Експлуатація основних вузлів стрічкових конвеєрів
Під експлуатацією стрічкових конвеєрів розуміється сукупність технічних, організаційних та ремонтних заходів, спрямованих на підтримку конвеєра в справному стані (при дотриманні правил техніки безпеки).
До складу робіт по експлуатації входять: спостереження за станом окремих деталей і вузлів; очищення механізмів від пилу і бруду; огляд вузлів і деталей; мастило підшипникових вузлів і поверхонь тертя; регулювання положення окремих деталей і вузлів; перевірка роботи систем управління і безпеки конвеєра. Крім того, передбачається здійснення заходів щодо поліпшення експлуатації стандартного устаткування на основі впровадження нової техніки і передового досвіду, а також ремонтні роботи, пов’язані з ліквідацією пошкоджень.
Опорні конструкції. експлуатація опорних конструкцій (ставів) конвеєрів передбачає контроль і перевірку стану металоконструкцій, стикових з’єднань, елементів кріплення, положення секцій.
Удосконалення експлуатації повинно проводитися в наступних напрямках. При транспортуванні вантажів розміром до 400 imm рекомендується застосування конвеєрів важкого типу, що виготовляються Сизранське турбобудівних заводом, з опорними конструкціями трьох варіантів: жорсткий ставши і жорсткі роликоопори, жорсткий ставши і підвісні роликоопори, жорсткий ставши і амортизуючі роликоопори.
Для доставки важких крупнокускових вантажів (скельних порід і руд крупністю 400-700 мм) переважно застосування конвеєрів з канатними ставами і шарнірними роликоопорами, що випускаються Артемівським машинобудівним заводом. Конвеєри мають продуктивність до 1500 т /год при ширині стрічки 1000-1200 мм і швидкості її руху 172- 258 м /с.
Підвищену зносостійкість до ударних навантажень мають конвеєри з комбінованими ставами конструкцій ВНІІПТМАШа, ВНІІНЕРУДа, ІГТМ АН УРСР. У комбінованих ставах для опори роликів використовують одночасно канати і жорсткі елементи з прокату.
При транспортуванні крупнокускових вантажів особливу увагу слід приділяти конструкції завантажувальної частини конвеєра в найбільшій мірі піддається ударним навантажень. Тут рекомендується встановлювати секцію амортизувальних роликоопор з пружною зовнішньою частиною. Такі ролікоопори монтуються на рамі або підвішуються на канатах. При швидкостях руху стрічки до 35 м /с можуть успішно застосовуватися опори ковзання жолобч. Опори ковзання ефективно захищають стрічку від поздовжніх поривів при наскрізному пробої гострими сторонніми предметами або їх заклинювання.
інститутом ПРОМТРАНСНДІПРОЕКТ розроблена і впроваджена на Магнітогорському металургійному комбінаті завантажувальна секція, яка працює в комплексі зі спеціальним завантажувальним лотком і призначена для захисту стрічки шириною 1200 мм від ударного руйнування і поздовжніх поривів. Секція включає жорсткі опори ковзання, що складаються з двох футерованих сталлю Ст. 3 і Шлакоситалл боковин і підстави.
Параметри опор ковзання вибираються таким чином, щоб стрічка над опорами приймала жолобчасту форму і не торкалася при відсутності великих шматків вантажу і довгомірних гострих предметів підстави. Для регулювання положення боковин служать шарніри, які після установки боковин в задане положення жорстко фіксуються. По обидва боки від опор ковзання монтуються підвісні трехроліковие опори з амортизаторами. Така компоновка секції дозволяє знижувати ударні навантаження на стрічку завдяки її пружності і підвісці роликоопор. Завантажувальний лоток має в передній частині поворотну підпружинену стінку з контрвантажем. На бічній стінці лотка встановлено електромагнітний датчик КВП-16 що блокується з приводом конвеєра. Поворотна стінка служить для контролю можливого заклинювання сторонніх предметів і випуску їх з лотка до моменту зупинки конвеєра.
При завантаженні матеріалу стрічка під дією ударних навантажень прогинається і переміщається по опорах ковзання і підвісним роликоопор. Якщо потрапляють досить великі загострені шматки, то прогинаючись, стрічка досягає підстави опор ковзання і наскрізного пробою не відбувається У разі надходження в лоток довгомірного предмета стрічка захоплює його і притискає до передньої стінки лотка. При цьому стінка повертається і електромагнітний датчик спрацьовує, відключаючи привод конвеєра Датчик спрацьовує також і при заштибовки лотка. Жолобчастих положення стрічки виключає потрапляння частинок вантажу в зону контакту її з опорами ковзання Нагрівання боковин не перевищує 6 ° С.
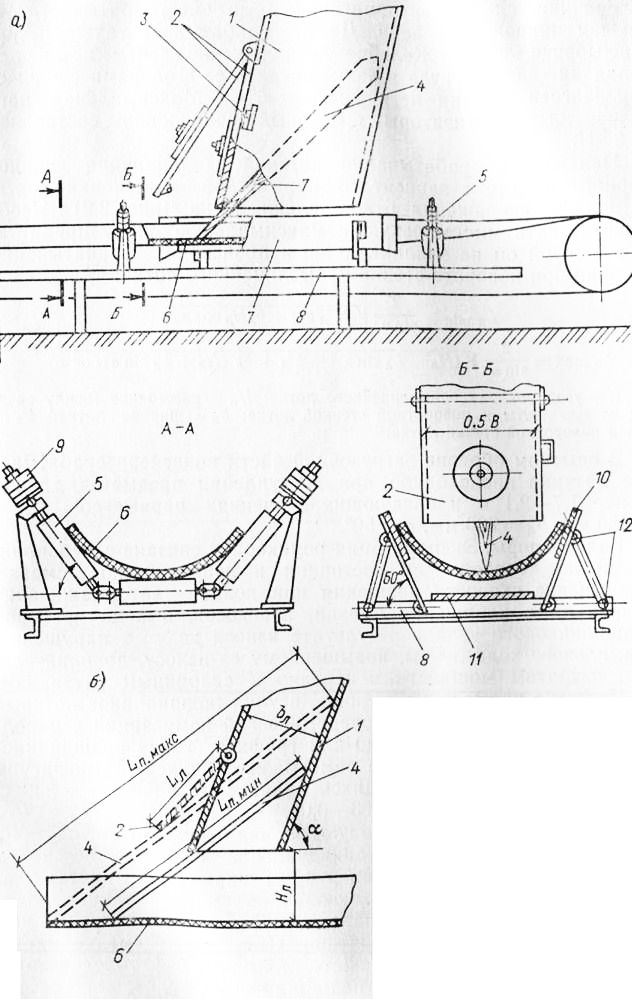
Мал. 2.2. Завантажувальна секція з опорами ковзання для захисту стрічки від ударного руйнування і поздовжнього пориву
а — конструкція секції; б — розрахункова схема випуску довгомірних предметів; 1 — лоток; 2 — поворотна стінка з контрвантажем; 3 — датчик; 4 — довгомірний предмет; 5 — підвісна ролико-опора; 6 -стрічка; 7 — опори ковзання; 8 — рама; 9 -амортізатор; 10 — боковини опор ковзання; 11 — підстава опор ковзання; 12 — шарніри
Роликоопори. Експлуатація роликоопор пов’язана із заходами щодо контролю їх стану і періодичної мастилі. Зменшення швидкості обертання або повне загальмування ролика через порушення мастила, перекосів, виходу з ладу підшипникового вузла в результаті зносу ведуть до порушення нормального ходу стрічки, підвищеному її зносу, додаткових витрат потужності і нерідко до аварійних ситуацій.
Відомо застосування роликів, втулки підшипників яких виготовляються на металлокерамической композиції з наповнювачами у вигляді дисульфіду або графіту. Такі підшипникові вузли відносять до групи самоемазивающіхся. Температура застосування самозмащувальних роликів від +365 до -250 ° С при коефіцієнті тертя 003-004.
Застосовують циркуляційну і індивідуальну системи мастила. ^ Більш занадто багато індивідуальне обслуговування систем з густим мастилом за допомогою ручних шприців або пістолетів. Досвід використання централізованого змащування роликів показав, що вона недостатньо надійна через часті ушкоджень Добре зарекомендували себе довготривалі мастила марки БНЗ-З і БНЗ-ЗМ Бердянського досвідченого нафтомаслозаводу.
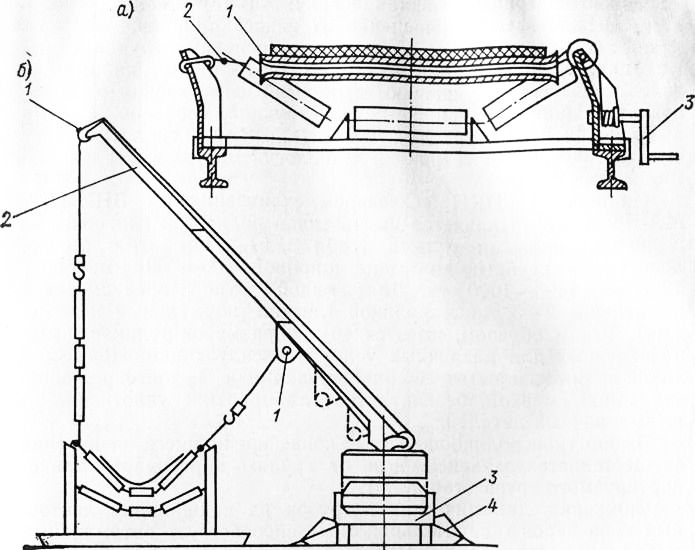
Мал. 2.3. Заміна роликоопор
а — за допомогою труби і лебідки: 1 — труба; 2 трос; 3 лебідка; б-за допомогою самохідної установки: 1 — лебідка; 2 стріла; 3 — шасі; 4 — шпори
Заміну роликів здійснюють шляхом підйому стрічки, розкріплення вузлів з’єднання, демонтажу (, або монтажу) роликів. Для підйому натягнутою стрічки використовується пристосування простої конструкції у вигляді труби з тросом і опорних кронштейнів з лебідкою (рис. 2.3). Труба з пропущеним через неї тросом заводиться під стрічку. Трос одним кінцем за допомогою гака прикріплюється до низького кронштейну, а іншим — до гака лебідки, змонтованої на високому кронштейні. Обертанням рукоятки лебідки трубу разом зі стрічкою піднімають і проводять заміну роликоопори.
На конвеєрах з широкими стрічками рекомендується застосовувати самохідні установки, обладнані підйомно-транс-кравцями пристроями для монтажу стрічки. Такі установки включають самохідне шасі з гідравлічними опорами, поворотну телескопічну стрілу, обладнану двома лебідками з гаками (рис. 2.3).
Метою вдосконалення експлуатації роликоопор є перш за все зменшення їх зносу. Заходи, пов’язані з цим можна звести до чотирьох основних груп: уніфікації стандартизації і вибору оптимальних параметрів вузлів конвеєра; поліпшенню технології виготовлення роликів; створення більш досконалих конструкцій, особливо в частині виконання підшипникових вузлів, ущільнень, систем і видів омазкі- поліпшенню техніки і технології монтажу, обслуговуючи
НІЯПоПроекту ГПКІ «Союзпроммеханізація» і ВНІІПТ-Маша передбачається шість типів роликів в співвідношенні з підшипниковими вузлами (табл. 2.5). При цьому ролики діляться на групи: для стрічок шириною 400-650 мм; 800- 1200 мм; 1400-1600 мм. Для кожної групи передбачено застосування 2-3 типів роликів (легкий, нормальний і важкий). Таким чином, є 40 типорозмірів роликів, призначених для різних умов експлуатації. Нові ролики мають закриті шарикопідшипники з довготривалою заставної мастилом, безконтактне лабіринтове ущільнення з штампованих деталей.
Вибір типу роликоопори для конвеєрів загального призначення здійснюється в залежності від групи абразивного вантажу.
Зниженню динамічних навантажень на підшипники стрічкових конвеєрів в значній мірі сприяє оптимальний вибір діаметра ролика. Останній визначається в залежності від щільності вантажу, ширини стрічки і швидкості її руху.
При проектуванні високопродуктивних стрічкових конвеєрів великої протяжності характерно прагнення до встановлення оптимального кроку роликів по всій трасі транспортування. Рекомендується, зокрема, за основу приймати відстань між роликоопорами в залежності від ширини стрічки, маси і розмірів окремих шматків вантажу для середньої частини конвеєра. Відстані між роликоопорами на інших ділянках конвеєра приймаються в співвідношенні до середньої частини (зазвичай на 15-20% більше в зонах найбільшого натягу). При доставці кускового вантажу в зоні установки завантажувального пристрою встановлюються 3-5 амортизувальних роликоопор. Наведені в табл. 2.9 значення відстаней між роликоопорами зменшуються на 10% при доставці вантажу з шматками більше 500 мм. Залежність відстаней між роликоопорами від ширини стрічки і щільності вантажу відображає оптимальний зв’язок відстані між роликоопорами з опором руху стрічки (потужністю приводу), статичної і динамічними навантаженнями на підшипники роликів, натягом і поперечним коливанням стрічки.
Для високопродуктивних конвеєрів з підвищеними швидкостями руху стрічки необхідно також враховувати можливість ковзання вантажу на стрічці, відриву його від стрічки, жолоби стрічки і техніко-економічні показники.
Конвеєри з роликами важкого типу мають жорсткий ставши і трехроліковие жолобчасті опори з роликами підвищеної точності з наскрізною віссю на конічних підшипниках. Середній ролик зміщений в плані щодо бічних, встановлених з нахилом 30 °, що забезпечує більш рівномірний розподіл навантаження між роликами, зменшує висоту става і покращує умови обслуговування. При цьому ліквідується жорстке перетин, куди має увійти стрічка після розвалу в прольоті між роликоопорами, знижується опір руху стрічки, остання менше пошкоджується острогранним вантажем.
У ФРН, США, Англії все більшого поширення набувають ролики з пластмасових поліамідних матеріалів з межею міцності 46-47 МПа. Пластмаси мають меншу масу, добре штампуються і обробляються, стійки до впливу шахтних вод, зносостійкості і недорогі. Пластмасові ролики з ударостійкого полівінілхлориду мають велику жорсткість і стійкість до ударних навантажень, самозмазуючі підшипники, низькі коефіцієнт опору обертанню і рівень шуму при роботі. У певних умовах до пластмасових роликам ставиться вимога антіелект-ростатічності. Вони оснащуються електропривідними стопорними кільцями, які проводять заряди від корпусу до підшипників, осях ролика і далі на металоконструкцію конвеєра.
Встановлено, що ударні навантаження на роликоопори і стрічки не можуть бути знижені тільки за рахунок амортизуючої підвіски. На силу удару істотно впливає пружність роликів. Застосовувана для футерування гума володіє відносно малою піддатливістю. Використання ж гуми з малим модулем пружності малоефективно і неекономічно. У зв’язку з цим вишукуються шляхи створення роликів, які мають великий піддатливість. ІГТМ АН УРСР запроваджено ролик, У якого зв’язок корпусу з підшипниковими склянками здійснюється через пружні елементи (рис. 2.4 а). Ролик дозволяє зменшити динамічні навантаження на підшипники і ставши конвеєра, а також істотно зменшити згинальний момент на підшипники від вигину осі. Величина моменту, сприймається підшипниковий вузлом при дії зовнішнього навантаження від 1 до 4 кН, для жорсткого ролика становить 7-35 Н-м, а для ролика з пружним елементом — 02-12 Н-м.
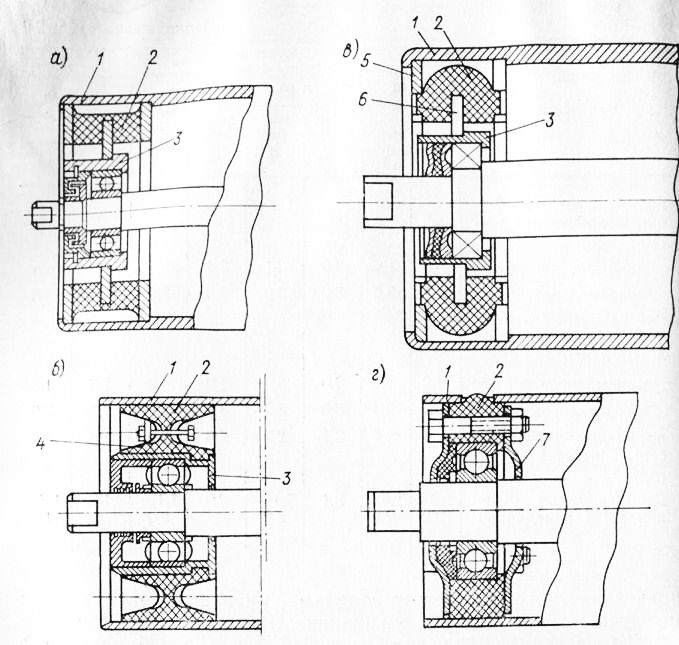
Мал. 2.4. Ролики з пружними елементами
а — прямокутними; б -в вигляді двутавра; в — сферичні; г-з деформуються для зв’язку з корпусом; 1 — корпус; 2 — пружний елемент; 3 — стакан підшипника; 4 — кільце розпору; 5 -шайба; 6 — кільцевий виступ; 7 — стяжна кришка
Пружні елементи доцільно виконувати змінними в перерізі у вигляді двотаврової балки з можливістю регулювання їх жорсткості (рис. 2.4 б). При цьому пружний елемент з’єднується зі склянкою підшипника шляхом вулканізації, розпирається конусними кільцями між корпусом ролика і склянкою підшипника і стягується за допомогою болта і гайки. Зовнішня поверхня пружних елементів змащується клеєм для кращого з’єднання з корпусом.
У конструкції ролика, розробленого ІГТМ АН УРСР, пружні елементи виконані зі сферичною поверхнею, розташованої з зазором по відношенню до корпусу (рис. 2.4 в). При взаємодії шматків вантажу з роликом ударну навантаження сприймає спочатку корпус за рахунок піддатливості пружних елементів, що працюють на зрушення. Потім корпус ролика вступає в контакт з пружними елементами і стискає їх. Таким чином, пружний елемент виконує роль амортизатора з нелінійної характеристикою жорсткості, що працює послідовно на зрушення і стиснення. Для підвищення надійності кріплення пружних елементів ролик оснащується стяжними кришками (рис. 2.4 г). При стисненні пружних елементів на них утворюються виступи, які заповнюють отвори в корпусі і перешкоджають зсуву пружних елементів щодо корпусу.
Велика розмаїтість конструкцій роликів свідчить про безперервному пошуку найбільш раціональних технічних рішень. ГПКІ «Союзпромеханізація» спільно з Краматорська індустріальним інститутом розроблені (в даний час випускаються серійно) принципово нові за компонуванням і технології виготовлення ролики моноблочной (безвкладишной) конструкції для верхньої і нижньої гілок стрічки.
Роликоопори з роликами моноблочной конструкції виготовляються жолобчастим з кутом нахилу бічних роликів 20; 30 ° і винесеним вперед середнім роликом, а також прямими:
Зменшення кількості деталей і виняток з’єднання корпус — вкладиш в ролику дозволяє знизити трудомісткість його виготовлення в кілька разів, поліпшити доступ для огляду та змащування підшипникових вузлів. При цьому спрощується комплекс обладнання для виготовлення і збірки роликів, знижується опір обертанню роликів (а, отже, витрати електроенергії) за рахунок зменшення маси обертових частин.
Передбачається збільшення терміну служби роликів моноблочной конструкції по порівняно з випускаються роликами звичайного виконання в 15-2 рази. Заміна відомих серійних роликоопор новими бракує труднощів, так як геометрія посадки їх однакова. Видається оптимальної комплектне постачання ролікоопори в зборі з роликами моноблочной конструкції. Подальше вдосконалення роликоопор з моноблочною компонуванням пов’язано з заміною відомих підшипників спеціальними підшипниками з ущільненнями і мастилом, що забезпечують роботу роликів не менше трьох років. Виробництво моноблочних роликів для стрічок шириною 650 і 800 мм освоїв Миколаївський машинобудівний завод підйомно-транспортного устаткування, а для стрічок шириною 1400 мм (нижні ролики) — Белохолуніцкій машинобудівний завод.
Привід, електрообладнання, натяжні пристрої і засоби автоматизації. Експлуатація приводів і натяжних пристроїв полягає в профілактичному огляді, чистці, регулюванню, наладці, мастилі механізмів і проведенні різних видів ремонту відповідно до інструкції на обладнання.
До основних видів робіт, які здійснюються в процесі експлуатації електричної апаратури приводу, відносяться: обдування апаратури стисненим повітрям для видалення осілого пилу; зачистка підгоріли контактів; регулювання сили притиснення контактів; перевірка стану пускорегулювальної опорів; заміна негідних котушок, реле; пайка пошкоджених місць провідників; перевірка заземлення. Для приводу потужністю понад 50 кВт періодично перевіряється плавність пуску конвеєра під навантаженням. На стрічкових конвеєрах з роздільним приводом барабанів рекомендується здійснювати контроль розподілу навантаження між приводними барабанами за допомогою амперметрів.
Ремонт приводу і натяжних пристроїв здійснюється шляхом заміни чи відновлення вузлів і деталей під час поточного, середнього і капітального ремонтів. При капітальному ремонті проводиться майже повний демонтаж механізмів; при середньому ремонті демонтується 60ч-80%, при поточному -40- 60% механізмів.
На конвеєрах підвищеної протяжності до складу апаратури управління можуть входити датчики контролю сходу, пробуксовки, цілісності і розриву стрічки, температури барабана, погонной маси вантажу на стрічці, продуктивності конвеєра Датчики повинні бути зблоковані з пусковою апаратурою.
Удосконалення експлуатації приводів, натяжних пристроїв і засобів автоматизації здійснюється в основному в напрямку підвищення надійності роботи обладнання. Надійна робота приводу і натяжних пристроїв пов’язана в основному із забезпеченням передачі заданого тягового зусилля стрічці при відсутності суттєвого прослизання стрічки щодо барабанів. Необхідно передбачати оснащення приводних барабанів футеровки, що володіють підвищеними тяговими властивостями і здатністю до самоочищення. Футеровки виконуються з гуми, синтетичних матеріалів, дерева, кераміки і мають гладку або рифлену поверхню. Шевронні канавки на барабанах сприяють відведенню бруду і вологи, а також центрування стрічки.
Підвищеної тягової здатністю володіють футерування на основі кераміки. Керамічна футерування зазвичай монтується на окремих прямокутних або дугоподібних пластинах, що мають на своїй поверхні сферичні виступи. Підвищити тягові можливості приводу можна також шляхом забезпечення додаткового притискання стрічки до приводного барабану. Відомо, наприклад, використання для додаткового притискання стрічки до приводного барабану пружних роликових обойм, барабанів, притискної стрічки, тиску повітря, магнітних сил (для гумотросових стрічок).
Для поліпшення очищення обичайок барабанів від примерзлого матеріалу використовують електричні нагрівачі потужністю 10-15 кВт, що забезпечують нагрів обичайок до температури 40-50 ° С.
При установці конвеєрів в умовах обмеженого простору доцільно застосування мотор-барабанів. Вони дозволяють зменшити ширину приводного блоку до 30-40% завдяки скороченню кількості монтованих вузлів до одного (мотор-барабани потужністю до 40 кВт розроблені НіГрі, Кривий Ріг).
Робота конвеєра в період пуску багато в чому залежить від натяжних пристроїв. Удосконалення останніх для конвеєрів з декількома приводними барабанами йде по шляху застосування швидкодіючих зрівняльних механізмів, елементів регулювання натягу в заданому режимі.
Источник