- Техническое обслуживание поршневых компрессоров Бежецкого завода «АСО»
- Пресс-центр
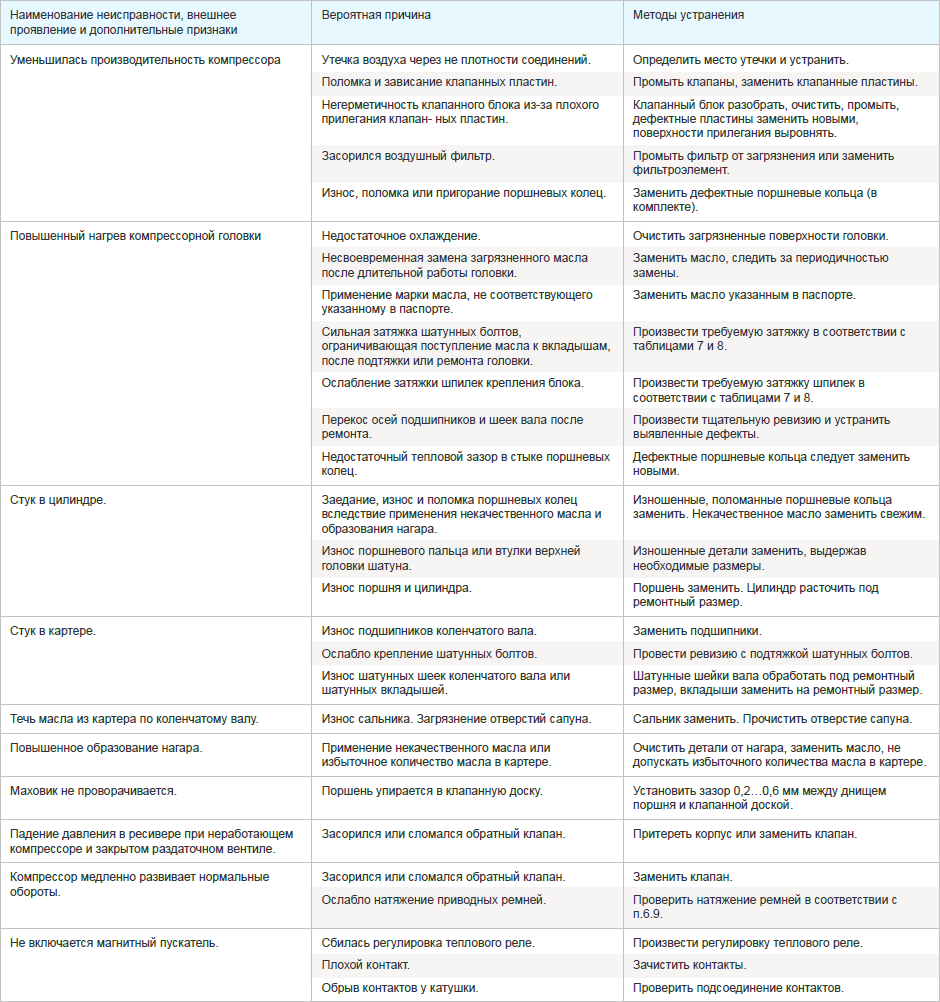
- Таблица 1. Возможные причины отказов и повреждений
- Ежесменное техническое обслуживание
- Ежемесячное техническое обслуживание
- Плановое ТО-1
- Таблица 2. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С415М
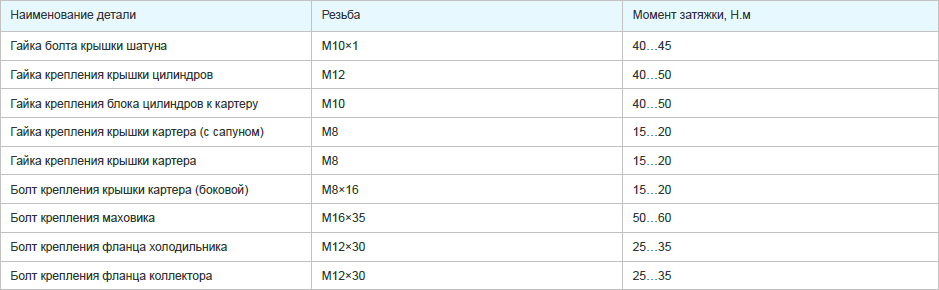
- Таблица 3. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С416М
- Плановое ТО-2
- Рекомендации по проведению ремонтных работ
- Средний ремонт
- Капитальный ремонт
- Таблица 4
- Внеплановый ремонт
- Техническое освидетельствование (диагностика)
- Вывод из эксплуатации
- Консультации по нормативам технического обслуживания и заказ запчастей
- Компрессорная головка К24М
- Назначение
- Конструкционные особенности
- Принцип работы
- Обслуживание и ремонт
- К24М видео
Техническое обслуживание поршневых компрессоров Бежецкого завода «АСО»
Пресс-центр

Регулярное техническое обслуживание поршневых компрессоров, ремонтные процедуры необходимы для бесперебойной эксплуатации оборудования Бежецкого завода «АСО».
Важно! Работы по контролю состояния, обновлению расходных материалов, комплектующих, ремонту проводятся только квалифицированным техническим персоналом.
В таблице 1 приведен список неполадок и варианты устранения неисправностей.
Средняя величина наработки на отказ должна быть более 300 часов.
Таблица 1. Возможные причины отказов и повреждений
Техническое обслуживание компрессоров на базе головок C415М, С416М,К24М,К22, К33 включает контроль состояния узлов, проверку, очистку основных механизмов, другие сервисные процедуры. Специалисты проводят ежесменные плановые ТО.
Ежесменное техобслуживание выполняется перед началом каждого рабочего цикла. Сроки проведения плановых процедур зависят от нагрузки оборудования. После эксплуатации головки компрессора 175-200 часов проводится ТО-1, 500-750 часов – ТО-2.
Важно! Работы по контролю состояния, обновлению расходных материалов, комплектующих, ремонту проводятся только квалифицированным техническим персоналом.

В регламентное обслуживание компрессоров включаются все сервисные процедуры “младших” циклов. Например, во время ТО-1 выполняются ежесменные операции.
Важно! Все работы проводятся после отключения оборудования от электросети. Кроме того, вводным выключателем отключаются все потребители сжатого воздуха.
Ежесменное техническое обслуживание

Проверка уровня масла. Перед каждым запуском проверяется количество масла в картере головки компрессора. Недостаток восполняется до верхней метки щупа. Проверки проводятся на холодном выключенном оборудовании.
Нельзя запускать компрессор, если уровень масла не доходит до нижней контрольной метки. Недопустимы переливы. Превышение рабочего объема приводит к перерасходу и выбросу лишней технической жидкости через сапун.
Проверка приводных ремней. При осмотре проверяется состояние и натяжение приводов, соединяющих электродвигатель с коленчатым валом. Уровень натяжения должен совпадать с контрольными параметрами п. 6.9 раздела «Подготовка изделия к работе».
Проверка работы компрессорной головки. После запуска должны отсутствовать посторонние шумы, стуки, скрежет. Если есть признаки неисправности, компрессор выключается и проводятся восстановительные работы.
Контроль герметичности соединений. Если есть утечки воздуха, масла, причины неисправностей устраняются.
Проверка обратного клапана. Оценивается плотность узла, производится очистка, а также промывка.
Ежемесячное техническое обслуживание

Каждый месяц проводятся следующие регламентные процедуры.
Проверка состояния предохранительного клапана. Производится принудительное открытие узла под давлением. Закрытый клапан не должен пропускать воздух. Недопустимы переналадки предохранительных клапанов.
Контроль исправности манометра. Данные обнуляются, повторные показания должны соответствовать информации до проверки.
Проверка реле давления. Узел должен иметь правильные параметры настройки.
Удаление из ресивера конденсата.
Важно! Рабочее давление ресивера не должно превышать предельно допустимые значения на 1.0 + 0.05 и более МПа.
Плановое ТО-1
Цикл обслуживания состоит из определенной последовательности операций.
Слив масла, промывка картера компрессорной головки и пробки. Заливка нового масла.
Компрессор прогревается и останавливается. Под картер подставляется пустая емкость. Сливная пробка выворачивается, техническая жидкость полностью сливается (как правило, достаточно 5-10 минут). Для полного удаления масла головка наклоняется к сливному отверстию.
Промывка. Внутренние полости картера промываются маслом маловязких марок. Подходит Индустриальное 20 (30). В заливное отверстие устанавливается воронка с мелкой сеткой. Промывочная жидкость заливается до верхней отметки щупа. Поршневый компрессор запускается и 5-10 минут работает на холостом ходу. Затем отработка полностью сливается.
Важно! Следует обращать внимание на марку используемой технической жидкости. Если соединить минеральное масло и синтетику, произойдет сворачивание. Смазка не будет соответствовать заявленным техническим характеристикам. Из-за повышенных нагрузок заклинит поршневую группу.

При смене марки с синтетики на минеральное масло или обратном порядке необходимо двойное промывание полостей картера.
Проверка воздушного фильтра. Оценивается состояние сменного фильтрующего элемента из стекловолокон. Загрязненные и поврежденные комплектующие заменяются на новые детали.
Удаление конденсата. Открывается коллектор низкого давления, расположенный на головке компрессора. После выворачивания сливной пробки сливается конденсат.
Проверка затяжки шатунных болтов. Сервисная процедура выполняется через 5-6 часов после полной остановки оборудования.
Проверка и перетяжка соединений. Проводится контроль состояния гаек крепления маховика; соединения картера с блоком цилиндров; ГБЦ; трубопроводов, коллекторов; крышек картера.
Перечень регламентных процедур приводится в таблицах 2 и 3 .
Таблица 2. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С415М
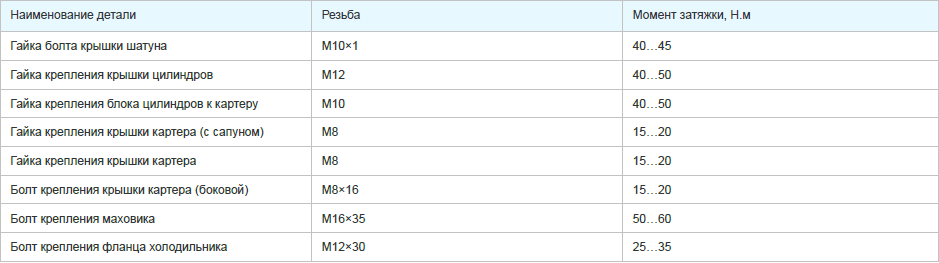
Таблица 3. Моменты затяжки контролируемых резьбовых соединений при сборке компрессорной головки модель С416М
Плановое ТО-2
Регулярное обслуживание поршневых компрессоров по стандарту ТО-2 заключается в выполнении следующих процедур.
Демонтаж ГБЦ, очистка блока цилиндров. После демонтажа головки блок цилиндров полностью очищается от нагара и накипи. Протираются внутренние полости, крышки, поршни, кольца, поверхности клапанов. Перед удалением загрязнения смачиваются керосином. Очистка проводится пластиной из меди или другого мягкого материала. Запрещается использование любых твердых предметов.
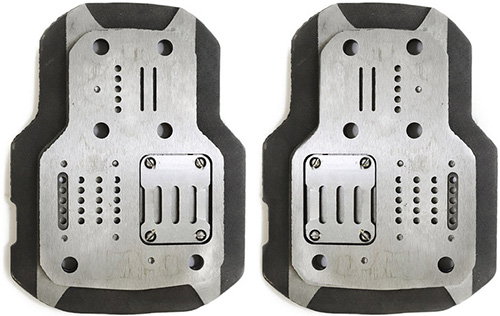
Очистка клапанного блока головки компрессора. Схема расположения блока на головке приведена на рис. 1. Процедура состоит из определенной последовательности операций.
Клапанный блок демонтируется и разбирается. Сепараторы, клапанные пластины, седла, зоны соединения пластин с клапанной доской очищаются от нагара. Комплектующие тщательно промываются в керосине и просушиваются. Затем детали смазываются компрессорным маслом. Сборка производится в обратной последовательности.
При установке клапанных пластин необходимо контролировать плотность прилегания к седлу. Отклонения от плоскости не допускаются.
Очистка холодильника и трубопроводов. С наружных поверхностей удаляются грязь, пыль, масляные потеки. Возможно применение струйного метода, а также полное погружение в чистящий раствор с добавлением синтетических моющих средств. Размягченный нагар удаляется металлическими щетками или 3-процентным раствором сульфанола.
После удаления загрязнений наружные поверхности холодильной камеры, трубопроводов промываются водой, затем продуваются сжатым воздухом.
Замена прокладок. Меняются все уплотнительные кольца, прокладки, герметизирующие соединения и стыки.
Замена поврежденных комплектующих. После осмотра изношенные узлы меняются на новые детали из КИТов или ремонтных наборов.
Рекомендации по проведению ремонтных работ
Для восстановления технических характеристик проводится планово-предупредительный ремонт трех видов:
1-доска клапанная верхняя; 2-доска клапанная нижняя; 3-пластина клапанная; 4-розетка; 5-сепаратор; 6-седло; 7-прокладка.
Оптимальный период между циклами текущего ремонта – 2500 часов работы компрессора. В процессе ремонта проводятся все процедуры ТО-1 и ТО-2. Кроме того, выполняется частичный демонтаж компрессорной головки. После разборки проверяется шатунно-поршневая группа. Если необходимо, заменяются поршневые кольца.
Заменяются изношенные клапанные пластины в клапанном блоке, приводные ремни. Проверяется состояние подшипников. Проводится контроль контактных соединений, крепежных элементов, надежности заземления электродвигателя. Ротор должен запускаться от руки.
На узлах с нарушенной герметичностью заменяются прокладки. Выполняется промывка ресивера, трубопроводов, продувка очищенных полостей.
Средний ремонт
Средний ремонт необходим после выработки 5000 часов ресурса. К регламентным процедурам относятся все работы, рекомендуемые для текущего ремонта, а также полная разборка головки.
Производится очистка от масляных шлаков, нагара блока цилиндров, поршней, крышки ГБЦ, поршневых колец. Полностью проверяется клапанный блок, заменяются изношенные клапанные пластины.
Шатуны, имеющие усталостные трещины, меняются на новые комплектующие. В шатуны устанавливаются новые вкладыши. Выполняется контрольный осмотр шатунного болта. Проверяются углы прилегания опорных плоскостей.

Капитальный ремонт
Основанием для проведения капитального ремонта является критическое состояние блока цилиндров. Как правило, в таких случаях поршневые отверстия расширяются, и технические характеристики узла не соответствуют нормативным. Основной целью капитального ремонта считается возвращение заводских параметров. Средняя продолжительность рабочих периодов до такой выработки ресурса составляет 12500 часов.
В процессе капремонта полностью разбирается головка компрессора, ремонтируются основные узлы, меняется поршневая группа. Проводится замена или восстановление поврежденных деталей.
При капитальном ремонте выполняются следующие процедуры.
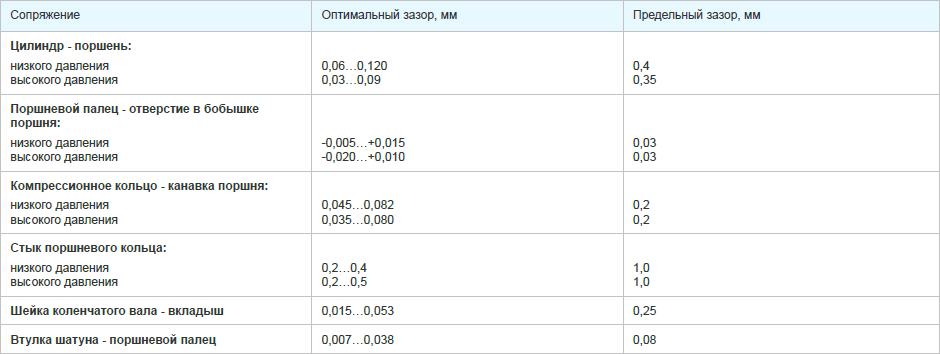
Проводятся работы, рекомендуемые для текущего и среднего ремонта. Проверяется состояние всех узлов и деталей. Вышедшие из строя запчасти заменяются или восстанавливаются. Размеры, посадки и требуемые зазоры сопряжений приведены в таблице 4 .
Таблица 4
Заменяются неисправные и помятые шпильки, болты, гайки. Проводится полная ревизия холодильника. После завершения работ и запуска коленвала разбрызгиватель должен «гладить» поверхность масла.
Внеплановый ремонт
Внеплановый ремонт проводится, чтобы устранить появившиеся неисправности. Чаще всего причиной поломок является повышение температуры стенок головки компрессора до +170 и выше°С. В процессе ремонта восстанавливаются защитные покрытия, проверяются и заменяются арматура, КиПА, предохранители, не обеспечивающие надежную работу оборудования. Перечень выполненных работ и результаты тестирования заносятся в технический паспорт.
Техническое освидетельствование (диагностика)
Поршневые компрессоры проходят периодическое техническое освидетельствование. Проверки должны соответствовать требованиям ФНП в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под давлением». Целями освидетельствования являются диагностика исправности и возможность дальнейшей эксплуатации оборудования.
Осматриваются и проверяются сварные швы, наружные и внутренние поверхности компрессора. Проводится гидравлическое испытание пробным давлением. Оценивается коррозионное состояние и толщина стенок. Результаты диагностики заносятся в технический паспорт. Одновременно записываются разрешенные параметры эксплуатации, сроки следующих освидетельствований.
От результатов технического освидетельствования зависят срок и объем очередного ТО и ремонта. При этом учитываются реальное состояние узлов, выработанный ресурс, количество уже проведенных ремонтов.
Вывод из эксплуатации
После завершения нормативного срока службы оборудование должно быть выведено из эксплуатации. Если необходимо продление срока безопасного использования, проводится оценка технического состояния поршневого компрессора. Рассчитывается остаточный ресурс и определяется новый срок службы.
Оборудование, отработавшее срок службы, должно пройти техническое освидетельствование. Решение о продлении эксплуатации или списании принимается в зависимости от результатов диагностики. При определении нового срока службы указываются разрешенные параметры эксплуатации.
Консультации по нормативам технического обслуживания и заказ запчастей
Запчасти для ремонта и обслуживания Бежецких компрессоров всегда в наличии на складе, по доступным ценам. Профессиональные консультации по графику планового обслуживания и подбору материалов окажут менеджеры отдела запасных частей.
Для самостоятельного изучения устройства представлены подробные деталировки компрессорных головок.
Источник
Компрессорная головка К24М







Каждый пневмоагрегат, выпускаемый Бежецким заводом «АСО», характеризуется наличием составляющих частей, выполняющих определенную функцию. Одной из основных среди комплектующих поршневых пневмостанций К-24 и К-25, является компрессорная головка К24, производимая этим же предприятием. Именно благодаря наличию этого элемента и происходит сжатие атмосферной воздухосмеси до получения пневмопотока с необходимыми параметрами.
Пневмоблок обычно монтируется на горизонтальном ресивере, куда впоследствии и нагнетается вырабатываемый энергоноситель. Рядом устанавливается электродвигатель. По требованиям это АИР мощностью 4 кВт, развивающий скорость около 3000 оборотов в минуту. Вращательный момент с вала двигателя посредством двух клиновых ремней передается на коленвал пневмоустройства. Поскольку электропривод трехфазный, то и подвод энерголинии потребуется напряжением 380 вольт.
Назначение
Основа компрессорного оборудования, поршневая двухцилиндровая головка вырабатывает 500 литров энергоносителя в минуту. При этом максимальное поддерживаемое давление составляет 6 атмосфер.
Устанавливаемое на передвижные модели пневмоустановок К-24 и К-25, это оснащение имеет климатическое исполнение УХЛ 4.2 и полноценно функционирует при температурных показателях окружающей среды, не выходящих за рамки диапазона от +10 до +40 градусов.
Применяется в качестве комплектующих для компрессора с воздухосборником и без него. Является одним из важнейших узлов промышленного малопроизводительного энергооснащения низкого давления, которое применяется в любых отраслях промышленности, включая строительство и сферу обслуживания автотранспорта.
Конструкционные особенности
Посадочные размеры между центрами отверстий крепления головки к станине ресивера
В компрессионном устройстве, представляющем собой сложный узел по производству сжатого воздуха, происходит одноступенчатый процесс сжатия воздушной атмосферной смеси. Она подается в крышку блока цилиндров, разделенную на всасывающую и нагнетательную камеры, после предварительной очистки всасывающим фильтром от загрязняющих примесей.
Среди основных составляющих головки, помимо фильтрующего элемента и крышки, представлены:
- картер без смотровых окон, куда заливается масло, используемое разбрызгивателями для создания масляного тумана. Делается это с целью смазывания движимых и сопряженных с ними частей и значительного уменьшения негативного воздействия силы трения;
- блок цилиндров, где под воздействием двух поршней с шатунами и происходит получение носителя пневмоэнергии;
- клапанный блок;
- коленвал с подшипниками, служащий соединительным звеном между маховиком и картером;
- маховое колесо с шестью лопастями, которое нагнетает воздух для охлаждения конструкции, масляной жидкости и пневмопотока.
Возвратно-поступательное движение поршней обеспечивается применением принципа действия кривошипно-шатунного механизма, обеспечиваемого соединением, состоящим из коленвала, шатунов, поршневых пальцев и самих поршней с компрессионными и масляными кольцами.
Принцип работы
Благодаря всасывающему клапану, очищенный фильтрующим элементом воздух подается в крышку цилиндра. Под воздействием возвратного хода поршней, масса воздушной смеси ужимается до получения давления в 0,6 МПа, а далее через нагнетательный клапан пневмопоток поступает по воздуховоду в ресивер.
Охлаждающие ребра на блоке цилиндров и его крышке способствуют эффективному процессу термообмена с целью снижения температуры перемещаемых внутри агрегата масла и воздушного потока.
Обслуживание и ремонт
Производитель рекомендует каждые 170 часов работы осуществлять техобслуживание ТО-1, при котором меняется масляная эмульсия после промывки картера и пробки с магнитом специальным маловязким промывочным маслом. Также при этом виде техобслуживания очищается керосином сетка всасывающего фильтра и продувается пневмопотоком.
Через каждые 500 часов функционирования агрегата необходимо выполнять плановое ТО-2, которое предполагает очистку всех движимых и неподвижных частей от нагара. Все составляющие при этом отсоединяются, смачиваются керосином и шлак устраняется пластиной из меди или другого мягкого материала. Применение жестких абразивов не допускается. Также при ТО-2 проверяется состояние уплотнительных прокладок и при необходимости заменяются быстро изнашиваемые комплектующие.
Рекомендуется третье ТО-1 совместить с ТО-2, а если эксплуатация пневмооборудования осуществляется при температуре окружающей среды 30 градусов тепла и выше, то ТО-2 лучше проводить в сроки каждого ТО-1.
Для корректной работы головки необходим трехфазный электродвигатель мощностью 4 кВт и количеством оборотов в минуту около 3000. У нас можно приобрести, как сам электродвигатель, так и весь привод, вместе со шкивом в сборе.
К24М видео
Устанавливается на компрессоры
Приобретайте компрессорную головку К24 по цене производителя, если нужно произвести ремонт пневмостанций или собрать «домашний» агрегат. Добавьте позицию в корзину и оформите заказ. Все вопросы, касающиеся доставки, монтажа и эксплуатации, задайте нашим менеджерам. В случае возникновения сомнений в правильности выбора, обратитесь к компетентным специалистам компании «Бежецкие компрессоры» на электронную почту mail@b-compressor.ru или по телефонам:
8 (800) 350 02 64 – звонок бесплатный по РФ
Источник