Периодические плановые ремонты
Малый ремонт — детальный осмотр, смена и замена износившихся частей, выявление деталей, требующих замены при ближайшем плановом ремонте (среднем, капитальном) и составление дефектной ведомости для него (ремонта), проверка на точность, испытание.
Средний ремонт — детальный осмотр, разборка отдельных узлов, смена износившихся деталей, проверка на точность перед разборкой и после ремонта.
Капитальный ремонт — полная разборка оборудования и узлов, детальный осмотр, промывка, протирка, замена и восстановление деталей, проверка на технологическую точность обработки, восстановление мощности, производительности по стандартам и ТУ.
ППР осуществляется по плану-графику, разработанному на основе нормативов ППР:
- продолжительности ремонтного цикла;
- продолжительности межремонтных и межосмотровых циклов;
- продолжительности ремонтов;
- категорий ремонтной сложности (КРС);
- трудоемкости и материалоемкости ремонтных работ.
Ремонтный цикл — это период работы оборудования от начала ввода его в эксплуатацию до первого капитального ремонта или период работы между двумя капитальными ремонтами.
Структура ремонтного цикла — это порядок чередования ремонтов и осмотров, зависящих от типа оборудования, степени его загрузки, возраста, конструктивных особенностей и условий эксплуатации. Например, для агрегатных финишных станков структура ремонтного цикла имеет следующий вид
где К — это капитальный ремонт (или ввод оборудования в эксплуатацию);
С — средний ремонт;
М — малый ремонт;
О — осмотр;
1, 2, 3, . 6 — порядковый номер ремонта в цикле.
Продолжительность ремонтного цикла — промежуток времени между двумя капитальными ремонтами.
Категория ремонтной сложности (КРС) присваивается каждой единице оборудования. В качестве ремонтной единицы принята 1/11 трудоемкости капитального ремонта токарно-винторезного станка 16К20, относящегося к одиннадцатой группе сложности.

Рис. 1 Ремонтная единица
Для единицы ремонтной сложности рассчитаны нормативы в часах для ремонтов по видам работ:
- слесарные;
- станочные;
- прочие (окрасочные, сварочные и др.).
Категория ремонтной сложности для механической и электрической частей оборудования рассчитываются отдельно.
Категория ремонтной сложности универсального оборудования определяется по справочнику ППР.
КРС специального технологического оборудования (a р.c) определяется трудоемкостью ремонтных работ:

где tiслес — норма времени выполнения каждой слесарной операции, в нормо-часах;
tр.е.слес — норма времени на одну ремонтную единицу капитального ремонта оборудования, в нормо-часах;
m — типовой перечень слесарных работ (с указанием процентов замены изношенных важнейших деталей), выполняемых при проведении капитального ремонта.
Для большинства оборудования в машиностроении и приборостроении норма времени на одну ремонтную единицу равна:
- 23 часа для механической части оборудования;
- 11 часов для электрической части.
Система ППР включает техническое обслуживание и ремонт оборудования, проведение модернизации, организацию труда в ремонтном хозяйстве, организацию обеспечения и сбережения, а также учет запасных частей.
Техническое обслуживание предполагает устранение малых неполадок, осмотр состояния узлов и деталей, замену масел, регулирование отдельных механизмов.
Работы по проведению технического обслуживания используются в межремонтный период и регламентируются специальным графиком. Четкое выполнение в разрезе графика и в необходимых объемах технического обслуживания обеспечивает сокращение объемов ремонтных работ и снижение затрат на их проведение.
Разные виды ремонтов различаются между собой объемом выполняемых работ и разной трудоемкостью.
Система ППР может иметь свои отраслевые особенности. Такие отрасли как легка и текстильная, пищевая, полиграфическая имеют свою систему ППР, причем она утверждена высшим отраслевым органом (министерством, комитетом и т.д.).
Предприятия могут применять разновидности системы. Наибольшее применение получили следующие основные системы:
- послеосмотровых ремонтов (инспекционная);
- стандартных ремонтов (регламентированная);
- периодичных ремонтов;
- комплексная форма организации ремонтного обслуживания.
Система послеосмотровых ремонтов основывается на том, что сроки и содержание ремонта определяются посредством периодического осмотра оборудования (технической инспекцией), а не в зависимости от срока службы. Такая система широко используется на предприятиях автомобильной промышленности (ВАЗ, КамАЗ, КрАЗ).
Система стандартных ремонтов (регламентированная система) построена на принципе обязательной остановки оборудования для ремонта и обязательной замены отдельных деталей через фиксированный вид работы (независимо от их технического состояния и износа). Эту систему используют для оборудования, которое работает в постоянном режиме, когда наименьшая его остановка может привести ук большим производственным затратам или к аварии, которая угрожает жизни работников (котлы под давлением, турбины и т.д.).
Потребности в периодических ремонтах удовлетворяются через регламентированное количество отработанных оборудованием часов. Наиболее приемлемое использование такой системы возможно там, где проводится учет работы оборудования по времени. Составляющие элементы ремонтно-технического обслуживания оборудования изображены на рис. 2.

Рис. 2 Элементы ремонтно-технического обслуживания оборудования

Рис. 3 Организационная структура управления службы главного механика крупного промышленного предприятия (централизованная форма организации ремонтного облуживания оборудования)
Высокую экономическую эффективность показала комплексная система ремонтного обслуживания. Основные ее положения и содержание изложены в Типовом положении о комплексной форме организации ремонтного обслуживания машин и оборудования на предприятиях (Київ, НДИПіН, 1988).
Управление ремонтной службой может осуществляться как на централизованной основе, так и на децентрализованной.
Централизованная форма ремонтного обслуживания – это когда весь ремонтный персонал подчинен главному механику предприятия.
Децентрализованная форма – все виды ремонтных работ и обслуживание проводится силами цехового персонала.
На представленной организационной структуре, отдел главного механика является самостоятельной выделенной структурой и организует ремонтное обслуживание в соответствии с графиком.
На эффективность ремонтного обслуживания непосредственно влияют структура и методы управления ремонтным производством. Хотя совершенствованию организационного построения и функционирования системы сложного ремонтнообслуживающего комплекса до сих пор уделяется мало внимания. Около 70-80% машиностроительных предприятий используют децентрализованные или смешанные системы, тогда как эти системы имеют достаточно много недостатков. Главными их них следующие: не использование в полной мере преимуществ концентрации и специализации однородных ремонтных работ; неравномерно загружается ремонтный персонал в течении смены; нередко ремлнтные работники, подчиненны начальнику производственного цеха, используются не по назначению; часто не ведется учет фактических затрат на ремонт; отсутствует единая техническая политика в отрасле ремонта.

Рис. 4 Содержание материально-технической подготовки ремонта оборудования
В структуре ремонтной службы основным производственным подразделением является ремонтно-механический цех (РМЦ). В соответствии с характером производственных процессов, которые используются данным цехом, он относится к металлообрабатывающим. В его состав входят, как правило, основные, вспомогательные участки, отделения, а также служебно-бытовые помещения.
Основные участки: механический, слесарно-сбороный, заготовительный, сварочный, малярный, термический и других направлений. Вспомогательными отделениями являются инструментально-раздоочный склад (кладовая), склад металла, запасных частей, лакокрасочных материалов.
Общее управление РМЦ осуществляет начальник цеха, который непосредственно подчинен главному механику предприятия. Производственными участками руководят мастера.
В состав РМЦ входят цеховое техническое бюро, планово-экономическое бюро, бюро труда и заработной платы и некоторые другие подразделения.
РМЦ как сложная система ремонтного обслуживания оборудования, организует свою производственно-хозяйственную деятельность на основе хозрасчета.
С целью сокращения длительных простоев оборудования, а также затрат на ремонты могут проводиться конструкторско-технологическая, материальная и организационная подготовка ремонтных работ. Содержание материально-технической подготовки производства показано на рис. 4.
Контсрукторско-технологическая (техническая) подготовка предусматривает разработку чертежей на быстроизнашивающиеся детали, составление альбомов такого рода чертежей (особенно это относится к импортному оборудованию, на которые в общем, как правило, отсутствуют чертежи), а также разработку дефектных карточек, типовых технологических процессов разборки, ремонта и сборки станков.
Материальная подготовка состоит в своевременном получении и или изготовлении запасных узлов и деталей, которые заменяют изношенные, а также обеспечение инструментами, приспособлениями, материалами и покупными комплектующими изделиями.
На крупных предприятиях создают централизованную систему материально-технического обеспечения с использованием автоматизированных инфориационных систем управления, обеспечиающих надежную базу для организации всех видов ремонтнообслуживаемого оборудования.
Организационная подготовка позволяет:
- получать объективную информацию о потребности в услугах, связанных с ремонтом;
- четко разрешать вопросы об ответственности производственного и ремонтного персонала за целостность и работоспособность оборудования;
- планировать и выполнять ремонтные работы в соответствии с планом-графиком;
- своевременно выдавать задания бригадирам по ремонту оборудования и контролировать качество выолненных работ;
- стимулировать работников, занятых ремонтом и техническим обслуживанием, к выполнению качественной и своевременной работы;
- нести материальную ответственность за неудовлетворительную эксплуатацию станков и оборудования.
К резервам повышения эффективности ремонтно-технического обслуживания относятся совершенствование организационной структуры и структуры управления данной функцией предприятия, а также совершенствование и оптимизация системы ППР на основе математических методов. На большинстве отечественных машиностроительных предприятиях функционируют отдельные слубы главного механика и главного энергетика. В зарубежных фирмах эти слубы объединены в единую электромеханическую службу. Организация единой ремонтной службы предприятия предполагает коренную перестройку и ее внутренних функциональных подразделений.
Источник
Категории сложности ремонта, трудоемкость ремонтных работ. Расчет потребности в рабочей силе.
Трудоемкость ремонта или ТО — это затраты труда на один ремонт или ТО конкретной машины или аппарата. Ее выражают в человеко-часах (чел.-ч).
Трудоемкость ремонта измеряется в условных ремонтных единицах и обозначается r. За условную ремонтную единицу принята условная (эталонная) машина, не существующая реально, на капитальный ремонт которой необходимо затратить определенное количество человеко-часов рабочего времени.
Для определения трудоемкости Т конкретной единицы оборудования введено понятие «категория сложности ремонта», обозначаемая R. Величина R является безразмерным коэффициентом, показывающим, во сколько раз трудоемкость ремонта (или ТО) конкретной машины или аппарата больше или меньше трудоемкости одной условной ремонтной единицы. Каждый тип оборудования имеет свою категорию сложности ремонта.
Трудоемкость среднего ремонта оборудования Тс, текущего Тт, осмотра То по отношению к трудоемкости капитального ремонта Тк определяется следующим соотношением:
Трудоемкость работ по ремонту и ТО механической части технологического оборудования Тм ч определяют по формуле:
 , (1.2)
, (1.2)
где К — коэффициент, учитывающий вид ремонта машины, чел.-ч;
Rм — категория сложности ремонта механической части данной машины.
Численное значение коэффициента, учитывающего вид ремонта, выраженного в человеко-часах, приведены в табл. 1.1
| Значение коэффициента К (в чел.-ч) при различных видах ремонта | |||
| ТО | М | С | К |
При построении графика ППР, после распределения ремонтов и ТО по месяцам планируемого года под каждым видом работ записывают их плановую трудоемкость, например М2/7.
Общую трудоемкость работ разбивают (механическая часть) на отдельные виды, для чего удобно воспользоваться их процентным соотношением в общем объеме работ условной ремонтной единицы; слесарные 72%, станочные 20%, прочие 8%, итого 100%.
При составлении графика ППР учитывают простой оборудования в ремонте. Простой считается с момента его остановки на ремонт до приемки в эксплуатацию по акту.
Степень сложности ремонта и его ремонтные особенности оцениваются в категориях сложности от первой сложности ремонта до десятой (1R. 10R).
Числовой коэффициент ремонтной сложности для технологического оборудования определяется как отношение времени в человеко-часах (трудоемкость), затраченного на капитальный ремонт машины, к условной ремонтной единице по формуле:
 , (1.3)
, (1.3)
где R — категория сложности ремонта машины;
tкр — время на капитальный ремонт машины, чел.-ч;
r — условная ремонтная единица.
Понятие «условная ремонтная единица» введено наряду с категорией сложности для планирования и учета ремонтных работ, а также для проведения расчетов.
Одна ремонтная единица для всех видов технологического оборудования характеризуется трудоемкостью капитального ремонта в 35 чел.-ч.
Количество или сумму ремонтных единиц для каждой машины (аппарата) указывают в виде коэффициента перед буквой r. Так, 6 ремонтных единиц записываются как 6r.
Суммой ремонтных единиц пользуются при определении числа рабочих, необходимых для межремонтного обслуживания и выполнения работ по плановым ремонтам, при определении потребного количества материалов и планировании затрат на ремонт и др.
Сумму r для машины (аппарата) определяют по формуле:
 , (1.4)
, (1.4)
где Тк — трудоемкость капитального ремонта механической части оборудования;
35 — числовое значение ремонтной единицы для механической части в чел.-ч.
Расчет потребности в рабочей силе
Потребное количество дежурных слесарей для межремонтного обслуживания рассчитывают по цехам и видам оборудования по формуле:
 , (1.6)
, (1.6)
где Чм.о — количество явочных рабочих, потребное для обеспечения межремонтного обслуживания в смену;
SR — сумма ремонтных единиц обслуживаемого оборудования;
D — нормы межремонтного обслуживания в условных ремонтных единицах на одного рабочего в смену (табл. 1.3).
| Оборудование | Нормы межремонтного обслуживания на 1 рабочего в смену в ремонтных единицах |
| Поточно-механизированные линии; автоматические линии и агрегаты; оборудование с категорией сложности ремонта R > 5 | |
| Оборудование с категорией сложности R ≤ 5 |
Потребное количество рабочих для выполнения плановых ремонтов и осмотров определяют на основании годового плана ремонта оборудования по формуле:
 , (1.7)
, (1.7)
где Чр — потребное среднегодовое количество явочных рабочих;
Трк; Трс; Трт; Тро; — нормы трудоемкости на одну ремонтную единицу соответственно для капитального, среднего, текущего ремонта и осмотра, чел.-ч;
SRк; SRс; SRт; SRо; суммарное годовое количество ремонтных единиц соответственно при капитальном, среднем, текущем ремонте и осмотре;
Кн — коэффициент выполнения норм времени предыдущего года (не выше единицы);
Ф — эффективный годовой фонд времени рабочего, ч.
Если коэффициент выполнения норм времени за предыдущий год был выше единицы, то при расчете потребности в рабочих его не принимают во внимание.
Численность рабочих РММ определяют на основании рассчитанной трудоемкости соответствующих операций (слесарных, станочных и др.) ремонтных работ с учетом эффективного (расчетного) годового фонда времени Фэ одного рабочего. Потребное количество основных (производственных) рабочих по профессиям определяют по формулам:
 и
и  , (1.8)
, (1.8)
где nсл и nст — количество ремонтных рабочих (слесарей и станочников), человек;
Тсл и Тст — общая трудоемкость работ по капитальному и среднему ремонту соответственно слесарных и станочных операций, чел.-ч;
Фэ — эффективный годовой фонд рабочего времени, т. е. количество часов, отрабатываемых одним рабочим в год, ч.
Затем находят среднеявочную и среднесписочную численность рабочих-станочников, слесарей-ремонтников, сварщиков, электроремонтников, слесарей службы средств измерения и автоматизации и строительных рабочих. Исходя из полученных результатов, а также из практических соображений проектируют штат основных (производственных) рабочих РММ. Штаты рабочих по отделениям РММ и по профессиям ориентировочно можно определить по Временным нормам проектирования предприятий, а также по количеству основных металлорежущих станков в мастерских. Общее число основных рабочих РММ определяют, суммируя число рабочих, занятых в отделениях мастерских.
Остальные категории работников РММ принимают в процентном отношении к количеству основных рабочих: инженерно-технические работники (начальник РММ, механик РММ, заведующий лабораторией средств измерения и автоматизации, нормировщик) — 10. 14%; вспомогательные рабочие (кладовщик, инструментальщик, разнорабочий) — 5. 6%; подсобные и транспортные рабочие — 12. 16%; младший обслуживающий персонал (уборщица, курьер и др.) — 8% Меньший предел приведен для небольших РММ, больший — для более крупных мастерских. Весь штат РММ находят, складывая число основных ремонтных рабочих, ИТР, вспомогательных, подсобных и транспортных рабочих и младшего обслуживающего персонала.
Билет № 15
Физическая сущность процесса перемешивания. Определение расхода мощности при перемешивании. Основные расчеты. Аппаратурное оформление.
Смешивание или перемешивание – механический процесс равномерного распределения отдельных компонентов во всем объеме смеси под действием внешних сил. Применяется в пищевой промышленности для приготовления эмульсий, суспензий и получения гомогенных систем (растворов).
Различают два основных способа перемешивания в жидких средах: механический(во вращающемся резервуаре смесителя, с помощью мешалок различных конструкций (лопасти, винты, ножи, шнеки и др.)) и пневматический (сжатым воздухом, паром или инертным газом). Кроме того, применяют перемешивание в трубопроводах и перемешивание с помощью сопел и насосов, ультразвуком или гидродинамическим эффектом и др.
Перемешивание. Способы перемешивания. Типы мешалок.
Процесс перемешивания применяют для равномерного распределения составных частей в жидких и газовых смесях, а также для ускорения и интенсификации гидромеханич., тепловых, массообменных, химических и биохимич. процессов.

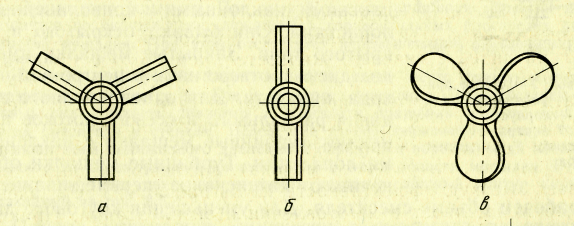 Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
Способы перемешивания: 1.Механическое – осуществл. с помощью мешалок различной конструкции, из котор. наибольшее распр. получили лопастные, винтовые (устаревшие пропеллеровые) и турбинные, 2.Циркуляционное – с помощью насоса, перекачив. жидкость по замкнутой системе, 3.Поточное – за счет кинетической энергии жидкости или газа, 4.Пневматическое – с помощью жатого воздуха, пропускаемого через слой перемешиваемой жидкости, В отдельных случаях применяют специальные типы мешалок: барабаррые, якорные, рамные, ленточные, дисковые. По расположению вала мешалки бывают: вертикальные, горизонтальные, наклонные.
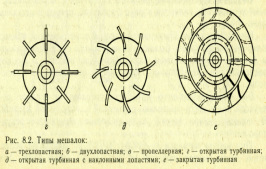

 Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
Лопастные мешалки относятся к тихоходным 30-90 об/мин. Окружная скорость на конце лопасти (для вязких жидкостей) 2-3м/с. Диаметр лопастей обычно составл. (0,3-0,8)D аппарата. Ширина лопасти (0,1-0,25)d лопасти. В аппаратах большей высоты на валу расположено несколько пар лопастей, повернутых друг относительно друга на 90°С с расстоянием (0,3-0,8) d мешалки. Для перемешивания суспензий, содерж. тв. частицы, примен. наклонные лопасти, под углом 30-45° к оси вала, при этом усиливаются вертикальн. токи жидкости, что способств. подъему тв. частиц со дна аппарата. Для предотвращения образования воронки на пов-ти жидкости на стенках аппарата по образующей выполняют контр лопасти (2-4 ребра жесткости). Для интенсивного перемешивания жидкостей вязкостью до 10Па*с применяют винтовые мешалки, окружная скорость котор. достигает 10 м/с. Рабочим органом мешалки явл. винты (пропеллерные лопасти )(2-6шт). При работе мешалки образ-ся потоки в различных направлениях (радиальные, осевые, окружные), что повышает эффективность перемешивания. d мешалки = (0,25-0,3)D аппарата. Винтовые мешалки обладают насосным эффектом, поэтому их часто помещают в диффузоры. Диффузор может устанавливаться также наклонно. Турбинные мешалки применяют для перемешивания жидкостей вязкостью до 500 Па*с, в т.ч. грубых суспензий. Их изготавл. в виде колес турбин с плоскими наклонными и криволинейными лопастями. Бывают: открытого и закрытого типа. Закрытые имеют 2 диска с отверстиями в центре для прохода жидкости. жидкость входит в колесо по оси через центр и получает ускорение от лопаток, выбрасывается из колеса в радиальном направлении. Якорные мешалки применяются для перемешивания густых и вязких сред (>100 Па*с), n = 50об/мин. Мешалки имеет форму днища аппарата, очищают стенки и дно смесителя от налипающих загрязнений.
Расчет мощности перемешивания.
Для перемешивания сред очень важно правильно выбрать необходимую скорость вращения лопастей, обеспеч. эффективное перемешивание. При большой окружной скорости резко возрастает расход энергии на перемешивание, неоправданной повышением эффективности процесса. По данным Павлушенко оптимальная частота вращения мешалки, при котор. достигается практически равномерное распределение тв. частиц суспензии находится:
n = c  , где dr – диаметр тв. частицы, м, ρч – плотность частицы. кг/м 3 , ρс – плотность среды, D x – диаметр аппарата, d-диаметр мешалки, с – опытный коэффициент, с, х, у – коэффициенты, находят в справочнике в зависимости от типа мешалки. В работе мешалки различают пусковой и рабочий периоды, во время пуска энергия расходуется на преодоление сил энергии жидкости, а в рабочий период –на преодоление сопротивления вращения лопасти. В пусковой период расход энергии в 1,5-2 раза больше, чем в рабочий период, однако этот период не продолжителен (доли секунды) и поэтому подбор электродвигателя ведут по расходу энергии в рабочий период с запасом на 20-30% во время пуска. Сила сопротивления среды вращающейся лопасти по Ньютону: R=φF
, где dr – диаметр тв. частицы, м, ρч – плотность частицы. кг/м 3 , ρс – плотность среды, D x – диаметр аппарата, d-диаметр мешалки, с – опытный коэффициент, с, х, у – коэффициенты, находят в справочнике в зависимости от типа мешалки. В работе мешалки различают пусковой и рабочий периоды, во время пуска энергия расходуется на преодоление сил энергии жидкости, а в рабочий период –на преодоление сопротивления вращения лопасти. В пусковой период расход энергии в 1,5-2 раза больше, чем в рабочий период, однако этот период не продолжителен (доли секунды) и поэтому подбор электродвигателя ведут по расходу энергии в рабочий период с запасом на 20-30% во время пуска. Сила сопротивления среды вращающейся лопасти по Ньютону: R=φF  , где φ — коэффициент сопротивл. среды, F=πd 2 /4 –площадь ометаемая лопастью, d-диаметр лопасти мешалки, ρ – плотность жидкости или среды, кг/м 3 , w-окружная скорость вращения на конце лопасти, м/с.
, где φ — коэффициент сопротивл. среды, F=πd 2 /4 –площадь ометаемая лопастью, d-диаметр лопасти мешалки, ρ – плотность жидкости или среды, кг/м 3 , w-окружная скорость вращения на конце лопасти, м/с.
R= φ  ;
;  =ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =
=ψ, тогда R=ψd 2 w 2 ρ. Для работающей мешалки принимаем что сила R=P, Р- сила, действующая на лопасть, тогда: Р=ψd 2 w 2 ρ – потребляемая мешалкой мощность в рабочий период, Nр= Рw, после подстановки значения Р и окружной скорости w =πdn, получим: Np = ψπ 3 d 5 n 3 ρ, KN = ψπ 3 – коэф. мощности, зависящий от режима вращения мешалки, Np = KNd 5 n 3 ρ, коэф. мощности KN = f(Re) явл. функцией Рейнольдса. Re = wdρ/μ = πdndρ/μ = πd 2 nρ/μ = nd 2 ρ/μ, исключив π как постоянную величину по найденному значению из графика находим KN по котор. рассчитываем мощность перемешивания. Мощность электродвигателя определяют по ур-ю: Nэдв =  кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.
кВт, ή =0,8-0,9 коэф. передачи, 1,3-коэф. 30% запаса мощности на пусковой период. Приведенный расчет относится к мешалкам,перемешивающим жидкости с умеренной вязкостью. Высота слоя жидкости в аппарате равна H=D – для нормализованных мешалок.
Источник