- Сварка кузова автомобиля: виды, описание, технология
- Сварка и принципы ее грамотного проведения
- Где должна проводиться работа?
- Тонкости сварочного шва
- Секреты выбора сварки
- О многообразии сварочного ремонта
- 5 плюсов и особенности сварочного инвертора
- Ликбез по «полуавтомату»
- Как выбирать сварочный агрегат?
- Достоинства дуговой сварки
- Сварка кузовных деталей
Сварка кузова автомобиля: виды, описание, технология

Машина – целый комплекс разных механизмов, заключенных в металлический корпус. Именно он встречает нагрузки от природного воздействия, пытаясь защитить важные узлы, элементы, каждый винтик большого механизма. Дорожный путь для корпуса простым назвать сложно, он сопряжен с постоянным риском: помимо ливней, снегопадов, града, приходится противостоять ударам летящих с дорожного полотна камней. При столкновении с другим средством передвижения корпус неминуемо страдает, подвергаясь деформации, лишаясь презентабельного вида, задуманного производителем. Частицы грязи, соли, влаги ведут к коррозии металла, появлению трещин, потере лакокрасочного покрытия. Наибольший процент износа, деформация, коррозия приходятся на днище транспорта. Водитель вынужден задумываться о ремонте, который дешевым не назовешь. Часто требуется сварка кузова автомобиля
Сварка и принципы ее грамотного проведения

Независимо от типа ремонта, будь то сварка кузова автомобиля полуавтоматом или точечная, процесс не является легко выполнимым. Напротив, он достаточно трудоемок. Секрет успеха мастеров лежит в хорошем материально-техническом оснащении СТО, качественном оборудовании, изготовленном для профессиональных целей. Имеют значение опыт, мастерство профессионалов, квалификация. Все указанные выше факторы в совокупности выступают определяющими компонентами, дающими положительный результат: шов получается тонким, прочным, точным. Предъявляются повышенные требования к помещению.
Где должна проводиться работа?

В помещении обязательно наличие электрической сети, розеток с нужными техническими параметрами, подходящими для сварочно-монтажных работ с определенными показателями частоты тока, напряжения. Самостоятельно сварить можно только небольшие повреждения, при этом работу нужно проводить с особой осторожностью и строжайшим соблюдением правил безопасности. В условиях сервисов пожарные службы проверят наличие пожарного щита, обменной вентиляции. Полы должны быть выполнены из негорючих покрытий, как и стены сварочного поста. Выдвигаются требования к квадратным метрам: нормативные параметры площади составляют не менее 10 кв. м. с проходами шириной не меньше 0,8 м.
Тонкости сварочного шва
Специальное оборудование для сварки от надежного производителя позволит получить работу высокого качества. Каковы критерии, важные для мастера?
- Тип шва подбирается, исходя из особенностей возникшего дефекта.
- Выбирается вид работ в зависимости от характеристики металла.
- Индивидуальные особенности авто диктуют выбор сварочной методики. Она может быть газовой, ручной, дуговой, полуавтоматической, прогрессивной лазерной.
В ходе одного ремонта могут использоваться разные методы. Объясняется это тем, что возможная сила воздействия на элементы корпуса разнится в зависимости от их расположения. Проведение своевременной диагностики в сервисе способствует раннему распознаванию дефектов, их устранению, сохранности внутреннего содержимого машины. Иногда отличного результата позволяет добиться сочетание ремонта кузова автомобиля без сварки и сварочных манипуляций. Это помогает избежать больших денежных трат.
Секреты выбора сварки

Кузовной ремонт, сварку можно доверить только специалистам, умеющим оптимально подобрать способ работ, аппарат, подходящий для каждого конкретного случая. Они принимают во внимание в первую очередь состав корпуса.
Какие виды сварки применяют специалисты?
О многообразии сварочного ремонта

Какой сваркой варят кузов автомобиля в каждом конкретном случае, определяет только автоэксперт-ремонтник. Используется несколько способов получения швов.
- Может быть выбран ручной дуговой вариант с обращением к многопостовому выпрямителю ВДМ-1202.
- Эффективностью характеризуется газовая сварка кузова, производимая с помощью горелки в ацетилено-кислородном пламени.
- Основным элементом в полуавтоматической сварке выступает баллон, наполненный углекислым газом с проволокой до 0,8 мм в диаметре. Можно в этом случае пользоваться порошковой проволокой.
В случае необходимости ремонта картера, трубок кондиционерных конструкций, радиаторов пригодится аргоновая сварка, способная эффективно работать с алюминием, легированной сталью, титаном. Она помогает избежать окислов от кислорода, присутствующего в воздухе. Благодаря этому выдерживается нужный слой проплавления, что ценно в работе с ограниченным доступом к деталям. Металл нагревается мало, увеличенная тепловая мощность дуги обеспечивает повышенную скорость работы. Минус в том, что на открытом воздухе использовать ее очень проблематично, мешает солнечное излучение. Также невозможно применить высокоамперную дугу ввиду необходимости охлаждения. Как выход для защиты металла от влияния влаги из окружающего воздуха можно использовать аргон с добавкой кислорода. Сварка кузова автомобиля электродами имеет ограниченное применение, поскольку получающиеся швы на видимых поверхностях имеют неэстетичный вид.
5 плюсов и особенности сварочного инвертора

Для выполнения ремонтных работ с бампером применяется сварка кузова автомобиля инвертором. Высокочастотный электроток нужен при желании клиента разместить противотуманные огни на крыше автотранспорта. Главное достоинство подобной тактики автомехаников – обеспечение высокой скорости получения результата. Шов получается надежным даже на металле толщиной более 3 мм. Инверторы по стоимости обходятся дороже стандартных моделей, но цена их оправдана. Контроль сварки осуществляется гораздо проще благодаря сложному химическому устройству прибора. Можно выделить преимущества работы с данным аппаратом для сварки кузова автомобиля.
- Удобство эксплуатации.
- Компактные габариты.
- Обучение работе на нем протекает быстрее.
- Возможность работать от обычной розетки, с разными металлами, не вызывая риска воспламенения проводки в доме.
- Шов будет красивым, надежным.
Единственное требование – сухое, чистое помещение. Процедура не терпит попадания пыли, грязи в корпус, иначе это негативно отразится на качестве шва. Какие еще виды сварок популярны?
Ликбез по «полуавтомату»

К полуавтоматическому методу обращаются при необходимости починить днище. Данный способ помогает сделать правильно заплатки на участках, пораженных ржавчиной. Средство это универсальное, проводят работу при помощи специальной проволоки, соединяя листы до 6 мм толщиной. За что эксперты ценят эту сварку?
- Вредные вещества в процессе не выделяются.
- Возможность получить качественные соединения на лонжеронах, восстановить вмятины.
- Отличный результат при косметическом ремонте кузова. Действие кислорода в месте контакта исключено. Пристальный контроль оператора не дает железу плавиться.
Как выбирать сварочный агрегат?

Ремонтники склоняются к мнению, что полуавтоматический вариант – самый верный. Приспособление дает возможность получить аккуратный во всех смыслах шов, используется для металлов разной толщины, состава. Полуавтомат применяется для сварки цветных металлов. Выбирается аппарат с учетом электропитания, мощности устройства, регулировки скорости подачи проволоки, объема баллонов. По источникам питания аппараты бывают инверторного типа или трансформаторного. Первые намного легче, компактнее и удобнее в эксплуатации. «Трансформаторы» оправданы в тех случаях, когда изделие не нужно перемещать. В некоторых ситуациях целесообразно воспользоваться дуговым аппаратом.
Достоинства дуговой сварки
Дилетантству в данном вопросе нет места. На качество ремонта оказывает влияние подготовленность рабочего, особенно при необходимости синхронизировать тонкослойные материалы. Среди преимуществ можно отметить достаточно низкую цену на расходники, маленькую зону нагрева, можно автоматизировать процедуру. Прибор помогает полностью закрыть насквозь проржавевшие поверхности, используя при этом любой металл. Многообразие электродов позволяет применять в сварке разные стальные составы: углеродистые или легирующие. Применение прогрессивных технологий и мастерство сварщика играют главенствующую роль при работе данным методом.
Особенность сварки кузова автомобиля своими руками сводится к соблюдению мер безопасности, проверке исправности электросети. Для гаражного ремонта наиболее оптимальным вариантом станет аппарат, работающий на углекислом газе. Это универсальный агрегат, доступный для непрофессионального применения. Проволочная техника участвует и здесь. Сварщик более свободно по сравнению с другими способами контролирует процесс.
Углекислотная сварка иной раз эффективнее газовой, осуществляется с высокой скоростью ввиду быстрого расплавления проволоки. Варить можно в любом пространстве, позволяя произвести ремонт труднодоступных участков. Данным методом можно выполнить большой объем работы. В этом деле не требуется смена электродов, зачистка сварной поверхности от корки из шлаков. Это незаменимый инструмент при необходимости заделать множество мелких трещин. Он широко используется на промышленных предприятиях. Углекислотный газ стал выгодной альтернативой аргону, давая возможность выполнить работу красиво и качественно.
Источник
Сварка кузовных деталей
Многие повреждения кузовов устраняют, используя газовую, ручную электродуговую, полуавтоматическую электродуговую в среде защитного углекислого газа, контактно-точечную и аргонно-дуговую сварку.
Газовая сварка применяется при ремонте кузовов для выполнения прихваток, нанесения латунных припоев в местах концентрации напряжений и ряда других операций. Недостатки газовой сварки – значительные коробления свариваемых деталей, их перегрев и трудоемкость доводки поверхности.
При газовой сварке используется газовая горелка, в которой смешиваются в определенных пропорциях кислород и ацетилен, давая при воспламенении пламя высокой температуры. Оба газа поступают по шлангам от газовых баллонов через редукторы, снижающие давление. Инжекторная горелка работает следующим образом. При открытии вентиля 9 для зажигания пламени кислород под давлением 50 …400 кПа (в зависимости от типа горелки) через трубку 3 и осевой канал инжектора с большой скоростью подается в смесительную камеру, создавая разряжение в канале. Благодаря этому горючее, поступающее к ниппелю под относительно малым давлением, подсасывается (инжектируется) в корпус горелки и далее, проходя снаружи инжектора, попадает в смесительную камеру. Образовавшаяся в смесительной камере горючая смесь, состав которой регулируют вентилями, выходит из горелки через мундштук и поджигается.
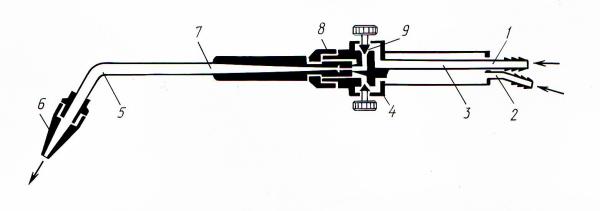
Рис. Газовая горелка:
1 – ниппель подачи кислорода; 2 – ниппель подачи горючего; 3 – трубка; 4 – корпус горелки; 5 – наконечник; 6 – мундштук; 7 – смесительная камера; 8 – инжектор; 9 – кислородный вентиль
Пламя направляется на свариваемый участок. когда металл плавится, к нему подносится стальной пруток, конец которого также расплавляется. С помощью прутка достигается необходимая толщина соединения в месте сварки. В процессе сварки газовую горелку передвигают вдоль обрабатываемой поверхности и одновременно подают пруток. Горелку располагают под наклоном вдоль оси сварного шва таким образом, чтобы пламя было направлено влево. Конец пламени удерживают на расстоянии около 1 мм от поверхности расплавленного металла. Перемещая горелку справа налево, наконечник наклоняют в сторону выполненного сварного шва, а струей пламени прогревают линию сварки. Сварку выполняют сплошным или точечным швом. Сварку точечным швом используют в качестве предварительной операции, предназначенной для прихватки двух соединяемых кромок.
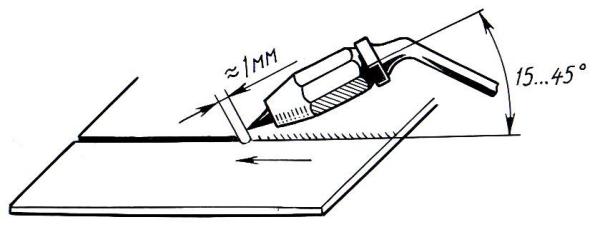
Рис. Положение сопла горелки относительно сварного шва
Ручная электродуговая сварка широкого применения при ремонте кузовов легковых автомобилей не находит, так как получить качественный сварной шов при соединении стальных листов толщиной 0,7…1,0 мм не представляется возможным. Однако для некоторых силовых элементов основания кузова с толщиной металла более 1 мм этот вид сварки может использоваться.
Электродуговая сварка более доступна из-за простоты процесса и оборудования и дешевле газовой. Кроме того, она вызывает незначительные коробления свариваемого металла, причем только в зоне сварного шва.
Качество сварного шва определяется диаметром электрода и силой тока, которые выбирают в зависимости от толщины соединяемых деталей. Перед сваркой кромки соединяемых деталей тщательно подгоняют друг к другу, а затем детали прихватывают вдоль шва. Силу тока для прихватки принимают несколько большую, чем для непрерывной сварки.
После зажигания дуги регулируют силу тока короткого замыкания, пока она не станет на 15…20 % больше требуемой силы рабочего тока. В процессе сварки поддерживают по возможности короткую дугу, устанавливая электрод под углом 10…15° к вертикали и продвигаясь вдоль шва без колебаний. Сварку, как правило, ведут слева направо.
При сварке металл электрода подается к свариваемой детали каплями, которые легче присоединяются к положительному полюсу, поэтому сварку производят на обратной полярности, т. е. электрод присоединяют к отрицательному полюсу. При этом исключено прожигание металла и выше качество сварного соединения благодаря более устойчивой дуге.
Полуавтоматическая электродуговая сварка в среде защитного углекислого газа получила наибольшее распространение при ремонте кузовов легковых автомобилей. Основные преимущества этого вида сварки:
- зона нагрева узкая, в связи с чем свариваемые детали не подвергается значительным тепловым деформациям
- не требуется тепловой изоляции околосварочной зоны
- лакокрасочное и противокоррозионное покрытия разрушаются в меньшей степени, снижается опасность их воспламенения
- улучшаются механические характеристики сварных швов (прочность, ударная вязкость) при соединении деталей
При этом виде сварки в зону дуги подают защитный газ 3, струя которого, обтекая электрическую дугу в зоне сварки, подается в зону сварки через отверстие мундштука 2 и предохраняет металл 5 от воздействия атмосферного воздуха, окисления и азотирования.
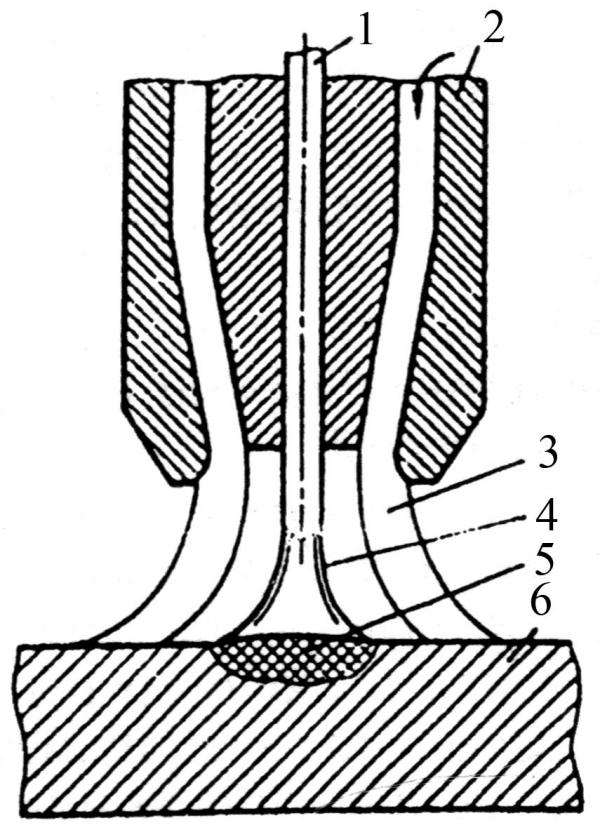
Рис. Схема сварки в углекислом газе:
1 – электрод; 2 – мундштук; 3 – защитный газ; 4 – электрическая дуга; 5 – наплавленный металл; 6 – деталь
В качестве защитного газа используют химически неактивные (инертные) газы – аргон, гелий или их смеси (способ MIG) либо активные газы – СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок. Омеднение сварочной проволоки гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, которые позволяют сваривать листовой металл толщиной до 3 мм, сплошным прерывистым или точечным швом, а также по выполненным отверстиям.
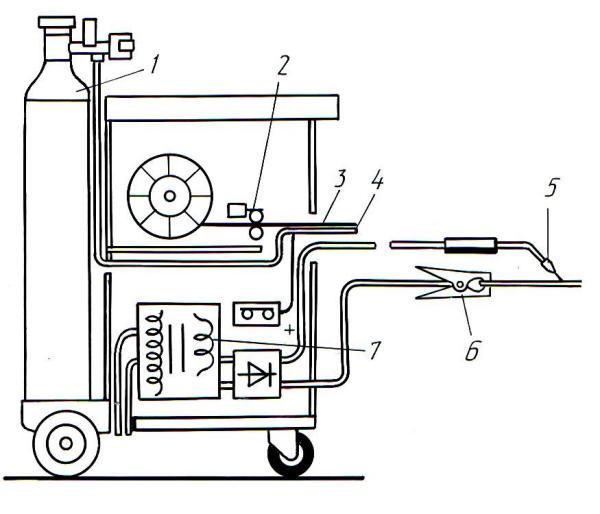
Рис. Схема полуавтомата для сварки в среде защитных газов:
1 – баллон с углекислотой; 2 – механизм подачи проволоки; 3 – проволока; 4 – трубопровод подачи газа; 5 – горелка; 6 – заземление; 7 – трансформатор
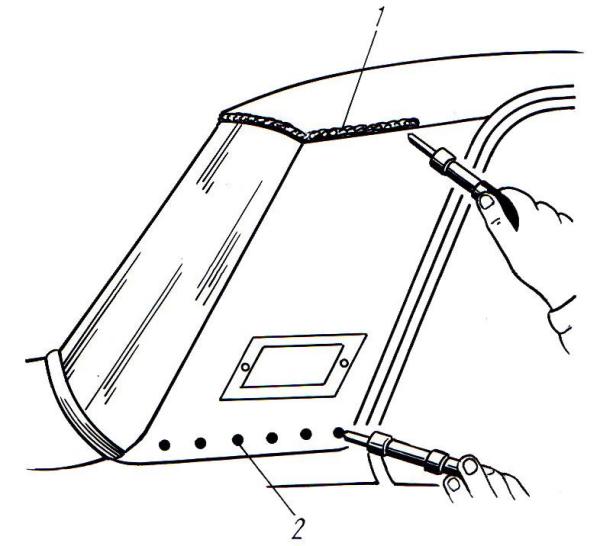
Рис. Виды сварки:
1 – сплошным швом; 2 – точечная
При сварке заземление соединяют с деталью кузова, подвергаемой сварке и выбирают вид сварки (точечная, сплошной шов и т. д.). Открывают кран баллона с углекислотой и включают полуавтомат. При контакте проволоки со свариваемой деталью она автоматически подается механизмом подачи, одновременно в горелку подается углекислота из баллона.
Аргонодуговая сварка применяется при ремонте деталей кузова из алюминиевых сплавов и титана. При этом способе сварки электрическая дуга горит между неплавящимся вольфрамовым электродом и деталью. В зону сварки подается защитный газ — аргон. Присадочный материал вводится в сварочную дугу в виде проволоки так же, как при газовой сварке. Аргон защищает расплавленный металл от окисления кислородом воздуха. Наплавленный металл получается плотным, без пор и раковин.
Режим сварки определяется двумя основными параметрами: диаметром электрода и силой тока. Диаметр вольфрамового электрода составляет 4…10 мм, а сила тока 100…500 А.
Контактная сварка – это процесс образования неразъемного соединения в результате нагрева металла проходящим электрическим током и пластической деформации зоны соединения за счет сжатия.
Она ведется различными способами, в том числе точечным. При нем детали соединяются по отдельным участкам касания, называемым точками.
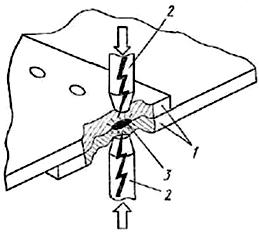
Схема контактно-точечной сварки:
1 – нахлестное соединение; 2 – электроды; 3 – литое ядро (точка)
При таком виде сварки свариваемые детали 1 собирают внахлестку и зажимают усилием между двумя электродами 2, подводящими ток большой силы (до нескольких десятков тысяч А) к месту сварки от трансформаторного источника переменного тока невысокого напряжения (3…8 В). Обычно для контактной сварки используют, способный в повторно-кратковременном режиме генерировать очень большой ток, порядка нескольких тысяч ампер, при очень незначительном напряжении, равном единицам вольт.
Детали нагреваются кратковременным (0,01..0,5) импульсом тока до появления расплавленного металла в зоне контакта. Нагрев сопровождается пластической деформацией металла и образованием литого ядра (сварной точки). Теплота, используемая при сварке, зависит от сопротивления между электродами и выделяется при прохождении тока непосредственно в деталях, контактах между ними и контактных деталей с электродами. Сопротивления самих электродов должны быть незначительны, так как выделяющаяся в них теплота не участвует в процессе сварки. В связи с этим сечение электродов выполняется относительно большим, а материал электрода обладает большой тепло- и электропроводностью.
Сжатие и токоподвод осуществляются электродами либо с двух сторон соединения (двусторонняя сварка), либо со стороны одной из деталей (односторонняя сварка). Последняя используется редко, в основном, когда затруднен доступ к одной из сторон соединения. При этом для увеличения плотности тока в зоне сварки под соединяемые детали подкладывают токоподводящую медную пластину.
Для точечного соединения тонколистовых кузовных панелей внахлест применяются ручные аппараты контактной сварки, за характерный внешний вид получившие название «сварочные клещи». Их также можно использовать для временной прихватки панелей кузова и сварки тонких прутков крест-накрест.
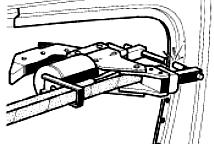
Конструктивно они представляют собой компактный сварокузовных деталейчный трансформатор, снабженный рукояткой. Вторичная обмотка трансформатора заканчивается консольными держателями, в которых закрепляются электроды. Один из держателей на клещах обычно неподвижный, а другой имеет возможность перемещаться. Усилие сжатия создается рычажным механизмом.
Источник