Кольца планета 3 ремонт
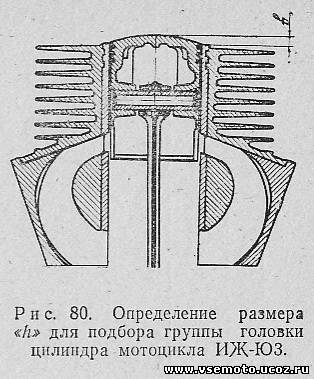
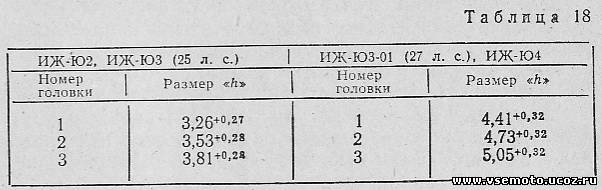
Осмотреть состояние плоскости разъема головок и цилиндров. При наличии забоин или неровностей на плоскостях разъема (определяется по следам пропуска газов) удалить их шабером и при необходимости плоскости притереть на плите. Удалить нагар, поверхность сферы зачистить мелкой наждачной шкуркой и промыть.
ПОРШНИ И ЦИЛИНДРЫ. Для определения величины износа производится микрометраж (замер) поршней и цилиндров. Если зазор между поршнем и цилиндром у ИЖ-ЮЗ больше 0,25÷0,3 мм, пару поршень-цилиндр необходимо отремонтировать. На ИЖ-ПЗ допустимый зазор составляет 0,3÷0,4 мм.
Ремонту также подвергаются цилиндры, имеющие на зеркале глубокие риски и задиры. Ремонт производится двумя способами:
1) подбором и установкой комплектов новых (нормальных) цилиндров, поршней и поршневых колец взамен изношенных;
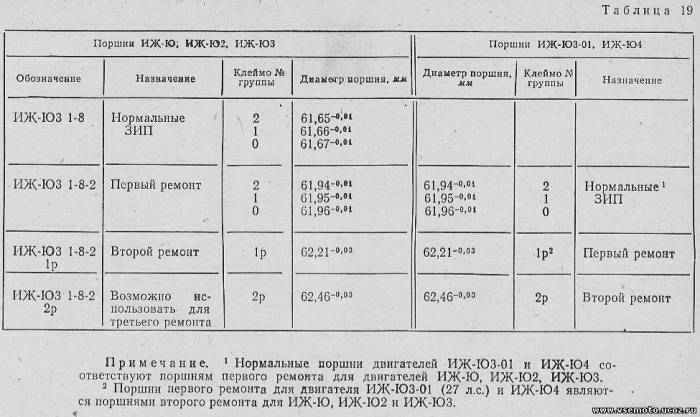
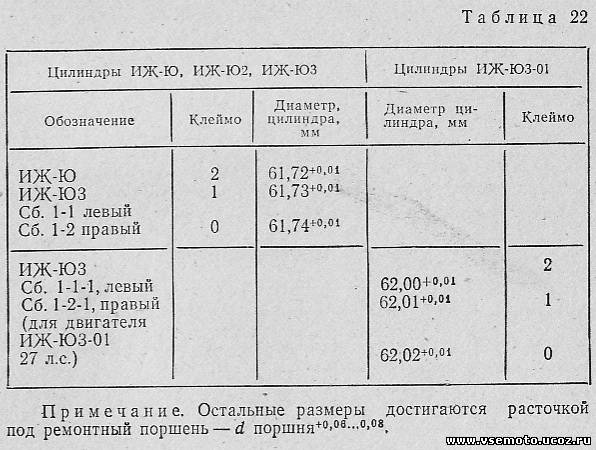
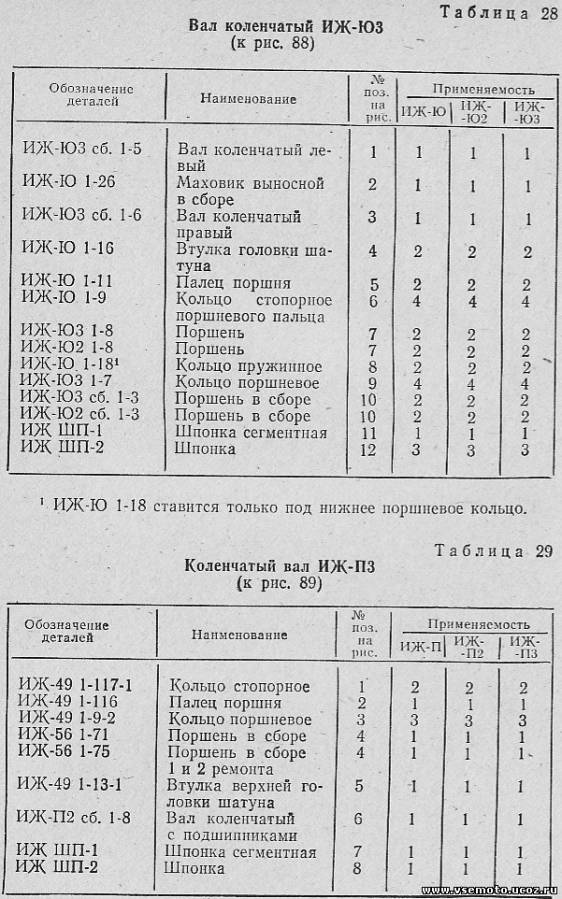
2) расточкой и хонингованием цилиндров с установкой ремонтных колец и поршней. При одновременной замене поршня и цилиндра они подбираются одной группы. В торговлю поставляются поршни и цилиндры ИЖ-ЮЗ трех размерных групп (табл. 19 и 22). Клеймение группы поршня производится на головке поршня и в верхней части цилиндра (рис. 82).

Замер приведенных в таблице 19 диаметров Д2 (рис. 14) производится на высоте Н=42 мм от нижнего торца поршня. Необходимо учитывать, что диаметр днища — Д1 и юбки — Д3 отличается от диаметра Д2. Д1=Д2 факт.-0,14 мм. Д3=Д2 факт.+0,01 мм.
Поршневые кольца в этом случае устанавливаются нормальные. Диаметр нормального кольца равен 61,75+0,15 мм при зазоре в замке 0,2÷0,35 мм.
Для ИЖ-П3 в торговую сеть поставляются поршни и цилиндры нормального размера четырех размерных групп (табл. 21). Клеймение номера группы производится на головке поршня и фланце цилиндра.
Замер приведенных в таблицах 21 и 23 фактических -диаметров поршней производится на высоте Н = 55 мм от нижнего торца поршня. Диаметр днища Д1 и юбки Д3 составляет: Д1=Д2 факт.-0,24мм; ДЗ=Д2 факт.+0,08мм.
Поршневые кольца в данном случае устанавливаются также нормального размера. Диаметр такого кольца равен 72+-0,03 мм при зазоре в замке 0,3 — 0,45 мм.
При втором способе ремонта устанавливаются ремонтные кольца и поршни взамен изношенных, а цилиндры обрабатываются под размер поршней.
В торговлю поставляются ремонтные поршни и поршневые кольца двух размеров (табл. 19 й 20).
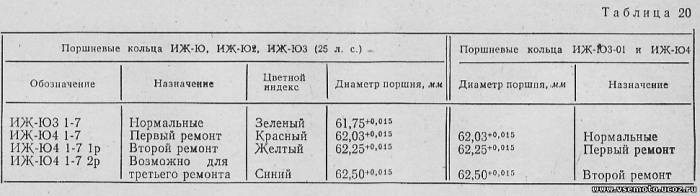
Маркировка номера ремонтной группы поршня производится клеймением на головке поршня, а цветной индекс поршневого кольца наносится на внутренний диаметр вблизи стыка.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,07- 0,09 мм, овальность и конусность по всей длине не более 0,01 мм, частота зеркала цилиндра — 9-10 класс.
Обработка цилиндров под ремонтный размер производится следующими способами:
а) растачивание цилиндра с последующей доводкой хонингованием или на притире;
б) двукратное хонингование (предварительное и окончательное).
Цилиндры растачиваются на специальных расточных или токарных станках. При закреплении цилиндра нужно базироваться относительно нижней плоскости фланца цилиндра и по наружному диаметру гильзы. Для растачивания на токарном станке цилиндр крепится на планшайбе так же, как на картере двигателя.
Припуск на последующую доводку — 0,025÷0,03 мм на сторону. Растачивание проводится за один проход, скорость резания не менее 100 м/мин.; подача при этом — 0,03 — 0,1 мм на оборот.
Доводят цилиндры на хонинговальных станках карборундовыми брусками с зернистостью 300÷500 единиц. При этом бруски подбираются по длине так, чтобы расстояние между торцами брусков в крайних (верхнем и нижнем) положениях доводочной головки было равно 4 — 6 мм, а выход брусков из цилиндра — 15 — 20 мм. Если отсутствует специальное оборудование для хонингования, доводку можно провести на токарном станке чугунным или деревянным притиром с использованием корундового порошка или вручную разжимным притиром. При этом необходим периодический контроль размеров цилиндра, а припуск на доводку должен быть минимальным.
Обработку цилиндра под ремонтный размер также можно осуществить двукратным хонингованием.
Предварительным хонингованием необходимо вывести бочкообразную форму изношенного цилиндра и удалить следы задиров и рисок поврежденного цилиндра. Для предварительного хонингования применяются бруски с зернистостью 150÷200, для окончательного — с зернистостью 300÷500. Припуск на окончательное хонингование — 0,03 — 0,04 мм на сторону.
Ремонт цилиндро-поршневой группы ИЖ-ПЗ производят аналогично ремонту ИЖ-ЮЗ. В торговлю поставляются ремонтные поршни и поршневые кольца ИЖ-ПЗ двух размеров (табл. 23).
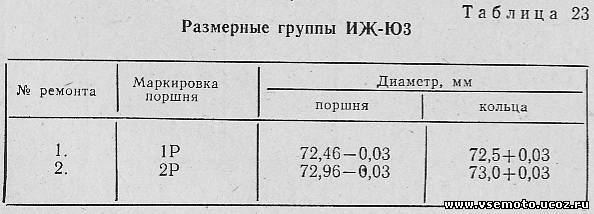
Клеймение группы делают на головке поршня: первый ремонт — 1Р, второй ремонт — 2Р. Маркировка группы колец указана на ярлычке в упаковке комплекта поршневых колец.
Диаметр обработанного цилиндра должен быть равным действительному диаметру поршня плюс 0,05÷0,07 мм, чистота обработки зеркала цилиндра — 9 — 10 класса, овальность и конусность по всей длине — не более 0,01 мм. Величина припуска на последующую доводку — 0,05 — 0,1 мм на сторону. Скорость, подача и способ доводки цилиндра ИЖ-ПЗ аналогичны обработке цилиндра ИЖ-ЮЗ.
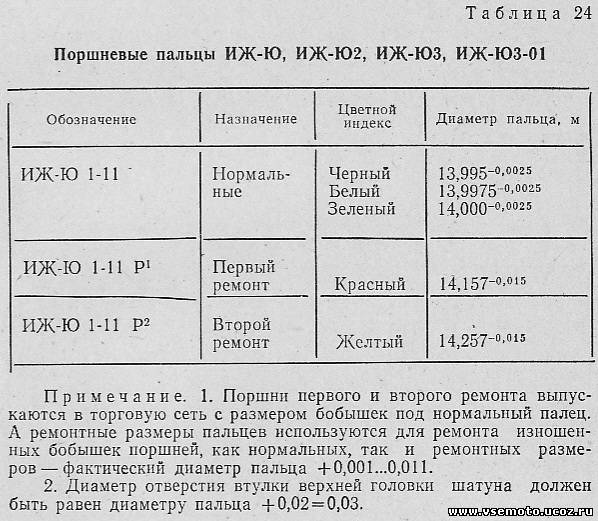
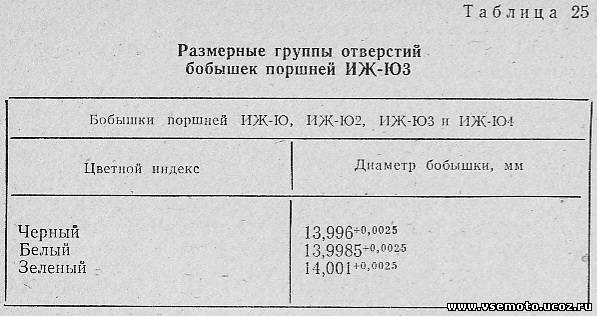
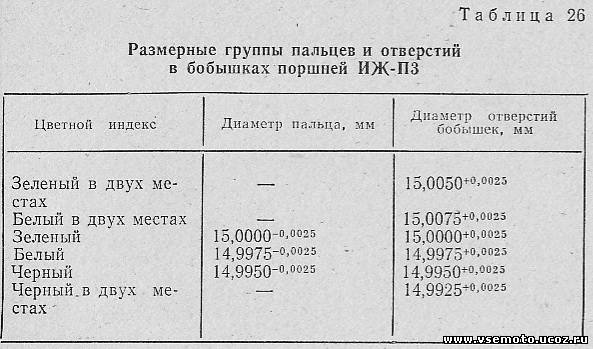
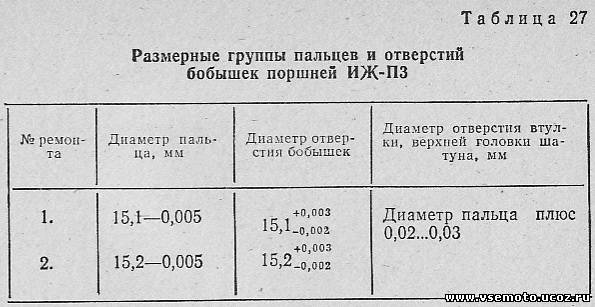
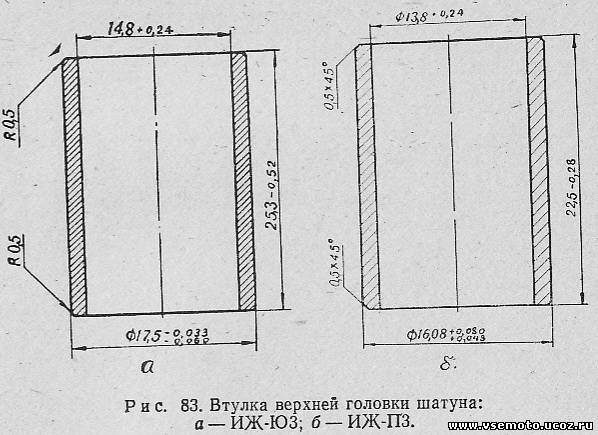
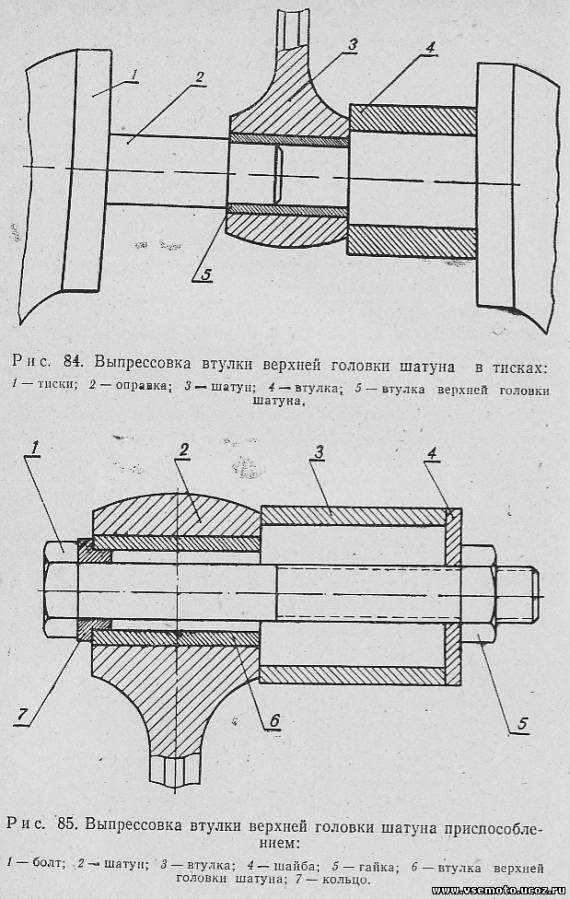
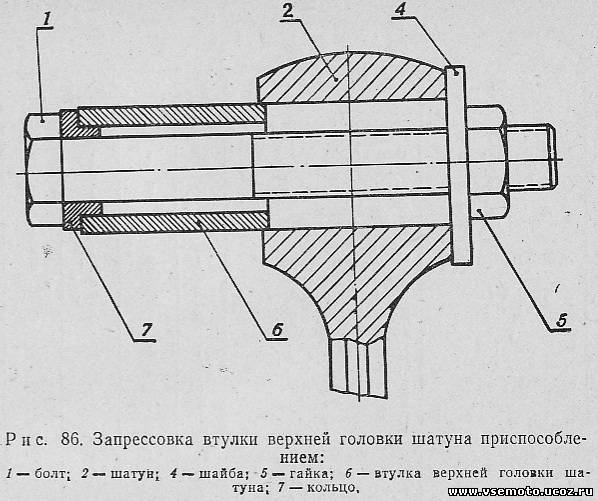
ПОРШНЕВЫЕ ПАЛЬЦЫ, ОТВЕРСТИЯ БОБЫШЕК ПОРШНЕЙ И ВТУЛКИ ВЕРХНИХ ГОЛОВОК ШАТУНОВ. При установке нового поршня (нормального или ремонтного) поршневой палец подбирается по отверстиям в бобышках. Пальцы и отверстия в бобышках поршней ИЖ-ЮЗ и ИЖ-ПЗ имеют несколько размерных групп (табл. 24, 25, 26).
Сборку поршня с кольцами производить в такой последовательности:
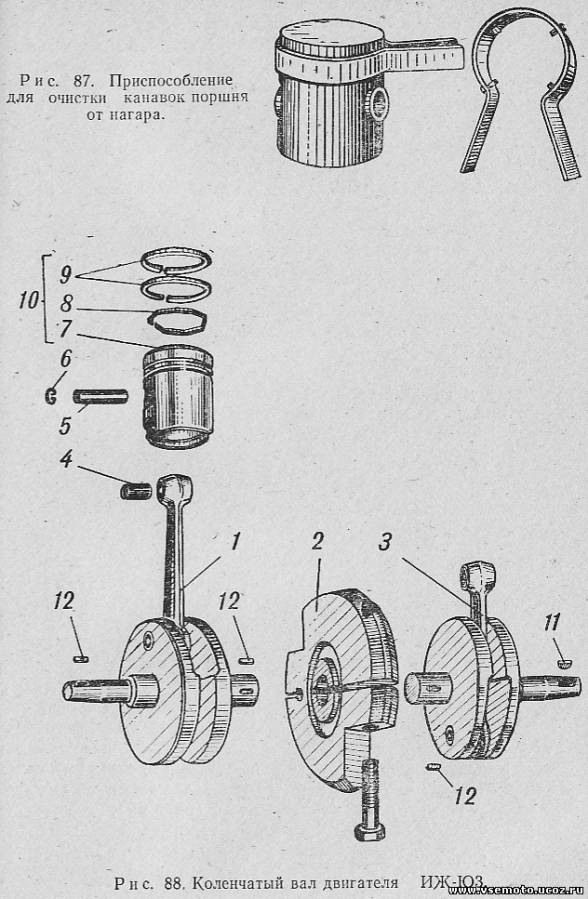
1. Используя пластинки, надеть кольца на поршень (рис. 77), сориентировав стыки колец на стопорные штифты поршня (на ИЖ-ЮЗ предварительно в нижние канавки поршней установить пружинные кольца).
2. Проверить подвижность кольца в канавке поршня, зазор между торцевой поверхностью кольца и канавкой должен находиться в пределах 0,065÷0,1 мм, кольцо должно передвигаться в канавке свободно, без заеданий.
3. Вставить в одну из бобышек поршня стопорное кольцо, а в отверстие противоположной бобышки- смазанный маслом поршневой палец.
4. Поршень ИЖ-ЮЗ надеть на верхнюю головку шатуна стрелкой, имеющейся на головке поршня, назад (в сторону, обратную движению мотоцикла). Поршень ИЖ-ПЗ установить стрелкой вперед или разрезом юбки вперед по ходу мотоцикла. Совместить отверстия бобышек и втулки верхней головки шатуна; при помощи оправки, придерживая поршень рукой, легкими ударами молотка запрессовать палец. Установить второе стопорное кольцо. Таким же методом установить второй поршень.
5. Перед установкой цилиндра проверить плоскости разъема цилиндров, картера и при необходимости зачистить. На фланец картера установить уплотнительные прокладки из картона или, паронита.
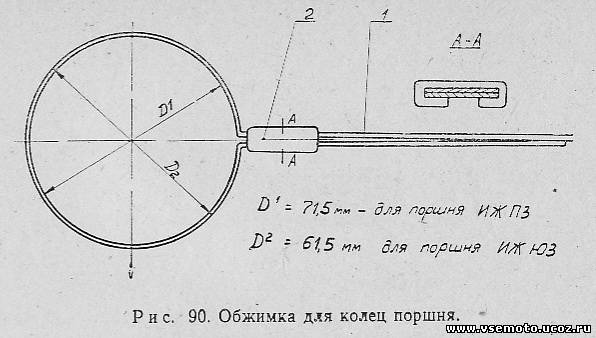
6. Установить стыки колец против штифтов, сжать их обжимкой (рис. 90).
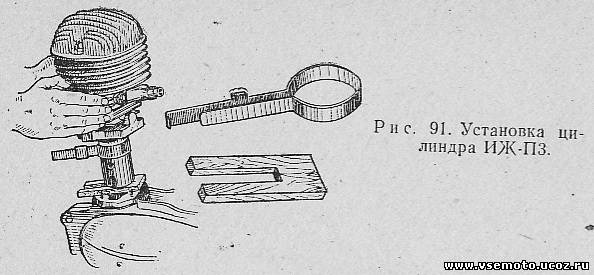
8. Снять обжимку, убрать подставку и, продвигая цилиндр, установить его на место.
9. Соблюдая указанный порядок, установить второй цилиндр; установить и закрепить патрубок карбюратора с прокладкой, надеть на шпильки головки цилиндров и только после этого закрепить цилиндры гайками. Установить свечи зажигания.
На ИЖ-П3 цилиндр крепится гайками на 4-х шпильках. Головка крепится к цилиндру шестью шпильками без уплотнительной прокладки.
Порноактёр Small Hands (Small Hands актер), лучшие видео с его участием.
Источник
Фотоотчет: Ремонт двигателя мотоцикла «ИЖ-Планета» 2, 3, 4 и пятой модели
Сейчас уже редко где можно встретить «Планету», особенно в стоковом исполнении. Дедовские сараи где они когда-то стояли в изобилии уже давным давно вычищены страждущими, а помойки где они когда-то валялись — поросли травой…
Единственное место где еще можно найти что-нибудь более менее приличное — местные газеты объявлений. Можно поискать и на «Авито», но прежде чем там брать — смотрите товар в живую, а то пришлют вам сумку кирпичей вместо двигателя…
Мне повезло: я нашел в местной газетенке объявление о продаже двигателя от мотоколяски, выехал на место, осмотрел, договорился, купил и привез домой. То что двигатель от мотоколяски пусть вас не пугает — двигатель полностью идентичен родному планетовскому.
Вобщем, когда я раскидал двигатель — обрадовался и тут же огорчился… Обрадовался потому что двигатель был стоковый и не имел следов вмешательства. Там еще масло было родное и свеча СССР-овская. Огорчился потому что поршневая и нижний подшипник шатуна были убиты.
Хороший заводской цилиндр в запасе у меня был: расточенный в ремонтный размер + к нему когда-то давно был куплен заводской поршень, хромированные кольца и палец.
Шатун я купил в интернет-магазине. Удалось найти еще заводской — не пластилиновый. Я его немного доработал: сделал небольшой пропил в нижней головке для улучшения смазки подшипника, разпрессовал коленчатый вал, старый шатун выкинул, поставил новый и потом отцентрировал коленчатый вал с помощью индикатора.
Инструменты
Из инструментов на понадобится:
- Дрель или шуроповерт
- Сверло по металлу на 4 — 5 мм
- Плоский надфиль
- Технический фен
- Оправки. В качестве оправок можно использовать сантехнические сгоны
- Мощная плоская отвертка
- Рожковый или накидной ключ на 14
- Хомут
- Молоток или киянка
- Масленка или шприц
- Герметик
Подготовка
Для выполнения качественного ремонта — детали двигателя должны быть чистыми, резьба в картере прогнана, сальники и прокладки — новыми.
Сначала чистим масляные каналы в кривошипных камерах. Каналов в двигателе Иж-Планета — два: один в левой половинке картера, другой — в правой. Находим каналы и если они сильно забиты — прочищаем их проволокой, промываем чистым бензином и продуваем сжатым воздухом.

Установка подшипников и сальников
Устанавливаем в левую половинку картера стопорное кольцо.

В зависимости от модели коренного сальника — устанавливаем в посадочное отверстие коренного подшипника распорную втулку, либо, если сальник у вас изначально стоял широкий (есть такие) — нагреваем картер и с внутренней стороны картера ставим сальник до упора в стопорное кольцо.
На моем двигателе стоял обычный узкий сальник, поэтому я ставлю втулку.


При помощи оправки в предварительно нагретый картер ставим коренной сальник.


Быстро, пока не остыл картер ложем на сальник маслонаправляющию шайбу. Маслонаправляющая шайба имеет профиль в виде блюдца. Кладем ее на сальник так, чтобы вогнутой стороной она была обращена к нам, а выгнутой к корзине сцепления.


Пока картер не остыл — прессуем в него с помощью оправки наружную обойму коренного подшипника.

Если вы будите менять коренные подшипники на новые — не поленитесь: найдите лист железа толщиной 7-8 мм, выпилите в нем клин под шатун, пропустите лист железа между щек коленчатого вала и при помощи оправки набейте коренной подшипник на цапфу.
Таким образом вы обезопасите себя от порчи коленчатого вала. Коренной подшипник имеет очень большой натяг и заходит на цапфу с очень большим усилием. Не редки случаи, когда люди попросту выбивали цапфу (цапфа на планетовском коленчатом вале запрессовывается в щеку) внутрь коленчатого вала, но подшипник одеть им так и не удавалось.


Родной made in USSR 2505 КМ


Установка коленчатого вала
Смазываем чистым моторным маслом кромки коренного сальника и подшипник. Укладываем левую половинку картера на брусочки, берем в руку коленчатый вал и с проворачиванием вставляем его в картер. Вставлять коленчатый вал нужно очень аккуратно немного проворачивая его. Если коленчатый вал тупо забить в картер — 100% завернете кромку сальника!

Сборка половинок картера
Обезжириваем разъем половинок, выбиваем немного направляющие втулки так, чтобы они вышли над плоскостью на 5-6 мм. В зависимости от вашего желания — собираем КПП. Лично я, КПП собираю только после сборки двигателя, мне так удобней.
Наносим на разъем любой автомобильный герметик, устанавливаем вторую половинку картера, достукиваем ее кияночкой, устанавливаем крышку КПП и стягиваем картер болтами.


Болты тянем не абы как, а строго по фен-шую: тянем примерно на треть усилия сначала середину крест накрест, потом периферию и постепенно увеличивая усилие за несколько кругов затягиваем болты на сколько хватает силы.

Установка цилиндропоршневой группы
Пока герметик не высох — крышку КПП снимать не желательно, спешка в этом деле не к чему. Лучше не торопить события и пока сохнет герметик — установить цилиндр.
Закапываем немного моторного масла:
- в верхнею головку шатуна
- нижнею головку шатуна
- в оба масляных канала кривошипной камеры

Для улучшения смазки в бобышках поршня желательно просверлить отверстия. Но можно и не сверлить — зависит от вашего желания.

Устанавливаем в бобышку стопорное кольцо поршневого пальца. Перед установкой — стопрное кольцо желательно немного разогнуть и обязательно после установки проверить как оно село:
- Если стопорное кольцо будет болтаться — разогните его или замените на новое
- Если стопорное кольцо ляжет не всей плоскостью — замените его на новое

Нагреваем феном поршень и при помощи оправки забиваем палец в поршень так, чтобы он вышел внутрь не более чем на 5-6мм.

Ищем на днище поршня метку в виде стрелки.

Ориентируем поршень стрелкой к выпускному окну цилиндра («на выхлоп»), надеваем поршень на шатун, забиваем поршневой палец и устанавливаем второе стопорное кольцо.

Вставляем в цилиндр кольца и замеряем щупом зазор между замками:
- Если зазор будет меньше 0,3—0,45 — подточите замки колец надфилем
- Если зазор будет больше 0,3—0,45 — ставьте новые кольца, если не поможет — растачивайте цилиндр в ремонтный размер
Для улучшения притираемости колец и снижения шума от работы двигателя на кромках колец желательно снять фаски. Если охота позаморачиватся: положите кольцо на ровную поверхность и надфилем немного скруглите кромки.

Одеваем кольца на поршень, заливаем поршень с кольцами маслом, устанавливаем прокладку под цилиндр (желательно на герметик), стягиваем кольца хомутом. Хомут вырезаем из жести и из этой же жести сгибаем скобу, которой мы будем его фиксировать.


После того как кольца зайдут в цилиндр — расстегиваем хомут, осаживаем цилиндр и прикручиваем его к картеру.
Проворачиваем несколько раз коленчатый вал и если поршень будет ходить в цилиндре легко и без скрежета — опускаем его немного вниз, наливаем в цилиндр немного моторного масла, устанавливаем на цилиндр новую прокладку и прикручиваем головку.


Устанавливаем на свое место дополнительный опорный подшипник коленчатого вала, сверху ложем необходимое количество регулировочных шайб и фиксируем его стопорным кольцом. Регулировочные шайбы должны обеспечивать осевой люфт коленчатого вала в пределах 0,1мм.
Перед установкой закрытые подшипники нужно обязательно открыть! Сюда идет обычный 304.


С другой стороны коленчатого вала устанавливаем фланец с коренным сальником. Обратите внимание на масляный канал по которому масло поступает к правому коренному подшипнику коленчатого вала. По старой «доброй» колхозной традиции этот канал замазывают герметиком и смазка подшипника прекращается. Во избежание этой неприятности — ставьте фланец на сухую без герметика и будет все пучком.

После того как высохнет герметик можно приступать к регулировке и сборке коробки переключения передач и ставить на место корзину сцепления.
Номера подшипников и сальников двигателя мотоцикла Иж-планета 2, 3, 4 и пятой модели.
- Коренные подшипники коленчатого вала 2505к
- Дополнительный опорный подшипник коленчатого вала 304
- Правый сальник ИЖ-ю сб. 1-48-3
- Левый коренной сальник ИЖ-ю сб. 1-50
Источник