- Ремонт и обслуживание водяного насоса
- Назначение водяного насоса, расположение его на тепловозе, взаимодействие с другими узлами, агрегатами и деталями. Технологический процесс снятия водяного насоса с тепловоза на установленном виде ремонта. Контроль состояния деталей и устранение дефектов.
- Соглашение об использовании материалов сайта
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
- Курсовая работа: Разработка технологического процесса текущего ремонта жидкостного насоса автомобиля ВАЗ-2109
- Техническая характеристика автомобиля ВАЗ-2109
- Система охлаждения ВАЗ 2109 рисунок 1
Ремонт и обслуживание водяного насоса
Назначение водяного насоса, расположение его на тепловозе, взаимодействие с другими узлами, агрегатами и деталями. Технологический процесс снятия водяного насоса с тепловоза на установленном виде ремонта. Контроль состояния деталей и устранение дефектов.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 30.04.2015 |
| Размер файла | 2,0 M |
Соглашение об использовании материалов сайта
Просим использовать работы, опубликованные на сайте, исключительно в личных целях. Публикация материалов на других сайтах запрещена.
Данная работа (и все другие) доступна для скачивания совершенно бесплатно. Мысленно можете поблагодарить ее автора и коллектив сайта.

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Подобные документы
Исследование технической документации автомобиля. Разработка маршрутов ремонта корпуса водяного насоса. Выбор основных способов устранения дефектов. Определение норм времени технологического процесса на ремонт корпуса водяного насоса двигателя ЗИЛ.
курсовая работа [131,2 K], добавлен 28.06.2015
Дефекты детали (корпус подшипников водяного насоса), причины их возникновения. Выбор рационального способа восстановления детали. Технологический маршрут, оборудование и технологическая оснастка. Назначение, устройство и принцип действия приспособления.
курсовая работа [1,5 M], добавлен 31.01.2018
Назначение и условия работы масляного насоса тепловоза. Неисправности, их причины и способы предупреждения. Периодичность и сроки планового технического обслуживания и текущего ремонта с разборкой и без нее. Сборка, проверка и испытание масляного насоса.
курсовая работа [2,3 M], добавлен 21.02.2013
Назначение и виды масляного насоса – насоса для перекачки газов, состоящего из цилиндра с прорезями, в которые вставлены подпружиненные лопатки. Значение и сущность технического обслуживания и ремонта автомобилей. Возможные неисправности и ремонт насоса.
курсовая работа [781,8 K], добавлен 18.02.2011
Общее устройство системы охлаждения, которая предназначена для охлаждения деталей двигателя автомобиля, нагреваемых в результате его работы. Техническое обслуживание и ремонт системы охлаждения: замена водяного насоса, термостата, охлаждающей жидкости.
контрольная работа [2,3 M], добавлен 18.12.2011
Источник
Курсовая работа: Разработка технологического процесса текущего ремонта жидкостного насоса автомобиля ВАЗ-2109
| Название: Разработка технологического процесса текущего ремонта жидкостного насоса автомобиля ВАЗ-2109 Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 14:51:50 07 марта 2010 Похожие работы Просмотров: 5540 Комментариев: 14 Оценило: 5 человек Средний балл: 4.2 Оценка: неизвестно Скачать | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Показатели | ВАЗ-2109 | |
| Общие данные | ||
| Количество мест | 5 | |
| Количество мест при сложенном заднем сиденье | 2 | |
| Полезная масса, кг | 425 | |
| Масса перевозимого груза, кг: | ||
| при четырех пассажирах | 50 | |
| при одном пассажире | 275 | |
| Снаряженная масса автомобиле, кг | 915 | |
| Габаритные размеры автомобиля со снаряженной массой при статическом радиусе шин 260 мм, мм: | ||
| длина | 4006 | |
| ширина | 1620 | |
| высота | 1402 | |
| Просвет автомобиля с полной массой при статическом радиусе шин 260 мм, не менее,мм: | ||
| до картера сцепления | 160 | |
| до поддона картера двигателя | 170 | |
| Внешний наименьший радиус поворота по оси следа переднего колеса, м | 5 | |
| Максимальная скорость, км/ч | 148 | |
| Время разгона с места с переключением передач до скорости 100 км/ч, с: | ||
| с полной массой | 18 | |
| с одним пассажиром | 16 | |
| Расход топлива на 100 км пути в летнее время, с полной массой, для пятиступенчатой коробки передач, не менее, л: | ||
| при скорости 90 км/ч на пятой передаче | 5,7 | |
| при скорости 120 км/ч на пятой передаче | 7,8 | |
| для городского цикла | 8,4 | |
Максимальный подъем, преодолеваемый автомобилем с полной массой на участке сухого, ровного и твердого грунта без разгона на первой передаче, для обкатанного автомобиля с приработанным двигателем при протяженности подъема не менее двойной длины автомобиля, %
1.2 Техническая характеристика насоса охлаждающей жидкости
Насос охлаждающей жидкости 27 центробежного типа (рис 1, рис 2). Корпус 30 насоса изготавливается из сплава алюминия, валик 34 устанавливается в двухрядном шариковом подшипнике 32, который в корпусе стопорится винтом 31. Чтобы винт не ослабевал, контуры гнезда стопорного винта расчеканиваются после сборки. Подшипник не имеет внутренней обоймы, роль обоймы выполняет валик насоса. При сборке подшипник заполняется смазкой Литол-24 и в дальнейшем не смазывается, исключая некоторых конструкций насоса разных производителей. На передний конец валика напрессовывается зубчатый шкив 33, на задний крыльчатка 36. Зубчатый шкив изготавливается из металлокерамической композиции. К торцу крыльчатки. закаленному токами высокий частоты, на глубину 2-3 мм прижимается упорное уплотнительное кольцо 29 сальника 35, изготовленное из графитовой композиции. Сальник неразборный, запрессовывается в корпус насоса и предотвращает подтекание охлаждающей жидкости.
Система охлаждения ВАЗ 2109 рисунок 1
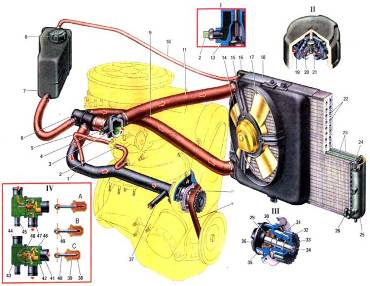

Система охлаждения жидкостная закрытого типа с принудительной циркуляцией жидкости, с расширительным бачком 7. Система имеет насос 27 охлаждающей жидкости. неразборный термостат 6 термостат с твёрдым термочувствительным наполнителем имеет основной и дополнительный клапаны. Начало открытия основного клапана при температуре охлаждающей жидкости (87±2) ºС, ход основного клапана при достижении температуры 102 ºС не менее 8 мм, электровентилятор, радиатор 18 с расширительным бачком 7, трубопроводы. шланги, сливные пробки. Привод насоса осуществляется от зубчатого ремня 28 привода распределительного вала. Вместимость системы, включая отопи- толь салона, составляет 7, 8 л. Для контроля температуры жидкости имеется датчик 12, который завернут в рубашку охлаждения головки блока цилиндров. Указатель температуры жидкости устанавливается на комбинации приборов. При работе двигателя нагретая в рубашке охлаждения блока и головки блока цилиндров жидкость поступает через выпускной патрубок 3 по шлангу 11 в радиатор для охлаждения или в термостат 6, в зависимости от положения клапанов термостата. Далее охлаждающая жидкость всасывается насосом 27 и направляется в рубашку охлаждения двигателя. По шлангам 2 и 5 обеспечивается циркуляция жидкости и подогрев горючей смеси во впускной трубе и подогрев зоны дроссельной заслонки первой камеры карбюратора. К системе охлаждения через патрубки 4 и 37 шлангами подключается радиатор отопителя салона автомобиля. Радиатор 18 разборный трубчатопластинчатый с пластмассовыми бачками 16 и 25. Сердцевина радиатора состоит из алюминиевых трубок 22 и алюминиевых охлаждающих пластин 23, крепится к пластмассовым бачкам и уплотняется резиновыми прокладками. Радиатор не имеет заливной горловины, верхний патрубок бачка 16 соединяется шлангом 10 с расширительным бачком. Левый бачок 16 имеет также подводящий и отводящий патрубки для подсоединения шлангов 11 и 9. Правый бачок 25 радиатора имеет сливную пробку 26 и датчик 24 включения и выключения электровентилятора. Расширительный бачок 7 изготавливается из полупрозрачной пластмассы, крепится ремнем к кронштейнам левого брызговика кузова. Нижний патрубок расширительного бачка соединяется шлангом с термостатом. Для предотвращения образования паровых пробок верхний патрубок бачка соединяется шлангом 10 с патрубком радиатора. Бачок имеет заливную горловину, закрываемую пластмассовой пробкой 8 с выпускным (паровым) 20 и впускным 21 клапанами. Клапаны в пробке устанавливаются в отдельном неразборном корпусе 19. Давление начала открытия выпускного клапана составляет 1, 1 кгс/см», впускного — 0,03- 0, 13 кгс/см*. Для полного слива жидкости из системы должны быть вывернуты сливные пробки из бачка радиатора и из блока цилиндров, а также обязательно должна сниматься пробка 8 расширительного бачка. Электровентилятор состоит из электродвигателя 14 и крыльчатки 17. Крыльчатка четырехлопастная, изготавливается из пластмассы. Лопасти крыльчатки имеют переменный по радиусу угол установки и для уменьшения шума переменный шаг по ступице. Крыльчатка устанавливается на валу электродвигателя и поджимается гайкой. Для лучшей эффективности работы электровептилятор находится в кожухе 15, который крепится на кронштейнах радиатора в четырех точках. Электровентилятор в сборе устанавливается в резиновых втулках и крепится гайками на шпильках кожуха. Включение и выключение электровентилятора осуществляется в зависимости от температуры охлаждающей жидкости датчиком 24 типа ТМ-108, завернутым в бачок радиатора с правой стороны. Температура замыкания контактов датчика 99+3″С, размыкания 94+3″С. Термостат системы охлаждения ускоряет прогрев двигателя и поддерживает необходимый тепловой режим. При оптимальном тепловом режиме температура охлаждающей жидкости должна быть 85-95’С. Термостат 6 состоит из корпуса 42 и крышки 43, которые завальцовываются вместе с седлом основного клапана 46. Термостат имеет входной патрубок 44 входа охлажденной жидкости из радиатора, входной патрубок 41 шланга перепуска жидкости из головки блока цилиндров в термостат, патрубок 47 подачи охлаждающей жидкости в насос и патрубок 45 шланга расширительного бачка. Основной клапан 46 запрессовывается в стакан, в котором завальцована резиновая вставка 39. В резиновой вставке находится стальной полированный поршень 40, закрепленный на неподвижном держателе 49. Между стенками стакана и резиновой вставкой находится термочувствительный твердый наполнитель 38. Основной клапан прижимается к седлу пружиной. На основном клапане крепятся две стойки, на которых устанавливается перепускной клапан 48, поджимаемый пружиной. Термостат, в зависимости от температуры охлаждающей жидкости, автоматически включает или отключает радиатор системы охлаждения, пропуская жидкость через радиатор, или минуя его.
1.3 Перечень работ по ТР
Обслуживание насоса в основном заключается в замене изношенных деталей на новые так как восстановление деталей имеющих дефекты намного сложнее и экономически не целесообразно. Для продления срока службы подшипника насоса необходимо при проведении ТО-1 смазать через отверстие в корпусе насоса смазкой Литол-24. При износе некоторых деталей водяного насоса восстановлению подлежит: посадочное место шкива привода жидкостного насоса, посадочное место крыльчатки на валу, все эти детали насаживаются с большим натягом без которого работоспособность их невозможна, восстановление заключается в наращивание слоя металла на посадочном пояске до номинальных размеров гальваническим способом но не более допустимого возможного. Восстановлению подлежат небольшие трещины, сколы в алюминиевом корпусе насоса, которые возникают в следствии перекоса при затягивании болтов насоса при установке, усталостного напряжения в металле или просто по неосторожности, восстановление заключается в наращивание или заварке трещин аргонно-дуговой сваркой с последующей обработкой. Восстановлению подлежит внутренняя резьба в корпусе насоса под стопорный винт так как она алюминиевая то испортить её легче всего восстановление заключается в рассверливание отверстия под следующий диаметр винта с нарезанием мечиком соответствующей винту резьбы (шаг, тип). Возможно так же восстановление зубчатого шкива, форма зуба которого бывает прямоугольной или трапециидальной, износ которой приведёт к ухудшению циркуляции охлаждающей жидкости в системе в результате проскакивания ремня, уменьшения его натяжения из-за чего возможен и его обрыв и в конечном итоге выход из строя двигателя. Восстановление заключается в гальваническом наращивание зубьев с последующей обработкой для придания правильной геометрической формы соответствующей первоначальной формы зуба. Такие детали насоса как сальник, двухрядный роликовый подшипник, роль внутренней обоймы которого играет валик, и крыльчатка восстановлению не подлежат.
1.4 Расчет объема работ по ТР ВАЗ-2109
Определение годового пробега автомобиля данной марки.
Для расчёта объёма работ по ТР необходимо предварительно определить годовой пробег одного автомобиля ВАЗ-2109. При известном коэффициенте технической готовности (αт), количестве рабочих дней предприятия в году (Др), и величине среднесуточного пробега может быть определён годовой пробег автомобиля по формуле:
 (1.1)
(1.1)
где Др – число дней работы АТП в году;
aТ – коэффициент технической готовности автомобилей данной марки.
Lг= 210·365·0,83=63620 км
Определение удельной скорректированной трудоемкости текущего ремонта автомобиля определенной марки (модели) определяется по формуле:
 (1.2)
(1.2)
где  — нормативная удельная трудоемкость ТР, чел.-ч/1000км;
— нормативная удельная трудоемкость ТР, чел.-ч/1000км;
к1 , к3 , к4 , к5 – коэффициенты корректирования нормативной удельной трудоемкости ТР, учитывающие соответственно категорию условий эксплуатации, природно-климатические условия, количество единиц подвижного состава и способ его хранения.
Расчет годового объема работ по ТР.
 , (1.3)
, (1.3)
где А и — списочное число автомобилей парка.
1.5 Распределение трудоемкости по видам работ
Распределение трудоемкости по видам работ в процентном соотношении, по формуле
 (1.4)
(1.4)
где a — установленный процент распределения трудоемкости i-го вида воздействий;
Тгi – годовая трудоемкость воздействия i-го вида (ЕО, ТО-1, ТО-2, СО, ТР, Д-1, Д-2), чел.-ч.
Расчеты проводим по формуле (1.4) аналогично для всех видов работ:
Распределение трудоемкости работ ТР.
 чел.-ч.
чел.-ч.
Остальные расчёты проводятся аналогично, результаты расчётов распределение работ по ТР сводится в таблицу 1.1.
1.6 Определение числа производственных рабочих
Списочный состав производственных рабочих Рсп определяют по формуле
 (1.5)
(1.5)
где Тгi – годовая трудоемкость работ в зоне ТО и диагностики, ТР или в данном цехе, чел.-ч;
Фг – действительный годовой фонд времени рабочего в зоне или цехе, ч.
Расчеты проводим по формуле (2.5) аналогично для всех видов работ:
Списочный состав производственных рабочих ТР.

Остальные расчёты проводятся аналогично, результаты расчётов списочного состава производственных рабочих зоны по ТР сводится в таблицу 1.1.
Явочный состав производственных рабочих определяют следующим образом
 (1.6)
(1.6)
где Фнг – номинальный годовой фонд времени рабочего зоны или цехе, ч.
Расчеты проводим по формуле (1.6) аналогично для всех видов работ:
Явочный состав производственных рабочих ТР.

Остальные расчёты проводятся аналогично, результаты расчётов явочный состава производственных рабочих по ТР сводится в таблицу 1.1.
Количество производственных рабочих зоны ТР.
| Виды работ | Трудоем-кость Тгi , чел.-ч | Рсп | Ряв | ||
| расчетное | |||||
| 2. Регулировочные | 274,84 | 0,15 | 0,13 | ||
| 3. Разборочно-сборочные | 2130,01 | 1,16 | 1,03 | ||
| 4. Сварочно-жестяницкие | 549,68 | 0,3 | 893,23 | 0,5 | 0,43 |
| 2. Слесарно-механические | 549,68 | 0,3 | 0,3 | ||
| 3.Электротехнические | 343,55 | 0,2 | 0,17 | ||
| 4. Аккумуляторные | 68,71 | 0,04 | |||
| 5. Ремонт приборов системы питания | 137,42 | 0,08 | 0,07 | ||
| 6. Шиномонтажные | 137,42 | 0,07 | 0,07 | ||
| 7. Вулканизационные | 68,71 | 0,04 | 0,03 | ||
| 8. Кузнечно-рессорные | 137,42 | 0,07 | 0,07 | ||
| 9. Медницкие | 137,42 | 0,08 | 0,07 | ||
| 10. Сварочные | 68,71 | 0,04 | 0,03 | ||
| 11. Жестяницкие | 68,71 | 0,03 | 0,03 | ||
| 12. Арматурные | 2404,85 | 1,3 | 1,16 | ||
| 13. Обойные | 2404,85 | 1,3 | 1,16 | ||
| Итого | 6871 | 6,13 | 5 | 5,48 | 4 |
2. Организационная часть
2.1 Выбор и обоснование метода организации технологического процесса
Рассмотрим существующие методы организации технологического процесса и на основание плюсов и минусов выберем наиболее подходящий нам. В настоящее время существует 2 метода организации технологического процесса: индивидуальный и агрегатный.
При индивидуальном методе неисправные узлы, агрегаты снимаются с автомобиля, ремонтируются и устанавливаются вновь на тот же автомобиль. При этом методе агрегаты не обезличиваются и время простоя автомобиля в ремонте определяется длительностью ремонта наиболее трудоёмкого агрегата. При отсутствии обезлички повышается ответственность и заинтересованность водителей за сохранность автомобиля, увеличивается срок их службы снижаются затраты на ремонт агрегатов. Недостатки: автомобиль может продолжительное время простаивать в ремонте, поэтому его применяют когда простой автомобиля не оказывает влияние на выполнение плана перевозок и на простой других неисправных автомобилей в ожидании освобождённого поста, а также при отсутствии запасных частей и агрегатов.
Сущность агрегатного метода ремонта заключается в замене неисправных узлов, приборов, агрегатов исправными, новыми или заранее отремонтированного или взятого из оборотного фонда. Основным преимуществом данного метода является снижение времени простоя авто в ремонте которое определяется лишь временем необходимым для ремонта узлов и агрегатов. Недостатки: необходимо иметь большой фонд запасных частей по всему автомобилю в целом, при этом в автомобильном парке предприятия может находится разномарочный состав автомобилей что опять же увеличивает расходы на приобретение большого числа запасных частей. Снижение времени простоя в ремонте обуславливается повышением коэффициента технической готовности, а в следствии в увеличение производительности и снижение стоимости (себестоимости) перевозок.
Проанализировав методы на мой взгляд наиболее рациональным и целесообразным будет применение индивидуального метода организации технологического процесса. При ремонте жидкостного насоса трудоёмкость составляет 47 чел-мин, что не займёт много времени и простои автомобиля незначительный. Организацию технологического процесса осуществляем по схеме рисунок 3.
Для того, чтобы технология ремонта была проведена в полном объеме перечня работ, необходим правильный подбор оборудования из каталогов оборудования[3]. Для ритмичной работы производственного корпуса нужно создать рабочие места с высоко квалифицированным обслуживающим персоналом, а также аппарата управления.
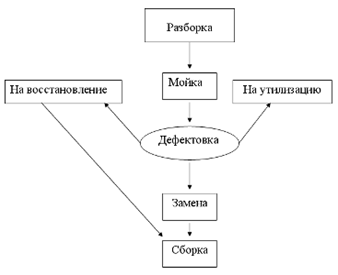
Схема организации технологического процесса Рисунок 3
 |
2.2. Подбор технологического оборудования
Оборудование для выполнения технологии ремонта в агрегатном участке приведено в таблице 3
| Наименование | Модель | |
| 1 | 2 | 3 |
| 1. Верстак слесарный | ПИ-012М | 1,4×0,8×1,0 |
| 2. Тиски слесарные | СТ – 400 | 0,4×0,2×0,25 |
| 3. Прибор универсальный для проверки поршня с шатуном | 2451 | 0,67×0,50×1,1 |
| 4. Станок для шлифования фасок клапанов | 2215 | 0,67×0,51×1,2 |
| 5. Пресс с ручным приводом | ОКС – 761 | 0,65×0,50×1,6 |
| 6. Станок настольно – сверлильный | НС – 12А | 0,65×0,50×1,5 |
| 7. Стеллаж секционный | ПИ-029 | 1,4×0,45×2,0 |
| 8. Стол для контроля и сортировки деталей | Р – 902 | 2,0×0,8×1,0 |
| 9. Тельфер | МН Н4-10 | 0,25×0,25×0,3 |
| 10. Универсальные центры для проверки валов | Р – 304 | 1,5×0,6×1,1 |
| 11. Ларь для обтирочных материалов | ЛР – 6 – 25 | 1,0×0,5×0,6 |
| 12. Шкаф для приборов | ШР – 25 | 1,2×0,6×1,8 |
| 13. Поверочная плита | П – 750 | 1,0×0,75×1,0 |
| 14. Стенд для ремонта двигателей | 2650 | 1,3×0,84×1,7 |
| 15. Стенд для ремонта двигателей | 2473 | 1,0×0,68×1,6 |
| 16. Стенд для ремонта рулевых механизмов и карданных валов | Р – 215 | 0,93×0,6×1,05 |
| 17. Пресс гидравлический | 2153 | 1,0×0,7×1,80 |
| 18. Стенд для ремонта коробок передач | Р – 201 | 0,6×0,54×1,3 |
| 19. Стенд для ремонта редукторов задних мостов | 2365 | 0,83×0,7×1,35 |
| 20. Стенд для ремонта передних и задних мостов | 2450 | 1,84×0,76×1,4 |
| 21. Стенд для заточки инструментов | ЗА64 | 0,8×0,52×1,0 |
| 22. Вертикально – сверлильный станок | 2А125 | 1,15×1,12×1,8 |
| 23. Инструментальный шкаф для станочника | ШС – 12 | 0,5×0,5×1,5 |
| 24. Ванна для мойки мелких деталей | 2031 | 1,5×0,7×0,7 |
| 25. Установка для механизированной мойки деталей | 196 – М | 1,87×1,65×1,7 |
| 26. Подвесная кран — балка | ГОСТ 7860 – 67 | 6,87×0,42×0,35 |
2.3 Расчет площади участка
Площадь производственного участка (цеха) рассчитывают по формуле
 (2.1)
(2.1)
где  – площадь участка (цеха), занимаемая оборудованием, м 2 ;
– площадь участка (цеха), занимаемая оборудованием, м 2 ;
 – коэффициент плотности расстановки оборудования.
– коэффициент плотности расстановки оборудования.
Определяем площадь агрегатного цеха по формуле (2.1)
 м 2 .
м 2 .
2.4 Разработка технологической карты
Технологическая карта необходима для достижения наибольшей производительности труда при организации ТО и ТР путём расстановки всей последовательности действий в правильном порядке.
Операционно-технологическая карта ремонта жидкостного насоса автомобиля ВАЗ-2109.
| Наименование и содержание операции | Число точек воздействия | Оборудование и инструмент | Технические условия и указания | |||||
| 1 | 2 | 3 | 4 | 5 | ||||