- 15. Критерии оценки эффективности ремонтного обслуживания производства
- 5. Методы оценки технического состояния оборудования
- 5.1. Общее понятие об оценке технического состояния оборудования
- В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- 5.2. Методы оценки технического состояния оборудования
- 5.3. Порядок и особенности проведения визуального осмотра оборудования
- Оценка эффективности ремонтного обслуживания производства
15. Критерии оценки эффективности ремонтного обслуживания производства
материал предоставил СИДОРОВ Александр Владимирович
Оценка эффективности ремонтного обслуживания производства выполняется на основании критериев, принятых на предприятии. Действенная система критериев позволяет осуществлять анализ не только фактической результативности имеющейся системы ТОиР, но и оперативно выявлять её недостатки, определять пути дальнейшего совершенствования и развития.
Различают технические и экономические подходы к оценке эффективности РС предприятия. Технические подходы [1] отличаются преимущественной направленностью на оценку критериев, характеризующих работоспособность оборудования, возможность его использования для реализации заданного технологического процесса. Экономические подходы [2] позволяют выполнять оценку результативности РС путём сопоставления затрат на ТОиР и потерь производства, обусловленных ТС оборудования.
В настоящее время вопрос обобщённой технико-экономической оценки эффективности ремонтного обслуживания производства, которая бы позволяла выполнять комплексный анализ результативности системы ТОиР оборудования, следует отнести к разряду проработанных недостаточно, что оставляет предприятиям простор для выработки собственных подходов к его решению. Указанное, например, предпринято в работах [3, 4].
Необходимо отдельно обратить внимание на распространённую ошибку. Для оценки эффективности системы ТОиР недопустимо использование критериев, характеризующих деятельность, осуществляемую РС (объёмы выполняемых работ: в количественных, временных, натуральных, стоимостных и прочих подобных показателях). Интенсивность выполнения ремонтных работ зачастую не свидетельствует о достижении основной цели ремонтного обслуживания производства – обеспечения работоспособности оборудования. Оценка эффективности системы должна выполняться на основании внешних, а не внутренних показателей её работы.
Только действенная методика оценки эффективности ремонтного обслуживания производства позволяет качественно выполнять анализ системы ТОиР, результативности деятельности РС, обеспечивать информационное сопровождение процесса принятия решений.
Источник
5. Методы оценки технического состояния оборудования
материал предоставил СИДОРОВ Александр Владимирович
5.1. Общее понятие об оценке технического состояния оборудования
Техническое состояние – состояние оборудования, которое характеризуется в определенный момент времени при определённых условиях внешней среды значениями параметров, установленных регламентирующей документацией [1].
Контроль технического состояния – проверка соответствия значений параметров оборудования требованиям, установленным документацией, и определение на этой основе одного из заданных видов ТС в данный момент времени.
В зависимости от необходимости проведения ТОиР различают следующие виды ТС [2]:
- хорошее – ТОиР не требуются;
- удовлетворительное – ТОиР осуществляются в соответствии с планом;
- плохое – проводятся внеочередные работы по ТОиР;
- аварийное – требуется немедленная остановка и ремонт.
С целью установления фактического ТС оборудования, выявления дефектов, неисправностей, других отклонений, которые могут привести к отказам, а также для планирования проведения и уточнения сроков и объёмов работ по ТОиР проводятся технические обследования (осмотры, освидетельствования, диагностирование). Технические обследования оборудования, эксплуатация которого регламентируется нормативными актами, проводится в порядке, установленном соответствующими нормативными актами.
Технический осмотр – мероприятие, выполняемое с целью наблюдения за ТС оборудования.
Техническое освидетельствование – наружный и внутренний осмотр оборудования, испытания, проводимые в срок и в объёмах, в соответствии с требованиями документации, в том числе нормативных актов, с целью определения его ТС и возможности дальнейшей эксплуатации.
Техническое диагностирование – комплекс операций или операция по установлению наличия дефектов и неисправностей оборудования, а также по определению причин их появления.
5.2. Методы оценки технического состояния оборудования
Различают субъективные и объективные методы оценки ТС оборудования.
Под субъективными (органолептическими) методами подразумеваются такие методы оценки ТС оборудования, при которых для сбора информации используются органы чувств человека, а также простейшие устройства и приспособления, предназначенные для увеличения чувствительности в рамках диапазонов, свойственных органам чувств человека. При этом для анализа собранной информации используется аналитико-мыслительный аппарат человека, базирующийся на полученных знаниях и имеющемся опыте. К субъективным методам оценки ТС относят визуальный осмотр, контроль температуры, анализ шумов и другие методы.
Под объективными (приборными) методами подразумеваются такие методы оценки ТС, при которых для сбора и анализа информации используются специализированные устройства и приборы, электронно-вычислительная техника, а также соответствующее программное и норма-тивное обеспечение. К объективным методам оценки ТС относятся вибрационная диагностика, методы неразрушающего контроля (магнитный, электрический, вихретоковый, радиоволновой, тепловой, оптический, радиационный, ультразвуковой, контроль проникающими веществами) и другие.
5.3. Порядок и особенности проведения визуального осмотра оборудования
Порядок проведения осмотров оборудования основывается на последовательном обследовании его элементов по кинематической цепи их нагружения, начиная от привода до исполнительного элемента. Для этого необходимо знать конструкцию оборудования, состав и взаимодействие его элементов.
Вначале проводится общий осмотр оборудования и окружающих его объектов. При общем осмотре изучается картина состояния оборудования. Общий осмотр может носить самостоятельный характер и применяется при периодических осмотрах оборудования технологическим персоналом.
Под детальным понимается тщательный осмотр конкретных элементов оборудования. Детальный осмотр в зависимости от требований соответствующих нормативных и методических документов, проводится в определённом объёме и порядке. Во всех случаях детальному осмотру должен предшествовать общий осмотр.
Общий и детальный осмотр могут проводиться при статическом и динамическом режиме оборудования. При статическом режиме элементы оборудования осматриваются в неподвижном состоянии. Осмотр оборудования при динамическом режиме проводится на рабочей нагрузке, холостом ходу и при тестовых нагружениях (испытаниях).
Осмотр оборудования при включении или остановке механизма ориентируется в основном на контроль качества затяжки резьбовых соединений, отсутствие трещин корпусных деталей, целостность соединительных элементов. В рабочем режиме дополнительно проверяются биения валов, муфт, утечки смазочного материала, отсутствие контакта подвижных и неподвижных деталей.
При осмотре могут быть применены три основных способа: концентрический, эксцентрический, фронтальный. При концентрическом способе (рисунок 5.1) осмотр ведётся по спирали от периферии элемента к его центру, под которым обычно понимается средняя условно выбранная точка. При эксцентрическом способе (рисунок 5.2) осмотр ведётся от центра элемента к его периферии (по развёртывающейся спирали). При фронтальном способе (рисунок 5.3) осмотр ведётся в виде линейного перемещения взгляда по площади элемента от одной его границы к другой.
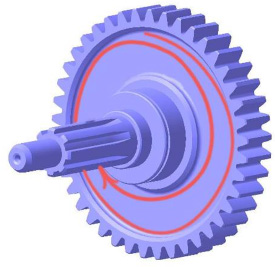
Рисунок 5.1 – Концентрический способ осмотра детали

Рисунок 5.2 – Эксцентрический способ осмотра детали
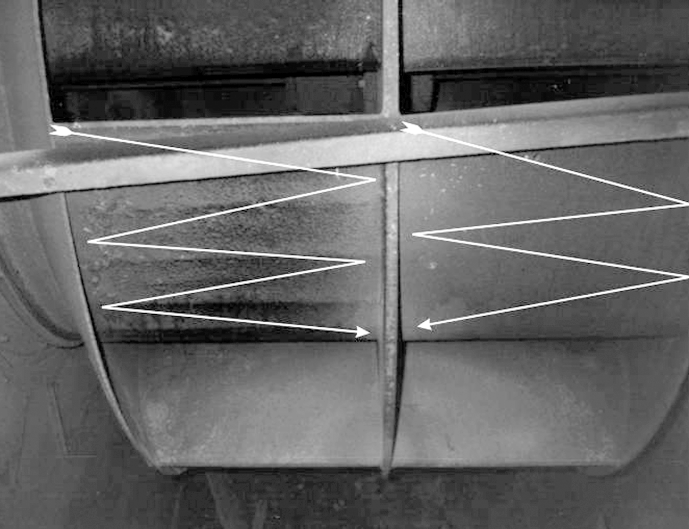
Рисунок 5.3 – Фронтальный способ осмотра детали
При выборе способа осмотра учитываются конкретные обстоятельства. Так, осмотр помещения, где установлено оборудование, рекомендуется проводить от входа концентрическим способом. Осмотр элементов круглой формы целесообразно вести от центра к периферии (эксцентрическим способом). Фронтальный осмотр лучше применять, когда осматриваемая площадь обширна и её можно разделить на полосы.
Под идентификацией дефектов и повреждений подразумевается отнесение неисправностей к определённому классу или виду (усталость, износ, деформация, фреттинг-коррозия и т.п.). Идентифицируя дефект или повреждение, зная его природу, специалист в дальнейшем может определить причины появления неисправности и степень её влияния на ТС оборудования. Идентификация выявленных дефектов и повреждений осуществляется путём сравнения их характерных признаков с известными образцами или описаниями, которые для удобства пользования могут собираться и систематизироваться в иллюстрированных каталогах (таблица 5.1).
Таблица 5.1 – Пример каталога (базы данных) описаний неисправностей, дефектов и повреждений
| Внешний вид повреждения | Описание повреждения | Причины возникновения |
|---|---|---|
 | Осповидное выкрашивание ролика подшипника |
|
 | Угловое смещение пятна контакта зубчатой передачи |
|
 | Хрупкое разрушение металла втулки зубчатой муфты |
|
Завершающая стадия заключается в дополнительном осмотре элементов оборудования для уточнения ранее полученных результатов и их регистрации в отчётных формах.
Регистрационные формы – это определённый порядок записи результатов опроса, собственно осмотра и дополняющие их графические изображения деталей и объекта в целом: рисунки, эскизы, чертежи, фотоснимки и т.п. На графических изображениях должны обозначаться точка начала осмотра и его направление, места расположения обнаруженных дефектов и повреждений.
Формализация результатов проведения осмотра осуществляется протоколом осмотра. В протоколе осмотра отражается то, что специалист имел возможным обнаружить при осмотре, в том виде, в котором обнаруженное наблюдалось. Выводы, заключения, предположения специалиста о причинах возникновения дефектов и повреждений остаются за рамками протокола и обычно оформляются отдельным актом или отчётом. Не заносятся в протокол и сообщения лиц о ранее обнаруженных отклонениях, а также произошедших до прибытия специалиста изменениях обстановки. Такие сообщения оформляются самостоятельными протоколами.
К составлению протокола осмотра надо подходить с учётом того, что он может выступать в качестве самостоятельного документа. В этих целях протокол составляется краткими фразами, дающими точное и ясное описание осматриваемых объектов. В протоколе употребляются общепринятые выражения и термины, одинаковые объекты обозначаются одним и тем же термином на протяжении всего протокола. Описание каждого объекта осмотра идёт от общего к частному (вначале даётся общая характеристика осматриваемого оборудования, его расположение на месте осмотра, а затем описывается состояние и частные признаки). Полнота описания объекта определяется предполагаемой значимостью и возможностью сохранения данных. Фиксируются все имеющиеся признаки дефектов и особенно те, которые могут быть со временем утрачены. Каждый последующий объект описывается после полного завершения описания предыдущего. Объекты, связанные между собой, описываются последовательно с тем, чтобы дать более точное представление об их взаимосвязи. Количественные величины указываются в общепринятых метрологических величинах. Не допускается употребление не-определённых величин («вблизи», «в стороне», «около», «рядом», «почти», «недалеко» и пр.). В протоколе отмечается факт обнаружения каждого из следов и предметов, в отношении каждого объекта указывается, что было с ним сделано, какие средства, приёмы, способы были применены. При описании оборудования и отдельных его элементов в протоколе приводятся ссылки на планы, схемы, чертежи, эскизы и фотографии. Каждый осматриваемый элемент оборудования должен иметь отдельную запись о результатах его осмотра. Выводы протокола должны содержать информацию о наличии и характере дефектов, а при невозможности его установления – о необходимости последующего проведения идентификации. [3]
Источник
Оценка эффективности ремонтного обслуживания производства
материал предоставил СИДОРОВ Александр Владимирович
Основной целью ремонтной службы (РС) предприятия является поддержание работоспособного состояния оборудования с обеспечением минимального уровня затрат на техническое обслуживание и ремонт (ТОиР).
Действенная методика оценки эффективности ремонтного обслуживания производства позволяет не только качественно выполнять анализ системы ТОиР, результативности деятельности РС, обеспечивать информационное сопровождение процесса принятия решений, но и оперативно выявлять имеющиеся недостатки, определять пути совершенствования и развития.
Различают технические и экономические подходы к оценке эффективности РС предприятия. Технические подходы [1] направлены на оценку показателей, характеризующих работоспособность оборудования. Экономические подходы [2] ориентированы на сопоставление затрат на ТОиР и потерь производства, обусловленных состоянием оборудования.
В настоящее время вопрос обобщённой технико-экономической оценки эффективности ремонтного обслуживания производства, которая бы позволяла выполнять комплексный анализ результативности системы ТОиР оборудования, следует отнести к разряду проработанных недостаточно.
В связи с этим предложен подход к комплексной технико-экономической оценке эффективности ремонтного обслуживания производства, объединяющий и совершенствующий существующие методики [1, 2, 3, 4].
Комплексная технико-экономическая оценка эффективности системы ТОиР включает рассмотрение и сопоставление прямых и косвенных затрат (издержек), обусловленных ремонтным обслуживанием производства и состоянием оборудования.
Прямые затраты на ТОиР оборудования, в том числе на содержание РС, (ПЗ) являются возрастающей функцией интенсивности (объёма) ТОиР оборудования.
Издержки, обусловленные потерями производства, (ПП) являются суммой двух функций:
- потерь производства от простоя оборудования по причине выполнения плановых ТОиР, которые являются возрастающей функцией интенсивности (объёма) ТОиР оборудования;
- потерь производства от простоя оборудования по причине выполнения неплановых ремонтов (устранения аварийных отказов), которые являются убывающей функции интенсивности (объёма) ТОиР оборудования. Сюда же включаются потери производства, обусловленные снижением производительности оборудования и качества выпускаемой продукции (брак).
Кривая суммарных издержек имеет минимум (рисунок 1) – оптимум РС. Поиск оптимума РС является математической постановкой задачи формирования эффективной системы ТОиР оборудования.
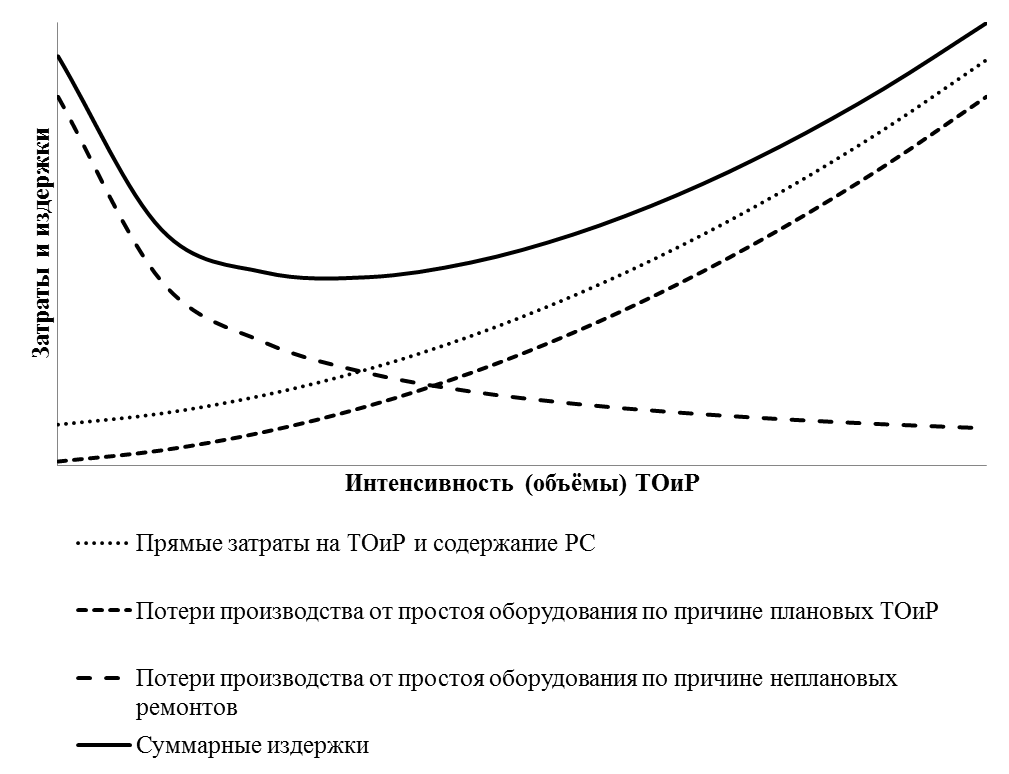
Рисунок 1 – Характерное поведение кривых затрат и издержек на ТОиР
В качестве технического показателя, характеризующего обеспечение работоспособности оборудования, используется расширенный показатель общей эффективности оборудования (Overall Equipment Effectiveness, OEE).
Факторы ОЕЕ включают в себя три критерия эффективности:
- доступность (Availability, A);
- производительность (Performance, P);
- качество (Quality, Q).
OEE-анализ отталкивается от общего времени работы предприятия (Plant Operating Time, POT) и исследует его потери по трём основным категориям:
- потери на остановки (Down Time Loss, DTL);
- потери в скорости (производительности) (Speed Loss, SL);
- потери в качестве (Quality Loss, QL).
Критерий доступности анализирует потери на остановки (DTL), включающие в себя любые плановые и неплановые простои. Рабочее время, оставшееся после учёта простоев, называется операционным временем (Operating Time, OT):
Расчёт критерия доступности:
Критерий производительности учитывает потери в скорости (SL), которые включают факторы, вызывающие снижение производительности оборудования. Расчёт критерия производительности:
P = ICT / (OT / TP) = (TP / OT) / IRR,
где ICT – идеальное время цикла (Ideal Cycle Time) – теоретическое минимальное время, необходимое для выпуска единицы продукции; IRR – идеальная норма производства (Ideal Run Rate) – теоретически максимальное количество продукции, производимое в единицу времени (величина, обратная ICT); TP – выпуск продукции (Total Pieces) – фактическое количество единиц продукции, выпущенное за операционное время OT.
Критерий качества учитывает потери в качестве (QL), которые включают в себя производство продукции, несоответствующей стандартам. Расчёт критерия качества:
где GP – выпуск годной продукции (Good Pieces) – фактическое количество единиц годной продукции, выпущенное за операционное время OT.
Расчёт OEE осуществляется следующим образом:
В качестве экономического показателя, характеризующего выполнение предприятием производственных задач, используется суммарная стоимость произведенной продукции (ССПП), изготавливаемой предприятием для продажи.
ССПП может быть выражена через ОЕЕ следующим образом:
ССПП = ∑ (ОЕЕ × РОТ × IRR × PRICE),
где PRICE – цена единицы продукции, изготавливаемой предприятием для продажи.
ПП = ∑ ([1 – ОЕЕ] × РОТ × IRR × PRICE).
Для комплексной технико-экономической оценки эффективности ремонтного обслуживания производства предлагается использовать показатель относительных издержек на ТОиР (ОИТОиР), экономический смысл которого заключается в установлении доли издержек на ТОиР оборудования на единицу стоимости продукции, изготавливаемой предприятием для продажи:
ОИТОиР = (ПЗ + ПП) / ССПП = ПЗ / ССПП + ∑ ([1 – ОЕЕ] / ОЕЕ).
При этом первое слагаемое в формуле учитывает прямые затраты на выполнение работ по ТОиР и содержание РС, а второе – характеризует издержки, обусловленные потерями производства (времени, производительности, качества). Минимизация ОИТОиР формулирует направление совершенствования системы ТОиР и свидетельствует о повышении эффективности ремонтного обслуживания производства.
Источник