Распределительный вал заменяют в следующих случаях:
— упало давление в системе смазки двигателя. Причиной этой неисправности часто бывает повышенный износ шеек распределительного вала и гнезд подшипников распределительного вала в головке блока цилиндров. При износе гнезд заменяют головку блока в сборе, так как гнезда выполнены непосредственно в ее корпусе;
— стук клапанов, не устраняемый регулировкой зазоров в механизме привода клапанов. Может возникать из-за повышенного износа кулачков распределительного вала вследствие применения низкокачественного моторного масла или повреждения масляного фильтра.
Работа по замене распределительного вала показана на примере двигателя 1ZR-FE. Замену валов на двигателях 1NR-FE и 4ZZ-FE проводите аналогично
Вам потребуются: ключи «на 8», «на 10», «на 13», «на 16», торцовые головки «на 10», «на 16», «на 18», ключи TORX Т8, TORX T14, бронзовая выколотка, опора под двигатель.
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
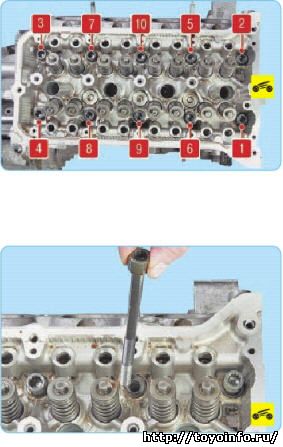
11. Осмотрите распределительный вал. Поверхности опорных шеек и кулачков должны быть хорошо отполированы и без повреждений. На рабочих поверхностях шеек не допускаются задирь, забоины, царапины, наволакивание алюминия от гнезд подшипников в голозке блока. Если на рабочих поверхностях кулачков обнаружены следы заеданий, перегрева, глубокие риски или износ в виде огранки, а также равномерный износ свыше 0,5 мм, замените вал.
Шлифовка кулачков распределительного вала для устранения ступенчатого износа запрещена, так как при изменении размеров профиля кулачков будут нарушены фазы газораспределения.
12. В мастерских, оборудованных специальными инструментами и приспособлениями, можно проверить радиальное биение шеек распределительных валов. При биении более 0,02 мм замените вал, так как его правка не допускается.
При установке нового распределительного вала рекомендуем заменить коромысла клапанов новыми. Перед первым пуском двигателя и для улучшения условий приработки рекомендуем добавить в моторное масло противозадирную антифрикционную присадку.
13. Установите распределительные валы в головку блока и все снятые детали в порядке, обратном снятию.
Если необходим ремонт головки блока цилиндров двигателя, снимите ее. В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов и их направляющих втулок, замене или шлифовке седел клапанов. Причем для выполнения работ, связанных с ремонтом направляющих втулок клапанов и седел, требуются специальные инструменты и оборудование, поэтому эти работы нужно выполнять
в специализированном сервисе. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 10», «на 12», «на 14», свечной ключ, намагниченная отвертка (или пинцет) для снятия сухарей клапанных пружин, приспособление для сжатия клапанных пружин.
Процедура разборки, ремонта и сборки головки блока цилиндров показана на примере двигателя 1ZR-FE. Разборку, ремонт и сборку головки блока цилиндров двигателей 1NR-FE и 4ZZ-FE проводите аналогично.
1. Отсоедините провод от клеммы «минус» аккумуляторной батареи.
Запрещается очищать привалочную поверхность головки блока металлическими щетками или наждачной бумагой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
24. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
25. Проверьте с помощью щупа и металлической линейки, установленной на ребро, плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,05 мм, замените головку.
26. Очистите от остатков прокладок и нагара поверхности фланцев головки для установки впускной трубы и выпускного коллектора.
27. Проверьте наличие деформации фланцев крепления впускной трубы и вьпускюго коллектора, деформированную головку замените.
29. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки, диаметр стержня клапана и по разности этих размеров определив зазор. Предельно допустимый зазор при износе для впускных клапанов составляет 0,10 мм, для выпускных — 0,15 мм.
30. Если зазор остается больше предельно допустимого значения и при установке новых клапанов, замените направляющие втулки. Заменяйте направляющие втулки в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.
31. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и других дефектов. Седла клапанов можно заменить в специализированной мастерской.
32. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если не удается устранить значительные дефекты седел шлифовкой, замените седла.
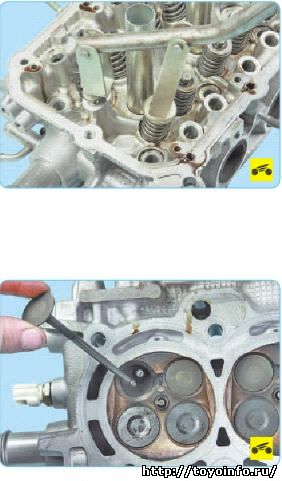
33. Удалите нагар с клапанов и осмотрите их. Деформация стержня 3 (рис. 5.7) клапана и трещины на его тарелке 2 не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска 1. Допускается шлифовка рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифовки толщина цилиндрической части тарелки должна быть не менее 0,5 мм и не более 1,01 мм.
Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
34. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски, вставьте его в направляющую втулку и, слегка прижав к седлу, пооверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
35. Проверьте состояние проточек стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
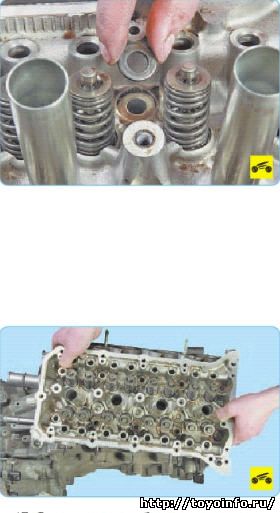
36. Маслосъемные колпачки замените независимо от их состояния.
37. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Номинальная длина пружины в свободном состоянии — 53,88 мм
38. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
39. Установите все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
40. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Источник
Переборка головки цилиндров Тойота Королла
3.2.5. Переборка головки цилиндров
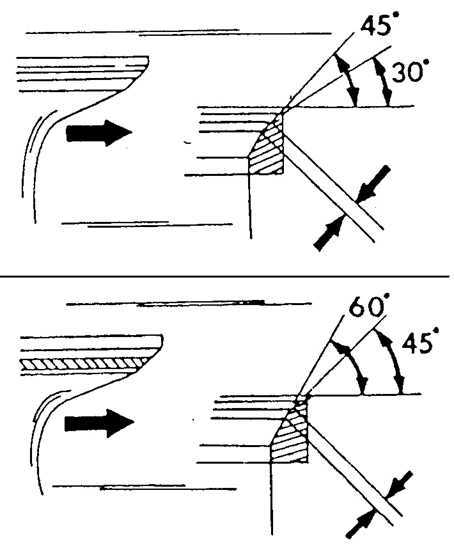
Верхний рисунок: седла впускных клапанов.
Нижний рисунок: седла выпускных клапанов.
Ширина рабочей фаски седла клапана измеряется между обеими стрелками.
ПОРЯДОК ВЫПОЛНЕНИЯ
1. Проверьте износ всех деталей головки цилиндров. Очистите поверхности головки цилиндров (для удаления остатков старого уплотнения используйте шабер, не царапая материал головки цилиндров). Проверки и контроль производите в соответствии со следующими указаниями.
Пружины клапанов
2. Для контроля пружин клапанов должна использоваться контрольная установка для проверки пружин. Если ее нет в распоряжении, бывшую в употреблении пружину можно сравнить с новой пружиной. Для этого зажмите обе пружины, расположенные друг за другом, вместе в тисках и медленно затягивайте тиски. Если обе пружины сжимаются на одно и то же значение, это является признаком того, что они имеют примерно одинаковое напряжение. Но если старая пружина сжимается значительно сильнее, чем новая, то это является признаком усталости, пружины должны быть заменены в комплекте.
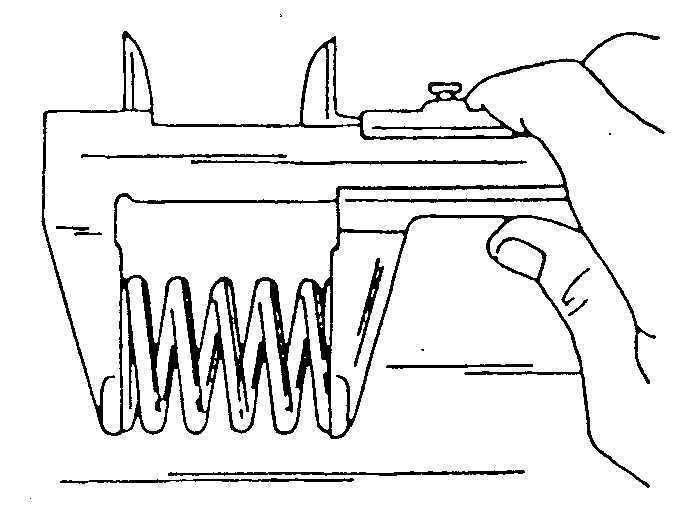
3. Длина пружины в свободном состоянии может быть измерена штангенциркулем, как показано на рисунке. Установите поочередно пружины на гладкую поверхность (стеклянную пластину) так, чтобы замкнутый виток находился с нижней стороны. Поставьте рядом с пружиной стальной уголок. Замерьте зазор между пружинами и угол в верхней части. Допустимый размер зависит от типа двигателя. При выходе за допуск пружина перекошена.
Направляющие клапанов
4. Очистите направляющие, протаскивая через направляющие тряпку, смоченную в бензине. Стержни клапанов лучше очищать вращающейся проволочной щеткой, вставив ее в патрон электродрели и держа рядом с ней стержень клапана. Вставьте поочередно клапаны в отверстия. Для контроля люфтов стержней клапанов в отверстиях необходимо иметь стрелочный индикатор и штангенциркуль. Проверка уже была описана для бензиновых двигателей, но на дизельном двигателе внутренний диаметр направляющих втулок должен находиться между 8,01 и 8,03 мм. Диаметр стержня клапана составляет 7,975–7,990 мм для впускных клапанов и 7,960–7,975 мм для выпускных клапанов.
5. Вычтите диаметр стержней клапанов из внутреннего диаметра направляющих втулок. Результат является люфтом стержней клапанов в отверстиях, который не должен превышать 0,1 мм для впускных и 0,12 мм для выпускных клапанов.
6. Прежде чем заменить направляющую втулку, проверяется общее состояние головки цилиндров. Головки цилиндров с небольшими трещинами между седлами клапанов или между седлом клапана и первым витком резьбы отверстия под свечу могут устанавливаться повторно и дорабатываться при условии, что трещины не шире, чем 0,5 мм. Проверьте также перекос поверхности головки цилиндров, что будет описано ниже.
7. Для замены направляющей втулки старая втулка должна быть выбита выколоткой с верхней стороны головки цилиндров. Перед выколачиванием направляющих следуйте следующим указаниям
8. Измерьте глубиномером или измерительной линейкой, на сколько направляющая втулка выступает над верхней поверхностью головки цилиндров.
9. Разогрейте головку цилиндров до 80–100° С и выбейте старую направляющую втулку с верхней стороны в сторону камеры сгорания. Выколотка должна иметь на конце выборку, подходящую к внутреннему диаметру направляющей втулки.
10. Измерьте с помощью стрелочного индикатора внутренний диаметр приемного отверстия в головке цилиндров. Если размер находится в пределах от 13,0 мм и 13,027 мм, может быть установлена направляющая втулка с номинальным размером наружного диаметра. Если диаметр превышает 13,027 мм, должна устанавливаться направляющая втулка с повышенным размером наружного диаметра. Это значит, что приемные отверстия под направляющие втулки должны быть расточены в мастерской.
11. Не пытайтесь просто забивать в отверстия втулки с повышенным размером наружного диаметра. Если есть опыт работы с разверткой, можно развернуть отверстия до диаметра 13,050–13,077 мм для установки направляющих втулок повышенного размера.
12. Если направляющие втулки клапанов заменяются, заменяются и клапаны и необходимо притереть седла клапанов.
13. Очистите внутренние поверхности приемных отверстий. Смажьте новые направляющие и забейте их со стороны распределительного вала в головку цилиндров, разогретую до 90° С так, чтобы верхний конец выступал над верхней поверхностью головки цилиндров на размер, измеренный перед снятием старых направляющих.
14. После запрессовки разверните направляющие клапанов разверткой 8,0 мм. Впускные клапаны должны иметь люфт 0,02–0,055 мм; выпускные клапаны должны иметь люфт 0,035–0,070 мм.
15. После замены направляющих клапанов должны быть отфрезерованы седла клапанов. Если седла больше нельзя обрабатывать, нет смысла заменять направляющие.
Седла клапанов
16. Проверьте седла клапанов (см. рис. Седла клапанов) на отсутствие износа и раковин. Небольшие признаки износа могут быть ликвидированы фрезой 45°. Однако если седло уже сильно выработалось, седла клапанов должны фрезероваться заново. Заданные углы показаны на рисунке рис. Седла клапанов. Однако следует обеспечить угол коррекции для исправления высоты фаски седла клапана, то есть следует воспользоваться фрезой 30° (впускные клапаны) или 60° (выпускные клапаны). Как уже упоминалось, седла клапанов могут фрезероваться начисто, если устанавливаются новые направляющие втулки клапанов.
17. Сначала фрезерните угол 45°и затем слегка обработайте фрезой 30°и 60° или 75°верхний и нижний край седла, чтобы уменьшить ширину фаски седла и свести ее в середину. Ширина рабочей фаски седла должна составлять 1,2–1,6 мм для впускных и 1,6–2,0 для выпускных клапанов. Закончите фрезерные работы, как только фаска седла имеет ширину внутри допуска.
18. Доработанные седла должны притираться. Для этого нанесите на поверхность седла клапана шлифовальную пасту и вставьте в соответствующее седло клапан. Установите на клапане присоску и поворачивайте клапан в разные стороны. После притирки тщательно очистите все детали от пасты и грязи и проконтролируйте седло клапана у тарелки клапана и фаски седла.
19. Непрерывное матовое кольцо характеризует ширину фаски седла клапана и должно быть видно на обеих деталях. Нанесите карандашом несколько черточек на «кольце» на тарелке клапана. Штрихи должны быть нанесены по кругу на расстоянии 1 мм. После этого осторожно опустите клапан в направляющую втулку и седло и поверните клапан на 90°, с некоторым давлением на клапан (используйте при этом присоску). Снова выньте клапан и проконтролируйте, удалились ли карандашные штрихи с фаски. Если ширина фасок седел клапанов находится в заданных допусках, головка может устанавливаться повторно. В противном случае обработайте седла клапанов или в худшем случае замените головку.
Клапаны
20. Описание клапанов бензиновых двигателей относится также и к клапанам дизельных двигателей. Размер края тарелки клапана должен составлять у впускных клапанов 0,9 мм, а у выпускных клапанов 1,0 мм. В противном случае следует устанавливать новые клапаны. Измерение клапанов производится в соответствии с таблицей размеров и регулировок.
Головка цилиндров
21. Очистите контактные поверхности головки цилиндров и блока цилиндров и проверьте перекос поверхности головки цилиндров. Для этого наложите на головку измерительную линейку с помощью набора щупов определите просвет вдоль, поперек и по диагонали поверхности головки цилиндров. Если можно вставить щуп размером более, чем 0,20 мм, головка цилиндров подлежит замене. Такой же контроль следует провести и для поверхности, сопрягаемой с коллектором. И здесь также допустим просвет 0,20 мм.
Седла клапанов
22. Седла клапанов в головке цилиндров могут заменяться. Старые седла выбиваются с верхней стороны головки цилиндров в камеру сгорания. Под седло может устанавливаться компенсационная шайба. Новые седла должны забиваться пластмассовым молотком. При этом штифт сбоку седла и насечка в головке цилиндров должны располагаться на одной линии.
23. После установки проконтролируйте, насколько седла выступают над контактной поверхностью головки цилиндров. Для этого установите на хорошо очищенную головку цилиндров стрелочный индикатор на соответствующей стойке и поставьте измерительный щуп на поверхность головки цилиндров у первого подлежащего измерению седла. Установите шкалу индикатора на нуль. Теперь переместите измерительный щуп на край седла. Разница в показаниях должна составлять от –0,03 мм до +0,03 мм. Если это не так, снова снимите седло и подложите под него компенсационную шайбу. Имеется ряд шайб толщиной от 0,05 до 0,10 мм, то есть по результату измерения легко подобрать нужную шайбу. Забейте седло с наложенной шайбой и повторите измерение. Все замененные седла должны быть измерены одинаковым образом.
Распределительные валы
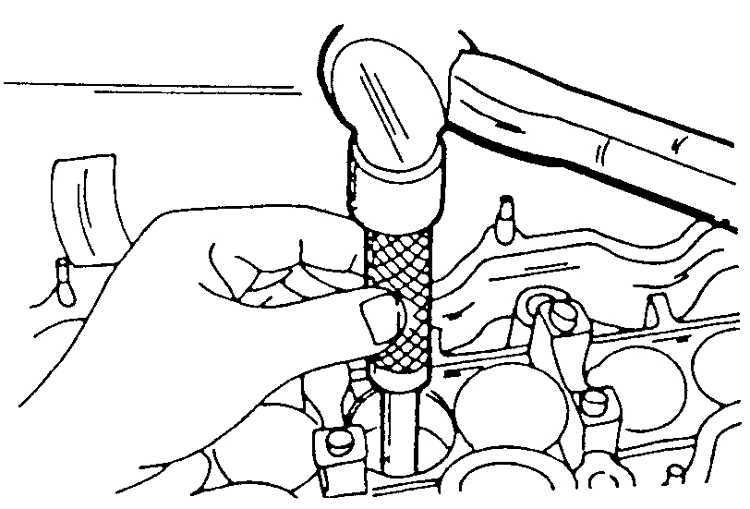
24. Распределительные валы вложите цапфами обоих концевых подшипников в призмы или зажмите между центрами токарного станка, и установите у одной из средних цапф стрелочный индикатор. Медленно проворачивайте распределительный вал и считывайте показания индикатора. Если отклонение стрелки составит за один оборот более, чем 0,06 мм, распределительный вал подлежит замене, так как его нельзя выправить. Далее проконтролируйте шейки подшипников и поверхности распределительных валов на отсутствие видимых повреждений. Если они еще в порядке, следует измерить высоту кулачков и люфт подшипников.
25. Для измерения высоты кулачков используйте микрометр. Заданные размеры и границы износа приведены в таблицах размеров и регулировок.
26. Перед проверкой люфта подшипника проверьте отсутствие отслоения металла подшипника или образования трещин. Если повреждены крышки, замените крышки, распределительные валы и головку цилиндров.
27. Очистите крышки подшипников и шейки распределительных валов и разложите крышки в соответствии с номерами подшипников.
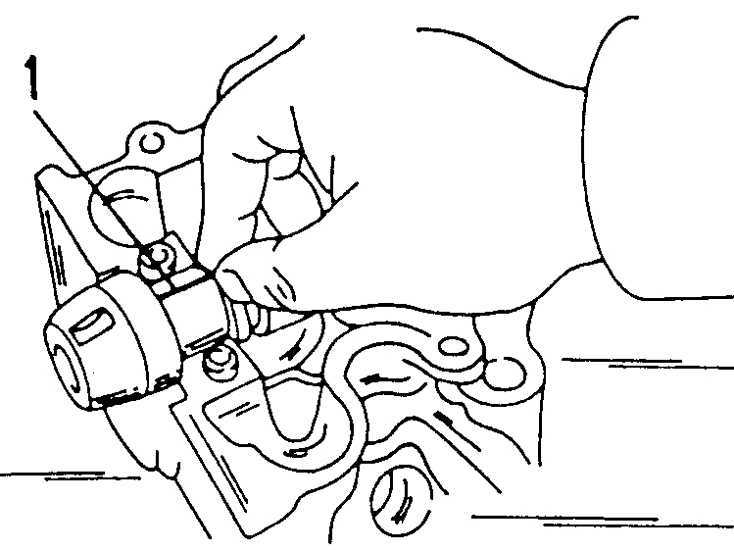
28. Люфт подшипников измеряется с помощью пластмассового волоска Plastigase (1). Наложите кусок этого волоска по всей длине всех цапф и поочередно надевайте крышки. Стрелка на всех крышках должна быть обращена вперед и номера крышек должны соответствовать.
29. Подбейте осторожно крышки молотком и вставьте болты. Подтяните болты в направлении с середины наружу моментом затяжки 18 Н.м. После этого распределительный вал нельзя проворачивать.
30. Отверните снова крышки подшипников и сразу же проверьте, не остался ли на крышке волосок Plastigase. В противном случае он прилипает еще и к шейке подшипника.
31. С помощью поставляемого вместе с Plastigase шаблона замерьте ширину сжатого пластмассового волоска в самом широком месте. Она характеризует минимальный люфт подшипника. Если люфт больше, чем 0,10 мм, должны быть заменены головка цилиндров и/ или распределительный вал, чтобы довести люфты в пределы допуска.
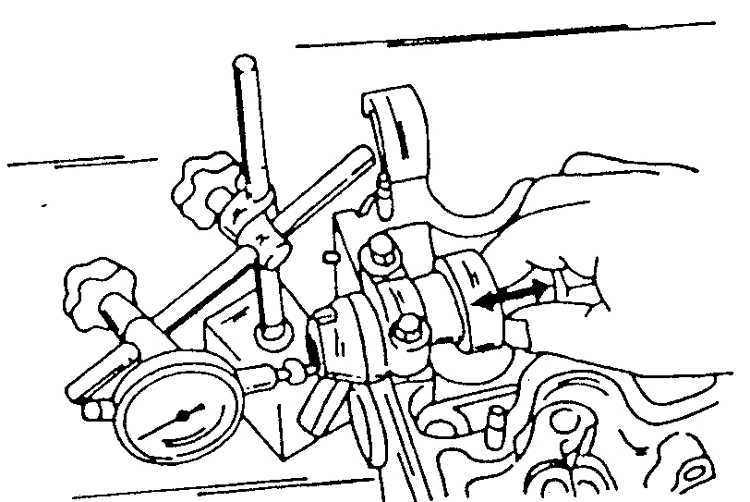
32. Для измерения осевого люфта распределительных валов очистите отверстия под подшипники в головке цилиндров и крышки подшипников и установите распределительный вал в соответствии с вышеприведенным описанием. Болты крышек подшипников затяните за два или три прохода.
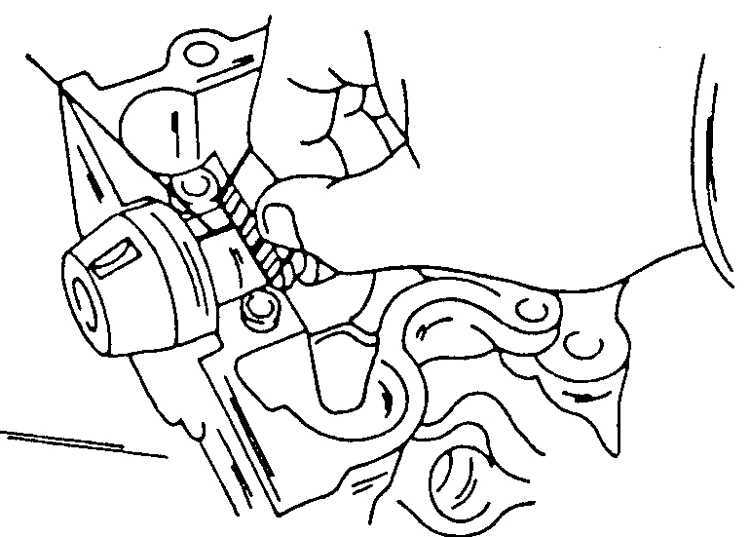
33. Установите стрелочный индикатор, как показано на рисунке 5.23, и двига йте распределительный вал в обе стороны, снимая показания прибора. Полученное значение является осевым люфтом вала, который не должен превышать 0,25 мм. Если люфт больше, следует заменить распределительный вал. Иногда износу подвергаются обе детали.
Зубчатый ремень и шестерни
34. Ремень со сломанными зубьями должен безусловно заменяться. Другими дефектами являются трещины, потертости боковых сторон, или закругления некоторых или всех зубцов. В этом случае следует проверить также зубья зубчатых колес. Придерживая натяжитель ремня одной рукой, другой рукой проверните ролик. Затирания при повороте ролика требуют замены натяжного устройства ремня.
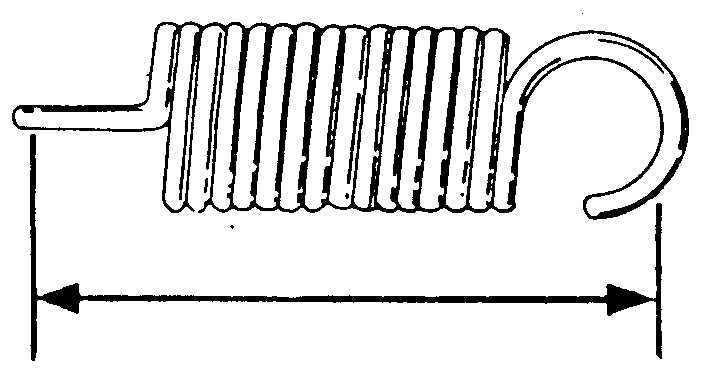
35. Возвратная пружина натяжного устройства должна иметь определенную длину. При этом длина измеряется между внутренними сторонами крюков пружины, как показано на рисунке. Если пружина стала короче, чем 51,93 мм, установите новую пружину.
Толкатели клапанов
36. Замерьте внутренний диаметр отверстий под толкатели в головке цилиндров и наружный диаметр толкателей. Для этого в распоряжении должны иметься внутренний и обычный микрометры. Разница должна составлять не более 0,10 мм. В противном случае должны быть заменены толкатели, а в худшем случае головка цилиндров.