Когда неисправен клапан
АЛЕКСАНДР ХРУЛЕВ, кандидат технических наук
Хорошо, когда машина новая — двигатель работает тихо, его не слышно даже на разгоне с полным «газом». Но идет время — и однажды вы замечаете, что от былой «тишины» не осталось и следа, а, открыв капот, видите некоего грохочущего зверя, который вместо привычного пения издает явно оскорбляющие слух звуки.
Шумность работы двигателя чаще всего связана с газораспределительным механизмом — большие зазоры и стук всегда соседствуют друг с другом. Первое, что приходит в голову — отрегулировать зазоры в приводе клапанов. Часто это помогает, но иногда после регулировки кажется, что стук стал даже сильнее: один или несколько клапанов продолжают стучать. И совершенно непонятно почему: ведь зазоры в норме, да и распределительный вал с виду хороший. Причина, похоже, не лежит на поверхности, она где-то внутри, но где? Надо бы разобраться, да некогда. А стук становится все громче.
То, что клапан — деталь ответственная, никому объяснять не надо. И то, что неисправности клапанов — штука не только серьезная, но и опасная, многим известно не понаслышке. Возникают подобные неисправности по разным причинам.
И встречаются среди них совершенно неочевидные, так что при ремонте не удается ограничиться только заменой неисправной детали.
Кстати, в любом случае перед тем, как что-либо ремонтировать или менять, полезно найти причину конкретной неисправности. Иначе та же участь в скором будущем может постигнуть и совсем новую, только что установленную деталь. А чтобы этого не случилось, желательно знать, в каких условиях она работает.
Как работает клапан
Основная задача клапанов — управление потоками топливовоздушной смеси и продуктов сгорания, поступающих в цилиндр или вытекающих из него. Следовательно, клапан при его открытии должен свободно пропускать смесь или газы, то есть обладать минимальным гидравлическим сопротивлением. В то же время закрытый клапан должен обеспечивать герметичность и полностью отделять полость цилиндра от впускной или выпускной системы двигателя.
Kлапаны работают в условиях сильного нагрева от горячих газов, обтекающих их тарелки. И если впускной клапан при открывании периодически охлаждается поступающей в цилиндр топливовоздушной смесью, то выпускной работает в гораздо более жестких условиях. Открываясь на такте выпуска, он еще больше нагревается горячими выхлопными газами, и температура его тарелки достигает 900°С.
Для того чтобы клапаны могли противостоять таким тепловым нагрузкам, их приходится изготавливать из специальных жаростойких сталей и сплавов с большим содержанием хрома, никеля, молибдена и даже вольфрама.
Эти материалы весьма недешевы, из-за чего нередко выпускные клапаны изготавливают из разнородных материалов: тарелку — из жаростойкого сплава, а стержень — из легированной стали. Кстати, впускные и выпускные клапаны самых разных моторов очень легко отличить: тарелки выпускных клапанов не обладают магнитными свойствами.
Чтобы снизить износ фаски при высоких рабочих температурах, на нее нередко наплавляют специальный твердый материал — стеллит. Реже применяют натриевое охлаждение клапана: натрий, перемещающийся во внутренней полости клапана при его открытии и закрытии, переносит тепло от горячей тарелки к более холодному стержню.
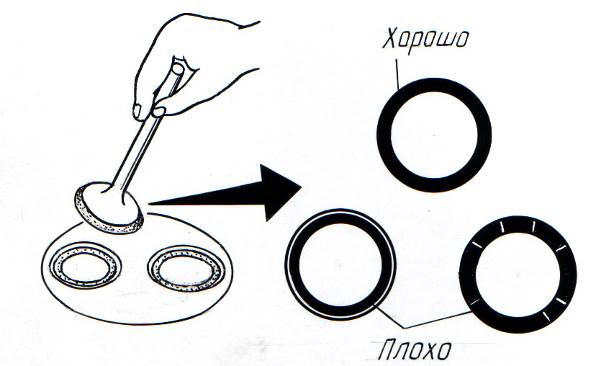
Практика тем не менее показывает, что даже самый жаростойкий клапан все равно прогорит, если не будут выполнены и некоторые другие условия, главное из которых — плотная посадка тарелки в седле. Дело в том, что только хороший контакт клапана с седлом позволяет надежно отвести тепло от нагретой тарелки. Ведь седло довольно холодное, оно запрессовано в тело головки блока, охлаждаемой жидкостью.
Через седло отводится до 75% всего тепла, поступающего к тарелке, — весьма и весьма значительная часть. Естественно, если контакт с седлом нарушен, тарелка сразу начинает перегреваться. Значит, до прогара жить клапану остается недолго.
Выглядит это как цепная реакция. Небольшая неплотность в сопряжении тарелки и седла приводит к прорыву газов. Отвод тепла от тарелки в этом месте отсутствует, и тарелка перегревается. Неплотность увеличивается, а вместе с ней растет и температура тарелки. В конце концов материал начинает разрушаться, туда устремляется еще больше горячих газов, и дефект тарелки быстро распространяется до тех пор, пока цилиндр полностью не выключается из работы из-за отсутствия компрессии.
Как видим, хорошее сопряжение тарелки с седлом «убивает» сразу «двух зайцев»: снижает температуру клапана до приемлемого уровня и обеспечивает герметичность. И трудно сказать, что важнее. По крайней мере, для работоспособности самого клапана важно первое, а для двигателя в целом — второе (имеются в виду хорошие пусковые свойства, мощностные характеристики, экономичность).
Кроме указанных условий, работа клапана (открытие и закрытие) должна быть достаточно «мягкой» и не вызывать излишнего шума. Шум или, точнее, стук клапанов — верный признак неисправности, а возникающие при стуке ударные нагрузки нередко сами по себе вызывают еще более серьезные неисправности и даже поломки клапанов.
Откуда берется стук?
Причин несколько. Самая простая уже упомянута — большой зазор в приводе. Кулачок распредвала из-за этого набегает на толкатель (рычаг или коромысло) не плавно, а с ударом, который тем сильнее, чем больше зазор.
Что страдает в данном случае в первую очередь? То, что воспринимает ударную нагрузку: рабочие поверхности кулачка распредвала и толкателя, а также опорная поверхность толкателя и торец стержня клапана. На них нередко образуются повреждения в виде точечных раковин, которые в дальнейшем расширяются и углубляются.
Но этим дело не ограничивается. Клапан не только с ударом открывается, но также резко, со стуком, закрывается. А это значит, что ударная нагрузка при закрытии приходится на уплотнительную фаску клапана и седло. Кроме того, в момент удара при посадке на седло на стержень клапана действует большая растягивающая нагрузка от пружины. Длительная работа в таких условиях весьма опасна: тарелка может просто оторваться от стержня либо стержень разрушится по другому слабому месту — канавке для сухарей.
Но допустим, что зазоры в приводе клапанов нормальные, а стук все равно прослушивается.Чаще всего причина такого стука кроется в большом зазоре между стержнем клапана и направляющей втулкой. Ситуация эта наиболее характерна для старых, изрядно походивших, моторов. Иногда стук клапана связан с неконцентричностью седла и отверстия направляющей втулки, что является следствием перегрева головки блока или неправильно выполненного ремонта. При этом клапан садится на седло сначала одним краем тарелки, и только затем, перекатываясь во втулке в пределах зазора, полностью. Из-за этого, кстати, износ направляющей втулки быстро прогрессирует.
Быстрый износ направляющей втулки и стук клапана возникают и по другим, более сложным, причинам. Например, когда гнездо цилиндрического толкателя клапана несоосно, либо имеет перекос по отношению ко втулке. Подобный дефект иногда встречается на отечественных моторах. Стук возможен также из-за повышенных зазоров в деталях привода — в осях коромысел, в гнездах цилиндрических толкателей, а также в подшипниках распределительного вала.
Все эти стуки на слух достаточно похожи, и поэтому часто выделить конкретную причину без разборки и внимательной ревизии состояния деталей не удается. Но в любом случае нужно иметь в виду, что раз есть стук, значит, нагрузки в местах контакта деталей носят ударный характер. Как правило, такой стук быстро прогрессирует, что грозит не только износом клапанов и сопряженных с ними деталей, но и их поломкой.
Почему сломался клапан?
Сам по себе стук может и не вызвать поломку. Но в любом случае важно понять, почему клапан начал стучать? А причин, спровоцировавших появление стука, оказывается, немало.
Самая распространенная — неграмотная эксплуатация, неквалифицированное и несвоевременное обслуживание двигателя. Очевидно, регулировка зазоров в приводе клапанов от случая к случаю — верный способ ускорить износы, вызвать стуки, а затем и поломки.
Очень опасно при регулировке устанавливать слишком малые зазоры: при работе двигателя клапаны нагреются, их длина увеличится, и, когда зазор выберется полностью, клапаны «повиснут». А тогда неплотная посадка на седло приведет к перегреву тарелок и прогару.
Довольно распространенная причина прогара выпускных клапанов — слишком позднее зажигание. Особенно если двигатель длительное время работает на больших частотах вращения и нагрузках. Но и раннее зажигание — тоже для клапанов не подарок, ведь температура газов в цилиндре в этом случае максимальна. Значит, неправильная установка опережения зажигания вызывает не только потерю мощности и увеличение расхода топлива, но и неисправности клапанов.
Использование некачественного масла — тоже возможная причина износа втулок и стержней клапанов. Кроме того, такое масло имеет свойство коксоваться в нижней части стержней клапанов. Из-за этого клапан будет все туже ходить во втулке, а затем и вовсе может заклинить в ней.
В конце концов он получит-таки поршнем по тарелке со всеми вытекающими последствиями.
Нагар, откладывающийся на тарелках клапанов (особенно впускных), например, из-за износа маслосъемных колпачков, тоже небезобидная вещь. Достигая солидной толщины, нагар начинает откалываться. И частицы довольно крупных размеров легко могут попасть между фаской и седлом клапана. А после этого плохой контакт с седлом и перегрев тарелки неминуем.
Интересно отметить, что значительные отложения нагара на клапанах, вызывающие подобные неприятности, далеко не всегда связаны с износом маслосъемных колпачков. Судите сами: повышенное давление в картере из-за неисправности системы вентиляции или износа цилиндропоршневой группы легко может выдавливать масло к тарелкам клапанов даже через самые новые колпачки.
Некоторые «горячие головы» предпочитают отсоединять шланг вентиляции картера от воздушного фильтра и выводить его куда-нибудь под днище автомобиля — так якобы мотору «легче дышится». И невдомек им, что на некоторых режимах в картере создается разрежение, и пыль, засасываемая в двигатель через шланг, не только быстро загрязняет масло и масляный фильтр, но и попадает к направляющим втулкам и стержням клапанов. Комментарии, как говорится, излишни.
Но, пожалуй, самые серьезные последствия для клапанов таит в себе несоблюдение сроков замены ремня привода распределительного вала. О том, что на многих современных моторах клапаны в случае обрыва ремня деформируются, мы уже писали (см. «АБС-авто», 1999 г., № 6). Добавим только, что попытки поставить новый ремень и так доехать, к примеру, до гаража, редко оканчиваются благополучно. Деформированные клапаны каждый раз при посадке на седло испытывают большие изгибающие нагрузки и через 15 минут работы, как правило, ломаются. А такая поломка клапана — это, как минимум, замена поршня, головки блока, шатуна.
Целый ряд проблем вносит в работу клапанов некачественно выполненный ремонт. Например, наиболее «опытные» механики не утруждают себя использованием специальных приспособлений для сжатия пружин клапанов. Их «коронные» инструменты — стальная труба и молоток: стукнул посильнее — и порядок. Только вот клапан может получить повреждение по канавке для сухарей. А потом, много позже, в этом месте сломаться.
Очень опасно попадание абразивной пасты в направляющую втулку во время притирки клапана к седлу. Промыть такую втулку — целая история. Но если этого не сделать, история получится с продолжением максимум на 10 тысяч километров пробега. После этого износ втулки и стержня, скорее всего, превысит все разумные пределы.
Некоторые механики стремятся сделать зазор клапана во втулке как можно меньше. Это заблуждение нередко приводит к заклиниванию клапана с весьма неприятными последствиями.
Еще одна ошибка — притирка клапанов без правки седел. Как показывает практика, после длительной эксплуатации и особенно после замены направляющих втулок их несоосность с седлами — обычное дело. В подобных случаях одна лишь притирка, скорее всего, приведет к стуку клапанов и быстрому износу деталей.
Когда головка блока полностью собрана с клапанами, очень легко испортить всю работу, обстукивая клапаны молотком. Результат может быть тот же, что и при «ударной» разборке, особенно у современных многоклапанных двигателей с клапанами малого диаметра.
Из всех этих факторов складывается довольно ясная картина: когда клапан неисправен, ему, скорее всего, кто-то в этом «помог».
И задача механика — не только не стать очередным «помощником», но ликвидировать все последствия прежней «помощи», которые обычно несут на себе после долгой работы клапаны и другие детали. Только так можно быть уверенным, что клапан не подведет.
 |
 |
 |
 |
 |