собственное производство комплектующих позволяет существенно снизить расходы на ремонт гильотин. Также специалисты осуществят выставление зазоров между ножами, выполнят другие сборочные работы работы с максимальной точностью. 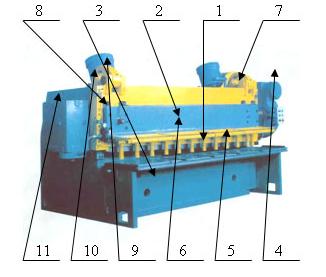
Перечень работ по капитальному ремонту гильотинных ножниц:
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж и разборка всех узлов.
- Чистка, промывка и протирка деталей ножниц.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Шлифовка стола, ножевой балки, ножей.
- Обработка станины, механизма реза и других базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Ремонт кривошипного вала с заменой подшипников качения и скольжения.
- Замена системы смазки.
- Ремонт пневмосистемы (пневмораспределителя) для ножниц с пневматической муфтой.
- Ремонт электрошкафа с заменой установочной аппаратуры.
- Сборка ножниц с восстановлением электропроводки
- Ремонт направляющих прижимной и ножевой балок. Выставка норм точности и зазора между ножами.
- Обкатка ножниц на холостом ходу.
- Проверка работы на заготовке.
- Консервация и окраска ножниц.
Дооверьте капитальный ремонт и обслуживание гильотин профессионалам!
Источник
Капитальный ремонт гильотинных листовых ножниц

Ремонт гильотин включает в себя:
- Составление дефектной ведомости ножниц на комплектность по механической части и электрооборудованию.
- Полный демонтаж всех узлов и разборка.
- Чистка, промывка и протирка деталей.
- Дефектовка, контроль, сортировка деталей.
- Уточнение предварительно составленной дефектной ведомости по деталям, требующим восстановления или замены.
- Обработка стола, станины, механизма реза, и др. базовых деталей.
- Изготовление бронзовых втулок и вкладышей.
- Замена подшипников качения и скольжения.
- Замена системы смазки.
- Замена пневмооборудования.
- Изготовление эл/шкафа и разводка электрооборудования.
- Выставка норм точности и зазора между ножами.
- Обкатка ножниц на холостом ходу.
- Проверка работы на заготовке.
- Консервация и окраска ножниц.
Гильотинные ножницы – специальное оборудование, эффективно решающее задачи резки листового металла, обеспечивая точность раскроя и качественные срезы. Прочность обрабатываемого материала приводит к изнашиванию конструктивных элементов оборудования, требуя его капитального ремонта.
Компания «Станкоснаб» поможет вернуть гильотинам рабочее состояние. Являясь производителем металлообрабатывающего оборудования, компания оказывает также сопутствующие услуги, в число которых входит ремонт гильотинных ножниц и других станков, предназначенных для металлообработки.
Наиболее частыми причинами выхода гильотин из строя являются:
- изнашивание бронзовых втулок;
- износ направляющих ножевой балки, приводящий к расширению зазора между ножами;
- потеря мощности реза вследствие изнашивания уплотнителей из резины;
- выход из строя концевых выключателей, приводящих к безостановочной работе ножевой балки или остановки ее в не том положении;
- выход из строя ножей;
- нарушение работы электросхемы механизма в результате замены деталей их аналогами и т.д.
Заказ услуг по ремонту в «Станкоснаб» обладает некоторыми преимуществами, такими как:
- Выполнение специалистами предварительного диагностирования оборудования.
- Вам не придется искать комплектующие, которые придется заменить при ремонте. Втулки, вкладыши, ножи и другие составляющие конструкции производятся непосредственно в цехах компании, что позволяет заказчикам снизить расходы на ремонт гильотин.
- Максимально точное выставление зазоров между ножами и выполнение других работ по сборке механизма.
- После ремонта мы выполним защитную окраску гильотинных ножниц, их обкатку, проверим оборудование в действии.
Чтобы гильотинные ножницы работали безупречно, доверьте их ремонт и обслуживание профессионалам!
Для получения предварительной информации свяжитесь с нами по контактным телефонам:
- 8 (495) 708-46-58 многоканальный;
- 8 (495) 225-52-28 многоканальный (доп. 102 или 103);
- 8 (800) 555-09-47 бесплатный.
© СК Станкоснаб – металлообрабатывающие станки: ремонт и продажа.
Источник
Ремонт гильотинных ножниц в России
Каталог товаров и услуг, где вы можете купить ремонт гильотинных ножниц среди 249 предложений поставщиков в России. Уточняйте оптовые и розничные цены на ремонт гильотинных ножниц, наличие на складе, стоимость доставки в ваш регион у компании поставщика.
Ремонт гильотинных ножниц. Изготовление ножей к ножницам гильотинным.

ООО Тульский Промышленный Завод занимается капитальным ремонтом гильотинных ножниц . Ремонт , продажа гильотинных ножниц следующих моделей: СТД-9 4х2500мм, СТД-9А 6х2500мм, Н3118 6х2000мм, Н3121 12х2000мм, НА3121 12х2000мм, Н3121 12х2500мм, Н478 16х2200мм, Н3121 12х3150мм. Изготовление ножей к гильотинным ножницам . СТД-9А 510х60х20 10шт. Н3121 .
Капитальный ремонт гильотинных ножниц в Туле

ООО Тульский Промышленный Завод занимается капитальным ремонтом гильотинных ножниц . Изготовлением ножей к гильотинным ножницам . Поставка запасных частей и комплектующих к гильотинным ножницам . Всегда в наличии имеются станки прошедшие капитальный ремонт и готовые к отгрузке. Продаём ножницы гильотинные механические Н3121 12х2000мм.
Ремонт гильотинных ножниц стд-9 в Туле

Тульский Промышленный Завод Капитальный ремонт гильотинных ножниц . Продажа гильотинных ножниц после капитального ремонта .Заводские нормы точности.Гарантия. Оказываем услуги по строжке ножевых балок гильотинных ножниц .
Капитальный ремонт гильотинных ножниц НГ13

Капитальный ремонт гильотинных ножниц СТД-9, Н3118, НК3418, НГ13, Н3121 продажа после ремонта . Демонстрация работы гильотинных ножниц . Гарантия на станки. Капитальный ремонт гильотинных ножниц СТД-9, Н3118, НК3418, НГ13, Н3121 продажа после ремонта . Демонстрация работы гильотинных ножниц . Гарантия на станки.
В наличии / Опт и розница
Ремонт гильотинных ножниц

Компания Промышленник профессионально отремонтирует гильотинные ножницы , проведем замену ножей, отрегулируем, установим дополнительное оборудование (лазерный указатель реза), осуществим капитальный ремонт и пуско-наладку станка. Работаем по Санкт-Петербургу и Ленинградской области.
Под заказ / Услуга
Ремонт гильотинных ножниц СТД-9.

ООО Тульский Промышленный Завод продаёт после капитального ремонта ножницы гильотинные СТД-9 4х2500мм. Поставка запасных частей к ножницам гильотинным . Изготовление ножей к гильотинным ножницам . Ремонт токарно-винторезных станков.
Капитальный ремонт гильотинных ножниц в Туле

. рмц-1400мм, 1М63 рмц-2800мм. Ремонт , продажа гильотинных ножниц следующих моделей: СТД-9 4х2500мм, СТД-9А 6х2500мм, Н3118 6х2000мм, Н3121 12х2000мм, НА3121 12х2000мм, Н3121 12х2500мм, Н478 16х2200мм, Н3121 12х3150мм. Изготовлением ножей к ножницам гильотинным . Всегда на складе имеется станки прошедшие капитальный ремонт ( готовые к отгрузке ).
Ремонт гильотинных ножниц СТД-9 4х2500мм

ООО Тульский Промышленный Завод занимается ремонтом и продажей после ремонта ножниц гильотинных СТД-9 4х2500мм. Поставкой запасных частей к ножницам гильотинным . Изготовлением ножей к ножницам гильотинным .
Гильотинные ножницы Н3121 12х2000мм после капитального ремонта.

ООО Тульский Промышленный Завод занимается изготовлением ножей к гильотинным ножницам . Капитальным ремонтом гильотинных ножниц . Поставка запасных частей к гильотинным ножницам . Продаём ножницы гильотинные Н3121 12х2000мм после капитального ремонта .
Гильотинные ножницы после капитального ремонта Н3121, Н478.

ООО Тульский Промышленный Завод специализируется на капитальном ремонте гильотинных ножниц . Поставке запасных частей и комплектующих. Продаём после капитального ремонта ножницы гильотинные СТД-9 6х2500мм, НК3418 6х2000мм, Н3121 12х2000, Н3121 12х2500мм, Н478 16х2200мм.
Производство электрошкафов для гильотинных ножниц

Производство электрошкафов для механических гильотинных ножниц . Производство электрошкафов для пневматических гильотинных ножниц . Ремонт гильотинных ножниц . Продажа гильотинных ножниц после капитального ремонта .
Продажа гильотинных ножниц после ремонта

Продажа гильотинных ножниц после ремонта . Капитальный ремонт гильотинных ножниц . Изготовление ножей для дробилок. Изготовление ножей для гильотинных ножниц . Изготовление ножей для пресс ножниц . Ремонт , продажа токарно-винторезных станков.
Ремонт, продажа гильотинных ножниц

Ремонт , продажа гильотинных ножниц , вальцев , прессов на Тульском Промышленном Заводе. Специалисты нашего завода выполнят качественный ремонт металлообрабатывающего оборудования. На оборудование предоставляем гарантию
Запасные части для гильотинных ножниц СТД-9, Н3118, НК3418, Н3121, НГ13. Изготовление ножей

. части для гильотинных ножниц СТД-9, Н3118, НК3418, Н3121, НГ13. Изготовление ножей для гильотинных ножниц . Изготовление зубчатых колёс. Изготовление подшипников скольжения. Строжка столов и ножевых балок. Тульский Промышленный Завод. Оказываем капитальный ремонт токарных , фрезерных станков. Также оказываем услуги по ремонту сверлильных .
Источник
Капитальный ремонт ножниц гильотинных ножниц
Ремонт гильотинных ножниц в СПб
Характерные неисправности
Гильотинные ножницы или гильотины для рубки металла бывают с механическим и гидравлическим приводом. В обоих видах станков при длительной эксплуатации изнашиваются подшипники скольжения (бронзовые втулки) вала привода ножевой балки. Так же вследствие износа направляющих ножевой балки увеличивается зазор между ножами, что приводит к неправильному резу. В процессе работы нужно следить за состоянием режущих кромок ножей (вовремя шлифовать). У ножниц с пневматическим пуском может выйти из строя пневмораспределитель и пневмомуфта, изнашиваются и резиновые уплотнения, что приводит к потере мощности реза. У ножниц с механическим пуском изнашивается механизм включения хода ножевой балки. Так же из-за поломок концевых выключателей ножевая балка может останавливаться не в нужном положении либо не останавливаться вовсе. Существуют и другие менее частые поломки.
Если вам необходимо отремонтировать гильотинные ножницы – обращайтесь и мы постараемся вам помочь. Алголритм ремонта станков вы найдете в разделе РЕМОНТ.
Замена ножей гильотинных ножниц.
Наиболее часто встречающиеся неисправности у гильотинных ножниц, как у гидравлических, так и у механических связаны с ножами, поскольку именно они принимают на себя всю полноту нагрузки в процессе эксплуатации станка. Ножи тупятся, получают сколы или вовсе раскалываются, и здесь не обойтись без снятия старых и установки новых или отшлифованных ножей. Рассмотрим данную операцию на примере ремонта гидравлических гильотинных ножниц НА 3225 (рис. 1).
 Рис.2
Рис.2  Рис.3
Рис.3
Порядок ремонта следующий.
Сначала снимаем защитную решетку, после чего можно подробно осмотреть повреждения верхних и нижних ножей вдоль всей линии реза (рис. 2, 3).
 Рис.4
Рис.4
Откручиваем крепежные болты нижних ножей и меняем их с тыльной стороны станка (рис. 4).
 Рис.5
Рис.5
Для замены верхних ножей сначала необходимо демонтировать те гидроупоры, которые мешают вынуть крепежные болты фиксирующие верхние ножи к ножевой балке (рис. 5).
 Рис.6
Рис.6  Рис.7
Рис.7
Затем вынимаем болты, аккуратно снимаем и меняем ножи (рис. 6, 7).
Сборка станка происходит в обратном порядке.
Ремонт электросхемы управления гильотинных ножниц.
Заметно реже требуется ремонт электрической части гильотин, но любая деталь имеет свой рабочий ресурс и рано или поздно ломается. Затем по мере выхода из строя узлов и деталей начинается периодически повторяющийся ремонт. Постепенно детали заменяются на примерный аналог (т.к. зачастую «оригинальных» уже не выпускают), схема упрощается, пропадает изначально заложенный потенциал, пока наконец электросхема не перестаёт работать совсем. В результате неисправны один или несколько дискретных элементов электросхмы, и где они понять довольно сложно т.к. после всех предыдущих ремонтов реально существующие электрические связи в станке сильно различаются с изначально заложенными в станок. В такой ситуации самое надежное, а иногда и единственно правильное решение – модернизация электросхемы управления станка.
 Рис.8
Рис.8  Рис.9
Рис.9
На примере гильотинных ножниц марки Н3118 (рис. 8 и 9) можно увидеть суть модернизации.
 Рис.10
Рис.10  Рис.11
Рис.11
Электрошкаф находится в левой части станка и прикреплен к станине. На рисунках 10 и 11 показаны внутренности электрошкафа со старой нерабочей схемой.
 Рис.12
Рис.12  Рис.13
Рис.13  Рис.14
Рис.14
На рисунках 12, 13 и 14 показан электрошкаф после модернизации.
После проведенных работ электрическая часть данного станка проработает в штатном режиме многие годы.
Особенности работы
- Те устройства, которые предназначены для резки металлов преимущественно листового типа за счет рубящего движения, получили название гильотины.
- В большинстве случаев, резкой металла занимаются на промышленных предприятиях, для этого используются оборудование специального назначения.
- Необходимость в резке листового металла может возникнуть и у домашних мастеров, которые привыкли всю работу по дому делать своими руками.
- В этом случае для резки листового металла используют специальные гильотинные ножницы по металлу ручного типа, которые можно увидеть на фото ниже.

Кроме этого, можно собрать для резки металла и специальный агрегат. Такое упрощенное приспособление состоит из острозаточенного лезвия, которое приводится в движение за счет рычага, который прочно прикреплен к его основе.
Для того чтобы при помощи такого агрегата разрезать металл, его необходимо уложить на станину и плавным движением привести в движение лезвие. Если собрать его по всем правилам, то можно резать металл с большой точностью.
ВАЖНО ЗНАТЬ: Ручная плазменная резка: аппараты, оборудование, видео
Гильотины ручного типа совместно с ножницами по металлу в своей работе используют кровельщики, которые при помощи этих инструментов нарезают необходимые заготовки из кровельного материала.
Схема работы ручных приспособлений для резки металла чем-то схожа с устройствами, которые используются в полиграфической промышленности для нарезки бумаги и картона.
- Такие агрегаты имеют компактные размеры, а для их работы не требуется электрическая энергия.
- Следует отметить, что и ремонт гильотинных ножниц при необходимости можно провести своими силами.
- Гильотины автоматического типа, которые преимущественно используются на промышленных предприятиях, имеют более сложное устройство.
- Схема их работы отдаленно напоминает схему функционирования ручных агрегатов, однако функциональные возможности больше в несколько раз.
- Изготовление ручной гильотины на видео ниже.
- Видео:
Можно выделить гильотины с гидравлическим и электрическим приводом, а также кривошипные устройства. Все эти агрегаты между собой различаются по конструктивному исполнению, а также имеют как достоинства, так и недостатки.
Конструктивные особенности ножниц
Самая обыкновенная гильотина в обязательном порядке состоит из прочной станины, на которой находятся подающий стол, а также градуированный упор. Кроме этого, на нем закреплено нижнее лезвие.
- К станине особым образом фиксируется подвижная балка, на которой расположено верхнее лезвие.
- Также примитивный станок оснащен прижимным устройством и ограничителем глубины, который контролирует подачу металла.
- Достаточно распространены агрегаты, которые дополнительно оснащены возвратным поддоном, предназначенным для сбора готового материала.
- На фото, которое размещено ниже, можно увидеть простейшее гильотинное устройство ручного типа.

Электрические станки дополнительно оснащаются балкой, которая служит основным креплением для двигателя. Кроме этого, на ней размещается редуктор, соединенный особым образом с валом.
Также такие агрегаты имеют кривошипные устройства и тормозной барабан. В этом случае, как верхние, так и нижние ножы размещаются на специальной траверсе.
Гидравлические гильотины в свою очередь оснащаются гидравлическим приводом, который позволяет проводить резку металла с практически любой толщиной.
Такие устройства способны передавать на металл усилие большой мощности, притом, что физическое участие человека в их работе сведено к минимуму.
При необходимости выполнить прямолинейные резы, используют ножницы, которые, как правило, монтируются на прочную раму.
У них подвижной нож может осуществлять движение только в одном направлении и плоскости, и в любом случае угол наклона остается неизменным.
ВАЖНО ЗНАТЬ: Выбор отрезных дисков для болгарки по металлу
- При необходимости производится заточка ножей, которая может быть как односторонней, так и двухсторонней.
- Рекомендуется использовать для нарезки металла те гильотины, которые оборудованы специальным механизмом, который способен прочно фиксировать листовую заготовку.
- Профессиональные устройства очень часто оснащаются фиксирующими механизмами, которые имеют электрические или гидравлические приводы.
- Характеристики гильотин главным образом зависят от их функциональных возможностей, притом, что схема работы всегда одинакова.
Основные характеристики гильотин
Все ручные и автоматические устройства, которые предназначены исключительно для резки металла, имеют свои принципиальные характеристики работы. Например, большое значение имеют ножи для гильотинных ножниц, ведь от их качества зависит итог работы.
Ножи для гильотинных ножниц производятся, преимущественно, из твердых сплавов, обладающих повышенной прочностью.
И гидравлические, и электрические, и ручные гильотинные инструменты обязательно оснащаются фиксаторами, что минимизирует возможность получения различных травм и дает возможность делать рез максимально ровным.
Также такие устройства могут иметь некоторые особенности работы ножевых балок.
Такой же принцип имеют и кривошипные устройства. В свою очередь, и электрические, и гидравлические гильотинные ножницы приводятся в действие либо за счет программируемых аппаратов, либо при помощи механических приводов.
На фото, которое размещено ниже, можно увидеть гильотину с гидравлическим приводом.

- Характеристики ножей у гильотин одинаковы для всех видов устройств.
- На их поверхностях не должно быть зазубрин и других дефектов, кроме этого, кромка должна быть максимально острой, в противном случае произойдет изгибание материала, могут образоваться сколы.
- Гильотина должна быть максимальной устойчивой и иметь жесткий и капитальный корпус станины.
- Кривошипные гильотины, предназначенные для получения при резке крупных сечений материала, которые используются на крупных предприятиях, также имеют капитальный и максимально жесткий корпус станины.
- Кривошипные гильотины и кривошипные ножницы могут также применяться для пробивки технических отверстий, для чего используется особая схема работы.
Все кривошипные устройства состоят из трех исполнительных механизмов, обеспечивающих выполнение ими задач по прямому назначению. На фото ниже можно увидеть кривошипные гильотины ручного действия.
ВАЖНО ЗНАТЬ: Как сделать гильотину для резки металла своими руками?

Виды гильотин
Для резки материала с небольшой толщиной, как правило, используют ручные гильотины.
В свою очередь, при необходимости осуществить рез материала с большой толщиной, используют электрические или гидравлические ножницы, которые имеют капитальный корпус и повышенные характеристики прочности.
К простейшим типам устройств относят ручные гильотины, которые оснащаются рычажным механизмом. В свою очередь, более сложное устройство имеют гильотины с гидравлическим приводом.
Они имеют капитальный корпус и массивную конструкцию сложной конфигурации.
Основные характеристики их работы отличаются высокой точностью получаемого среза.
Также, преимущественно на производствах, используют электрические и электромеханические гильотины, которые имеют оптимальные характеристики надежности и способны обеспечить качественный срез материала.
Кроме этого на промышленных предприятиях можно встретить ножи с пневматическим приводом. Схема работы всех типов гильотин схожа по своему принципу.
На фото ниже можно увидеть пневматическую гильотину, которая способна обеспечить высокую точность резки деталей.

Сборка своими руками
- В домашних условиях можно не только произвести капитальный ремонт гильотинных ножниц, но и их изготовление, конечно, простейшей конструкции, как на фото, которое расположено ниже.
- Такие ручные ножницы дадут возможность получать достаточно ровный срез с гладкой кромкой.
- Для этого необходимо изготовить прочное и жесткое основание, для чего рекомендуется использовать сталь определенной толщины.

К станине следует закрепить направляющие трубки, к верхней части которых будет крепиться подвижный механизм с ножами. Кроме этого, к станине следует прикрепить нижний нож.
- После этого к подвижной части прикрепляется рычаг.
- Схема работы таких ножниц схожа со схемой устройств, произведенных в заводских условиях, при этом характеристики работы мало чем отличаются от несложных промышленных агрегатов.
- Гильотинные ножницы ручного типа позволяют выполнять самые разные задачи.
- Следует отметить, что качество среза ручных устройств практически ни в чем не уступает качеству среза, полученного при использовании агрегата с электрическим приводом, который представлен на фото ниже.

Н-475 Ножницы гильотинные для листового металла с наклонным ножом общего назначенияСхемы, описание, характеристики
Изготовителем ножниц Н-475 является Львовский машиностроительный завод.
Ножницы кривошипные листовые с наклонным ножом для обработки листового металла
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).
Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Н-475 Ножницы гильотинные листовые с наклонным ножом. Назначение и область применения
Ножницы кривошипные листовые Н-475 с наклонным ножом для резки листа толщиной не свыше 6,3 мм и шириной до 2000 мм предназначены для листового материала с при σвр 50 кг/мм 2 (σвр = 500 МПа).
Поперечная резка листа производится за один ход ножа по разметке или с помощью заднего упора.
Продольная резка — при длине реза более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Ножницы могут быть использованы на складах и цехах различных предприятий при температуре окружающей среды -20°С … +40°С, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».
Привод гильотинных ножниц Н475 осуществляется от электродвигателя через клиноременную передачу. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравновешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н 475 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н-475 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
Общий вид гильотинных ножниц Н-475

Фото гильотинных ножниц Н-475


Кинематическая схема ножниц Н-475

Конструкция гильотинных ножниц Н-475
Листовые ножницы состоят из станины, привода и валов, шпоночной муфты включения, тормоза, ножевой балки и прижима, управления, заднего упора.
Станина гильотинных ножниц Н-475
Станина из листовой стали – сварная. В передней ее части укреплен болтами стол, на котором установлены удлинители с Т-образными пазами, служащими (в случае необходимости) для удлинения стола. Угольник: 2 служат для упора разрезаемого листа.
Стол для регулировки зазора между ножами можно перемещать болтами, предварительно отпустив зажимные болты, которые после регулировки требуется снова затянуть. При продольной резке направляющий угольник снимается.
Привод кривошипных ножниц Н-475

Привод и валы кривошипных ножниц Н-475
Электродвигатель передает вращательное движение через четыре клиновых ремня на маховик через зубчатые колеса на коленчатый вал. Промежуточный вал вращается в конических подшипниках. Коленчатый вал вращается в подшипниках скольжения.
Муфта включения кривошипных ножниц Н-475

Муфта включения
На левом конце коленчатого вала в ступице зубчатого колеса установлена шпоночная муфта включения. Втулки 1, 2, и 3 неподвижно посажены в ступице зубчатого колеса. Остальные детали соединены с валом. Поворотные (рабочая и запорная) шпонки муфты включения включаются пружинами 7 и, поворачиваясь, захватываются полукруглыми пазами втулки 2. Втулки 9 и 10, имеющие полукруглые пазы, дополняют гнезда для круглых концов шпонки.
Правый конец рабочей шпонки снабжен легкосъемным языком 4, который, ударяясь об один из пальцев 2 или 3 (см. рис. 8), отключает шпонки, соединенные между собой рычагами 5 и 6 (рис. 5).
При включении и выключении шпонок угол поворота последних ограничивается пазом ведущей втулки 8.
Тормоз
На правом конце коленчатого вала насажен тормоз периодического действия. Периодичность торможения осуществляется за счет эксцентрического расположения шкива 2 (рис. 6) по отношению к оси коленчатого вала 1. Это торможение происходит тогда, когда ножевая балка находятся в верхнем положении, чем устраняется ее забегание под действием инерции. Ножевая балка и прижим. Усилие от коленчатого вала передается на ножевую балку 1 (рис. 7) посредством двух шатунов 3. Прижимается разрезаемый материал балкой прижима 2, которая работает автоматически и согласованно с движением ножевой балки.
Усилие нажатия прижима регулируется пружинами 4, вмонтированными в стаканы на прижимной балке.
Схема управления кривошипными ножницами Н-475

Управление ножницами
Для получения одиночных резов после подачи листов при включенном электродвигателе нажимается расположенная по всему фронту ножниц педаль 1 (рис. 8), которая, нажимая на конечный двигатель, замыкает цепь электромагнита и вытянутый якорь последнего поворачивает вилку с пальцами 2 и 3, освобождая зацепляющийся с ними язычок 4, связанный с рабочей поворотной шпонкой. После этого под действием пружин 7 (см. рис. 5) шпонки поворачиваются и включают коленчатый вал. Происходит одиночный рез.
Для получения реза достаточно нажать педаль на одно мгновение, но и при длительной задержке педали повторного реза не произойдет, так как язычок 4 (рис. 8) будет задержан пальцем 2, который при нажатии педали становится на место пальца 3.
Для получения повторного реза вначале нужно отпустить педаль и нажать ее снова. Для получения непрерывных резов пальцы необходимо вывести из зацепления с язычком 4, укоротив тягу 6 с помощью легко перестанавливающегося винта 7, и переключатель управления 5 установить против таблички “Непрерывные резы”. В таком положении ножницы остаются до тех пор, пока не потребуется осуществить одиночные резы.
Задний упор
Задний упор состоит из двух цилиндрических реек 1 (рис. 9), на которых вращением маховика 2 передвигаются кронштейны 3.
Передвигая кронштейны по конусу 4, устанавливают упорную линию 5 на необходимое расстояние от кромки ножа, чем достигается мерная резка с помощью заднего упора.
Схема электрическая принципиальная гильотинных ножниц Н-475

Электрооборудование ножниц Н-475
Ножницы имеют электрическое управление. Для подачи напряжения служит вводный пакетный выключатель ВВ (рис. 10). Использовать выключатель ВВ для прямого включения и выключения электродвигателя запрещается.
Запуск электродвигателя возможен только при установке переключателя управления ПУ в положение «Одиночные ходы» (контакт 3—4). После этого нажатием на кнопку «Пуск» 2КУ включается электродвигатель с помощью магнитного пускателя 1К. Блок-контакт (3—5) магнитного пускателя 1К обеспечивает дальнейшую работу электродвигателя при возврате кнопки «Пуск» 2КУ в исходное положение, а также при перемене положения переключателя управления ПУ «Непрерывные ходы» (контакт 15—13), –
Включение ножниц на одиночные ходы можно производить лишь после набора маховиком нужного числа оборотов нажатием кнопки «Пуск» ЗКУ, расположенной на панели ниже переключателя управления, ножной педалью при помощи конечного выключателя ВК, расположенного на боковой стойке ножниц, или специальной переносной педалью, включаемой в штепсельную розетку РШ.
Для работы ножниц на непрерывных ходах надо установить при работающем электродвигателе переключатель ПУ в положение «Непрерывные ходы» и включить ходы нажатием на кнопку «Пуск» ЗКУ или педали. Для выключения непрерывных ходов достаточно установить переключатель управления в положение «Одиночные ходы».
Остановка электродвигателя и аварийная остановка осуществляются нажатием кнопки «Общий стоп» 2КУ.
Нагревательный элемент теплового реле РТ, служащего для защиты электродвигателя от перегрузки, включен в силовую цепь последовательно; нормально закрытый контакт этого реле включен в цепь катушки магнитного пускателя 1К. При перегрузке тепловые элементы нагреваются и размыкают нормально закрытый контакт, отключая электродвигатель от сети. Повторный запуск электродвигателя возможен только после остывания биметаллических пластин реле. Для повторного пуска необходимо нажать кнопку «Возврат» теплового реле.
Так как реле помещено внутри запирающегося шкафа, пуск электродвигателя после перегрузки возможен только электромонтером, обслуживающим ножницы. Перед пуском необходимо выяснить и устранить причины перегрузки.
Защита от внутренних повреждений электродвигателя осуществляется плавкими предохранителями Пр, защита от падения напряжения — магнитным пускателем 1К. На ножницах предусмотрено местное освещение напряжением 36 В. Включение и выключение освещения осуществляется выключателем ВО.
Цепи управления рассчитаны согласно требованиям техники безопасности на напряжение 127 и 36 в. Для этой цели применяется понижающий трансформатор Тр, имеющий две вторичных обмотки 36 и 127 в.
Муфта включения ножниц работает лишь при вращении электродвигателя и привода в одну сторону (по стрелке, установленной на ограждении). При обратном вращении возможна поломка муфты включения.
Для контроля направления вращения и скорости вращения на электродвигатель установлено реле контроля скорости РКС блокирующее схему управления ножниц.
На ножницах в экспортном тропическом исполнении реле контроля скорости РКС не устанавливается.
Чертеж ножа гильотинных ножниц Н-475

Нож для гильотинных ножниц 16 х 60 х 550
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h21
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- h24; h24; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Технические характеристики гильотинных ножниц Н-475
| Наименование параметра | Н-475 | |
|---|---|---|
| Основные параметры ножниц | ||
| Наибольшая толщина разрезаемого листа при σвр 50 кг/мм 2 (σвр = 500МПа), мм | 6,3 | |
| Наибольшая длина разрезаемых листов в мм, мм | 2000 | |
| Число ходов ножа в минуту не менее | 40 | |
| Ход ножа, мм | 80 | |
| Максимальное усилие реза, тс | 19 | |
| Угол наклона подвижного ножа в градусах | 1°56′ | |
| Ширина отрезаемого листа по заднему упору, мм | 500 | |
| Число режущих кромок ножа | 4 | |
| Расстояние между стойками в свету, мм | 2250 | |
| Расстояние от уровня пола до плоскости нижнего ножа, мм | 800 | |
| Расстояние от кромки неподвижного ножа до станины (вылет), мм | 600 | |
| Количество прижимов | 1 | |
| Ход прижима, мм | 10 | |
| Усилие прижима, кг | 700 | |
| Режимов работы | 2 (одиночный/ непрерывный) | |
| Нормы точности | ||
| Зазор между поверхностями скольжения ножей балки и направляющими стойками, мм | 0,1..0,2 | |
| Биение маховика в радиальном направлении при его вращении, мм | 0,1 | |
| Биение маховика в осевом направлении при его вращении, мм | 0,2 | |
| Зазор между поверхностями скольжения прижима и направляющими, мм | 0,1..0,3 | |
| Зазор между верхними и нижними ножами, мм | 0,08..0,35 | |
| Электрооборудование | ||
| Электродвигатель, кВт | 7 | |
| Габарит и масса ножниц | ||
| Габарит ножниц (длина х ширина х высота), мм | 2900 х 1970 х 2175 | |
| Масса ножниц, кг | 4500 |
Полезные ссылки по теме
Паспорта гильотинных ножниц
Каталог справочник гильотинных ножниц
Источник