Построение карты потока создания ценности в системе бережливого производства: практический подход
В настоящее время вопрос конкуренции на российском рынке в условиях непостоянства мирового рынка и снижения экономической устойчивости предприятий возникает все чаще и чаще. Многие предприятия пытаются снизить свои издержки за счет внедрения современных систем менеджмента, среди которых наиболее заметное место занимает система «Бережливое производство».



Авторы: Панина Ф.Ю., специалист по развитию производственной системы и системы менеджмента качества ОАО «Висмут», Федоськина Л.А., доцент кафедры управления качеством Мордовского государственного университета им. Н. П. Огарева.
Функционирование системы бережливого производства основано на эффективном применении взаимосвязанной совокупности специальных инструментов и методов. Наиболее полный состав инструментов бережливого производства включает в себя такие методы и подходы, как Кайдзен, 5S-«Упорядочение», SOP-процедуры, систему обслуживания оборудования ТРМ, быструю переналадку SMED, систему JIT («Точно вовремя»), Канбан и POKA YOKA [1].
Вместе с тем, превентивные попытки внедрения отдельных или нескольких инструментов (как правило 5S, ТРМ и SMED) не дают ожидаемых результатов. Это обусловлено тем, что после их поспешного, неподготовленного и оттого необоснованного внедрения не решаются основные производственные проблемы:
- сохраняются простои из-за ожидания доставки материалов и комплектующих к рабочим местам;
- не сокращаются площади, занятые готовой продукцией, запасами материалов и комплектующих;
- продолжает ощущаться нехватка средств перемещения комплектующих и материалов;
- имеет место несвоевременное изготовление продукции.
В чем же причина, и как же добиться повышения эффективности всего производства? Для того чтобы получить эффективный результат от внедрения инструментов бережливого производства, надо сначала постараться увидеть весь процесс создания продукции с точки зрения процессов, создающих ценность, и процессов, не создающих ценность (потерь).
Потери – бесполезные повторяющиеся действия, которые должны быть немедленно исключены. Например, простои в ожидании или складировании узлов [2].
Выявить все потери позволяет построение карты потока создания ценностей – VSM. Она представляет собой графическое изображение всего процесса производства продукции.
Составление карты потока ценностей начинается с последнего участка производства и проводится в обратном направлении до момента начала цикла производства и даже может включать в себя процесс разработки продукции и закупки материала для производства (все зависит от количества проблем при производстве). На каждом участке фиксируется:
- время цикла операций, приносящих ценность;
- время цикла операций, не приносящих ценность (время контрольных операций, время переналадки оборудования, время ожидания материалов и комплектующих, время ожидания информации, время транспортировки изделий и т.д.);
- количество продукции в незавершенном производстве;
- количество запасов;
- количество операторов, выполняющих операцию.
Все показатели желательно оценить в денежном выражении для проведения финансового анализа затрат на производство продукции.
Работа по составлению карты проводиться непосредственно на тех участках, где осуществляется процесс. Опыт показывает, что наиболее удобным способом представления потока создания ценности является нанесение изображения на ватмане, лучше карандашом, чтобы была возможность внесения поправок и уточнений [3].
Составление карты потока ценностей на конкретном примере
В качестве исходных данных имеем:
– В цехе №1 деталь подвергается 3- м процессам обработки на 3- рабочих местах.
– На рабочем месте №1 деталь отрезается в размер.
– На рабочем месте №2 деталь проходит токарную обработку.
– На рабочем месте №3 деталь проходит фрезерную обработку.
– В цехе №2 на рабочем месте №4 деталь собирается в сборочную единицу и передается на склад готовой продукции.
Описанный порядок перемещения обрабатываемой детали показан на рисунке 1.

Исходя из ранее определенной нами методики, составление карты потока создания ценности начинаем со склада готовой продукции и заканчиваем рабочим местом №1. Данные, собранные в процессе анализа заносятся в соответствующую таблицу (таблица 1).
Как показывают данные таблицы 1, общая продолжительность производственного процесса обработки детали составляет 69 700 сек. Процесс состоит из пятнадцати операций. Заметим, что оперативное время, то есть время создания ценности детали составляет 4 150 сек. В процентном выражении это значение составляет всего лишь 5,59%! Это значит, что большая часть процесса выполняется непроизводительно. Производственные потери настолько велики, что исследуемый процесс имеет явную необходимость оптимизации во времени и пространстве.
Самое значительное непроизводительное время выпадает на операцию хранения – она длится 56 000 сек. и занимает 80,3 % общего времени процесса. Доля данной категории производственных потерь в общем непроизводительном времени еще более высока – 85,4 %. Таким образом, именно при хранении комплектующих и готовой продукции тратится необоснованно много времени, что делает процесс обработки детали нерациональным и имеющим низкую ценность.
Все это свидетельствует о том, что имеет место сверхнеэффективная организация производственного процесса изготовления рассматриваемой детали. Нерациональное размещение рабочих мест в ходе выполнения технологических операций не позволяет получать высокую ценность производственного процесса обработки рассматриваемой детали.
На этой основе составляется карта потока создания ценности при параметрах будущего состояния производственного процесса обработки детали. При построении карты будущего состояния следует учитывать, что необходимо как можно больше сократить выявленные потери в виде непроизводительных затрат времени, материальных ресурсов и пространства. Поэтому на данном этапе разрабатываются наилучшие желательные показатели всех параметров производственного процесса, которые также отражаются в виде аналогичной таблицы. В нашем примере желаемые параметры ценности процесса представлены в таблице 2.
Сравнивая значения аналогичных показателей таблиц 1 и 2 заметим, что общая продолжительность процесса сократилась на 59 030 сек., то есть в 6,5 раза! Доля производительного времени выполнения тех же пятнадцати операций производственного процесса обработки детали возросла до 31,86 % вместо 5,59 %. Таким образом, ценность потока увеличилась в 5,7 раза.
Среди непроизводительных затрат производственного процесса доминирующее значение по-прежнему занимает время хранения, однако его доля в общем процессе снизилась на 33,44 % и составила 46,86 %. В составе непроизводительных затрат она также сократится, и в будущем состоянии должна быть 68,78 % вместо 85,4 %.


Немаловажным достижением будущего состояния производственного процесса обработки детали в рассматриваемом примере является также значительное сокращение объемов запасов и незавершенного производства – запасы составят лишь 1 % от текущего уровня, а объемы незавершенного производства сократятся до 8 % от имеющего место в текущий момент времени. Существенное изменение численности работников, занятых в производственном процессе, – с 15 до 6 операторов, то есть в 2,5 раза – это еще один весомый аргумент в пользу построения карты потока создания ценности с целью проведения анализа причин и источников производственных потерь.
С целью обобщения полученные результатов построим таблицу целевых показателей, в которую занесем данные параметров текущего состояния и будущего (таблица 3).

Экономический эффект в таблице не подсчитан в силу того, что параметры процесса не были оценены в денежном выражении, поэтому проведение финансового анализа оказалось затруднительным. Это требует дополнительных данных и может составить отдельное направление исследования рассматриваемого производственного процесса.
Но здесь встает вопрос: за счет каких изменений могут быть получены такие заметные улучшения производственного процесса и снижены производственные потери?
Отметим, что не существует единственно верного ответа на такой сложный вопрос. Единого рецепта успеха организаций, оптимизирующих свой производственный процесс на основе построения карты потока создания ценности, просто не может быть. Насколько каждая организация уникальна по своей сути, настолько же уникальны решения по оптимизации и рационализации потока.
В нашем примере столь существенные результаты были достигнуты посредством того, что все рабочие места, задействованные в обработке детали, были выстроены в U- образную ячейку, которую территориально расположили в цехе № 1. На рисунке 2 наглядно представлено, как изменилось пространственное расположение рабочих мест, вследствие чего появилась возможность сокращения потерь при транспортировке и хранении.

Как видно из рисунка 2, в ячейке три операции – отрезную, токарную и фрезерную – будет выполнять один оператор. За счет такого расположения технологического оборудования и рабочих появилась возможность сократить время на перемещения детали от одного рабочего места до другого, время временного хранения детали на складе комплектующих, количество незавершенного производства, сократить количество операторов, задействованных в процессе производства, сократить площади для дальнейшего увеличения объемов производства.
Для наглядного сравнения и структурной характеристики времени операций, создающих ценность, и времени, в течение которого ценность не создается, строятся диаграммы, соответствующие текущему и будущему состояниям. Рассматриваемый вариант изменения производственного процесса представлен в виде двух пар диаграмм на рисунке 3.
На них видно, что в текущем состоянии общая продолжительность процесса складывается почти полностью из не создающего ценность времени, и лишь малую долю занимает время, создающее ценность. В будущем состоянии время непроизводительное только незначительно больше времени создания ценности, а общая длительность процесса существенно снижена и временная структура его более рациональна.

Однако только лишь создания U- образной ячейки оказалось недостаточным для получения представленных результатов. Специалистам потребовалось провести ряд дополняющих мероприятий и принять соответствующие управленческие решения.
Чтобы достичь намеченных показателей, потребовалось также внедрить ряд инструментов бережливого производства:
– для сокращения количества операторов проведет хронометраж работы операторов на всех рабочих местах, выделена ручная работа оператора и машинное время работы оборудования. Затем разработан «стандарт работы оператора» с учетом того, что оператор должен выполнять ручную работу одновременно с обработкой детали на оборудовании;
– для сокращения времени цикла выполнения операций внедрена система 5S – «Упорядочение». Практическое руководство с инструкциями и чек-листами доступно здесь;
– для сокращения времени переналадки оборудования использованы элементы системы SMED;
– для сокращения простоев из-за неисправности оборудования внедряется система TPM.
– для сокращения времени контроля качества применяется подход POKA YOKA;
– для сокращения незавершенного производства, простоев из-за несвоевременной доставки материалов, комплектующих используются принципы JIT.
Только такое комплексное решение производственных проблем позволит сократить потери в исследованном производственном процессе и на этой основе повысить его эффективность.
Литература
1. Лапшин В. С. Основы бережливого производства: учеб. пособие / В. С. Лапшин, Л. А. Федоськина, Е. А. Ляманова, Д. В. Родин, Е. Е. Родина, И. В. Филиппова. – Саранск: Изд-во Мордов. ун-та , 2011. – 168 с.
2. Производственная система Тойоты. Уходя от массового производства/ Тайити Оно ; Пер. с англ.-М.: Институт комплексных стратегических исследований, 2005г. – 192 с.
3. Учитесь видеть бизнес-процессы. Практика построения карт потоков создания ценности / Майк Ротер, Джон Шук; Пер. с англ. – М. : Альпина Бизнес Букс : CBSD, Центр развития деловых навыков, 2005. – 144 с.
Источник
Картирование потоков создания ценности

Важнейшей задачей деятельности современной организации является развитие производственной системы предприятия на принципах бережливого производства. Это связано с тем, что современные подходы к формированию производственных систем ориентированы на повышение качества, удовлетворенность потребителя, активизацию персонала. Картирование потока создания ценности (КПСЦ) способствует выявлению и устранению потерь, а это является основой бережливого производства. Это наиболее распространённый инструмент выявления потерь в потоке изготовления определённого продукта, который является обязательным при выстраивании потока, направлен на минимизацию потерь и позволяет провести выравнивание нагрузки операторов в потоке создания ценности, дает возможность синхронизировать основные и вспомогательные процессы.
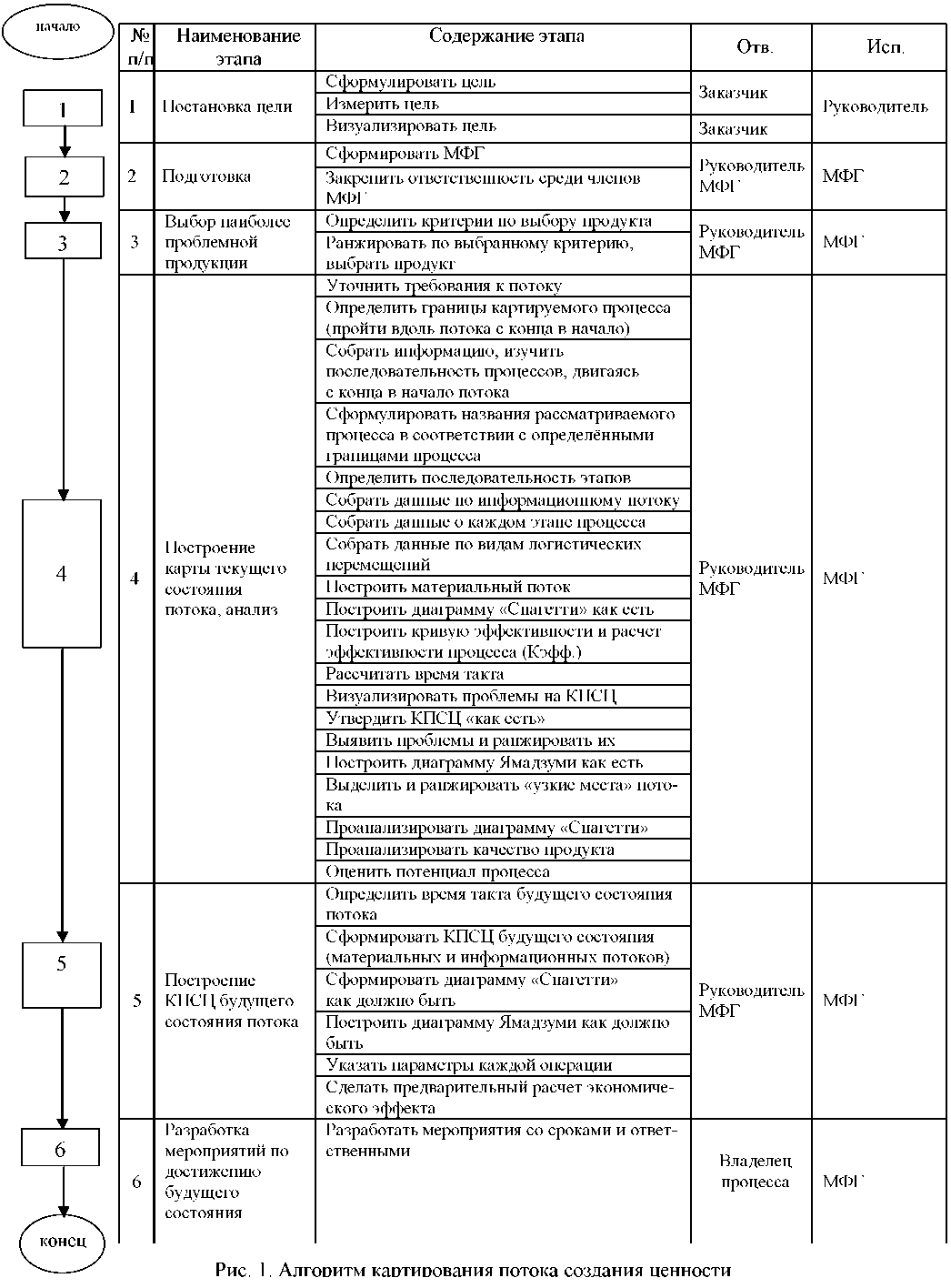
Предлагаемый алгоритм картирования потока создания ценности разработан в соответствии со стандартами ГОСТ Р в области бережливого производства и устанавливает единый подход к построению и оформлению карт текущего и будущего состояний потока создания ценности и их анализа как в основных, так и во вспомогательных процессах ПАО «КАМАЗ» с целью выявления потерь в данных процессах и определения возможностей по их улучшению: повышения качества, сокращения времени такта процесса.
При картировании потока создания ценности составляются карты текущего и будущего состояния, проводится анализ и составляется план работ по достижению принятых решений по устранению потерь: перепроизводство, излишние запасы, транспортировка, время ожидания, излишняя обработка, перемещение и дефекты как в потоке продукции, так и в потоке информации [1]. Картирование направлено на увеличение доли времени создания ценности.
КПСЦ составляется в тех случаях, когда владелец процесса определяет целевые задачи и параметры по улучшению процесса [2]. Различают два вида КПСЦ: текущего состояния и будущего состояния.
Картирование процесса состоит из этапов, представленных в табл. Работа по картированию выполняется межфункциональной группой (МФГ). Состав участников МФГ определяется владельцем процесса, в соответствии со спецификой выбранного процесса, как правило, не более 6-8 человек.
К основным параметрам КПСЦ рекомендуется относить время цикла каждой операции, время создания ценности на каждой операции, время потерь на операциях, показатели качества, количество работающего персонала, время транспортировки, расстояние транспортировки, объем НЗП, количество и стоимость запасов материалов и готовой продукции (для каждой операции), время исполнения заказа, эффективность потока. Набор показателей выбирается исходя из специфики.
Этапы картирования процесса и рекомендуемые участники
Рекомендуемые участники МФГ
Составление карты текущего состояния
- ответственный за составление карты «Как есть»;
- представитель заказчика;
- представители подразделений, которые не владеют процессом и не отвечают за его результат (для независимой оценки).
Проведение анализа карты текущего состояния
- владелец картируемого процесса;
- ответственный за составление карты «Как есть»;
- представитель экономической службы;
- технолог, закрепленный за подразделением;
- представитель подразделения, выполняющий логистические операции.
Составление карты будущего состояния
- владелец картируемого процесса;
- ответственный за составление карты «Как есть»/ «Как должно быть»;
- технолог, закрепленный за подразделением;
- представитель подразделения, выполняющий логистические операции.
Составление тактического плана работ по достижению будущего состояния
- владелец картируемого процесса;
- ответственный за составление карты «Как есть»/ «Как должно быть»;
- заказчик.
Карта отражает реальное прохождение материального и информационного потока[3]. Картирование потока создания ценности осуществляется в соответствии с приведенным общим алгоритмом (рис. 1). Построение КПСЦ текущего состояния потока происходит следующим образом:
- МФГ в зависимости от поставленной целевой задачи определяет границы потока от заказчика до поставщика, а также перечень показателей, собираемых по каждой операции потока.
- Определив границы потока и перечень показателей, МФГ проходит по потоку от потребителя до поставщика при этом собирает данные по каждой операции, начиная с первой и перемещаясь по фактической последовательности операций материального потока, фиксирует фактический процесс передачи информации (обращая внимания на нестандартные способы и источники информации), строит диаграмму «Спагетти».
- МФГ проводит замеры необходимых параметров и несет ответственность за достоверность собранных данных (хронометраж, расстояния, отчеты и другие статистические данные).
- По итогам сбора данных МФГ вручную оформляет КПСЦ текущего состояния потока на листе формата А1, А0.
- Оформление КПСЦ выполняется в следующей последовательности:
- На бумаге отображают текущее состояние материального потока с указанием основных показателей этапов процесса.
- Над стрелкой выталкивания или вытягивания указывают способ транспортировки, размер перемещаемой партии, под стрелкой указывают расстояние транспортировки.
- Количество запасов до и после операций отображают цифрой внутри условного символьного обозначения в виде треугольника.
- Отображают текущий информационный поток в верхней части листа материального потока. Важен только тот информационный поток, который влияет на продукт в процессе создания ценности (задание на производство, планы, контроль хода производства и т.д.).
- Указывают кривую эффективности, отображая время создания ценности в нижней части и время, в течение которого не создаются ценности в верхней части.
- Потери времени от нахождения материалов в запасах на одной операции рассчитывают как:
Тпз = ВЦ1хЗпос. 1+ВЦ2хЗпер. 2+ВТ, (1)
где: Тпз — потеря времени на одной операции от нахождения продукта в запасах (сек./мин./дней);
Зпос. — количество запасов после операцией, шт.; Зпер. — количество запасов перед операцией, шт.; ВЦ-время цикла операций (сек./мин./дней); ВТ — время на транспортировку (сек./мин./дней).
Если поток состоит из нескольких операции, то рассчитывается общая потеря времени от нахождения продукта в запасах (ЕТпз=Тпз1+ Тпз2 +. + Тпзп).
Коэффициент эффективности потока указывается в конце кривой эффективности и рассчитывается как отношение суммарного времени создания ценности на всех операциях процесса к суммарному времени цикла всех операций.
- Построение диаграммы Ямадзуми «как есть». Операции, время цикла которых больше, чем время такта, являются «узкими» местами в потоке и подлежат оптимизации. Основными инструментами анализа и устранения потерь являются: FIFOTPM, SMED, Канбан, Картирование, Перебалансировка и т. д.
- Построение диаграммы «Спагетти» текущего состояния. Диаграмма «Спагетти» позволяет наглядно увидеть последовательность операции, количество перемещений и расстояние, которые совершают продукт и работник. Цель построения диаграммы «Спагетти» — рационально разместить рабочие места в потоке и устранить потери при транспортировке и передвижении.
Построение КПСЦ будущего состояния потока происходит следующим образом:
- Определяются риски (проблемы, которые могут возникнуть при переходе из текущего состояния в будущее) и описываются действия, смягчающие последствия рисков.
- МФГ, после построения карты текущего состояния потока в соответствии с целевой задачей выполняет анализ потерь, причин появления «узких» мест в потоке и оформляет карту будущего состояния, последовательно улучшая поток с учетом следующих семи принципов будущего состояния (при составлении карты будущего состояния на основе диаграммы «Спагетти» составляется схема перемещения оператора.
Формирование будущего состояния потока создания ценности необходимо начинать с перебалансировки этапов процесса (операций) по времени такта. Загрузка каждого этапа процесса (операций) должна быть приближена ко времени такта и не превышать его. Рекомендуется время цикла делать на 10-15 % меньше времени такта. Это достигается за счет приведения последовательности действий к оптимальному выравниванию загрузки, стандартизации работ, а также контроля и решения проблем.
Следует выделить следующие принципы картирования процесса:
- Принцип № 1. Работайте в соответствии со временем такта. Оператор должен понимать, что работать нужно в строгом соответствии с временем такта так как если он будет работать быстрее, то будут возникать проблемы по хранению излишней продукции, а если медленнее, то будет тормозиться весь последующий процесс, что приведёт к срыву своевременного выполнения заказа.
- Принцип № 2. Создавайте непрерывный поток (поток в одно изделие), где это возможно. Непрерывный поток предполагает передачу готового изделия на следующую операцию потока без задержек и является идеальным состоянием потока: быстрым, экономичным, прозрачным, с минимальными потерями. Непрерывный поток считается самым эффективным способом производства. Наиболее оптимальным с точки зрения организации непрерывного потока является работа на конвейере. Следующей по эффективности считается формирование производственных ячеек (L-^-, U-, S-, V-образных). При формировании производственной ячейки обязательным условием является проведение перебалансировки работы оборудования и персонала под требуемое время такта. Для организации непрерывного потока МФГ принимает решение по переходу в целевое состояние, включающий в себя перемещение, оборудование, обучение работников, расчет запасов, изменение рабочих распорядков.
- Принцип № 3. Используйте систему вытягивания там, где непрерывный поток обрывается. При невозможности организовать непрерывный поток в тех местах, где происходит накапливание запасов или требуется транспортировка продукции, необходимо применять вытягивающую систему.
Типовыми причинами накапливания запаса являются длительная переналадка оборудования, несбалансированность операций по времени цикла, ряд операций выполняется на участках, расположенных далеко друг от друга (в других производствах, других организациях), неритмичное поступление комплектующих изделий (узлов) с других участков и (или) несвоевременное оказание услуг подрядными подразделениями, несвоевременная передача информации, аварийные простои оборудования.
Основные методы и принципы вытягивания — супермаркет, канбан, FIFO. При решении МФГ использовать супермаркет необходимо провести АВС-анализ по изготавливаемой на данной операции номенклатуре. Супермаркет организуют только для номенклатуры А и В. Номенклатура С включается в месячный план производства.
При использовании вытягивающих систем для координации работы всего потока планирование производственного задания необходимо учитывать возможности производства работ на операциях, являющихся узким местом (операция, задающий ритм процесса).
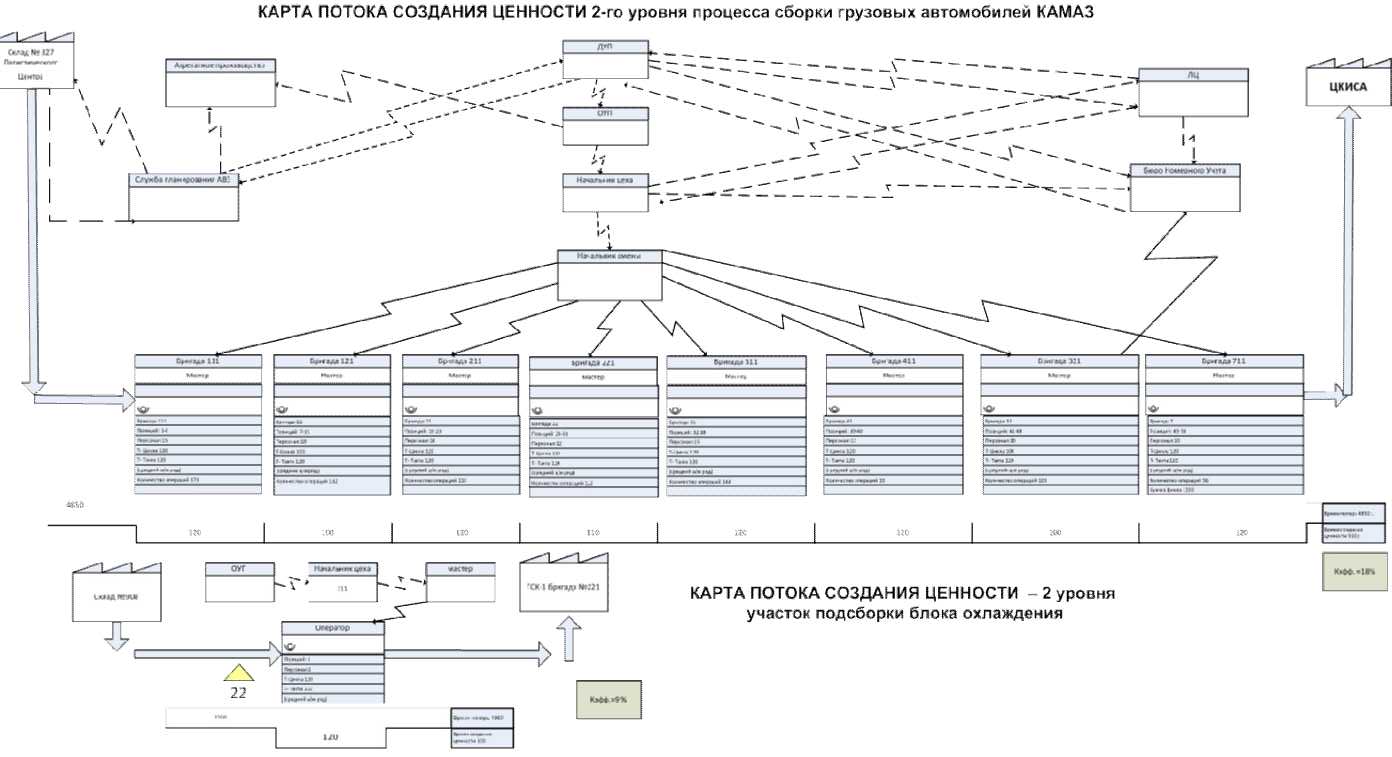
Рис. 2. КПСЦ 2-го уровня
Принцип № 4. Информируйте о графике потребления только один, задающий ритм, производственный процесс. Задающий ритм процесс выбирается как операция, которая определяет ритм работы всех операций выше по потоку, после нее, как правило, перемещение продукции выполнятся в виде непрерывного потока. Это операция, в которую поступает задание на производство.
Принцип № 5. Распределяйте производство различных продуктов равномерно в течение рабочей смены. Данный принцип требует применения выравнивания производства по видам и объему продукции в течение фиксированного периода времени. МФГ выполняет равномерное распределение объемов производства для всей номенклатуры по всему временному интервалу.
Выравнивание позволяет распределить выполнение заказа так, чтобы смягчить колебания спроса, выполнить заказ точно вовремя, равномерно распределить объем работ и избежать перепроизводства, избежать потерь, связанных с неритмичностью работы (ожидание, транспортировка, запасы и т. д.).
Принцип № 6. Замеряйте параметры потока через короткие интервалы. Замеры параметров потока производятся в наиболее разумно короткий период времени.
Принцип № 7. Развивать способность делать «каждую деталь каждый период времени». Данный принцип определяет количество переналадок оборудования, которые позволяют произвести всю номенклатуру деталей за выбранный период времени. Количество переналадок рассчитывается как

(2)
где Тдост. — рабочее время без учета всех нормированных перерывов за выбранный период, сек.; Время изготовления — время, необходимое для изготовления всей номенклатуры деталей за выбранный период, сек.;
Время переналадки — длительность одной переналадки, сек.
Для часто потребляемых деталей показатель КДК должен рассчитываться для меньшего периода времени (8 ч, 1 ч и т.д.). Для этого необходимо сокращать время переналадки оборудования и потери в операциях.
3. Построив КПСЦ будущего состояния, участники МФГ рассчитывают и указывают на КПСЦ показатель эффективности потока и строят диаграмму «Спагетти» для будущего потока.
Далее МФГ разрабатывает план мероприятий по достижению будущего состояния потока, который утверждается заказчиком проекта.
Предлагаемый в статье алгоритм картирования потока создания ценности регулярно применяется в ПАО «КАМАЗ». К примеру, для повышения эффективности процесса сборки грузовых автомобилей КАМАЗ применено картирование потоков создания ценности. На первом этапе разрабатывается КПСЦ 1-го уровня «Как есть», в которой определяются материальные и информационные потоки, основные потери, и проводится хронометраж основных процессов. В КПСЦ 1-го уровня входят основные блоки предприятия, начиная с заключения договоров, технологической проработки и заканчивая производством продукта и его реализацией.
Для эффективной работы основного процесса необходимо, чтобы его вспомогательные процессы работали слаженно и бесперебойно. Для этого определяется процесс в КПСЦ 1-го уровня, где необходимо произвести улучшение или являющийся узким местом в процессе. На него составляется КПСЦ второго уровня (рис. 2), если проблема не устраняется, то выбирается опять узкое место и на него составляется КПСЦ третьего уровня и так далее. Работа делается до тех пор, пока не выявится коренная причина проблемы. Такой подход позволяет найти коренную причину проблемы в любом процессе и устранить её с минимальными затратами.
Оформление карты потока создания ценности производится в следующей последовательности:
- Название карты КПСЦ. Название должно быть понятным и точно соответствовать отображаемому процессу.
- На карте должны быть отражены не только материальный, но и информационный потоки. Отражая материальный поток, под каждой операцией (обозначается прямоугольником) в табличке должны быть указаны все параметры (запасы, количество задействованного персонала, время такта и цикла, занимаемая площадь и другие данные касающиеся ресурсов для выполнения этой операции. Форму заполнения см. рис. 3).
- Все обозначения должны соответствовать принятым стандартным знакам.
- В нижней части КПСЦ должна составляться «кривая эффективности потока» и производиться расчёт коэффициента эффективности потока. При этом практика показывает, что если коэффициент эффективности получился более 20 %, значит в потоке не все потери обнаружены.
Таблица параметров КПСЦ включает всю необходимую информацию для проведения анализа текущего состояния потока (рис. 3).
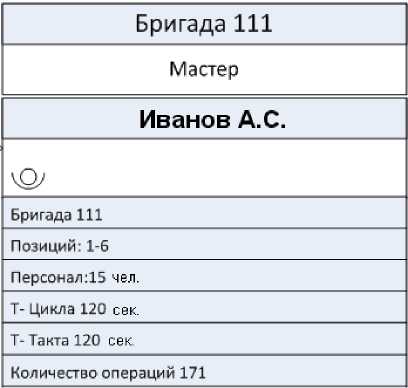
Рис. 3. Таблица параметров КПСЦ 1-го уровня
Применение данных рекомендаций будет способствовать повышению эффективности процессов за счёт применения инструментов бережливого производства.
- Майк Ротер, Джон Шук. Учитесь видеть бизнес-процессы. Практика построения карт потоков создания ценности. Aльпинa Бизнеc Букс CBSD, Центр развития деловых навыков, 2005. 132 с.
- Джеффри Лайкер. Дао Toyota: 14 принципов менеджмента ведущей компании мира / пер. с англ. М.: Альпина Бизнес Букс, 2005. 402 с.
- Репин В.В., Елиферов В.Г. Процессный подход к управлению. Моделирование бизнес-процессов. М.: РИА «Стандарты и качество», 2004. 408 с.
- ГОСТ Р 56020-2014 Бережливое производство. Основные положения и словарь.
- ГОСТ Р 56404-2015 Бережливое производство. Требования к системам менеджмента.
- ГОСТ Р 56405-2015 Бережливое производство. Процесс сертификации систем менеджмента. Процедура оценки.
- ГОСТ Р 56406-2015 Бережливое производство. Аудит. Вопросы для оценки системы менеджмента.
- ГОСТ Р 56407-2015 Бережливое производство. Основные методы и инструменты.
V.F. Arzhentsov, N.S. Davydova, R.R.Fatkhullin
MAPPING OF VALUE STREAMS IN INDUSTRIAL ENTERPRISES
Value stream mapping is one of the key tools in lean production focused on detection and elimination of all the types of waste (overproduction, unnecessary inventory, waiting, unnecessary motion, excessive transportation, defects, inappropriate processing). The main steps of application of the value stream mapping are examined, as well as the algorithm and principles of process mapping and their content. Together with this, measures for improving the production process are suggested based on the tools of lean production, and their efficiency is calculated. In this way the impact of the application of value stream mapping on the efficiency improvement is revealed. There are principles set up which a manager must follow in order to achieve the best results from the application of the value stream mapping. The application of the proposed measures is shown using the public company KAMAZ as an example. Namely, to increase the effectiveness of the process of delivery to the joint-stock company «KAMAZ-Engineering», the value stream mapping has been applied, a value stream map for the current state has been developed in which material and information streams and the main losses have been defined and a time study of the basic processes has been carried out. Such an approach allows one to find the root cause of the problem in any process. The application of these recommendations will contribute to an increase in the effectiveness of project implementation in the sphere of lean production.
Арженцов Владимир Федорович, заместитель председателя Комитета развития производственной системы ПАО «КАМАЗ»
423800, Россия, г. Набережные Челны, Автосборочный проезд, 10 E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Deputy Chairman of Production System Development Committee KAMAZ PTC
Avtosborochniy proezd, 10, Naberezhnye Chelny, Russia, 423800
E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Doctor of Economics
Udmurt State University
Universitetskaya st., 1/4, Izhevsk, Russia, 462034 E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Давыдова Надежда Станиславовна, доктор экономических наук
ФГБОУ ВО «Удмуртский государственный университет» 426034, Россия, г. Ижевск, ул. Университетская, 1 (корп. 4) E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Фатхуллин Рузаль Расимович, ведущий специалист Комитета развития производственной системы ПАО «КАМАЗ»
423800, Россия, г. Набережные Челны, Автосборочный проезд, 10 E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Main specialist of the Production System Development Committee KAMAZ PTC
Avtosborochniy proezd, 10, Naberezhnye Chelny, Russia, 423800
E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
Источник