- Ремонт трубчатых печей
- Система обслуживания и ремонта оборудования энергохозяйств промпредприятий — Нормативы техобслуживания и ремонта промышленных печей и нагревательных установок
- Содержание материала
- СОСТАВ ОБОРУДОВАНИЯ
- ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
- ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
- ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
- СТРУКТУРА И ПРОДОЛЖИТЕЛЬНОСТЬ ЦИКЛОВ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
Ремонт трубчатых печей
Основные конструкции нагревательных печей
Одним из основных видов оборудования нефтеперерабатывающих и нефтехимических производств считаются трубчатые печи, являющиеся аппаратами для высокотемпературного нагрева. На сегодняшний день, для нефтеперерабатывающей и нефтехимической промышленности разработано и введено в эксплуатацию большое количество трубчатых печей, отличающихся между собой назначением, параметрами эксплуатации, конструкцией, размерами, видом используемого топлива, а также наименованием материалов, используемых для изготовления основных деталей и узлов печи.
Основными классификационными признаками трубчатых печей служат:
1) форма каркаса — печи коробчатые и цилиндрические;
2) число топочных камер — однокамерные и многокамерные печи;
3) расположение труб в камере радиации — вертикальное и горизонтальное;
4) способ соединения труб — на приварных гнутых двойниках (калачах) и на ретурбендах;
5) размещение дымовых труб — дымовая труба на каркасе печи и на отдельном фундаменте;
6) конструкция стен печи — из кирпичей и легковесных панелей и др.
Одним из основных классификационных признаков промышленных трубчатых печей является их целевая принадлежность — использование в условиях определенной технологической установки. Трубчатые печи предназначены для нагрева технологической среды (нагревательные печи) и для проведения термодеструктивных процессов углеводородов (печи пиролиза). Нагревательные печи и печи пиролиза не имеют существенного различия в наборе основных элементов (трубчатый змеевик, футеровка и т.д.), к основным отличительным признакам относится температура нагрева технологической среды. Температура среды углеводородов в нагревательной печи достигает 450-500 о С, в печах пиролиза до 800-900 о С.
К основным элементам технологических трубчатых печей относятся:
— трубчатый змеевик (печные трубы, двойники, калачи, отводы);
— металлический каркас печи;
— гарнитура печи (трубные решетки, трубные и кирпичные подвески, кронштейны для кирпичей, шиберы и т.д);
— приборы контроля и управления, а также системы противоаварийной защиты.
-Типовые двухскатные (шатровые) печи достаточно широко распространены на предприятиях нефтепереработки и нефтехимии. Этот тип печей обладает рядом недостатков, к которым относятся: низкая эффективность, высокие затраты на ремонт и т. д. Но, в то же время, предприятия не всегда имеют возможность их замены на новые. Все это приводит к необходимости их ремонта. Шатровые печи имеют две камеры радиации и одну камеру конвекции, расположенную в средней части печи.
Большой объем топочного пространства позволяет применять длиннофакельное сжигание топлива и иметь интенсивный лучистый теплообмен. Для равномерного обогрева трубчатого змеевика, вдоль боковых стен в амбразурах из огнеупорного кирпича рассредоточены комбинированные форсунки.
Вертикальные печи, используемые на предприятиях нефтепереработки, обладают более высокими технико-экономическими показателями. Удельный расход металла для их сооружения на 1 млн. ккал/ч составляет 9 — 10 т (у двухскатных печей 12 — 14 т). Капитальные затраты на ремонт вертикальных печей намного меньше.
Характерные дефекты элементов нагревательной печи
Дефекты печных труб и двойников
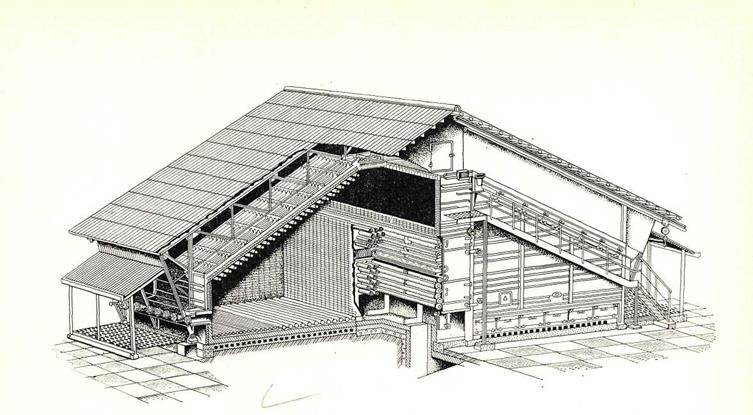
Рисунок 44 — Двухскатная трубчатая печь
Трубы и двойники трубчатых печей технологических установок работают в очень жестких условиях, особенно при переработке сернистых, агрессивных нефтей и их продуктов. В процессе эксплуатации наблюдаются следующие основные виды износа:
1) износ труб по внутренней поверхности, т. е. увеличение внутреннего диаметра, утончение стенки трубы; при этом в местах развальцовки и в непосредственной близости к двойнику наблюдается наиболее интенсивный износ;
2) износ печных труб по наружной поверхности, образование окалины, затем сетки криппа;
3) увеличение наружного диаметра труб (отдулины); прогары их;
4) износ отбортовки труб;
5) деформация (прогиб) печных труб из-за обрыва подвесок;
6) для двойников наблюдается износ по внутренней поверхности.
Перечисленные виды износа являются наиболее частыми причинами замены труб в печах различных технологических установок и связаны с целостностью или прочностными свойствами трубы. Кроме того, замена трубы возможна в следствие выхода из строя трубы смежной по двойнику или износа двойника.
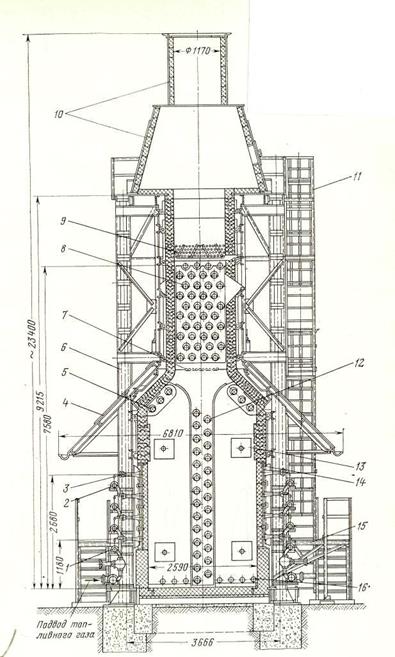
1 — коллектор подвода газа к горелкам нижнего ряда; 2— коллектор подвода газа к горелкам верхнего ряда; 3— эжектор горелки; 4— кровля-навес; 5 — трубы потолочного экрана; 6 — каркас; 7 — змеевик пароперегревателя; 8 — трубы змеевика камеры конвекции; 9 — трубы котла утилизатора; 10 — дымовая труба;11 — стремянка; 12 — трубы змеевика двустороннего облучения; 13 — выхлопное окно; 14 — панель горелки
15 — площадка для обслуживания горелок; 16 — трубы подового экрана
Рисунок 45 — Печь с излучающими стенами из панельных горелок..
Ревизия трубчатых змеевиков
Ревизия трубчатых змеевиков проводится с целью обнаружения дефектов во время проведения плановых ремонтов работниками отдела технического надзора совместно с механиком и начальником установки.
Ревизия змеевика печи включает следующие операции и проводится в указанные ниже сроки:
а) наружный осмотр всех труб и калачей (отводов) в радиантной части печи и в конвекционной части в доступных местах проводится каждый ремонт с целью выявления коррозии поверхностей, прогаров, отдулин, трещин, свищей, прогибов и состояния сварных швов; внешним осмотром сварных швов выявляются трещины, коррозия и другие дефекты; при возникновении в качестве сварных соединений проводится контроль неразрушающими методами;
б) проверка наружного диаметра всех труб в радиантной части и в доступных местах в конвекционной части змеевика проводится в каждый ремонт; контроль производится предельными калибрами (скобами) или другими инструментами, обеспечивающими точность измерения
±0.5 мм, с целью выявления допустимого изменения наружного диаметра;
в) измерение внутреннего диаметра труб в двойниках и измерение толщины стенок и калачей (отводов) проводится для радиантной части различных змеевиков печей в зависимости от их скорости коррозии:
— до 0.1 мм/год – выборочно из различных температурных зон в каждый ремонт, полностью в капитальный ремонт;
— от 0.1 до 0.3 мм/год – выборочное из различных температурных зон в каждый ремонт, полностью через ремонт;
— свыше 0.3 мм/год – каждый ремонт полностью;
— для конвекционной части змеевика печи – каждый ремонт ;
г) измерения труб в двойниках выполняют специальными нутромерами; за двойниками – на глубину 0.5 м с помощью нутромеров или косвенным методом путем измерения наружного диаметра толщины стенки ультрозвуковыми толщинометрами с точностью не менее ±0.1 мм после тщательной зачистки труб;
д) измерение толщин стенок труб и калачей (отводов) выполняются переносными ультрозвуковыми толщинометрами с точностью измерения ±0.1 мм в местах наиболее вероятного износа; для калачей (отводов), если они сварные, вблизи продольного шва и на каждой половине; для цельных – наибольшем и наименьшем радиусе закругления;
е) определение твердости металла печных труб и калачей (отводов) из закаливающихся сталей (15Х5М, 12Х8ВФ, Х9М, 15Х5М-У, 1Х2М1, 15ХМ и др.) во время капитальных ремонтов (выборочно) аварийных остановок, при нарушении процесса паровоздушного выжига кокса, а также при установки в печь новых труб и калачей (отводов).
После любого вскрытия змеевика, замены или подвальцовки печных труб, замены двойников, применения сварки для ремонта, а также при износе элементов трубчатого змеевика до величин, приближающихся к отбраковочным размерам, он должен быть подвергнут гидравлическому испытанию пробным давлением, предусмотренным в проекте.
Ревизия двойников проводится выборочно в каждый ремонт и полностью в капитальный ремонт и включает следующие виды контроля:
а) внешний осмотр, производимый в каждый ремонт, с целью выявления трещин, раковин, следов остаточной деформации ушек;
б) осмотр с целью выявления забоин на уплотняющей поверхности под пробки, корозионно-эрозионного износа внутренней поверхности,
производимый при вскрытии пробок;
в) замер толщин стенок двойников и толщин мостов между отверстиями под пробки в местах видимого износа, осуществляемый ультрозвуковыми толщинометрами или другим мерительным инструментом с точностью измерения не менее ±0.2 мм, при замене труб или при вскрытии пробок для замера внутреннего диаметра труб;
г) замеры диаметра гнезда под трубы и глубины уплотнительных канавок под развальцовку, производимые в случае демонтажа труб и при установке нового двойника;
д) определение твердости металла двойников и закаливающихся сталей, производимая выборочно при капитальных ремонтах, аварийных остановках (на двойниках, подвергшихся воздействию высоких температур), а также при установке в печь новых двойников не менее чем в трех точках на каждом. Как правило, твердость проверяется на ушках двойников и на перемычках между отверстиями под пробки и трубы.
Ревизия кладки и футеровки печи производится в каждый ремонт и включает:
а) наружный осмотр, в результате которого выявляется состояние кирпичной кладки и жаростойкого бетона торцевых и боковых стен, пода, горизонтального и наклонного сводов, перевальных стен, состояние футеровки форсуночных окон, наружного изоляционного покрытия, панельных горелок;
б) проверку кладки и футеровки на вертикальность;
в) проверку футеровки свода и пода на горизонтальность (во время капитального ремонта);
г) проверку состояния температурных швов и заполнения их асбестовым слоем.
Ревизия дымоходов (боровов), газовоздушных коробов и шиберов производится при каждой остановке печи на ремонт и включает:
а) визуальный осмотр сводов, стен, пода дымоходов, наружной поверхности и состояния футеровки газовоздушных коробов, состояния и крепления шиберов и их деталей;
б) определение дефектов и отклонений в огнеупорной футеровке или кирпичной кладке дымоходов;
Ревизия форсунок и горелок производится в плановые ремонты и сводится к следующему:
а) внешнему осмотру корпуса форсунки, завехрителя, паромазутной головки, газового коллектора, сопла, запорной арматуры;
б) внешнему осмотру беспламенной горелки (состояния корпуса горелки, трубок, керамических призм и их прилегания к корпусу).
Элементы змеевика (трубы и отводов), установленные в печи, подлежат отбраковке в следующих случаях:
а) при наличии на них разрывов, трещин, свищей, прогаров, видимых оттдулин;
б) когда на наружной поверхности после снятия окалины обнаружены видимые трещины;
в) когда твердость труб и отводов из закаливающихся сталей (15Х5М, 12Х8ВФ, Х9М, 15Х5М-У, 12Х2М1) превышает 270 ед. НВ и когда она менее:
Дата добавления: 2019-10-16 ; просмотров: 1604 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Источник
Система обслуживания и ремонта оборудования энергохозяйств промпредприятий — Нормативы техобслуживания и ремонта промышленных печей и нагревательных установок
Содержание материала
Глава двенадцатая
НОРМАТИВЫ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА ПРОМЫШЛЕННЫХ ПЕЧЕЙ И НАГРЕВАТЕЛЬНЫХ УСТАНОВОК
СОСТАВ ОБОРУДОВАНИЯ
В состав промышленных печей и нагревательных установок входят:
электропечи сопротивления периодического действия, в том числе камерные, камерные универсальные механизированные, с выдвижным подом и передвижной камерой; шахтные; колпаковые, электропечи-ванны и сушильные шкафы;
электропечи сопротивления непрерывного действия, в том числе конвейерные, батарейные; вакуумные электропечи периодического и непрерывного действия; индукционные печи, дуговые, ультразвуковое оборудование и другое вспомогательное оборудование, а также установки для приготовления контролируемых атмосфер.
При ремонте и эксплуатации электротермического оборудования рекомендуется соблюдение требований соответствующих глав ПТЭ и ПТБ и инструкций заводов-изготовителей. Электротермическое оборудование должно обслуживаться высококвалифицированным эксплуатационным и ремонтным персоналом, знающим конструкцию и назначение, а также правила эксплуатации и техники безопасности.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕХНИЧЕСКОМ ОБСЛУЖИВАНИИ
Техническое обслуживание электротермического оборудования производится ремонтным или оперативным персоналом отдела главного энергетика или дежурным персоналом производственных цехов. В рабочем состоянии производится наружный осмотр и проверка температуры внешних поверхностей, осмотр деталей, особенно изоляционных, очистка оборудования от пыли, грязи и флюсов, очистка контактных поверхностей, проверка заземляющих устройств, проверка состояния электронагревателей, трубопроводов масляных затворов печей (шахтных, камерных с выдвижным подом), работы горелок для пламенных завес, трубопровода, арматуры и регуляторов давления и электромагнитных вентилей, воздушных завес в низкотемпературных печах и сушильных шкафах. Кроме того, для электродуговых печей проводится проверка качества торцевых и ниппельных соединений и плотности свертывания электродов, для индукционных и высокочастотных печей — осмотр конденсаторных батарей, электродных ламп и проверка надежности экранирования и заземления отдельных блоков, правильности работы контакторов и гашения дуги, отсутствия накипи на водоохлаждающих поверхностях.
Осмотры вакуумных, конвейерных, дуговых и других печей следует производить совместно с ремонтным персоналом главного механика. Осмотры производятся по графику с периодичностью в зависимости от местных условий, но не реже 1 раза в месяц.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ ТЕКУЩЕМ РЕМОНТЕ
При текущем ремонте электротермического оборудования производятся все операции технического обслуживания и проверяется состояние всей электрической части печей, частичная замена нагревательных элементов, проверка мегаомметром электрической цепи, частичный ремонт кожуха и футеровки, проверка уплотняющих устройств, типовой сальниковой арматуры, набитой сухим асбестовым шнуром, сварных швов печей, работающих с защитными атмосферами, пружинных шайб у болтовых соединений и других стопорящих деталей и их подтяжка, проверка работы щита управления, заземляющих устройств и ликвидация неисправностей.
По отдельным электропечам производятся следующие дополнительные работы:
по вакуумным электропечам — наружный осмотр всего оборудования и узлов печи, ремонт кожуха печи и кранов; ремонт вакуумных насосов и вакуумной сети, смена вакуумного масла, чистка и проверка всех соединительных поверхностей, проверка печи на натекание, промывка систем охлаждения; ремонт запорной арматуры и трубопровода в пределах печи; ремонт электрощитов силовых и управления с аппаратурой; проверка цепей управления с частичной заменой проводки; проверка герметичности печи;
по индукционным электропечам —проверка состояния конденсаторной батареи и при необходимости замена отдельных конденсаторных банок, ревизия или ремонт трансформатора, очистка системы охлаждения индуктора, зачистка контактных поверхностей, винтов индуктора;
по высокочастотным установкам — проверка состояния генераторных ламп и колебательного контура, при необходимости замена отдельных ламп, конденсаторов и индукторов, ревизия или ремонт высокочастотных преобразователей, ремонт блокировочных устройств;
по дуговым электропечам — проверка качества торцов и ниппельных соединений электродов и их подтягивание, замена электродов при необходимости, ревизия и ремонт механизма подачи электродов, ревизия или ремонт печного трансформатора, ремонт запорной арматуры и трубопровода в пределах печи;
по плавильным электронно-лучевым вакуумным печам— проверка электрической схемы с частичной заменой проводки, проверка изоляции кабелей высокого напряжения, защитного заземления, блокировочных устройств, осмотр и ремонт электронной «пушки», частичная замена генераторных ламп, ревизия автотрансформаторов и выпрямителей, частичный ремонт и регулировка вакуумного блока, промывка системы охлаждения, ревизия и ремонт запорно-регулирующей арматуры.
ОСНОВНОЙ ОБЪЕМ РАБОТ ПРИ КАПИТАЛЬНОМ РЕМОНТЕ
В объем капитального ремонта входят все операции текущего ремонта и, кроме того, полная переборка и замена нагревательных элементов с проверкой и подбором их по сопротивлению, замена изношенных деталей и узлов, проверка изоляции в соответствии с паспортными данными или ГОСТ, полная замена футеровки и других видов теплоизоляции, ремонт уплотняющих устройств, ремонт или замена проводов первичной и вторичной коммутации, пускорегулирующих аппаратов, ремонт печных трансформаторов, замена индукторов, ремонт вакуумных насосов, вакуумных задвижек и другой трубопроводной арматуры, ремонт и промывка системы водяного охлаждения, замена генераторных ламп и конденсаторов, лабораторная проверка приборов теплового контроля и автоматического регулирования, проверка распределения и выравнивания температурных зон в соответствии с требованиями технологии с отметкой паспорта печи, испытание печи при рабочих температурных режимах и окраске. После ремонта следует осуществить контроль состояния тепловой изоляции по кривой остывания печи;
по плавильным электронно-лучевым печам — полная разборка установки, замена более 30 % электропроводки и кабелей высокого напряжения, замена аппаратов низкого и высокого напряжения, замена измерительных приборов, ремонт автотрансформаторов и выпрямителей, ремонт вакуумного блока и всех трубопроводов, окраска и наладка установки.
СТРУКТУРА И ПРОДОЛЖИТЕЛЬНОСТЬ ЦИКЛОВ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ И РЕМОНТА
В табл. 12.1 приведена примерная продолжительность ремонтного цикла, межремонтного и межосмотрового периодов при работе оборудования в две смены с коэффициентом загрузки электротермического оборудования 0,6.
При трехсменной работе оборудования в данные таблицы вводятся поправочный коэффициент 0,67 и при односменной работе — коэффициент 1,8.
Сроки ремонта электротермического оборудования должны быть согласованы с отделом главного механика, который должен производить ремонт механической части оборудования.
Таблица 12.1. Структура и продолжительность циклов технического обслуживания и ремонта
Источник