- Модернизация и ремонт круглошлифовальных станков
- Как проводится модернизация круглошлифовальных станков
- Что входит в ремонт круглошлифовальных станков
- Технология ремонта круглошлифовальных станков
- Стоимость ремонта шлифовальных станков
- Нужна помощь?
- Последние статьи
- Цены на капитальный ремонт шлифовальных станков:
- капитальный ремонт и модернизация шлифовальных станков
- Комплекс работ по восстановлению суппортной группы токарно-винторезных станков
- универсальные токарно-винторезные станки
- перечень работ
- токарно-винторезные станки с чпу
- перечень работ
Модернизация и ремонт круглошлифовальных станков
Рабочий ресурс обрабатывающего оборудования, которое участвует в производственном процессе и подвергается переменным нагрузкам в непостоянном режиме, в процессе многолетней эксплуатации, как правило, исчерпывается. Помогает сохранить агрегаты в рабочем состоянии своевременное техническое обслуживание и ремонт станков . Для увеличения производительности устаревшего обрабатывающего оборудования проводятся мероприятия по модернизации и восстановлению установок, например, круглошлифовальных станков. Эти агрегаты широко применяются для обработки методом шлифования наружных поверхностей деталей. С помощью абразивных шлифовальных кругов проводится обдирочная и чистовая обработка на цилиндрических, конических и прямых заготовках.
Как проводится модернизация круглошлифовальных станков
Восстановление и модернизация круглошлифовальных станков – эффективная инженерно-техническая манипуляция. У крупногабаритного оборудования особенно ценится высокая металлоёмкость, которая может служить базой для установки новых конструкций, механизмов и электронных узлов. Модернизации также подвергаются станки, выпуск которых ограничен, а покупка нового агрегата экономически нецелесообразна из-за высокой стоимости.
Модернизация круглошлифовальных станков включает замену:
- всех элементов и блоков, которые усложняют технологический процесс обработки, обслуживание и эксплуатацию установки;
- устаревшей системы числового программного управления на более усовершенствованный блок ЧПУ;
- сервоприводов.
Производительность круглошлифовальных станков увеличивается за счёт установки новых балансиров, которые улучшают подводку абразивов к заготовке, совершенствуют точность обработки деталей. Реформенным изменениям также подвергается шлифовальная бабка станка – её автоматизация дает возможность ускорить перемещение детали. С этой же целью на круглошлифовальных станках используется электрическая модификация ступенчато-шкивного привода с кнопочным стартером, а также механизм для компенсации износа абразивного круга.
Что входит в ремонт круглошлифовальных станков
Ремонт станков, в том числе и круглошлифовальных, проводится в случае полного износа деталей оборудования. Ремонтные работы нацелены на восстановление рабочего состояния агрегата без потери производительности и качества обработки заготовок. К капитальному ремонту круглошлифовальных станков относятся следующие операции:
Ремонт направляющих станины, каретки и поворотного стола – восстанавливается геометрия установки, устраняется извёрнутость и регулируется прямолинейность.
Настройка передних и задних шлифовальных бабок – выравнивается положение шпинделя в подшипниках, а также подбирается высота осей перемещения.
Починка шлифовальной бабки – устраняются биение, перекосы, люфты.
Ремонт гидросистемы – проверяется надёжность трубных соединений и запорной арматуры, проводится гидронасосов и всей запорной арматуры, меняются фильтры, промывается гидробак.
Модернизация и ремонт круглошлифовальных станков повышает потенциал техники. Это позволяет использовать обрабатывающее оборудование с максимальной отдачей, расширяя при этом его функциональные возможности. Также модернизация направлена на повышение экономической эффективности производства за счёт сокращения расходов на обслуживание станков.
Источник
Технология ремонта круглошлифовальных станков
Ремонт направляющих станины
Приведенный в настоящей главе технологический процесс капитального ремонта является типовым для различных моделей кругло-шлифовальных станков и рассчитан для ремонтных баз (цехов) средних и крупных машиностроительных заводов. По этой технологии могут ремонтироваться круглошлифовальные станки моделей 3151, 3160А, 3161, 3164 и др. В технологическом процессе дано несколько вариантов ремонта отдельных сборочных единиц упрощенными методами в зависимости от специфических условий и состояния ремонтной базы. Эти варианты ремонта позволяют технически слабо оснащенным ремонтным базам (цехам) производить высококачественный ремонт оборудования.
К шлифовальным станкам, выполняющим финишные операции, предъявляются высокие требования. Точность обработки изделий на этих станках в основном зависит от состояния направляющих станины, кареток, передних и задних бабок, а также точности расположения осей шпинделей и состояния их подшипниковых опор. Поэтому ремонт таких станков имеет определенную специфику.
Одной из основных баз при ремонте круглошлифовальных станков являются направляющие станины. Неточность ремонта этих направляющих приводит к неправильному положению и взаимодействию основных сборочных единиц станка, что в некоторых случаях не может быть исправлено даже путем дополнительных пригонок по месту.
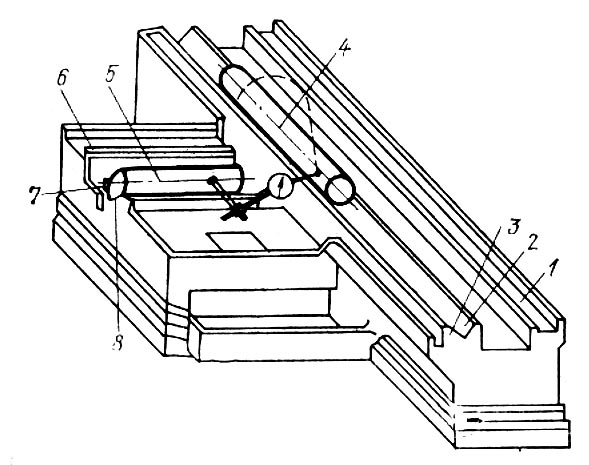
Рис. 6.1. Станина круглошлифовального станка
ри ремонте станины необходимо восстановить прямолинейность всех направляющих, при этом устраняют извернутость поверхностей 1—3 и 6—8 (рис. 6.1). Поверхности 2, 3 и 7, 8 призматических направляющих должны быть взаимно перпендикулярны, что также необходимо восстановить. Поверхности 1—3 изнашиваются значительно больше поверхностей 6—3, поэтому первые ремонтируют финишным строганием, шлифованием или шабрением, а вторые, как правило — шабрением (табл. 6.1). Порядок ремонта станины шлифованием направляющих на продольно-шлифовальном станке следующий.
1. Устанавливают станину на столе продольно-шлифовального станка, выверяя ее на параллельность направляющих продольному перемещению колонны шлифовального станка по станине. По индикатору, закрепленному на корпусе шлифовальной бабки, при движении колонны проверяют параллельность поверхностей 1 и 3. Перемещением шлифовальной бабки по траверсе проверяют параллельность поверхностей 6—8 направлению движения бабки. Точность установки станины по индикатору 0,02 мм на длине направляющих.
2. Шлифуют последовательно поверхности 1—3, добиваясь параметра шероховатости поверхностей Ra = 1,250,63 мкм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Проверку прямолинейности и извернутости осуществляют приспособлением (см. рис. 2.7).
3. Шлифуют поочередно поверхности 6—8 (рис. 6.1). Технические условия и способы проверки см. табл. 6.1 (операция 3).
Типовой технологический процесс ремонта направляющих станины шабрением
Номер и содержание
1. Установить станину на фундаменте или на стенде и выверить правильность установки
Отклонение от горизонтальности направляющих в продольном и поперечном направлениях на длине 1000 мм — 0,04 мм, извернутость — 0,02 мм
Каретка стола, уровень (ГОСТ 9392—82), приспособление (см. рис. 2.6)
Установить уровень на направляющую 1 (рис. 6.1) станины вдоль поверхности, затем — на перпендикулярно находящуюся поверхность 6, располагая его вдоль этой направляющей. Извернутость проверить приспособлением (см. рис. 2.6)
Шабрить поверхности 1—3 (рис. 6.1) по поверочной линейке
Количество отпечатков каретки не менее 10—15 на площади 2525 мм. Допуск прямолинейности направляющих 0,02 мм на длине 1000 мм. Извернутость 0,02 мм на 1000 мм
Поверочная линейка (ГОСТ 8026—82), приспособление (см. рис. 2.6)
Линейкой на краску. Прямолинейность и извернутость проверять приспособлением (см. рис. 2.6)
Шабрить поверхность 6—8 и выверить на перпендикулярность направляющим для каретки
Допуск прямолинейности и перпендикулярности поверхностей 6—8 к поверхностям 1—3 — 0,02 мм на длине 1000 мм. Остальное — как в операции 2
То же и подставка для контрольного угольника (см. рис. 2.12), стойка с индикатором (ГОСТ 5584—82)
Линейкой на краску (см. рис. 2.12), установить на продольных направляющих, а приспособление (см. рис. 2.6) — на поперечных направляющих станины. Стойку с индикатором закрепить на приспособлении и подвести измерительный штифт к свободной грани угольника. Перемещая приспособление по поперечным направляющим, считывать показания стрелки индикатора. Проверять контрольными оправками 4 и 5
Источник
Стоимость ремонта шлифовальных станков
Нужна помощь?
Наши специалисты перезвонят Вам и проконсультируют по вопросам ремонта, тех. обслуживания или покупки станка.
Последние статьи
Цены на капитальный ремонт шлифовальных станков:
Внутришлифовальные станки
| № | Модель станка | Срок ремонта станка, рабочих дней | Стоимость ремонта станка, руб.с НДС | |
| 1. | Внутришлифовальный | 3М225В | 90 | 950 000 |
| 2. | Внутришлифовальный | 3К227В | 90 | 950 000 |
| 3. | Внутришлифовальный | 3М227В | 90 | 970 000 |
| 4. | Внутришлифовальный | 3К228А | 90 | 1 150 000 |
| 5. | Внутришлифовальный | 3К229А | 90 | 1 300 000 |
Плоскошлифовальные станки
| № | Модель станка | Срок ремонта станка, рабочих дней | Стоимость ремонта станка, руб | |
| 1. | Плоскошлифовальный | 3Е711В | 80 | 1 100 000 |
| 2. | Плоскошлифовальный | 3Л722А | 85 | 1 400 000* |
| 3. | Плоскошлифовальный | 3Л722В70 | 85 | 1 400 000 |
| 4. | Плоскошлифовальный | 3Д725 | 90 | 2 100 000 |
*Проводим полную модернизацию Плоскошлифовальных станков.
Круглошлифовальные станки
| № | Модель станка | Срок ремонта станка, рабочих дней | Стоимость ремонта станка, руб с НДС | |
| 1. | Круглошлифовальный | 3У12А | 95 | 1 050 000 |
| 2. | Круглошлифовальный | 3К12В | 95 | 1 050 000 |
| 3. | Круглошлифовальный | 3У131В | 95 | 1 300 000 |
| 4. | Круглошлифовальный | 3У132В | 95 | 1 400 000 |
| 5. | Круглошлифовальный | 3У133В | 95 | 1 400 000 |
| 6. | Круглошлифовальный | 3У142В | 95 | 1 450 000 |
| 7. | Круглошлифовальный | 3У144В | 95 | 1 600 000 |
| 8. | Круглошлифовальный | 3М152 | 95 | 1 400 000 |
| 9. | Круглошлифовальный | 3М162 | 95 | 1 400 000 |
| 10. | Круглошлифовальный | 3М173 | 95 | 2 200 000 |
| 11. | Круглошлифовальный | 3М174 | 95 | 2 500 000 |
Круглошлифовальный станок 3М175 ремонтируем по договоренности (зависит от загрузки цеха).
Бесцентровошлифовальные станки
| № | Модель станка | Срок ремонта станка, рабочих дней | Стоимость ремонта станка, руб с НДС |
| 1 | Бесцентрошлифовальный 3Е180В | 110 | 1 480 000 |
| 2 | Бесцентрошлифовальный 3Е182В | 125 | 1 630 000 |
| 3 | Бесцентрошлифовальный 3Е183В | 125 | 1 760 000 |
| 4 | Бесцентрошлифовальный 3Е184В | 125 | 1 850 000 |
Все цены на ремонт указаны при условии 100% комплектности станка. Гарантия 12 месяцев.
При наличии дефектов корпусных деталей, дорогостоящих деталей, не поддающихся восстановлению или некомплектности станка стоимость и срок ремонта увеличиваются на стоимость и срок поставки запасных частей.
Дополнительные услуги:
- Демонтаж тяжелых станков;
- Возможен обмен нашего оборудования после ремонта на Ваши станки.
Источник
капитальный ремонт и модернизация шлифовальных станков
Ремонт суппортной группы станка при минимальных вложениях позволит обеспечить точностные параметры металлообрабатывающего оборудования согласно свидетельству о приемке.
Восстановление геометрии суппортной группы занимает около 3 месяцев.
Капитальный ремонт выполняется примерно 6 месяцев.
Комплекс работ по восстановлению
суппортной группы токарно-винторезных станков
универсальные токарно-винторезные станки

2. Каретка (нижние салазки/суппорт)
3. Поперечные салазки (средняя каретка/суппорт)
4. Резцовая каретка (верхняя каретка/суппорт)
6. Винт поперечной подачи со штурвалом
7. Винт резцовой каретки
перечень работ
01. предварительная шлифовка → 02. закалка → 03. финишная шлифовка. финишная шлифовка
01. шлифовка → 02. наклейка антифрикционного материала ZX (пр-во Германия) → 03. пришабривание к направляющим станка → 04. шлифовка прижимных планок → 05. шлифовка верхних направляющих
01. пришабривание нижних направляющих → 02. ремонт клина с наклейкой антифрикционного материала ZX (пр-во Германия) → 03. пришабривание клина → 04. ремонт «родного» винта/установка нового винта с гайкой → 05. ремонт лимба → 06. установка нового штурвала
01. пришабривание нижних направляющих → 02. пришабривание клина → 03. ремонт «родного» винта/установка нового винта с гайкой → 04. ремонт лимба → 05. установка нового штурвала
01. ремонт и изготовление нового пальца и гнезд → 02. расточка поверхности в размер под втулку верхнего суппорта → 03. подгонка
01. шпаклевка → 02. покраска грунтовкой → 03. подгонка → 04. проверка на точность → 05. сдача геометрии ОТК → 06. сдача геометрии Заказчику
токарно-винторезные станки с чпу

2. Каретка (нижние салазки/суппорт)
3. Поперечные салазки (средняя каретка/суппорт)
4. Продольная ШВП
5. Поперечная ШВП
перечень работ
01. предварительная шлифовка → 02. закалка → 03. финишная шлифовка. финишная шлифовка
01. шлифовка → 02. наклейка антифрикционного материала ZX (пр-во Германия) → 03. пришабривание к направляющим станка → 04. установка новой ШВП и опорных подшипников → 05. подгонка суппорта к ШВП → 06. шлифовка прижимных планок → 07. шлифовка верхних направляющих
01. пришабривание нижних направляющих → 02. ремонт клина с наклейкой антифрикционного материала ZX (пр-во Германия) → 03. пришабривание клина → 04. установка новой ШВП и опорных подшипников → 05. подгонка суппорта к ШВП
01. шпаклевка → 02. покраска грунтовкой → 03. сборка → 04. подгонка → 05. проверка на точность → 06. сдача геометрии ОТК → 07. сдача геометрии Заказчику
Источник