- Кожух зубчатой передачи ремонт
- § 32. Сборка и испытание тягового электродвигателя с колёсной парой
- Пригонка моторно-осевых подшипников, проверка зазоров и прилегания зубьев в зубчатой передаче
- Ремонт кожухов зубчатой передачи
- Испытание колёсной пары с тяговым электродвигателем
- Установка тяговых электродвигателей на тележки
- Кожух зубчатой передачи ремонт
- Статьи технической тематики из периодических изданий «Регионального Центра Инновационных Технологий» Кожух зубчатой передачи электровоза
- Кожух зубчатой передачи электровоза
- Достоинства косозубой зубчатой передачи:
- Браковочные размеры зубчатой передачи:
- Ревизия зубчатой передачи:
- Решение проблемы потери болтов крепления кожуха зубчатой передачи тягового электродвигателя
Кожух зубчатой передачи ремонт




§ 32. Сборка и испытание тягового электродвигателя с колёсной парой
Пригонка моторно-осевых подшипников, проверка зазоров и прилегания зубьев в зубчатой передаче
Для исправной работы зубчатой передачи одним из важных условий является параллельность осей вала якоря и колёсной пары.
При непараллельном расположении осей зубья работают не по всей длине, а это может вызвать их поломку. Поэтому после наплавки горловин их расточка под подшипниковые щиты и моторно-осевые вкладыши с постановкой прокладок для образования натяга производится с одной постановки.
У тяговых электродвигателей применяют вкладыши из бронзы, залитые баббитом или без заливки.
Изношенные и имеющие отколы вкладыши моторно-осевых подшипников с баббитовой заливкой перезаливают и растачивают в соответствии с диаметрами шеек колёсной пары и с учётом создания нормального зазора между шейкой оси и вкладышем. Затылочные и трущиеся поверхности вкладышей при подъёмочном ремонте пришабривают по горловинам остова и по шейкам колёсной пары.
Применение подкладок под вкладыши и постановка прокладок между их торцами запрещается.
Сборка тягового электродвигателя с колёсной парой производится в следующем порядке.
Собранный тяговый электродвигатель без ведущей шестерни устанавливают так, чтобы горловины моторно-осевых подшипников находились в верхнем положении. На постели укладывают моторно-осевые вкладыши.
При шабровке вкладышей и проверке параллельности осей горловин целесообразно использовать приспособление, показанное на фиг. 324.
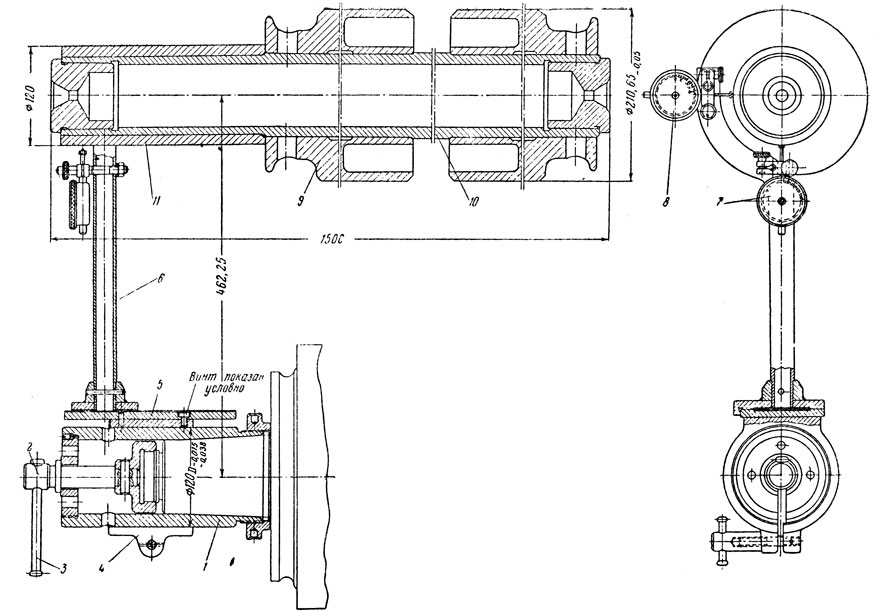
Фиг. 324. Приспособление для проверки непараллельности моторно-осерых относительно вала якоря тягового электродвигателя: 1 — коническая втулка; 2 — ключ; 3 — рукоятка; 4 — хомут; 5 — плита; 6 — труба; 7 и 8 — индикаторы; 9 — диск; 10 — труба; 11 — втулка
Приспособление состоит из конической втулки 1, надеваемой на конец вала якоря тягового электродвигателя. Втулка 1 прижимается к валу ключом 2 с гайкой, навёртываемой на конец вала с помощью рукоятки 3.
На втулке 1 монтируют хомут 4, на плите 5 которого располагается труба 6. На зажимах у трубы устанавливают перпендикулярно расположенные индикаторы 7 и 8. Нижний конец трубы прикреплён к контрольной плите.
Проверку по краске моторно-осевых вкладышей делают дисками 9, насаженными на трубу 10, на конце которой запрессована втулка 11.
Передвигая трубу 6 с контрольной плитой, имеющей выступ, по плите 5, индикаторами можно установить величину непараллельности между валом якоря и осью моторно-осевых вкладышей. Размер 462,25 мм между осью вала тягового электродвигателя ДК-304Б и осью моторно-осевых вкладышей доводят путём шабровки вкладышей. Соблюдение этого размера необходимо по условиям зацепления редуктора.
После проверки соосности колёсную пару укладывают на моторно-осевые вкладыши и проверяют по краске. Прилегание моторно-осевых шеек должно составлять не менее 60%.
Для тяговых электродвигателей всех типов нормальный зазор (по чертежу) между шейкой оси и вкладышем для подшипников, залитых баббитом, составляет 0,2-0,3 мм, а для бронзовых вкладышей — 0,4-0,5 мм. При выпуске из заводского ремонта для вкладышей первого типа установлен зазор 0,2-0,3 мм, а при выпуске из подъёмочного ремонта — 0,2-0,6 мм, для второго типа вкладышей соответственно 0,4-0,8 и 1,5 мм. Разница в зазорах одной колёсной пары с подшипниками, залитыми баббитом, не должна превышать в эксплуатации 0,15 мм и с бронзовыми подшипниками — 0,35 мм. При выпуске из заводского ремонта эта разница должна быть не более 0,08 мм для вкладышей с баббитовой заливкой и 0,2 мм для бронзовых.
Натяг для моторно-осевых вкладышей на каждый торец при заводском ремонте следует выдерживать в пределах 0,10-0,15 мм и при подъёмочном ремонте 0,15-0,08 мм. Минимально допустимый натяг в эксплуатации — 0,04 мм.
После проверки и пришабривания вкладышей на вал якоря тягового электродвигателя насаживают шестерню, проверяют зазор между зубьями и степень их соприкосновения.
Зазор между зубьями новых шестерен должен находиться в пределах 0,45-0,9 мм, у тепловозов, выпускаемых из заводского ремонта, — не более 3,4 мм и из подъёмочного — не более 6,0 мм. Разность зазоров у одной пары зубчаток допускается не более 0,3 мм.
Прилегание зубьев, проверяемое по краске после провёртывания колёсной пары на два-три оборота, должно составлять не менее 50% по длине зуба. Несовпадение торцов зубьев ведущей шестерни и зубчатого колеса допускается не более 3,5 мм.
Разбег оси колёсной пары, проверяемый щупом относительно моторно-осевых вкладышей, должен находиться при выпуске из заводского ремонта в пределах 1 — 2,5 мм и при выпуске из подъёмочного ремонта — до 4 мм. Восстановление разбега до нормальной величины производится за счёт увеличения буртов вкладышей.
Удовлетворяющую перечисленным условиям колёсную пару снимают с остова. На вал тягового электродвигателя насаживают в горячем состоянии ведущую зубчатку методом, описанным в § 20, и окончательно собирают тяговый электродвигатель с колёсной парой.
Сальниковые полукольца должны быть плотно прижаты к колёсному центру и к буртам вкладышей подшипников.
В стык полуколец щуп 0,2 мм проходить не должен.
Набивку из шерстяной пряжи моторно-осевых подшипников пропитывают в масле и укладывают со стороны окна вкладышей слоем толщиной 30 мм, а за этим слоем мотки набивки, прижимаемые пружиной 37 через планку (см. фиг. 220).
Колёсная пара, уложенная на моторно-осевые вкладыши электродвигателя, должна провёртываться без рывков и заклиниваний в зубьях передачи и моторно-осевых подшипниках. Для провёртывания в тяговый электродвигатель подают ток пониженного напряжения.
Тяговые электродвигатели, имеющие повышенную скоростную характеристику, устанавливают на колёсные пары с меньшим диаметром бандажей, а имеющие пониженную скоростную характеристику — на колёсные пары с большим диаметром бандажей. При этом должна быть обеспечена наименьшая возможная разность характеристик тяговых блоков одного тепловоза. (Характеристика тягового блока представляет собой произведение диаметра бандажей колесной пары на число оборотов якоря электродвигателя при часовом режиме.)
Ремонт кожухов зубчатой передачи
При подъёмочном и заводском ремонте кожухи после удаления смазки вываривают в растворе каустической соды. У очищенных кожухов проверяют, нет ли трещин. При наличии трещин у краёв отверстий для прохода вала и оси колёсной пары кожух или его части заменяют новыми. Все остальные трещины разделывают и заваривают электродуговой сваркой. Пробоины исправляют приваркой заплате применением электродов Э42. Кожухи старой конструкции усиливают, накладывая планки 1 (фиг. 325), охватывающие по углам боковины и среднюю часть кожуха.
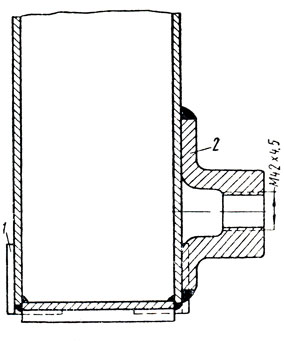
Фиг. 325. Усиление кожуха зубчатой передачи: 1 — планка; 2 — бонка
Места крепления кожуха к тяговому электродвигателю усиливают привариваемыми бонками 2, имеющими увеличенный по диаметру фланец. Болты крепления кожуха затягивают усилием одного человека, приложенным на плече 750 мм.
При сборке необходимо надёжно закрепить болты, прикрепляющие кожухи к остову, скрепляющие обе половинки кожуха, чтобы избежать их ослабления в эксплуатации.
Нельзя устанавливать пружинящие шайбы с притуплёнными стопорящими кромками.
Бонки крепления кожуха и воронки заливочного отверстия, имеющие сорванную резьбу или другие изъяны, заменяют новыми. Для проверки плотности кожухов после ремонта в них наливают керосин.
При заводском ремонте внутренние поверхности кожуха окрашивают кислотоупорной краской (нитроэмаль № 624а).
К кожуху зубчатой передачи, собранному с тяговым электродвигателем, предъявляют следующие требования:
1) зазор, проверяемый щупом, в плоскости разъёма должен быть не более 0,1 мм;
2) односторонний зазор между кромкой отверстия кожуха и цилиндрической частью зубчатого колеса допускается не менее 0,75 мм; несовпадение наружных кромок обеих половинок кожуха по плоскости разъёма должно быть не более 1,5 мм;
3) между стенками кожуха и торцами зубчатого колеса и шестерни зазор должен быть не менее 4 мм.
Кожух по окончании сборки заполняют смазкой в количестве 3,5 л. Состав смазки для летнего периода: осернённый нигрол 70% и консталин 30%, а для зимнего — осернённый нигрол 90% и консталин 10%.
Испытание колёсной пары с тяговым электродвигателем
Тяговый электродвигатель, собранный с колёсной парой и буксой, испытывают на стенде. Буксу испытывают под нагрузкой в течение 40 мин — по 20 мин в каждом направлении вращения. Для вращения тягового электродвигателя к нему подают постоянный ток от постороннего источника (например от сварочного агрегата).
Одновременно проверяют правильность вращения тяговых электродвигателей в соответствии с обозначением кабелей.
Испытание начинают с 50 оборотов при нагрузке на буксу в 1 000 кг, затем постепенно число оборотов увеличивают до 200, а нагрузку на буксу — до 4 000 кг.
Во время испытания на стенде не должно быть течи масла из кожухов зубчатой передачи, из моторно-осевых подшипников и букс, а также местного повышения температуры трущихся частей. Не допускается прерывистый шум шестерён и посторонние звуки в работе механизмов. Зубчатое колесо и шестерня не должны касаться стенок кожуха. Зазор между их торцами и кожухом обеспечивается за счёт регулировочных прокладок, устанавливаемых под болты на бонки кожухов.
На фиг. 326 показан стенд для обкатки колёсной пары с собранным тяговым электродвигателем. Стенд состоит из сварной рамы укреплённой к фундаменту болтами 2. К раме прикреплены две сварные стойки 3 для букс. На буксы опираются стойкий рессоры 5. С хомутом рессор шарнирно связано коромысло 6, на конце которого подвешен груз 7. Колёса опираются на ролики 8, которые свободно вращаются на осях стоек 9.
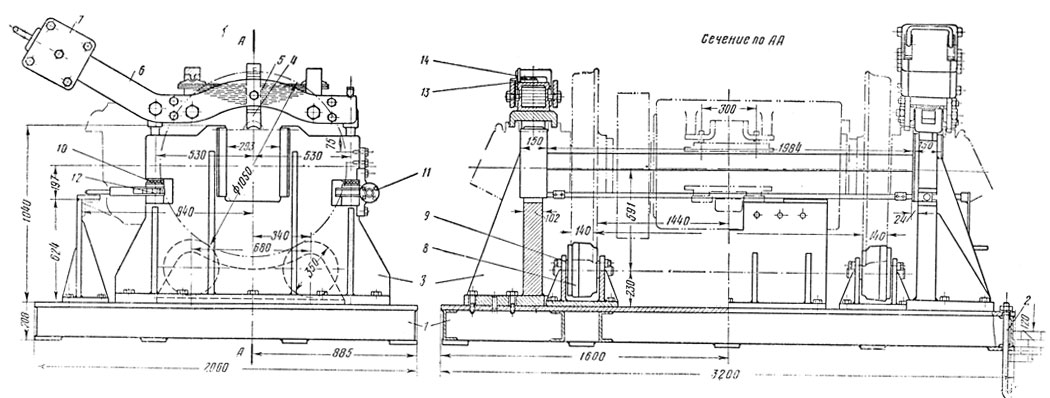
Фиг. 326. Стенд для испытания колёсной пары в сборе с тяговым электродвигателем: 1 — рама; 2 — болт; 3 — стойка для букс; 4 — стойка рессоры; 5 — рессора; 6 — коромысло; 7 — груз; 8 — ролик; 9 — стойка ролика; 10 — винтовые домкраты; 11 — привод домкратов; 12 — трещотка; 13 — угольник; 14 — указатель
Необходимое усилие на буксы колёсной пары создаётся винтовыми домкратами 10 с ручным приводом 11. Для подрегулировки имеются трещотки 12. Величину нагрузки устанавливают по градуированной шкале, нанесённой на угольник 13, и указателю 14, связанному с коромыслом.
Установка тяговых электродвигателей на тележки
При разборке и сборке тележек во время подъёмочного и заводского ремонта, а также при индивидуальной выкатке колёсной пары с тяговым электродвигателем кабели отсоединяют от клемм проводов, идущих из кузова или капота тепловоза.
Минимально необходимый угол предварительной установки тягового электродвигателя на тележку составляет около 17°; он даёт возможность снять и установить тяговый электродвигатель с пружинным амортизатором и колёсной парой.
Соединение кабелей изолируют лакотканью, тафтяной лентой и покрывают изоляционным лаком.
Кабели от книц тяговых электродвигателей при заводском ремонте заделывают в новые брезентовые рукава, концы которых заводят в отверстия остова на 30 мм, а другие концы бандажируют шпагатом на длине 20 мм. Кабели, соединяющие тяговые электродвигатели между собой, во избежание перетирания, укладывают и укрепляют колодками таким образом, чтобы они не прилегали к острым кромкам.
У окончательно смонтированных на тележке кабелей до присоединения тяговых электродвигателей проверяют сопротивление изоляции (оно должно быть не менее 1,5 мгом).
Источник
Кожух зубчатой передачи ремонт
Статьи технической тематики из периодических изданий
«Регионального Центра Инновационных Технологий»
Кожух зубчатой передачи электровоза
Кожух зубчатой передачи электровоза
Кожух зубчатой передачи — служит для защиты зубчатой передачи от попадания пыли, грязи, снега и является картером для смазки зубьев.

Рис. 1. Кожух зубчатой передачи:
1,2 — верхняя и нижняя половинка кожуха; 3 — масленка; 4, 8 — бобышка;
5 — указатель уровня масла; 6 — кронштейн; 7 — сапун.
Кожух зубчатой передачи выполнен сварным из стали толщиной 4-6 мм в виде коробки, состоящей из верхней и нижней половин. По линии разъема и по горловинам выполнены канавки, в которые закладывается войлок для уплотнения, выступающий наружу на б мм. Верхняя и нижняя половины соединены по торцам двумя болтами М30 (4 шт.) и по сторонам больших горловин тремя болтами М16 (6 шт.). Собранный кожух прикреплен к остову ТЭД двумя болтами М42х2, которые завинчивают в бобышки кожуха, а к подшипниковому щиту одним болтом М30х2, через кронштейн кожуха. На верхней половине кожуха выполнен люк с крышкой на болтиках для осмотра зубьев шестерни и зубчатого колеса без снятия кожухов зубчатой передачи. На крышке люка приварена трубка-сапун для выравнивания давления внутри кожуха с атмосферным. На нижней половине кожуха сбоку приварена масленка с крышкой для заливки масла в кожух и масломерная трубка со щупом, через которую контролируют уровень масла в кожухе. Масломерная трубка закрыта гайкой, в которую вмонтирован указатель уровня масла, имеющий риски наибольшего и наименьшего уровня.
Достоинства косозубой зубчатой передачи:
— косые зубья, расположенные под углом 24°37’12”, обеспечивают одновременное зацепление зубьев шестерни и зубчатого колеса с обеих сторон (за счет осевого сдвига якоря ТЭД с двумя шестернями в роликовых подшипниках на 6-8 мм);
— при использовании косозубого зацепления уменьшается износ зубьев на 25 % (так как увеличивается площадь зацепления зубьев. и зубья входят в зацепление плавно, без удара и с меньшим шумом, чем в прямозубой передаче).
Смазка зубчатых передач — осерненная по 3,5-4,2 кг в каждый кожух. На ТО-2 уровень смазки проверяется щупом в каждом кожухе и при необходимости добавляется через масленку.
Передаточным отношением называется отношение числа зубьев зубчатого колеса к числу зубьев шестерни. Оно показывает, во сколько раз частота вращения оси меньше частоты вращения якоря ТЭД. От величины передаточного отношения зависит сила тяги и скорость движения электровоза: чем больше эта величина, тем больше сила тяги, но меньше скорость.
Браковочные размеры зубчатой передачи:
— износ зуба по толщине допускается не более 3,5 мм, замеряется на высоте 10 мм от вершины зуба;
— боковой (аксиальный) зазор между зубьями шестерни и зубчатого колеса, находящимися в зацеплении, допускается не более 5,5 мм;
— радиальный зазор между зубьями шестерни и зубчатого колеса должен быть 2,5-5,3 мм и зависит от износа баббита у вкладышей моторно-осевых подшипников (МОП);
— свисание шестерни относительно зубчатого колеса допускается не более б мм;
— трещины в зубьях не допускаются;
— вмятины, выщербины, отколы на зубьях допускаются:
— на шестерне — не более 15 % (глубиной не более 3 мм),
— на зубчатом колесе не — более 25 % от поверхности зуба (число таких зубьев не лимитируется).
Ревизия зубчатой передачи:
— снимаются кожуха, сливается смазка кожуха промываются и осматриваются, при необходимости войлочные уплотнения в канавках кожухов заменяют;
— проверяются все браковочные размеры зубчатой передачи при оддомкраченных колесных парах.
— все зубья шестерни и колеса очищаются от смазки и осматриваются с лупой.
Техническое обслуживание (ТО), в ходе которого поддерживают работоспособность электровоза и, в особенности, контролируют ходовые части, обеспечивает безопасность движения поездов. Это требует огромных затрат, в частности, на выполнение ремонтов, не предусмотренных соответствующей технологией.
Наиболее ответственным узлом механического оборудования электровоза является тяговый привод, к которому относится и тяговая зубчатая передача (ЗП). На электровозах ВЛ-80с применяют индивидуальный тяговый привод, при котором на каждую ведущую колесную пару передается вращающий момент от соответствующего тягового двигателя. Система тяговых передач выполнена двусторонней, т.е. шестерни, передающие вращающий момент от якоря двигателя расположены на валу с двух сторон от двигателя. Равномерное распределение вращающего момента достигается тем, что якорь двигателя благодаря осевому смещению занимает такое положение, при котором обе стороны передачи работают одинаково и все вертикальные удары от колесной пары, движущейся по неровностям пути, стрелкам и т.п. жестко передаются на тяговый двигатель.
Поэтому при ТО первоочередное внимание уделяют креплению кожухов ЗП.
Рассматривая причины ослабления крепления, необходимо отметить несовершенство конструкции тягового привода и нарушения технологии его обслуживания.
На отечественных локомотивах применяют опорно-осевое подвешивание тяговых двигателей. Более чем за 50 лет своего существования привод не изменился, хотя за рубежом он уже давно не используется.
Если проанализировать отказы данного узла электровозов ВЛ80С и ЧС4Т, то очевидно преимущество привода чехословацких машин. Если на электровозах ЧС4Т при проведении ТО-2 в ПТОЛ Балезино не обнаруживают потерь болтов, то на локомотивах ВЛ80С их очень много. Эти отказы существенно угрожают безопасности движения поездов, так как возможны случаи падения болтов корпусов кожуха ЗП на стрелочные переводы.
Согласно статистического материала об отказах на ПТОЛ Балезино кожухов ЗП и их креплении на машинах ВЛ80С в ПТОЛ Балезино установлено, что наиболее часто кожуховые болты теряются зимой. Сравнив данные в различные годы эксплуатации, отметим, что наибольшее число потерь наблюдалось в начальный период, в дальнейшем частота их стабилизировалась.
Как показал анализ, теряется примерно 50 % верхних кожуховых болтов и 30%—боковых. Основная причина потерь болтов, на наш взгляд,— срезание резьбы в бобышках кожуха ЗП, особенно болтов М30 с мелкой резьбой (шаг 2).
К концу зимнего периода эксплуатации возрастает число разрушений сварных швов корпусов кожуха ЗП в месте соединения бобышки с корпусом. Частота их примерно 4—5 случаев на 100 электровозов. Поэтому зимой наиболее трудоемкий ремонт на ПТОЛ — восстановление работоспособности механического оборудования, особенно корпусов кожуха ЗП и их креплений.
Однако устранение перечисленных повреждений в цикле ТО-2 не предусмотрено. Поскольку с такими неисправностями электровозы на линию выдавать запрещено, возникла необходимость выполнить восстановительный ремонт в условиях ПТОЛ. Это вызывает сложности в проведении плановых ТО-2 из-за отсутствия дополнительных ремонтных канав и содержания ремонтного персонала.
Чтобы уточнить число постановок на ТО-2 электровозов ВЛ80С, был собран статистический материал и вычислено распределение отказов кожухов зубчатых передач в зимний период в зависимости от пробега между ТО-2. Из анализа данных следует, что наибольшая частота отказов наблюдается при пробегах электровозов 40-50 час. В конкретной ситуации, в ПТОЛ Балезино, средняя периодичность захода локомотивов на ТО-2 составляет 58-65 час. Очевидно, что она не обеспечивает необходимую надежность механического оборудования зимой.
Воспользовавшись методами математической статистики и теории вероятности при обработке статистических данных, определили законы распределения. На их основании, учитывая стоимостные показатели восстановления механического оборудования, рассчитали периодичность контроля данного оборудования в зимний период. Она составляет 36-40 час.
На основании сказанного можно сделать следующие выводы.
Чтобы повысить надежность зубчатых передач, снизить процент неисправных электровозов, в конечных пунктах оборота электровозов (в ПТОЛ, в депо) целесообразно организовать ремонтные бригады по восстановлению кожухов зубчатых передач электровозов.
Для предотвращения и само откручивания кожуховых болтов рекомендуется при их постановке использовать различные герметики, пасты. Кроме того, обязательно внедрение механических средств, например, гайковертов, для более качественной затяжки болтовых соединений, что резко сократит случаи откручивая болтов.
Решение проблемы потери болтов крепления
кожуха зубчатой передачи тягового электродвигателя
Источник