- курсовая работа Технология ремонта сверлильно-расточного станка
- Техническая характеристика сверлильно-расточного станка, его назначение и области применения. Описание технологического процесса разборки станины; дефектация ее деталей. Изготовление новой детали взамен изношенной. Процедура принятия станка после ремонта.
- Подобные документы
- Технология ремонта сверлильно-расточного станка
- Техническая характеристика сверлильно-расточного станка, его назначение и области применения. Описание технологического процесса разборки станины; дефектация ее деталей. Изготовление новой детали взамен изношенной. Процедура принятия станка после ремонта.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Курсовая работа: Проектирование вертикально-сверлильного станка
- Введение
- 1. Литературный обзор
- 2. Определение основных технических характеристик станка
- 3. Синтез и описание кинематической структуры станка
- Рис. 2 Структурная схема вертикально-сверлильного станка.
- Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит: жёсткость конструкции; тепловой баланс и температурная деформация; универсальность станка и его переналаживаемость; металлоёмкость; трудоёмкость изготовления, сборки; ремонтопригодность.
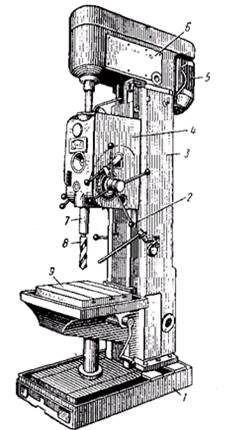
- Рассмотрим три варианта компоновки вертикально-сверлильного станка и выберем один:
- Структурная формула данной компоновки: 0ZCv
- Достоинства: жесткая конструкция станины.
- Недостаток: ограниченные габариты обрабатываемой детали, трудность в сборки, при износе стола, куда устанавливается деталь, нету возможности замены его, при малых габаритах обрабатываемой детали уменьшается жесткость шпинделя, т.к. увеличивается величина вылета.
- Достоинства: можно производить демонтаж стола, увеличиваются габариты обрабатываемой детали, возможность обеспечение жесткости шпинделя, за счёт подвода обрабатываемой детали к шпинделю.
- Недостаток: уменьшается жёсткость из-за стола, а следовательно уменьшается точность позиционирования.
- Структурная формула данной компоновки: Z0ZZCv
- Достоинства: можно производить демонтаж стола, простота сборки станка, т.к. коробку скоростей и подач можно собрать отдельно от станины, увеличиваются габариты обрабатываемой детали.
- Недостаток: уменьшается жёсткость не только из-за стола, но и из-за возможности перемещать шпиндельный узел, а следовательно уменьшается точность обработки.
- 1 – деталь; 2 – станина станка; 3 — коробка скоростей и подач; 4 – шпиндель; 5 – стол.
- Из рассмотренных вариантов выбираем второй, так как он самый оптимальный по жёсткости и точности.
- 5. Проектирование и описание кинематической схемы станка
- 5.1 Проектирование кинематики привода главного движения
- Рис. 5 Кинематическая схема привода.
- 5.2 Проектирование кинематики привода подач
- Рис.7 График чисел подач.
- 6. Динамические, прочностные и другие необходимые расчёты проектируемых узлов
- 7. Описание конструкции спроектированных узлов
- 8. Описание системы смазки спроектированных узлов
- 9. Описание системы управления станком
- Заключение
- Список использованной литературы
курсовая работа Технология ремонта сверлильно-расточного станка
Техническая характеристика сверлильно-расточного станка, его назначение и области применения. Описание технологического процесса разборки станины; дефектация ее деталей. Изготовление новой детали взамен изношенной. Процедура принятия станка после ремонта.
Нажав на кнопку «Скачать архив», вы скачаете нужный вам файл совершенно бесплатно.
Перед скачиванием данного файла вспомните о тех хороших рефератах, контрольных, курсовых, дипломных работах, статьях и других документах, которые лежат невостребованными в вашем компьютере. Это ваш труд, он должен участвовать в развитии общества и приносить пользу людям. Найдите эти работы и отправьте в базу знаний.
Мы и все студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будем вам очень благодарны.
Чтобы скачать архив с документом, в поле, расположенное ниже, впишите пятизначное число и нажмите кнопку «Скачать архив»
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 20.01.2011 |
| Размер файла | 319,4 K |

Подобные документы
Расчет привода подачи сверлильно-фрезерно-расточного станка 2204ВМФ4 с передачей «винт-гайка» для фрезерования канавки. Определение его технических характеристик и качественных показателей. Разработка карты обработки. Построение нагрузочных диаграмм.
курсовая работа [523,8 K], добавлен 18.01.2015
Описание гидравлической схемы и расчетный проект гидропривода многоцелевого сверлильно-фрезерно-расточного станка с ЧПУ. Выбор элементов гидропривода: рабочая жидкость и давление. Подбор гидромотора, трубопроводов и гидроаппаратуры. КПД гидропривода.
курсовая работа [254,4 K], добавлен 08.02.2011
Назначение и устройство ходового винта. Техническая характеристика станка, его разборка. Материальная и организационная подготовка к ремонту, предварительная дефектация. Разработка технологического процесса восстановления и изготовления ходового винта.
дипломная работа [90,2 K], добавлен 23.09.2014
Модернизация горизонтально-расточного станка модели 2А622 (снижение трудоемкости, повышение производительности). Проект новой шпиндельной бабки; новой стойки, повышающей жесткость станка; нового шпиндельного узла. Измененение кинематики коробки скоростей.
дипломная работа [3,5 M], добавлен 07.07.2009
Технические характеристики станка-аналога. Определение предельных диаметров сверла и рациональных режимов резания. Выбор материала и термообработки. Геометрический и силовой расчёт привода. Расчёт валов коробки скоростей. Зажимное устройство и его расчет.
дипломная работа [3,1 M], добавлен 29.12.2013
Характеристика токарно-винторезного станка 1М63Н, принцип работы. Его подготовка к ремонту, процесс разборки коробки подач, проведение дефектации оборудования. Разработка технологических процессов ремонта детали, изготовления заготовки и сборки узла.
курсовая работа [3,7 M], добавлен 26.03.2010
Устройство и принцип работы токарно-револьверного станка 1В340Ф30. Разработка графика ремонта, технологических процессов разборки механизмов станка и ремонта его деталей, сборки оборудования. Расчет материальных затрат на капитальный ремонт оборудования.
дипломная работа [1,5 M], добавлен 26.03.2010
Источник
Технология ремонта сверлильно-расточного станка
Техническая характеристика сверлильно-расточного станка, его назначение и области применения. Описание технологического процесса разборки станины; дефектация ее деталей. Изготовление новой детали взамен изношенной. Процедура принятия станка после ремонта.
| Рубрика | Производство и технологии |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 20.01.2011 |
| Размер файла | 319,4 K |
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Главная задача машиностроения — обеспечение значительного подъема материального и культурного уровня жизни народа. Решение этой задачи невозможно без обеспечения высоких темпов роста общественного производства, повышение его эффективности, производительности труда всех отраслей народного хозяйства.
Производительность труда в машиностроении находятся в прямой зависимости от технического состояния рабочих машин и механизмов, их бесперебойной работы и точности. Поэтому для достижения высоких темпов роста совершенствованию организации ремонта промышленного оборудования, внедрению в ремонтную практику прогрессивной технологии выполнения ремонтных работ.
Современное технологическое оборудование представляет собой сложный комплекс механизмов и аппаратов. В промышленности появляется все больше поточных и автоматических линий, для успешного функционирования которых необходима безотказная работа каждого входящего в них агрегата.
Основной причиной снижения производительности промышленного оборудования и ухудшение качества выпускаемой продукции является неизбежный износ деталей. Чтобы восстановить оборудование, его ремонтируют. Для выполнения ремонтных работ слесарь-ремонтник должен знать не только назначение и принцип действия современного промышленного оборудования, но и изучать новейшие конструкции оборудования, приспособлений и инструментов, применяемых на передовых промышленных предприятиях, осваивать прогрессивные методы выполнения ремонтных работ, проверять и испытывать различное оборудование после ремонта, а также налаживать и контролировать его, применяя новейшие инструменты и приспособления, рационально организуя работу.
Роль механиков, обслуживающих современное оборудование, исключительно ответственна, требует хорошего оборудования и умения квалифицированно выполнять профилактический ремонт. Чтобы отвечать этим высоким требованиям, техник-механик должен усвоить основы технологии ремонта, получить хорошую общетехническую подготовку и иметь достаточные общие технические знания.
Главные задачи работников ремонтной службы предприятий — обеспечение бесперебойной работы и хорошего технического состояния оборудования. Обязанностью механика является наблюдение за строгим выполнением правил технической эксплуатации. Ремонт должен выполняться на основе прогрессивной технологии с применением оснастки, повышающей производительность труда и обеспечивающей высокое качество ремонта.
Важной задачей ремонтников является совершенствование таких машин в процессе ремонта с приближением их характеристик к данным современных машин того же назначения. Кроме ремонта оборудования технику механику по ремонту приходится осуществлять монтаж оборудования, изготовлять нестандартное оборудование, средства автоматизации и механизации. Таким образом, механик и ремонтники цехов машиностроительных заводов в своей практической работе решают широкий круг вопросов, что определяет необходимость разносторонней и широкой их технической подготовки.
На предприятиях нашей страны все ремонтные работы выполняют в соответствии с планом по системе планово-предупредительных ремонтов (ППР).
1.1 Назначение и техническая характеристика и область применения станка подлежащего ремонту
Станок специальный сверлильно-расточной, модели РТ 40102. Станок РТ 40102 предназначен для сверления и расточки отверстий в деталях, наружный диаметр которых 100 ч 400 с длинной от 600 ч 3000 мм. Наружный диаметр обрабатываемого изделия, зажимаемый в патроне бабки изделия от 100 до 450 мм.
Источник
Курсовая работа: Проектирование вертикально-сверлильного станка
| Название: Проектирование вертикально-сверлильного станка Раздел: Промышленность, производство Тип: курсовая работа Добавлен 00:53:39 01 июня 2011 Похожие работы Просмотров: 13695 Комментариев: 17 Оценило: 9 человек Средний балл: 4.8 Оценка: 5 Скачать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Параметры | 2А150 | 2Г175 | 2Н175М |
| Наибольший условный диаметр сверления в стали | 50 | 75 | 75 |
| Рабочая поверхность стола | 500х560 | 560х630 | 710х1250 |
| Наибольшее расстояние от торца шпинделя до рабочей поверхности стола | 800 | 850 | 828 |
| Вылет шпинделя | 350 | 400 | 200-760 |
| Наибольший ход шпинделя | 300 | — | — |
| Наибольшее вертикальное перемещение | |||
| сверлильной (револьверной) головки | 250 | 710 | 500 |
| стола | 360 | — | — |
| Конус Морзе отверстия шпинделя | 5 | 6 | 1,2 или 3 |
| Число скоростей шпинделя | 12 | 12 | 12 |
| Частота вращения шпинделя об/мин | 22-1000 | 18-800 | 22-1000 |
| Число подач шпинделя (револьверной головки) | 12 | 33 | 12 |
| Подача шпинделя (револьверной головки), мм/об | 0,05-2,25 | 0,018-4,5 | 0,05-2,24 |
| Мощность электродвигателя в кВт | 7,0 | 11 | 11 |
| Габаритные размеры: | |||
| длина | 1355 | 1420 | 1500 |
| ширина | 890 | 1920 | 1800 |
| высота | 2930 | 3385 | 3650 |
| Масса, кг. | 1870 | 4250 | 5000 |
В качестве станка-прототипа выбираю вертикально-сверлильный станок 2А150 исходя из анализа его кинематики и технических характеристик.
2. Определение основных технических характеристик станка
1. Выбираем режущий инструмент
Спиральное сверло Dmax =18 мм и Dmin =3 мм. Материал режущей части быстрорежущая сталь Р6М5.
2. Назначаем режим резания
2.1 Назначаем подачи
2.2 Стойкость инструмента
2.3 Определяем допустимую скорость резания

где 



Общий поправочный коэффициент на скорость резания, учитывающий фактические условия резания,

где
— поправочный коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания;
 — поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания
— поправочный коэффициент, учитывающий влияние инструментального материала на скорость резания
 — коэффициент, учитывающий глубину
— коэффициент, учитывающий глубину
3. Синтез и описание кинематической структуры станка
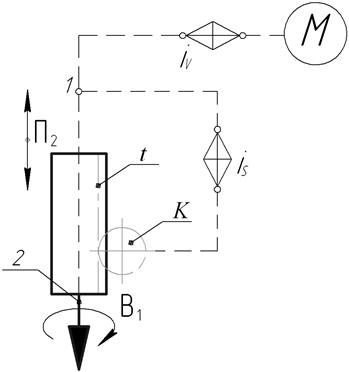
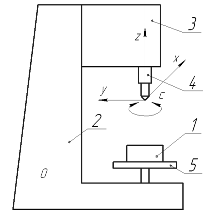
Рис. 2 Структурная схема вертикально-сверлильного станка.
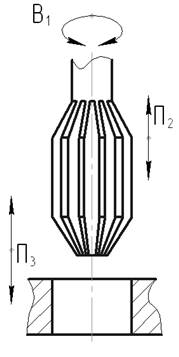
Основным формообразующими движениями при сверлильных операциях являются: главное – вращательное движение В1 и движение подачи П2 шпинделя станка. Кинематические цепи, осуществляющие эти движения, имеют самостоятельные органы настройки iv и is ,посредством которых устанавливается необходимая скорость вращения инструмента и его подача.
Вращение шпинделя осуществляется по цепи: от электродвигателя М по коробки скоростей iv , которая обеспечивает 12 частот вращения, передаётся на шпиндель 2. (М- iv -2)
Подача осуществляется по цепи: от электродвигателя М через коробку скоростей iv , через коробку подач is , которая обеспечивает 9 подач, вращение сообщается реечному колесу К, которое передаёт вращение на пиноль шпинделя с рейкой t. (М- iv -1- is -К-t)
Компоновка станка в значительной степени влияет на технико-экономические показатели. От компоновки зависит: жёсткость конструкции; тепловой баланс и температурная деформация; универсальность станка и его переналаживаемость; металлоёмкость; трудоёмкость изготовления, сборки; ремонтопригодность.
Рассмотрим три варианта компоновки вертикально-сверлильного станка и выберем один:
Структурная формула данной компоновки: 0ZCv
Достоинства: жесткая конструкция станины.
Недостаток: ограниченные габариты обрабатываемой детали, трудность в сборки, при износе стола, куда устанавливается деталь, нету возможности замены его, при малых габаритах обрабатываемой детали уменьшается жесткость шпинделя, т.к. увеличивается величина вылета.
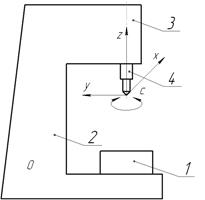
Структурная формула данной компоновки: Z0ZCv
Достоинства: можно производить демонтаж стола, увеличиваются габариты обрабатываемой детали, возможность обеспечение жесткости шпинделя, за счёт подвода обрабатываемой детали к шпинделю.
Недостаток: уменьшается жёсткость из-за стола, а следовательно уменьшается точность позиционирования.
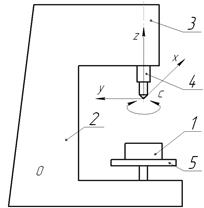
Структурная формула данной компоновки: Z0ZZCv
Достоинства: можно производить демонтаж стола, простота сборки станка, т.к. коробку скоростей и подач можно собрать отдельно от станины, увеличиваются габариты обрабатываемой детали.
Недостаток: уменьшается жёсткость не только из-за стола, но и из-за возможности перемещать шпиндельный узел, а следовательно уменьшается точность обработки.
1 – деталь; 2 – станина станка; 3 — коробка скоростей и подач; 4 – шпиндель; 5 – стол.
Из рассмотренных вариантов выбираем второй, так как он самый оптимальный по жёсткости и точности.
5. Проектирование и описание кинематической схемы станка
5.1 Проектирование кинематики привода главного движения
Определяем предельный частоты вращения:
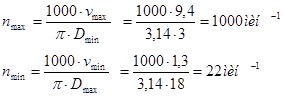
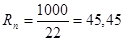
Диапазон регулирования Rn частот вращения исполнительного органа

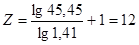
Определяем число ступеней коробки скоростей, при j=1,41:

Проверяем возможность осуществления простой мощности станка:

Для прямозубых колес С=8
Значит структура простая. Из множества возможных вариантов порядка расположения и переключения групповых передач выбираем вариант при котором вес и габариты проектируемого привода минимальны.

Проверяем осуществимость принятого варианта структуры привода по диапазону регулирования группы по условию

 — принятый вариант осуществим.
— принятый вариант осуществим.
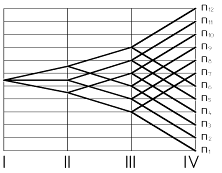
Рис. 3 Структурная сетка.

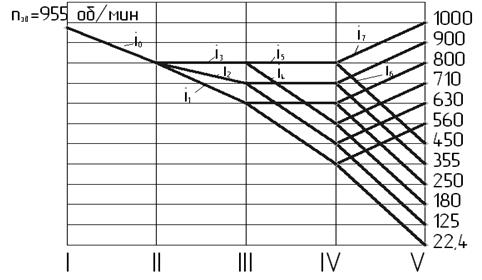
Рис. 4 График частот вращения.
Передаточные отношения принимаем:






Исходя из этого, рассчитываем числа зубьев колёс:
Наименьшее общее кратное равно 12, т.к. Zmin =18.
Наименьшее общее кратное равно 72, при условии, что Zmin =18.
Наименьшее общее кратное равно 15, при условии, что Zmin =19.
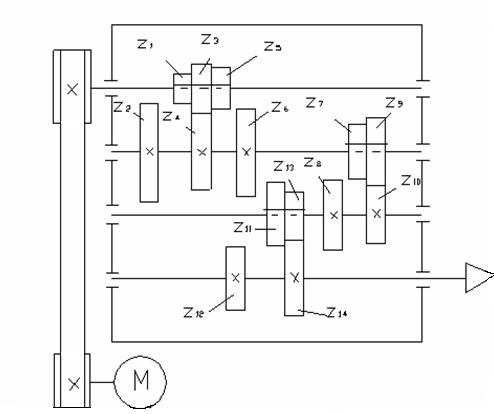
Рис. 5 Кинематическая схема привода.
5.2 Проектирование кинематики привода подач

Диапазон регулирования Rn подач исполнительного органа


Определяем число ступеней коробки подач, при j=1,41:
Проверяем возможность осуществления простой мощности станка:
Для прямозубых колес С=8
Значит структура простая.
Из множества возможных вариантов порядка расположения и переключения групповых передач выбираем вариант при котором вес и габариты проектируемого привода минимальны.

Проверяем осуществимость принятого варианта структуры привода по диапазону регулирования группы по условию
 — принятый вариант осуществим.
— принятый вариант осуществим.
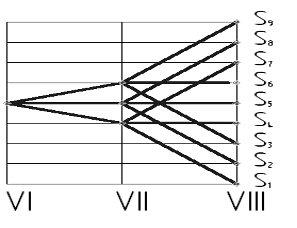
Рис. 6 Структурная сетка привода подач.
Передаточные отношения принимаем:




Исходя из этого, рассчитываем числа зубьев колёс:
Наименьшее общее кратное равно 12, т.к. Zmin =17.
Наименьшее общее кратное равно 15, при условии, что Zmin =17.
Определяем минимальное значение частоты вращения последнего вращающегося звена в цепи подачи.

где Smin – минимальная подача (значение из стандартного ряда);
Sт.в. – шаг тягового вала;
Определяем минимальное передаточное отношение кинематической цепи подач:

где n0 – один оборот шпинделя;
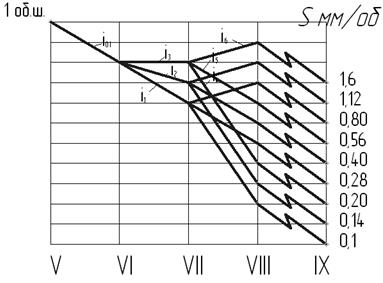
Рис.7 График чисел подач.
6. Динамические, прочностные и другие необходимые расчёты проектируемых узлов
1. Частота вращения на валах
Угловые скорости на валах привода
 с -1
с -1
 с -1
с -1
 с -1
с -1
 с -1
с -1
Определяем мощности на валах:
где ηпод =0,99 – КПД пары подшипников
ηцил =0,98 – КПД цилиндрической прямозубой передачи
Определяем передаваемые крутящие моменты:
2. Расчёт зубчатой передачи
2.1. Материал шестерни: сталь 45; 240 ¸285 НВ; sв =650¸850 МПа; sТ =580 МПа; вид термообработки – улучшение.
Материал колеса: сталь 40; 42¸50 HRCэ ; sв =630¸780 МПа; sТ =400 МПа; вид термообработки – улучшение.
2.2. Определяем расчётный модуль зацепления
YFS – коэффициент, учитывающий форму зуба и равный 1.
y bd – коэффициент ширины шестерни относительно её ширины и равный 0,8.
kF b — коэффициент, учитывающий неравномерность распределения нагрузки по ширине венца и равный 1,2.
kА — коэффициент внешней динамической нагрузки и равный 1.
Значение m округляется до ближайшей величины в соответствии с ГОСТ 9563-60: m=2 мм.
2.3. Определение размеров передач и колёс.
Определяем размеры венцов колёс:
Ширина венцов колёс:
Допускаемое напряжение 

для колеса  МПа
МПа
 МПа
МПа
Расчётное межосевое расстояние, мм
Значение аw округляется до ближайшей величины в соответствии с ГОСТ 2185-66: аw =60
 мм
мм
Принимаем b= 15 мм.
тогда ширина шестерни:
2.4. Проверка на выносливость по контактным напряжениям
Определяем окружные скорости
 м/с
м/с
Удельная расчётная окружная сила:

КНα =1 – для прямозубой передачи


 Н/мм
Н/мм

 Н/мм
Н/мм
Расчётные контактные напряжения
sН =ZH ZМ 
sН =175∙1,47  МПа
МПа
Условие контактной прочности для Z1 -Z2 выполняется
Остальные размеры колёс рассчитываются аналогично и записываются в таблицу 1.
Таблица 1. Основные размеры и характеристики зубчатых колёс
| Z | Диаметры, мм | |||||
| d | da | df | ||||
| 1 | 40 | 44 | 35 | 20 | 20 | 0,5 |
| 2 | 80 | 84 | 75 | 40 | 15 | 0,18 |
| 3 | 50 | 54 | 45 | 25 | 20 | 0,4 |
| 4 | 70 | 74 | 65 | 35 | 15 | 0,21 |
| 5 | 60 | 64 | 55 | 30 | 20 | 0,33 |
| 6 | 60 | 64 | 55 | 30 | 15 | 0,25 |
| 7 | 38 | 42 | 33 | 19 | 25 | 0,65 |
| 8 | 106 | 110 | 101 | 53 | 20 | 0,19 |
| 9 | 72 | 76 | 67 | 38 | 25 | 0,32 |
| 10 | 72 | 76 | 67 | 38 | 20 | 0,26 |
| 11 | 50 | 55 | 43,75 | 20 | 25 | 0,5 |
| 12 | 200 | 205 | 193,75 | 80 | 20 | 0,1 |
| 13 | 200 | 205 | 193,75 | 80 | 25 | 0,125 |
| 14 | 50 | 55 | 43,75 | 20 | 20 | 0,4 |
3. Предварительный расчёт валов
Для валов выбираем материал: Сталь 40Х ГОСТ 4543-71

Т – крутящий момент, Н∙мм
[τк ] – допускаемое напряжение при кручении, МПа
Выходной конец вала электродвигателя dI =28 мм
 мм
мм
Принимаем dII =25 мм
 мм
мм
Принимаем dIII =25 мм
 мм
мм
Принимаем dIV =30 мм
 мм
мм
Принимаем dV =35 мм
Термическая обработка: закалка + высокий отпуск НВ 230¸285.
4. Основной расчёт валов
Для проверки возьмём вал IV, на котором размещен блок из двух колёс и два одиночных колеса.
Окружное усилие в зацепление

 Н
Н
 Н
Н
Радиальное усилие в зацеплении



5. Проектный расчёт вала:
Вычисляем реакции в опорах А и В в плоскости XOZ

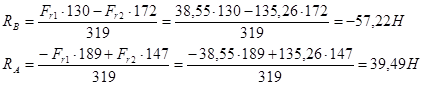
Вычисляем реакции в опорах А и В в плоскости YOZ


Вычисляем суммарные изгибающие моменты Миз в характерных участках вала Ми = , Н·м с построением эпюры изгибающих моментов Ми . рис.6.
, Н·м с построением эпюры изгибающих моментов Ми . рис.6.
На рис. 8 представлена эпюра крутящих моментов Т, Н·м, передаваемых валом.
Вычисляем эквивалентные изгибающие моменты Мэкв , Н·м в характерных точках 



Проверяем вал на усталостную прочность
Анализируя линию сечений вала, где приведённые напряжения равны допускаемым, можно сделать вывод, что потенциально слабым сечением вала является сечение с Ми =16,65 Н·м и Т=107,8 Н×м.
Выбираем тип концентратора напряжений и выбираем значение коэффициентов концентрации напряжений по изгибу и по кручению
Коэффициент запаса прочности вала по нормальным напряжениям
w=p·d 3 /32=3,14·25 3 /32=1533
Коэффициент запаса по касательным напряжениям
wp =pd 3 /16=3,14·25 3 /16=3068 МПа
Общий запас сопротивления усталости
S=Ss ·St / >Smin =1,5
>Smin =1,5
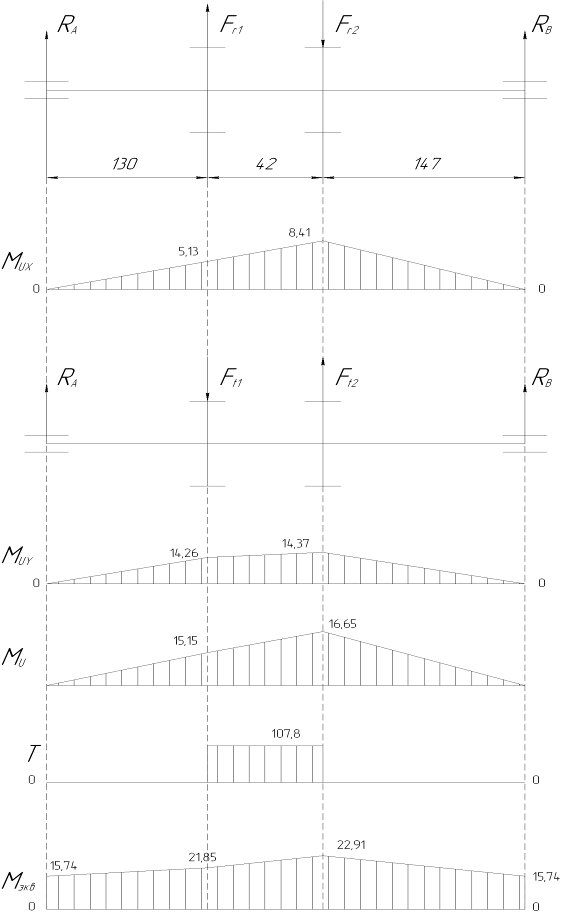
Рис. 8 Эпюры изгибающих моментов.
Подбор подшипников качения:
Диаметры шеек вала IV под подшипники были определены в предварительном расчёте валов и приняты d=25 мм.
1. Осевые составляющие от радиальных нагрузок в опорах Б и В, Н для подшипников:
Frб =  Н
Н
Frв =  Н
Н
2. Определяем величину и направление результирующей осевой силы,

2.1 Для схемы «в распор» подшипником В, Н осевая нагрузка которого
В этом случае осевая нагрузка для подшипника Б, Н.

3.Для каждой опоры определяют соотношение
4. Эквивалентная динамическая радиальная нагрузка, Н
5. Эквивалентная динамическая радиальная нагрузка с учётом изменения внешней нагрузки привода, Н
k=9000 1/3,33 =15,39;
6. Расчётная долговечность работы подшипника, час
Lhрасч =10 6 ·(С/Рrcp ) p /(60·n)=10 6 ·(21000/2135) 3,33 /(60·630)=53530
Исходя из этих расчётов выбираем роликовый радиально-упорный подшипник 7205А и 7206А по ГОСТ 27365-87.
7. Описание конструкции спроектированных узлов
На верхнем конце шпинделя нарезаны шлицы, которыми он входит внутрь втулки, получая от неё вращение. Нижний участок его смонтирован на подшипниках в пиноли. Конструкция узла такова, что шпиндель, свободно вращаясь, не имеет осевого смещения относительно пиноли. Последняя, получая вертикальную подачу от реечного колеса, увлекает за собой шпиндель. Когда при сверлении шпиндель перемещается вниз или вверх, возвращаясь в исходное положение, шлицевый участок его скользит в шлицах втулки без нарушения кинематической связи. Сила подачи при сверлении воспринимается упорным подшипником, смонтированным в нижней части пиноли, а сама пиноль перемещается в круговых направляющих корпуса шпиндельной бабки.
Нижний конец шпинделя имеет коническое отверстие определенного стандартного размера. В него вводится хвостовик инструмента и удерживается там силой трения. Шпиндель имеет отверстие, в которое вводится клин для выталкивания инструмента. В случае необходимости закрепления в шпинделе инструмента различных диаметров с хвостовиками, меньшими размера гнезда, применяют переходные втулки.
8. Описание системы смазки спроектированных узлов
Основное назначения системы смазки коробки скоростей и коробки подач сводится к уменьшению потерь мощности на трение, сохранению точности работы, предотвращению вибрации, снижению интенсивности износа трущихся поверхностей, а также к предохранению их от заедания, задирав и коррозии.
В качестве смазочных материалов для подшипников возможно применение масла индустриального 20 (веретенное 3) или турбинного 30 (турбинное УТ), т.к. диаметры валов под подшипники не превышают 60 мм, а число оборотов составляет 2000 мин -1 .
В качестве смазочных материалов для зубчатых передач применяют жидкие минеральные масла. Выбор сорта минерального масла производится в зависимости от условий работы коробки скоростей и коробки подач, передаваемой мощности, окружной скорости в зацепление, а также температуры масла в картере коробок.
Также значение имеет вязкость, чем она меньше, тем выше окружная скорость т.к. в спроектированной коробке скоростей окружная скорость не превышает 2,5 м/с, то принимаем масло цилиндровое 24 (вискозин).
Кроме вязкости масла на выбор смазки зубчатых колёс большое влияние оказывает его маслянистость – способность образовывать на поверхности трение прочные абсорбированные плёнки с пониженным сопротивление сдвига.
Учёт маслянистости при выборе масла обеспечивает минимальный износ зубчатых передач, т.к. удельное давление при скорости 2,5-5 м/с составляет 1-5 кг/мм 2 , то выбранный сорт масла цилиндровое 24 (вискозин) удовлетворяет нашим условиям.
Все передачи и подшипники, расположенные в общем корпусе, целесообразно обслуживать от одно централизованной системы смазки, что позволяет применить один и тот же смазочный материл.
В спроектированном станке применяем картерную систему смазки, когда масло из общей ванны увлекается и разбрызгивается зубчатыми передачами, образующийся при этом туман смазывает размещённые внутри коробки подшипники и передачи. Кроме того, масло, стекая по стенкам корпуса, также попадает на подшипники качения. Зубчатое колесо, разбрызгивающее масло, не должно быть слишком глубоко погружено в ванну, т.к. излишне высокий уровень заливки масла приводит к потерям мощности и перегреву всей системы. Зубчатые цилиндрические колёса достаточно нагружать в масло наполовину высоты зуба.
9. Описание системы управления станком
Главным движение в станке является вращение шпинделя, которое он получает от электродвигателя мощностью №7 кВт через клиноременную передачу и коробку скоростей. Вращение шпинделя, с определённой частотой вращения, осуществляется за счёт переключения блоков зубчатых колёс при помощи двух рычагов. Осуществляется принцип управления с предварительным набором скоростей (преселективная система). Первый рычаг осуществляет передвижении первого блока колёс, второй рычаг – двух остальных. Исходя из этого, первый рычаг имеет три положения, второй четыре. И что бы получить необходимую частоту вращения шпинделя необходимо поставить рычаги в определённое положение.
Таблица 2. Управления коробкой скоростей.
Частота вращения шпинделя,
По такому же принципу осуществляется переключения коробки подач. Она имеет один рычаг, который передвигает два зубчатых колёс.
Таблица 3. Управления коробкой подач.
Перемещение шпинделя также можно осуществлять в ручную.
Заключение
Вертикально-сверлильные станки классифицируются по основным размерам: наибольшему диаметру обрабатываемого отверстия D.
По точности различают станки нормальной точности – Н, повышенной точности – П, высокой точности – В, особо высокой точности – А, особо точные – С.
Станком-прототипом данного спроектированного станка является вертикально-сверлильный станок модели 2А150.
На спроектированном станке могут выполняться следующие операции:
• сверление глухих, сквозных и ступенчатых отверстий;
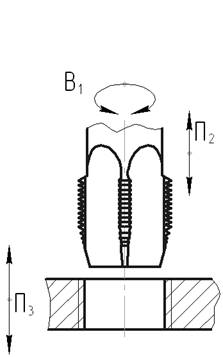
• нарезание внутренней резьбы метчиком;
Список использованной литературы
1. Общемашиностроительные нормативы режимов резания для технического нормирования работ по МРС, ч. I и II. Москва. Машиностроение. 1974 г.
2. Данилов В.А.”Методические указания к курсовому проекту по курсу МРС”, 1977 г.
3. Кузьмин”Конструирование деталей машин”
4. Государственный стандарт ЕСКД.
5. Свирщевский Ю.И.”Расчет и конструирование коробок скоростей и подач.” 1976 г.
6. Анурьев В.И.”Справочник конструктора-машиностроителя”. Москва. Машиностроение. 1974 г.
7. Кучер А.М.”МРС. Основы конструирования и расчет.”Ленинград. 1970 г.
8. Режимы резания металла. Справочник. Москва. 1972 г.
Источник