- Как работать точечной сваркой?
- Содержание:
- Основные способы выполнения SPOT-сварки
- Режимы точечной сварки
- Возможные трудности
- Как определить качество сварного соединения
- Контактная точечная сварка своими руками: что нужно знать об агрегате
- Контактная точечная сварка: что это такое
- Принцип работы
- Устройство аппарата контактной сварки
- Виды контактной сварки
- Метод контактной точечной сварки
- Рельефная сварка
- Шовная технология сваривания
- Стыковая контактная сварка
- Сферы применения контактной сварки
- Как сделать из микроволновки своими руками контактную сварку
- Необходимые инструменты и материалы
- Модернизация преобразователя напряжения от СВЧ для контактной сварки
- Электроды для контактной сварки: как сделать
- Устройство и схема самодельного сварочного аппарата
- Тестирование сделанного своими руками сварочника из микроволновки
- Контактная сварка из сварочного аппарата своими руками
- Сделанные своими руками клещи для контактной сварки
- Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
- Микросварка своими руками: особенности изготовления и эксплуатации
Как работать точечной сваркой?

Содержание:
Точечная сварка является наиболее распространенным видом контактной сварки: около 50% всех сварных конструкций сделано именно по этому способу. Она широко применяется в машино- и самолетостроении, что объясняется простотой метода и универсальностью его использования. Однако, есть некоторые тонкости, которые нужно знать, чтобы повысить производительность работы и качество соединяемых деталей. Об этом и пойдет речь в нашей статье.
Основные способы выполнения SPOT-сварки
Ни одна автомастерская не может обойтись без использования спот-сварки, например, при ремонте кузовов автомобилей. «Прихватить» детали таким образом -дело всего нескольких минут. Это очень удобно при соединении металлических листов и корпусных деталей. Диапазон суммарной толщины свариваемых элементов при этом колеблется от 0,1 до 6 мм, однако, существуют промышленные аппараты, на которых можно сваривать листы стали толщиной до 20 мм.
Есть несколько распространенных способов точечной сварки, которые в основном отличаются подведением тока к поверхности деталей. Рассмотрим на конкретных примерах.
Ситуация №1: нужно соединить две заготовки. Никаких препятствий нет, поэтому в таком случае лучше использовать популярный двусторонний метод точечной сварки: детали зажимаются между электродами с приложением определенного усилия, и ток подводится одновременно с двух сторон.
Этот способ более всего подходит для сварки небольших элементов конструкций, открытых соединений и узлов с отбортовкой. Его преимуществом является высокое качество получаемого в результате работы соединения, так как двусторонний зажим заготовок позволяет обеспечить усилие, необходимое для создания крепкой сварной точки. Недостаток же заключается в том, что длина щипцов, которыми зажимаются свариваемые листы, ограничена. То есть если нужно сваривать крупные узлы, этот метод не подойдет.
Ситуация № 2: детали, которые нужно закрепить, входят в состав закрытого узла, поэтому нет возможности расположить электроды с двух сторон. В этом случае советуем воспользоваться методом односторонней точечной сварки.

Его можно использовать для соединений элементов практически любых размеров (ограничение лишь по толщине), так как нет зависимости от длины щипцов — электроды прикладываются к одной поверхности. В процессе сварочный ток распределяется между двумя деталями, а нагрев происходит от части тока, протекающего через нижнюю деталь. Для улучшения качества сварной точки можно использовать специальную медную прокладку, которая устанавливается там, где будут располагаться электроды. Она способствует повышению параметром протекающего через деталь тока, поэтому место сварки получается более прочным.
В этом случае помните, что при работе с деталями разной толщины (разница более чем в 3 раза) ток следует подавать к более массивной (толстостенной) заготовке. Избегайте слишком близкого расположения электродов, так как в этом случае существует возможность наружного выплеска расплавленного металла.
Преимущества использования данного метода:
- повышенная производительность,
- низкое энергопотребление (площадь сварочного контура машины небольшая),
- снижение деформации деталей из-за симметричности процесса приварки заготовок.
Недостатком же является то, что не всегда можно обеспечить необходимое усилие зажима, поэтому качество такой сварки уступает двухсторонней.
Режимы точечной сварки
SPOT-аппараты способны работать в двух режимах: в «жестком» и «мягком». Первый характеризуется большим значением сварочного тока и малым периодом его пропускания, второй же, наоборот, небольшим значением тока и продолжительным временем работы.
Главные параметры работы:
- усилие сжатия не только создает контакт между деталями, но и деформирует их для предотвращения выплеска расплавленного металла в зазор между заготовками. В первую очередь оно зависит от толщины свариваемых деталей и свойств металла, из которого они изготовлены.
- сила тока также определяется суммарной толщиной деталей и их химическим составом.
- время сварки — от него зависит размер сварного ядра в точке контакта.
- диаметр рабочей части электрода (т.е. той части, которая непосредственно контактирует с деталями).
Помните! Даже малейшее отклонение от рекомендуемой величины хотя бы одного из параметров негативно отразится на качестве сварки.

Значение всех вышеперечисленных параметров зависит от толщины и материала свариваемых деталей. Рассмотрим режимы на примере деталей из низкоуглеродистой стали, так как она является наиболее распространенным материалом для изготовления металлопроката (листов, швеллеров, труб, уголков и т.д.) и крепежных изделий и широко применяется в строительстве, при возведении различных металлоконструкций.
Например, для заготовок общей толщиной не более 5 мм рекомендуется цикл с одним импульсом тока и постоянным усилием сжатия. Если значение толщины превышает 5 мм, то понадобится несколько импульсов.
В таблице приведены значения основных параметров работы при точечной сварке низкоуглеродистой стали:
| Толщина детали, мм | Диаметр рабочей части электрода, мм | Усилие сжатия, кН | Сила тока, кА | Время сварки, сек | Минимальный диаметр ядра, мм |
| 1 | 5 | 1,5 | 7,5 | 0,4 | 4 |
| 2 | 7,5 | 3,5 | 10,5 | 0,6 | 6 |
| 2,5 | 8 | 3,5 | 11,5 | 0,8 | 7 |
| 4 | 12 | 4 | 11 | 3 | 10,5 |
| 5 | 13 | 5 | 12 | 4 | 12,5 |
| 6 | 15 | 6 | 13,5 | 4,5 | 14 |
| 7 | 17 | 7 | 14,5 | 5 | 15 |
| 8 | 18 | 8 | 15 | 6 | 16 |
Возможные трудности
Однако, качество сварного соединения зависит не только применяемого метода, но и от материала, из которого выполнена заготовка.
На производствах и заводах, где чаще всего приходится иметь дело с деталями, изготовленными из сплавов с высокой теплопроводностью (таких как медь, алюминий и т. д.), нужно учитывать некоторые нюансы, позволяющие получить качественную сварную точку. Следует помнить, что элементы из подобного материала очень быстро отводят вложенное тепло, и для их скрепления нужно подавать ток с очень высокой плотностью, достигающей 120-300 А/кв.мм.
Другой сложностью является прилипание частичек алюминия к электродам и частиц меди, из которой обычно изготовлены электроды, к алюминию в процессе работы. Для того чтобы уменьшить количество таких случаев, необходимо очень тщательно очищать поверхности, как заготовок, так и электродов. Учтите также, что из-за более низкого электрического сопротивления точечная сварка алюминиевых сплавов осуществляется гораздо проще, нежели чистого алюминия.
Для получения качественного результата работы с такими деталями нужно определенное значение сварного тока и время сварки. В случае отклонения от требуемого значения соединение будет ненадежным и быстро «разорвется». К примеру, несоблюдение рекомендуемого времени сварки или усилия сжатия электродов приведет к появлению непрочной сварной точки
Ниже приведена таблица с соотношением параметров режима точечной сварки, необходимых для получения прочного сварного соединения деталей из алюминиевых сплавов:
| Алюминиевый сплав | Толщина одной детали, мм | Значение тока, к·А | Продолжительность сварки, сек | Значение усилия сжатия электродов, кН |
| 0,8 | 20 | 0,1 | 3 | |
| 1 | 24 | 0,12 | 4 | |
| 1,5 | 27 | 0,14 | 5 | |
| 2 | 30 | 0,18 | 7 |
Как определить качество сварного соединения
На каждом производстве обязательно должна производиться проверка качества сварного соединения. Обычно для этого берут несколько образцов и разрушают их.
Если сварка была проведена качественно, то на одной детали будет глубокий кратер, а на второй останется само ядро сварной точки. Если этого не наблюдается, то это и есть непровар, и в этом случае нужно увеличить усилие сжатия или же время сварки.
Главным объективным показателем, свидетельствующем о качестве соединения, является размер ядра сварной точки (площади пятна контакта). Для любого материала будет справедливо, что диаметр ядра должен равняться трем толщинам (S) более тонкой детали, при этом допустимый разброс составляет 20%-80% S. Если диаметр полученного ядра меньше указанного диапазона, то это свидетельствует о недостаточном проваре, а если больший — то о выплеске расплавленного металла.
Источник
Контактная точечная сварка своими руками: что нужно знать об агрегате

Сварка — один из самых современных и надёжных способов соединения металлических деталей между собой. Существует несколько видов сварки и оборудования, предназначенных для работы с определёнными металлами и в специфических условиях. Промышленные агрегаты стоят дорого, имеют большие размеры и вес, а бытовые аппараты тоже не отличаются низкой ценой, поэтому многие умельцы предпочитают изготавливать их самостоятельно. В сегодняшнем обзоре редакции онлайн-журнала Homius мы расскажем, как можно сделать своими руками контактную точечную сварку для домашней мастерской, какие нужны детали и особенности эксплуатации подобного оборудования.
Контактная точечная сварка: что это такое
Контактная или точечная сварка — один из способов прочного соединения тонких листов металла или небольших деталей одного типа. Скрепление происходит за счёт кратковременного быстрого нагрева поверхностей электрическим током и одновременного сжатия их двумя электродами, вследствие чего образуется прочный сварной шов. Точечная сварка завоевала свою популярность благодаря простоте самого процесса, низким затратам на расходники и высокой производительности.
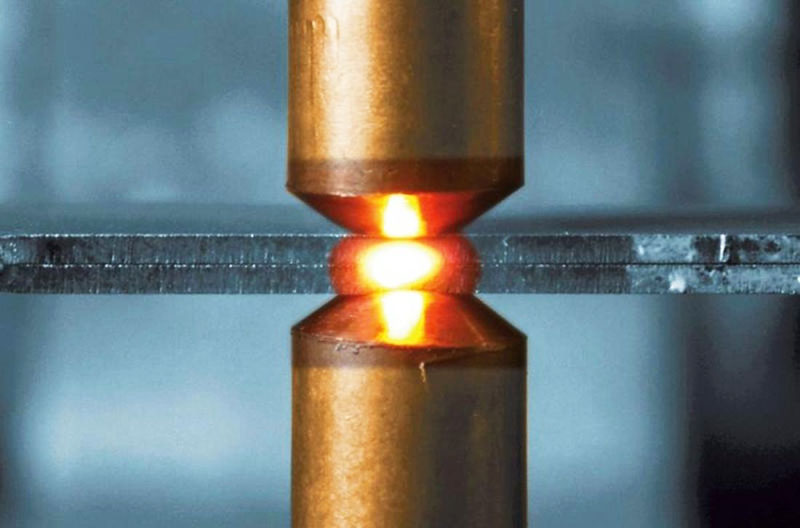
Принцип работы
Технологический процесс точечной сварки достаточно простой. Металлические детали плотно прижимают друг к другу, и через небольшие расстояния на них при помощи электродов подаётся ток высокого напряжения. В результате, осуществляется быстрый нагрев металла в точке соприкосновения, и образуется расплавленное ядро. Поскольку соединяемые детали плотно сжаты, происходит процесс диффузии, после прекращения подачи тока место контакта электродов остывает, и материал кристаллизуется. Соединение получается настолько прочным, что при попытке разрыва лопается металл рядом с ним, а точка приложения сварки остаётся в целостности.
Важно! Для того, чтобы электрический импульс хорошо разогрел металл, он должен обладать низким напряжением и иметь большую силу тока. В сварочных аппаратах для производств напряжение на контактах составляет 1-3 В и 10-15 кА.
Устройство аппарата контактной сварки
Любое оборудование для контактной сварки, промышленное или бытовое, состоит из двух основных (механического и электрического) и одного вспомогательного блоков.
Механический узел включает в себя:
- электроды (в аппаратах точечной сварки — зажимные клещи, в шовной — ролики);
- устройство сжатия;
- привод вращения (в шовных агрегатах);
- устройство сжатия и осадки (стыковая сварка).
Электрический блок состоит из:
- силового трансформатора;
- регулятора выходного напряжения;
- вторичного контура;
- прерывателя первичной цепи;
- регулятора сварочных циклов.
- пневмогидравлика, содержащая специальные фильтры, устройства смазки подвижных узлов, систему подачи сжатого воздуха и регулировки давления;
- водяное охлаждение.

Устройство самодельного аппарата для контактной сварки
ФОТО: electrikmaster.ru
Для получения необходимого мощного разряда при малом напряжении необходим трансформатор индукционного типа. Правильное соотношение обмоток (первичной и вторичной) даёт электрический импульс, обладающий мощностью, достаточной для плавления металла в точке контакта электродов.
Зажимные клещи представляют собой два графитовых или медных контакта, закреплённых на разных рычагах и приводимых в действие прижимным устройством. Механизмы для зажима могут иметь разный привод:
- Механический. Устройство состоит из рычага и мощной пружины, а сжатие свариваемых заготовок осуществляется благодаря применению мускульной силы оператора. Используется в бытовых заводских и самодельных агрегатах, однако не позволяет контролировать силу сжатия и имеет низкую производительность.
- Пневматический. Чаще всего используется в переносных устройствах, имеет лёгкую настройку посредством регулировки давления в системе подачи сжатого воздуха. Среди недостатков отмечают медленное срабатывание и невозможность изменения давления в процессе сварки.
- Гидравлический. Непопулярный вариант, медленный, как и пневматический привод, однако имеет широкий диапазон настроек, которые реализуются благодаря использованию регулируемых перепускных клапанов.
- Электромагнитный. Используется как на больших промышленных, так и на ручных бытовых агрегатах. Отличается высокой скоростью срабатывания, имеется регулировка сжатия заготовок во время рабочего процесса, что позволяет добиться хорошей проварки металла.
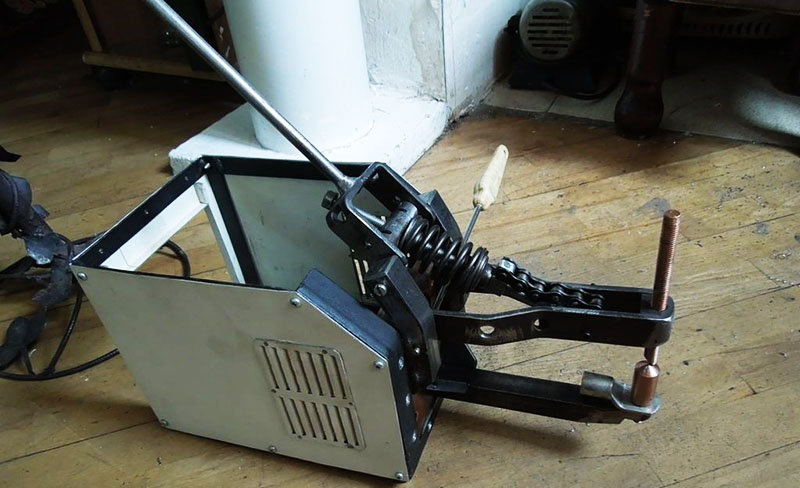
Сварочник с механическим приводом
ФОТО: info.zhratsushi.ru
Статья по теме:

Электроды для сварки: конструктивные и эксплуатационные свойства, типы электродов по различным параметрам и характеристикам, значение цифровых и буквенных кодов на продукции; подбор лучших образцов сварочных электродов по состоянию на 2019 год — в нашей публикации.
Виды контактной сварки
На промышленных предприятиях используют разные виды контактной сварки: точечную, рельефную, стыковую и шовную. Использование той или иной разновидности во многом зависит от профиля выполняемых работ.

Существует несколько разновидностей контактной сварки
ФОТО: goodsvarka.ru
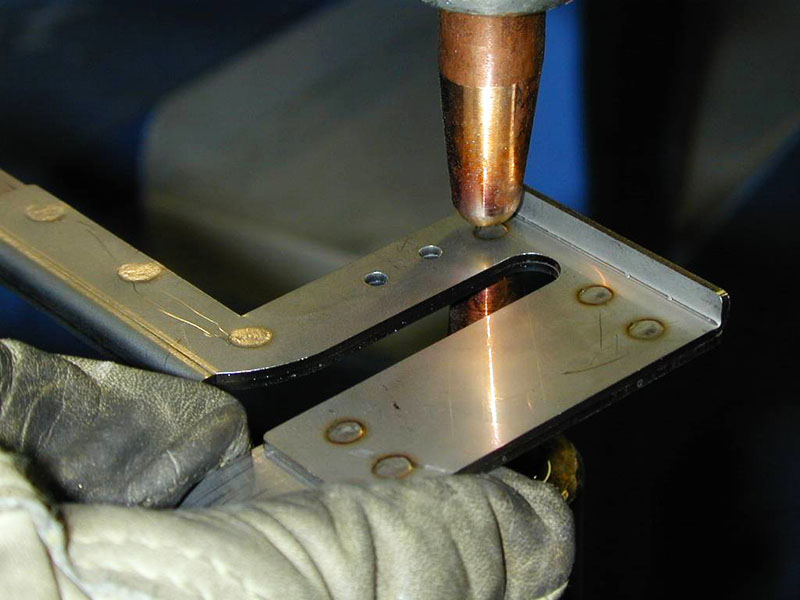
Метод контактной точечной сварки
Данный метод подразумевает соединение металла в одной или нескольких точках одновременно. Качество сварного шва зависит от нескольких параметров:
- силы тока и давления, оказываемого на соединяемые детали;
- размера и формы электродов;
- степени чистоты свариваемых поверхностей;
- длительности воздействия на одну точку.
Современное сварочное оборудование имеет производительность до 600 точек в минуту. Данный метод используется как для соединения тонких (до 0,02 мкрн) деталей электрооборудования, так и для сварки металла толщиной до 20 мм.

Точечная сварка
ФОТО: usamodelkina.ru
Рельефная сварка
Этот метод по принципу работы схож с точечной сваркой, а главное отличие состоит в том, что деталь в месте соединения и электрод имеют одинаковую естественную или штампованную рельефную форму. Подобная технология используется практически везде и позволяет крепить опорные элементы или кронштейны к плоской поверхности заготовки. Однако перед свариванием детали должны быть хорошо очищены от различных видов загрязнения.
Рельефное соединение
ФОТО: weldering.com
Шовная технология сваривания
Шовная сварка — многоточечное соединение, при котором несколько сварных зон располагаются близко друг к другу или перекрываются, образуя монолитный шов. Сварочные аппараты оснащаются одним или несколькими роликами-электродами. Если сварные точки перекрываются между собой, то получается достаточно герметичный шов, поэтому данная технология используется при производстве различных ёмкостей. Толщина свариваемого металла колеблется в диапазоне 0,2-3 мм.

Шовная сварка
ФОТО: svarkaprosto.ru
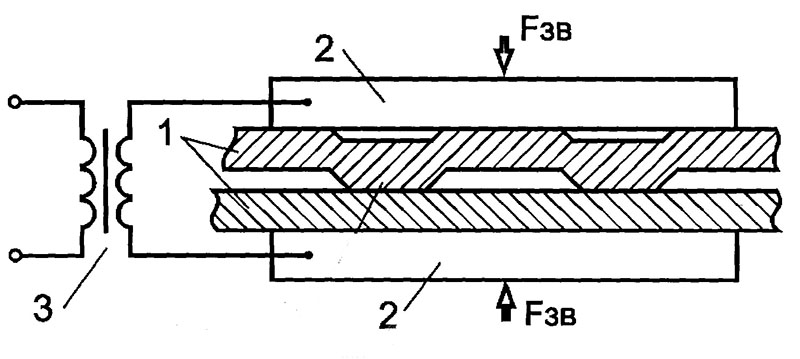
Стыковая контактная сварка
Как и в случае с рельефной сваркой, стыковой метод требует предварительной обработки торцов соединяемых деталей. Элементы металлической конструкции прижимают друг к другу кромками, после чего оплавляется вся плоскость контакта. Данная технология имеет несколько разновидностей: сопротивлением, оплавлением и плавлением с подогревом. Использование того или иного вида стыковой сварки зависит от типа металла, его толщины и необходимого качества фиксации. Самый простой вариант — соединение сопротивлением, используется для легкоплавких металлических деталей. Два других вида подходят для сварки конструкций большого сечения.
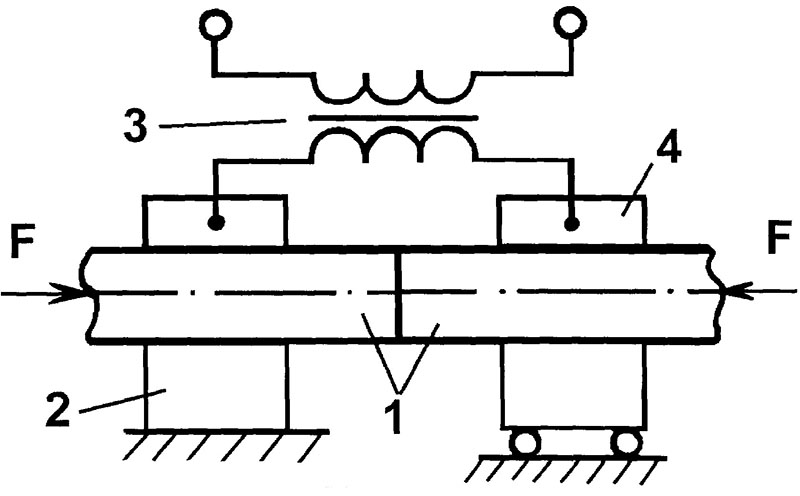
Схематическое изображение стыковой сварки металлов
ФОТО: weldering.com
Статья по теме:

Как правильно варить сваркой: что необходимо при сварочных работах, подробные пошаговые инструкции по выполнению разных сварочных швов, сваривание трубопроводов, советы и рекомендации специалистов- читайте в публикации.
Сферы применения контактной сварки
Контактная точечная сварка используется для изготовления конструкций из различных металлов и их сплавов. Данная технология отличается экологичностью, прочностью соединения, скоростью и лёгкостью автоматизации процессов. Именно благодаря этим характеристикам точечную сварку широко используют:
- в автомобильной промышленности;
- в судо- и самолётостроении;
- в производстве электроники;
- в ювелирном деле;
- в производстве товаров народного потребления и т.д.
Самодельная контактная сварка не отличается такой мощностью и возможностями, как промышленный агрегат, тем не менее, и она может использоваться для соединения деталей из всех типов стали и сплавов. Для домашней мастерской можно сделать сварочный аппарат из обычной старой микроволновки. Ниже мы рассмотрим, как самостоятельно изготовить контактную сварку из деталей от печи СВЧ.


Как сделать из микроволновки своими руками контактную сварку
Контактная сварка — оборудование, которое может пригодиться в небольшой мастерской по ремонту автомобилей, домашним ювелирам и просто в частном хозяйстве. Сварочный аппарат можно приобрести в магазине или же сделать самостоятельно из обычной микроволновки. Стоит сказать, что такая работа по силам практически любому человеку: понадобится лишь терпение, старая печь СВЧ, желание и следование инструкции, которая будет приведена ниже.

Самодельная сварка в деревянном корпусе
ФОТО: delairukami.ru
Необходимые инструменты и материалы
Изготовление сварочного аппарата для точечной сварки в домашних условиях потребует определённых инструментов и комплектующих, а именно:
- трансформатор от старой печи СВЧ (для увеличения мощности аппарата их понадобится 2 шт.);
- медный провод толстого сечения;
- квадратная профильная труба или металлический уголок для изготовления прижимного устройства и станины оборудования;
- электродрель;
- молоток;
- ножовка по металлу;
- зубило;
- струбцины;
- медный прут для изготовления электродов;
- набор отвёрток.
Модернизация преобразователя напряжения от СВЧ для контактной сварки
Главный узел оборудования для контактной сварки — преобразователь напряжения. Его можно приобрести на рынке или извлечь из старой СВЧ-печи, главное, чтобы он был в рабочем состоянии. Для соединения деталей из металла толщиной до 1 мм необходим трансформатор на 600 Вт – 1 кВт, но если он будет мощнее, то возможности самодельного сварочного оборудования значительно расширятся.

Трансформатор от СВЧ — главный узел самодельного аппарата контактной сварки
ФОТО: chipmaker.ru
Магнетроны микроволновок требуются для работы высокого напряжения, вследствие чего используемые в этой бытовой технике трансформаторы имеют небольшое количество витков первичной обмотки и большее — вторичной. «Первичка» необходима для подключения к сети 220 В, а вот родная «вторичка» СВЧ для сварочного аппарата не подходит, поэтому её нужно аккуратно удалить.
Все работы с трансформатором от СВЧ нужно проводить аккуратно. В изъятом приборе нам потребуется магнитопровод и первичная обмотка, а вторичную из-за её непригодности придётся удалить при помощи зубила и молотка или ножовки по металлу. Действовать нужно очень аккуратно, чтобы не повредить магнитопровод и «первичку». Лучше всего между обмотками положить тонкую металлическую пластину.
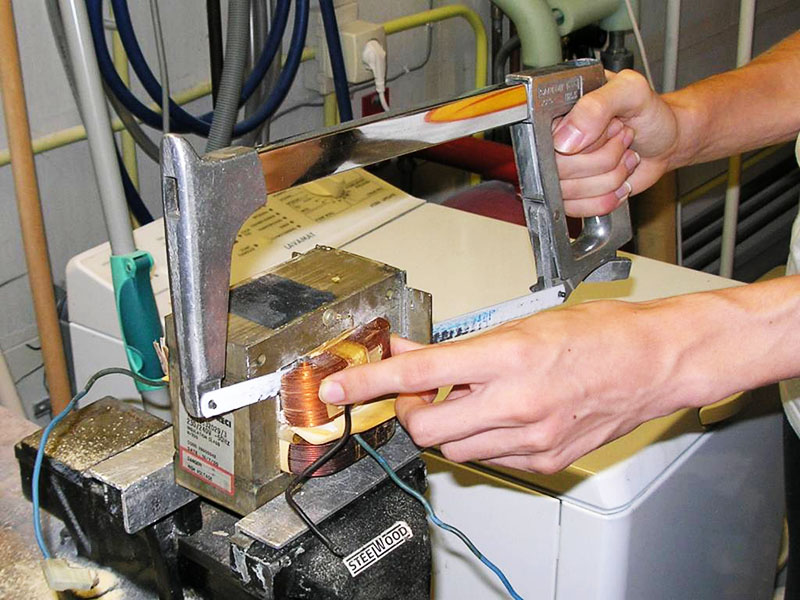
Удаление «вторички» выполняем очень аккуратно
ФОТО: avdweb.nl
После удаления вторичной обмотки в магнитопроводе образуется ниша, в которой необходимо сделать 2-3 витка из медного или эмалированного провода с сечением не менее 50 мм². После модернизации трансформатора, он должен выдавать силу тока до 1000 А. Этого достаточно, чтобы изготовить своими руками точечную сварку для автомобиля или для соединения других металлических конструкций.
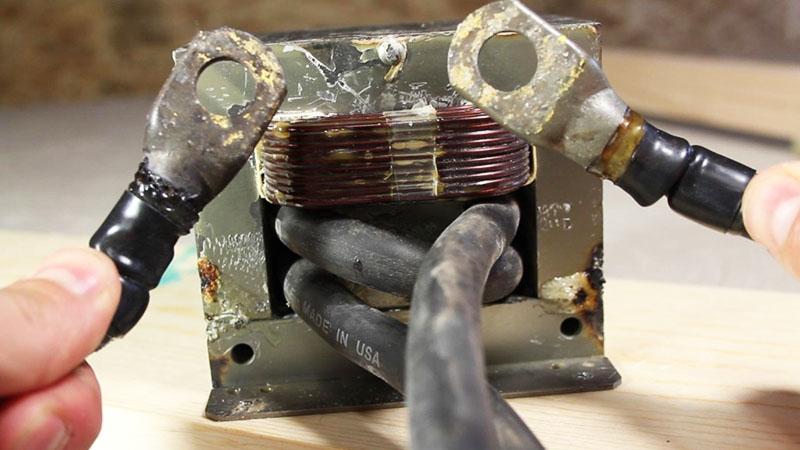
Трансформатор после модернизации
ФОТО: volt-index.ru
Если вам необходима точечная сварка для соединения металлических деталей толщиной 2-5 мм, то потребуется аппарат большей мощности. Значит, потребуется взять ещё один преобразователь от СВЧ и подготовить его так же, как было описано выше, после чего последовательно соединить два подготовленных трансформатора в единую цепь.
Важно правильно соединить концы обмоток, поскольку, в противном случае, возможно короткое замыкание. Если одноименные выводы не маркированы, то их можно проверить при помощи вольтметра. После того, как трансформаторы соединены, необходимо замерить суммарную силу тока. В сварочных аппаратах для домашней мастерской она не должна превышать 2000 А, иначе домашняя электросеть будет перегружаться, и оборудование вообще не будет работать или станет прожигать металл.

Для увеличения мощности нужно объединить вместе два трансформатора от СВЧ
ФОТО: sdelaysam-svoimirukami.ru
Электроды для контактной сварки: как сделать
Электроды в аппарате точечной сварки сжимают соединяемые металлические детали, подводят ток в зону контакта и отводят тепло. Качество сварной точки во многом зависит от формы, металла и размеров этих элементов, которые могут быть прямой или рельефной конфигурации. Чтобы не ошибиться с выбором, можно ознакомиться с ГОСТом 14111-90, где оговорены допустимые диаметры: 10, 13, 16, 20, 25, 32 и 40 мм.
Используемый для изготовления электродов медный прут по диаметру должен быть равен или превышать сечение проводов вторичной обмотки трансформатора. Соединение лучше проводить методом спайки, чтобы избежать окисления рабочих элементов. Также необходимо периодически подтачивать электроды, которые в процессе работы изнашиваются.

Наконечники на электроды для любого вида контактной сварки
ФОТО: кемппи.рф
Устройство и схема самодельного сварочного аппарата
Сварочный аппарат для контактной сварки состоит из трансформатора, прижимного узла (пружины, рычаги), корпуса, кнопки выключения, других кнопок, переключателей и устройства регулировки времени воздействия электроимпульса. Начинку можно поместить в старую оболочку системного блока ПК, сделав в ней необходимые вырезы. Качество сварного соединения во многом зависит от силы и времени сжатия деталей электродами, а для этого используют рычаг и контроллер. Стоит учитывать, что чем длиннее планка с медным жалом, тем лучше будет контакт. Оптимальное значение для самодельного рычага — 600 мм.

Принципиальная электросхема аппарата контактной сварки
ФОТО: gk-energo.ru
Тестирование сделанного своими руками сварочника из микроволновки
После того, как сварочный аппарат собран, его нужно вначале проверить при помощи вольтметра и амперметра, провести визуальный осмотр всех соединений и целостности конструкции. После этого совершается два тестовых запуска: на минимальной и максимальной мощности.
Проверка завершается осмотром сварного шва. Если с оборудованием есть проблемы, то их можно выявить по нескольким признакам:
- непрочное соединение из-за слабого нагрева металла в месте контакта с электродом или непровар. В основном он возникает вследствие снижения напряжения в сети, слабого давления на рычаг и плохой очистки свариваемой поверхности;
- пережог. Появляется из-за неверно подобранного рельефа электродов, их перекоса, смещения свариваемых деталей и грязи в районе контактной точки;
- трещины. Образуются из-за резкого охлаждения раскалённого металла и неверно подобранного диаметра медного прута для электродов.
После пробного запуска проверьте сварной шов
ФОТО: fb.ru
Контактная сварка из сварочного аппарата своими руками
Процесс сборки оборудования для точечной сварки своими руками из сварочного аппарата, необходимые для этого комплектующие практически аналогичны варианту с трансформатором от СВЧ. Однако есть некоторые нюансы. Делать контактную сварку из инвертора своими руками нецелесообразно, поскольку для работы не требуется постоянный ток, поэтому берем трансформатор от агрегата переменного тока.
Чтобы рассчитать нужное количество витков обмотки пользуемся формулой:
N = 50/S,
- N — количество витков;
- S — площадь сердечника (мм²).
Главная особенность изготовления своими руками контактной сварки из инвертора состоит в том, что, в первую очередь, необходимо определить характеристики «первички», выполнить расчёты и после этого приступать к созданию «вторичной» обмотки. Также нужно обязательно и качественно выполнить заземление обеих катушек, поскольку сила тока в подобных агрегатах довольно значительная.
Главное, правильно рассчитать сечение и количество витков вторичной обмотки
ФОТО: chipmaker.ru
Сделанные своими руками клещи для контактной сварки
Последний и немаловажный элемент аппарата точечной сварки — клещи. Их конструкция зависит от предполагаемого типа работ, максимальных габаритов свариваемых элементов и привода. Как уже упоминалось, электроды должны быть выполнены из медного прута, их диаметр не должен быть меньше провода вторичной обмотки. Некоторые умельцы используют жала от мощных паяльников, которые крепят к концам клещей при помощи болтового или сварного соединения.

Клещи для контактной сварки
ФОТО: a.d-cd.net
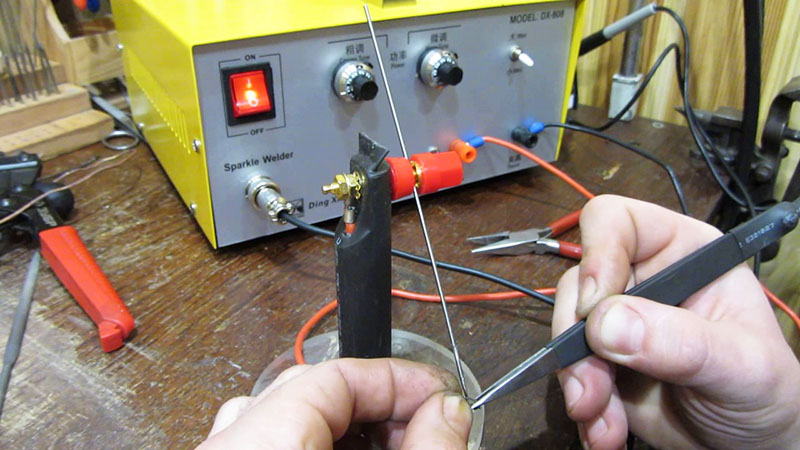
Точечная сварка для литиевых аккумуляторов своими руками: особенности работы
Довольно часто возникает ситуация, когда к литиевым аккумуляторам нужно прикрепить тонкую металлическую пластину. А они очень боятся перегрева от воздействия высоких температур. Помочь в этой ситуации поможет сделанная своими руками точечная сварка для аккумуляторов. Особенность такого оборудования заключается в том, что управление процессом происходит автоматически. Ниже мы рассмотрим, как работает сварочный аппарат для литиевых батарей.
| Иллюстрация | Описание действия |
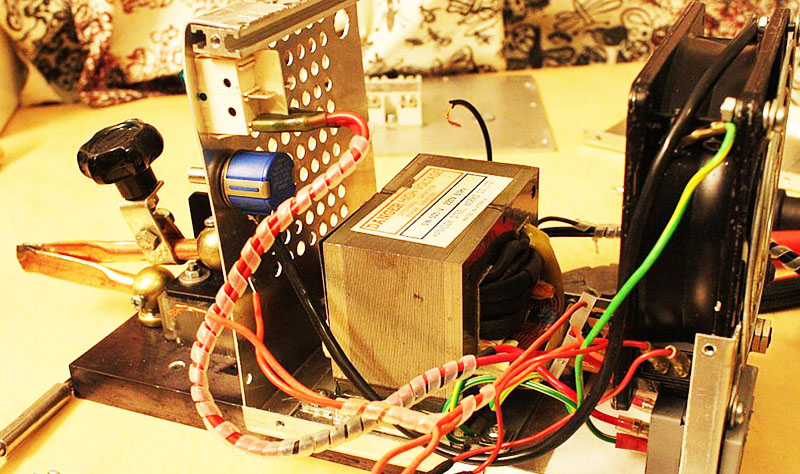
|
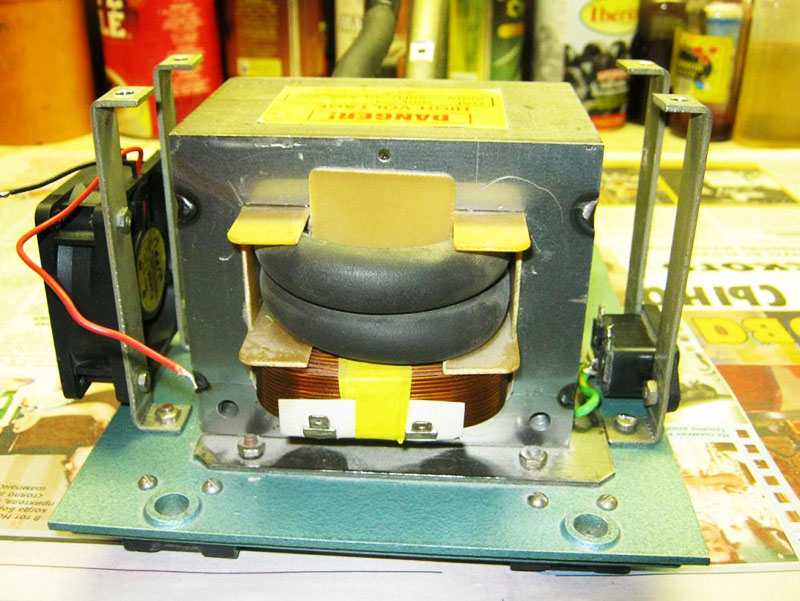
| Вот так выглядит в сборе аппарат для точечной сварки аккумуляторов, сделанный из трансформатора от микроволновки. Корпус взят от старого блока питания для ПК |
|
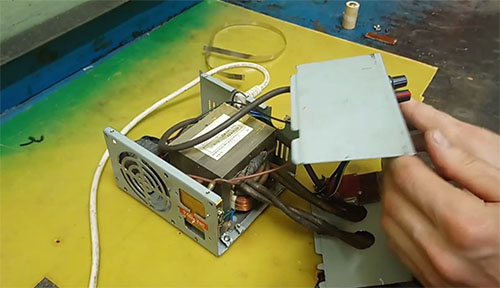
| Сварочник состоит из переделанного трансформатора от СВЧ, платы управления первичной обмоткой и дополнительного блока питания для неё |
|
| Также имеется входящая схема с предохранителем |
|
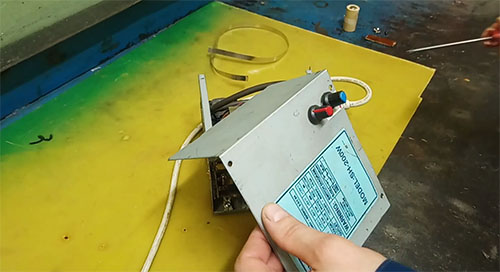
| На корпус выведены ручки регулировки длительности электроимпульса и мощности самого сварочника |
|
| Также установлен микровыключатель от всё той же старой микроволновки |
|
| Непосредственно провода вторичной обмотки с электродами, сделанными из жал от электропаяльника. Они между собой заизолированы, впрочем, как и места соединений |
|
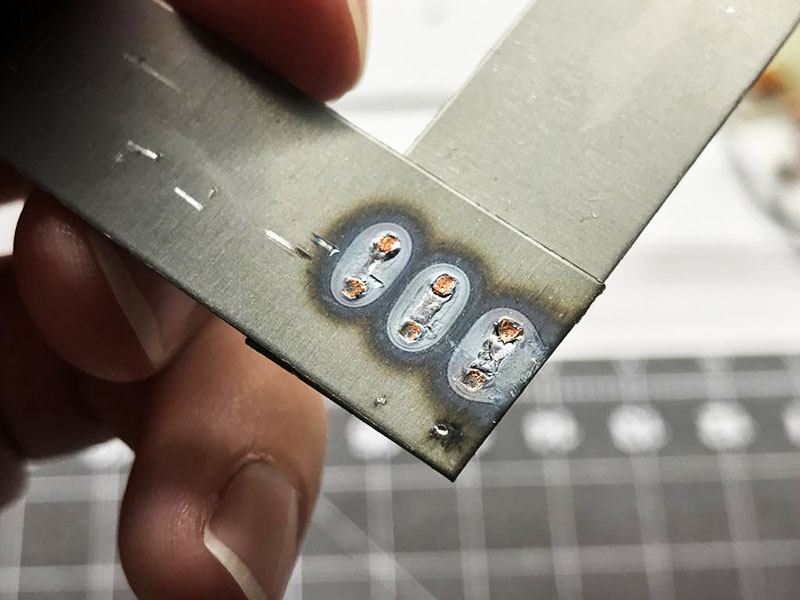
| Теперь берём металлическую пластину толщиной 0,2 мм и литиевый аккумулятор. Выставляем длительность импульса на 8-11 микросекунд (параметр подбирался опытным путём) |
|
| Устанавливаем пластину на аккумулятор, а на неё контакты. Включаем микровыключатель, и происходит сваривание наших деталей |
|
| Получилось вот такое соединение. Так что сделанная своими руками контактная сварка для аккумуляторов вполне нормально работает |







Микросварка своими руками: особенности изготовления и эксплуатации
Делая своими руками точечную сварку, нужно помнить некоторые особенности её эксплуатации:
- перед первым запуском нужно обязательно проверить надёжность изоляции и крепления всех элементов аппарата;
- необходимо установить дополнительную систему вентиляции. Часто мастера используют устройства охлаждения от ПК;
- домашние самодельные аппараты точечной сварки не рассчитаны на большие нагрузки, поэтому требуется делать небольшие перерывы в работе;
- наконечники электродов нуждаются в периодической заточке;
- перед тем, как приступать к работе, стоит сделать тестовый запуск на небольшой мощности.
Для самодельного сварочника желательно установить систему охлаждения
ФОТО: gredx.ru
В завершение предлагаем посмотреть видео о точечной сварке из микроволновки, сделанной своими руками:
Источник