Ремонт колесных пар



Колесно-роликовый цех оснащён современным оборудованием необходимым для восстановления профиля катания поверхности колесной пары на колёсотокарном станке. Высококвалифицированные специалисты готовы произвести текущий ремонт колесных пар типа РУ1Ш-957, РУ1-957, РВ2Ш, а также средний ремонт колесных пар типа РУ1Ш-957, РУ1-957 РВ2Ш с использованием кассетного подшипника. Ремонт проводится в строгом соблюдении «Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524 мм)» РД ВНИИЖТ 27.05.01-2017. Номер условного клейма 1902.
Лаборатория неразрушающего контроля ООО «ЖД Профи». Имеет необходимые средства и условия для проведения неразрушающего контроля колёсных пар, их элементов и деталей буксового узла в соответствии с ПР НК В.1 «Правила неразрушающего контроля вагонов и их составных частей при ремонте. Общие положения». В лаборатории неразрушающего контроля работают высококвалифицированные специалисты, имеющие сертификаты на все методы контроля. Свидетельство об аттестации № ЖТ.НК. 460/18.
КОНТАКТЫ
ЦЕНТРАЛЬНЫЙ ОФИС
г. Омск, ул. Центральная, 33а, помещение 1
 profi.zhd@bk.ru
profi.zhd@bk.ru
Источник
Наши услуги
РЕМОНТ КОЛЕСНЫХ ПАР
Колесно-роликовый цех оснащён современным оборудованием необходимым для восстановления профиля катания поверхности колесной пары на колёсотокарном станке. Высококвалифицированные специалисты готовы произвести текущий ремонт колесных пар типа РУ1Ш-957, РУ1-957, РВ2Ш, а также средний ремонт колесных пар типа РУ1Ш-957, РУ1-957 РВ2Ш с использованием кассетного подшипника. Ремонт проводится в строгом соблюдении «Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524 мм)» РД ВНИИЖТ 27.05.01-2017. Номер условного клейма 1902.
Лаборатория неразрушающего контроля ООО «ЖД Профи». Имеет необходимые средства и условия для проведения неразрушающего контроля колёсных пар, их элементов и деталей буксового узла в соответствии с ПР НК В.1 «Правила неразрушающего контроля вагонов и их составных частей при ремонте. Общие положения». В лаборатории неразрушающего контроля работают высококвалифицированные специалисты, имеющие сертификаты на все методы контроля. Свидетельство об аттестации № ЖТ.НК. 460/18.
КАПИТАЛЬНЫЙ РЕМОНТ КОЛЕСНЫХ ПАР
Капитальный ремонт колесных пар выполняется на гидравлическом прессе, формирование колесных пар СОСК (старая ось, старое колесо), СОНК (старая ось, новое колесо), НОСК (новая ось, старое колесо). Формирование колесных пар проводится в строгом соблюдении «Руководящего документа по ремонту и техническому обслуживанию колесных пар с буксовыми узлами грузовых вагонов магистральных железных дорог колеи 1520 (1524 мм)» РД ВНИИЖТ 27.05.01-2017. Номер условного клейма 1902.
Лаборатория неразрушающего контроля ООО «ЖД Профи». Имеет необходимые средства и условия для проведения неразрушающего контроля колёсных пар, их элементов и деталей буксового узла в соответствии с ПР НК В.1 «Правила неразрушающего контроля вагонов и их составных частей при ремонте. Общие положения». В лаборатории неразрушающего контроля работают высококвалифицированные специалисты, имеющие сертификаты на все методы контроля. Свидетельство об аттестации № ЖТ.НК. 460/18.
ТЕКУЩИЙ РЕМОНТ ВАГОНОВ
Участок текущего отцепочного ремонта вагонов (условный номер клеймения 4309) расположен на Омском регионе Западно-Сибирской железной дороги с путем необщего пользования, примыкающим к ст. Карбышево-I. Мы гарантируем своевременную организация ремонта, что позволит сократить период простоя вагонов в ожидании ремонта.
Штат организации укомплектован высококвалифицированными специалистами способными проводить ремонт качественно и в кратчайшие сроки.
ЗАПАСНЫЕ ЧАСТИ
Производим продажу отремонтированных узлов и деталей грузовых вагонов:
- Колесные пары СОНК;
- колесные пары б/у;
- боковые рамы;
- надрессорные балки;
- поглощающие аппараты.
СКАЧАТЬ ДОГОВОР
РАЗДЕЛКА ВАГОНОВ
Наша компания готова принять вагоны любого рода для разделки. При необходимости подготовить документы на исключение из инвентаря. Выкупим металлолом и ремонтопригодные детали образовавшиеся в ходе разделки. Организуем ответственное хранение деталей и металлолома с оформлением акта формы МХ-1.
МАТЕРИАЛЫ ВСП
Наша компания является поставщиком материалов верхнего строения пути и путевого инструмента для строительных, железнодорожных компаний и промышленных предприятий.
Готовы предоставить к продаже следующие материалы:
- Элементы Скрепления ЖБР
- Крепёж железнодорожный (метизы)
- Накладки железнодорожные
- Подкладки железнодорожные
- Изоляция для рельс
- Рельсы
- Прокладки резиновые
- Элементы Скрепления АРС-4
- Шпалы и брусья
- Стрелочные переводы, Крестовины и другие МВСП
СКАЧАТЬ ДОГОВОР
ХРАНЕНИЕ ЗАПАСНЫХ ЧАСТЕЙ
Организуем ответственное хранение деталей с оформлением акта формы МХ-1.
Хранение колесных пар осуществляется на специализированных подставах (рельсах). При длительном хранении колесных пар буксы не реже 1 раза в 2 месяца проворачивают от 5 до 8 оборотов. С обязательным занесением в журнал данных о прокрутки буксового узла.
Хранение литых деталей тележки.
КОНТАКТЫ
ЦЕНТРАЛЬНЫЙ ОФИС
г. Омск, ул. Центральная, 33а, помещение 1
profi.zhd@bk.ru
Источник
Маркировка, и клеймение колесных пар и их элементов.
При ремонте, новом формировании и полном освидетельствовании колесных пар применяются следующие знаки и клейма:
— клеймо в форме прямоугольника с закругленными углами, указывающее присвоенный условный номер ремонтному пункту, которому разрешено производить: изготовление элементов, новое формирование и полное освидетельствование;
— цифры и буквы для обозначения даты (месяца и две последние цифры года) и других данных. Цифры и буквы должны быть высотой от 6 до 10 мм, согласно действующим стандартам, техническим условиям и чертежам;
— клеймо приемки («Серп и молот») или прямоугольник с номером и серпом и молотом;
— клеймо контрольного мастера службы технического контроля, требования к клейму службы технического контроля устанавливаются заводом (ремонтным пунктом), производящим ремонт;
— клейма в форме круга с буквами «Ф», «ФТ», «ТК», «ТЗ», обозначающие формирование новой колесной пары прессовым, тепловым или комбинированным методом;
— клеймо в форме круга с буквой «Б», обозначающее динамическую балансировку колесной пары;
— клеймо в форме круга с буквой «Д», обозначающее переформирование колесной пары (распрессовка с оси всех элементов);
— клеймо в форме круга с буквами «ЛД», обозначающее перепрессовку левого, а с буквами «ПД» — правого колесного центра или цельнокатаного колеса;
— клеймо в форме круга с буквами «СБ», обозначающее смену бандажей;
— клейма и знаки, обозначающие межоперационную, внутрицеховую, межцеховую приемку элементов колесной пары, вид и порядок применения которых устанавливаются приказом руководителя предприятия. Эти клейма и знаки не должны ставиться в местах, предусмотренных для расположения знаков и клейм, установленных настоящим руководством.
Новые элементы колесных пар, поступающие на ремонтные пункты, должны иметь следующие четко обозначенные знаки, клейма и маркировку:
Необработанные (в черном виде) оси на средней или подступичной части – в соответствии с рис.1.
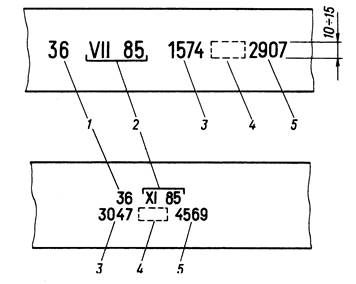
Рис. 1. – Знаки и клейма на необработанной оси колесной пары: 1 — условный номер предприятия-изготовителя, 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления, 3 — номер плавки, 4 — клейма приемки, 5 — номер оси.
Окончательно обработанные оси на правом торце – в соответствии с рис. 2, 3
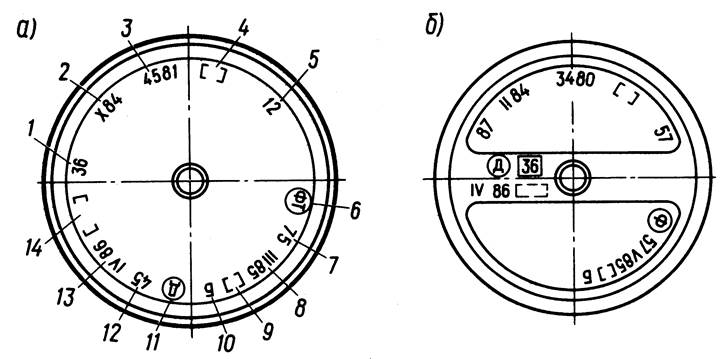
Рис. 2.– Знаки и клейма на правом торце оси колесной пары:
а -тепловоза с наружными буксовыми шейками и торцовым упором скольжения;
б — электровоза на подшипниках качения без торцового упора:
1 — условный номер предприятия-изготовителя необработанной оси; 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси; 3 — порядковый номер плавки и номер оси; 4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших обработанную ось; 5 — условный номер предприятия-изготовителя, обработавшего ось; 6 — клейма метода формирования колесной пары (ФТ – тепловой, Ф – прессовый, ТК– комбинированный при тепловом методе посадки колеса (колесного центра) на ось, ТЗ – комбинированный при тепловом методе посадки зубчатого колеса на ось); 7 — условный номер предприятия, производившего формирование колесной пары; 8 — месяц (римскими цифрами) и год (две последние цифры) формирования колесной пары; 9 — клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару; 10 — клейма балансировки; 11 — клейма переформирования колесной пары; 12 — номер ремонтного пункта, производившего переформирование; 13 — месяц (римскими цифрами) и год (две последние цифры) переформирования; 14 — клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
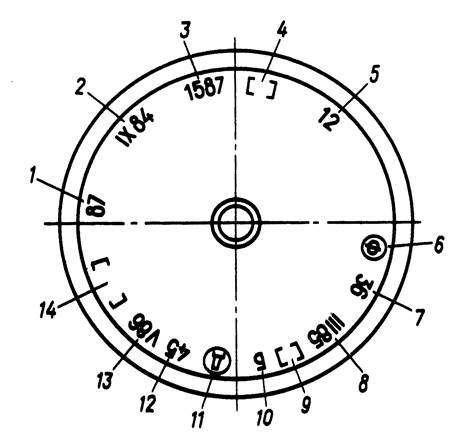
Рис. 3 – Знаки и клейма на правом торце оси колесной пары локомотива с внутренними буксовыми шейками, а также колесных пар электровозов с наружными буксовыми шейками на подшипниках скольжения и колесных пар тепловозов с торцовыми упорами качения:
1 — условный номер предприятия-изготовителя необработанной оси; 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси; 3 — порядковый номер плавки и номер оси; 4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших обработанную ось; 5 — условный номер предприятия-изготовителя, обработавшего ось; 6 — клейма метода формирования колесной пары (ФТ – тепловой, Ф – прессовый, ТК– комбинированный при тепловом методе посадки колеса (колесного центра) на ось, ТЗ – комбинированный при тепловом методе посадки зубчатого колеса на ось); 7 — условный номер предприятия, производившего формирование колесной пары; 8 — месяц (римскими цифрами) и год (две последние цифры) формирования колесной пары; 9 — клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару; 10 — клейма балансировки; 11 — клейма переформирования колесной пары; 12 — номер ремонтного пункта, производившего переформирование; 13 — месяц (римскими цифрами) и год (две последние цифры) переформирования; 14 — клейма технического контроля ремонтного пункта и приемщика локомотивов (инспектора-приемщика), принявших колесную пару после переформирования
Бандажи на боковой наружной грани бандажа – в соответствии с рис. 4
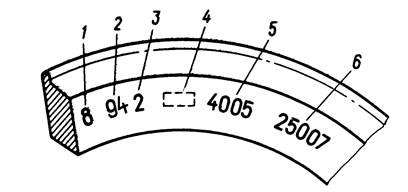
Рис. – 4 Знаки и клейма на наружной грани бандажа. 1 – условный номер предприятия изготовителя, 2 – год (две последние цифры) изготовления, 3 – марка бандажа, 4 – клейма приемки, 5 — номер плавки, 6 — порядковый номер бандажа по системе нумерации предприятия-изготовителя.
На импортных бандажах наносятся следующие знаки: знак фирмы, две последние цифры года изготовления, номер плавки, номер бандажа. При сквозной нумерации плавок (не по годам) год изготовления не наносится. Порядковый номер бандажа отдельными фирмами не наносится.
Литые центры на наружной стороне ступицы или диска – в соответствии с рис. 5
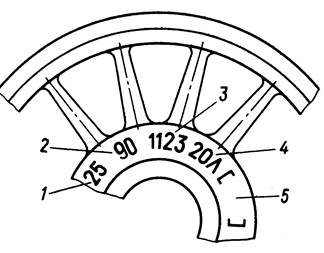
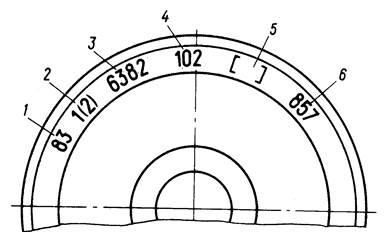
Рис. 5 – Знаки и клейма на наружном торце ступицы центра: 1 — условный номер предприятия-изготовителя, 2 — год (две последние цифры) изготовления, 3 — порядковый номер центра по системе нумерации предприятия-изготовителя, 4 — обозначение марки стали, 5 — клейма технического контроля предприятия-изготовителя и представителя заказчика
Цельнокатаные колеса на наружной боковой поверхности обода – в соответствии с рис. 6.
Рис. 6 – Знаки и клейма наружной боковой поверхности обода цельнокатаного колеса1 — год (две последние цифры) изготовления, 2 — марка стали колеса, 3 — номер плавки,
4 — условный номер предприятия-изготовителя, 5 — клеима технического контроля предприятия-изготовителя и представителя заказчика, 6 — порядковый номер колеса по системе нумерации предприятия-изготовителя
Зубчатое колесо или венец локомотива – в соответствии с рис. 7.
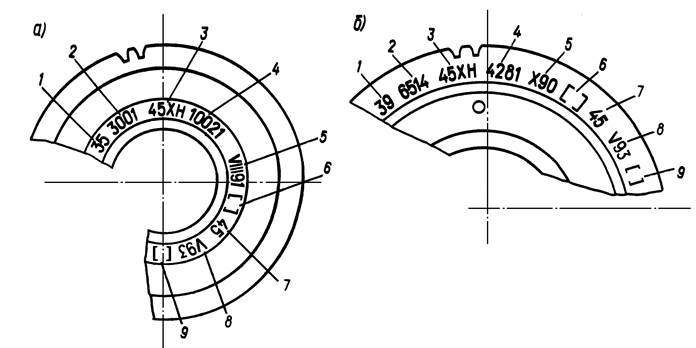
Рисунок 7 – Знаки и клейма: а — на зубчатом колесе; б — на венце зубчатого колеса 1 — товарный знак или условный номер предприятия-изготовителя, 2 — порядковый номер зубчатого колеса (венца), 3 — марка стали, 4 — номер плавки, 5 — месяц (римскими цифрами) и год (две последние цифры) изготовления, 6 — клейма технического контроля предприятия-изготовителя и
представители заказчика, 7 — условный номер предприятия, производившего установку
зубчатого колеса или венца, 8 — месяц (римскими цифрами) и год (две последние цифры)
установки, 9 — клейма технического контроля предприятия, производившего установку.
При обработке осей и венцов зубчатых колес перенос знаков с необработанной поверхности на торец оси и боковую грань венца производит служба технического контроля на заводе, а в локомотивных депо — приемщик локомотивов.
Перенос знаков и правильность обработки и состояния осей соответствию технической документации удостоверяется постановкой клейма контрольного мастера службы технического контроля и приемщика («Серп и молот») с постановкой условного номера, присвоенного пункту, производившему обработку.
Клеймение колесных пар имеют право производить: начальники, заместители начальников, технологи и мастера колесных цехов, начальники службы технического контроля и мастера службы технического контроля колесных цехов, заводские инспектора-приемщики и приемщики локомотивов в депо, заместители начальников депо по ремонту и главные инженеры заводов и депо, мастера цехов периодического ремонта в депо.
При формировании колесных пар и смене оси, необходимо наносить клейма и знаки на торце оси (или цилиндрическом пояске конца оси с торцовым упором) колесной пары (рисунки 2, 3, 8). Впереди вышеуказанных клейм при смене бандажей дополнительно ставится клеймо «СБ» (кроме формирования).
Сторона колесной пары, на торце оси которой находятся знаки и клейма, относящиеся к изготовителю оси, считается правой.
При смене зубчатого колеса или венца на них наносятся знаки и клейма рис.7, позиции 6 – 9.
При полном освидетельствовании колесных пар на левом горце осей ставятся знаки и клейма в соответствии — с рис. 8. Впереди вышеуказанных клейм при смене бандажа дополнительно ставится клеймо «СБ», а при перепрессовке одного из центров (цельнокатаного колеса) — клеймо «ЛД» или «ПД» в зависимости от того, с какой стороны колесной пары перепрессовывался колесный центр.
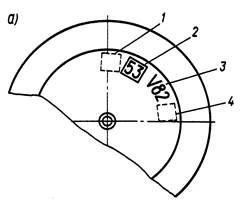
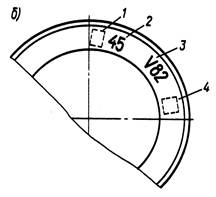
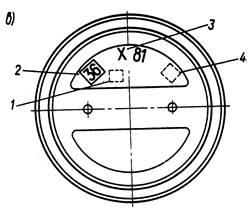
Рисунок 8 – Знаки и клейма на левом торце оси колесной пары:
а — локомотива с внутренними буксовыми шейками, а также колесных пар электровозов с наружными буксовыми шейками на подшипниках скольжения и тепловозов с торцовыми упорами качения; б — тепловозов с торцовым упором скольжения; в — электровозов на подшипниках качения без торцового упора; 1 — место постановки клейм смены бандажей, спрессовки левого или правого центра (цельнокатаного колеса); 2 — условный номер ремонтного пункта; 3 — месяц (римскими цифрами) и год (две последние цифры) производства полного освидетельствования; 4 — клейма технического контроля и приемщика локомотивов (инспектора-приемщика)
После постановки клейм торцы осей с торцовым упором необходимо обработать.
Запрещается заварка или зачеканка знаков и клейм изготовления и формирования на правом торце оси. Они должны сохраняться на все время эксплуатации оси, а клейма формирования (переформирования) колесной пары должны сохраняться до следующего переформирования.
При заполнении всех секторов левого торца оси производится заварка знаков предыдущих полных освидетельствований и после тщательной зачистки или механической обработки торец вновь используется для постановки знаков полного освидетельствования колесной пары. Если при этом не производится перепрессовка колесного центра (цельнокатаного колеса) и на торце оси имеются клейма о ранее производившейся перепрессовке, последнее необходимо сохранить до следующей перепрессовки соответствующего центра (цельнокатаного колеса).
Колесные пары, не имеющие на осях клейм и знаков завода-изготовителя, или при неясности имеющихся клейм и знаков разрешается эксплуатировать при условии, что на осях имеется знак «Д».
Колесную пару, принятую после ремонта, формирования или полного освидетельствования окрашивают в соответствии с требованиями ремонтных чертежей.
Окраску производят:
1. Средней части оси – предподступичных и подступичных частей оси, между лабиринтными кольцами и ступицами колес, а также открытые поверхности оси между центрами и подшипниковыми узлами осевых редукторов – эмалью черного или темно-серого цвета.
2. Наружных граней бандажей – эмалью белого цвета.
3. Контрольных полос шириной 25 мм:
— на бандаже по всей его толщине – эмалью красного цвета;
— на ободе центра (в продолжение полосы на бандаже) по всей его толщине – эмалью белого цвета.
4. Контрольных полос шириной 10 мм:
— на бандаже с наплавленными гребнями – эмалью зеленого цвета с левой стороны от красной полосы (при расположении контрольных полос в зоне контакта бандажа с рельсом);
— на бандаже с упрочненными гребнями – эмалью желтого цвета с правой стороны от красной полосы (при расположении контрольных полос в зоне контакта бандажа с рельсом).
У колесных пар, подкатываемых под локомотив при текущих ремонтах ТР-2 и ТР-3, разрешается окрашивать только наружные грани бандажей.
Источник