Курсовая работа: Эксплуатация и техническое обслуживание двигателя
| Название: Эксплуатация и техническое обслуживание двигателя Раздел: Промышленность, производство Тип: курсовая работа Добавлен 14:59:20 06 июня 2010 Похожие работы Просмотров: 1915 Комментариев: 14 Оценило: 4 человек Средний балл: 4.8 Оценка: неизвестно Скачать | ||||||||||||||||||||||||||||||||||||||||||||||||||
| Вид пробега | Обозначение | Пробег км. | Пробег до предшеству-ющего вида * кратность | Пробег принятый красчету | |
| нормальный | От корректи-рованый | ||||
| Средне суточный | Lcc | _________ | _________ | _________ | 250км |
| до ТО1 | L-1 | 3000км | 3000км | 250*13 | 3250км |
| до ТО2 | L-2 | 12000км | 12000км | 3250*4 | 13000км |
| до ТО2 | Lкр.ср. | 160000км | 160000км | 13000*11 | 143000км |
Средне суточный пробег-250км
Нормативный пробег до ТО1-3000км
К1-учитывает категорию эксплуатации К=1 (вторая категория эксплуатации К=1 для всех)
| Корректирование трудоемкости ТО и ТР на 1000км пробега. |
Ео=0,20, ТО1 = 2,50, ТО2=10,10
ТО1 t1=t1*Кто: Кто=К2*К4
К2- коэффициент учитывающий модификации подвижного К2=1.
Коэффициент учитывающий размеры АТП К4=1.
Расчет коэффициента тех готовности автомобиля.
1+ lcc ( Дор/1000+Дкр/Lкр.ср)
Lсс – среднесуточный пробег автомобиля (км)
Дор — число дней простоя /легковые.
Дкр — простой в капитальном ремонте.
Lкр.ср – средневзвешенная величина межремонтного пробега (км).
Lкр.ср=143000. (из таблице Корректирование пробега до ТО1,ТО2 и КР).
Исходя из данных расчётов, принимаем коэффициент тех готовности автомобиля, равным 0,93.
| Коэффициент использования автомобиля и годового пробега. |
άт — коэффициент тех готовности автомобиля
Кп- коэффициент учитывающий снижение использование тех. Исправных автомобилей в рабочие дни по эксплуатационным причинам (Кп=0,95).
Драб.г. — число рабочих дней в году (253 дня).
Дк.д. — число календарных дней (365дней).
365 дней вычитаем праздничные и выходные дни.
Исходя из данных расчётов, принимаем коэффициент использования автомобилей, равным 0,61.
| Расчет годового пробега автомобилей. |
Аi — списочный состав автомобилей одной группы.
Lcc — средне суточный пробег.
Li — Коэффициент использования автомобиля и годового пробега.
Д к. г. – число календарных дней в году (365).
Аi-списочный состав автомобилей одной группы.
Ln.r – годовой пробег автомобиля.
Годовой пробег автомобиля.
Исходя из данных расчётов, принимаем годовой пробег одного автомобиля, равным 5562,5км, а годовой пробег автомобилей равный 2783125км.
Число обслуживаний по парку за год определяется по формуле:
Nкр.г. = Lп.г/Lкр. ср.
Nкр.г – число капитальных ремонтов за год.
Lп.г — общей пробег подвижного состава за год.
Lкр.ср. — средний пробег до капитального ремонта.
L1 — пробег до ТО
Nкр.г – число капитальных ремонтов за год
Определение суточной программой по ТО автомобиля.
Др.з=253 (При 5-ти дневной рабочей недели).
Nic- число обслуживаний за сутки.
Niг-число обслуживаний за год.
N1c=922,74/253=3,64 (обслуживание в день).
N2c=214,4/253=0,84 (обслуживание в день).
Исходя из данных расчётов, принимаем суточную программу по ТО = 0,84 обсл/день
Определение годовой трудоемкости работ по участку.
Годовая трудоемкость работ по участку:
Ттр.у = Т тр * Стр.у.
Стр.у — доля трудоемкости работ ТР приходящийся на данный участок.
Т тр – трудоёмкость текущего ремонта по участку.
В трудоемкость работ по конкретному проектируемому участку, может быть включена, трудоемкость вспомогательных работ и подсобных.
Кроме того для небольших АТП может быть объединено несколько цехов в один, для наиболее полной загрузки рабочих, которые будут работать в одном помещении, совмещая несколько профессий, в этом случаи в долю трудоемкости цеховых работ, должны войти, соответствующие доли трудоемкости выполняемые в данном цехе.
Трудоемкость постовых работ диагностика автомобиля легкового.
| Вид работы | Стр.п | Ттр.п чел/час |
| ТО1 диагностические | 0,12-0,16 | 2177,56 |
| ТО2 диагностические | 0,10-0,12 | 2177,56 |
| ТР диагностические | 0.015-0,025 | 2177,56 |
t2 = 10,1*1 = 10,1 чел/ч
К2- коэффициент учитывающий модификации подвижного к2 = 1
Тi = 1.2 * 214.4*10.1 = 2177.56 чел/ч.
Тд-2 – трудоёмкость одного диагностирования в объеме поэлементного диагностирования (чел/ч).
N2г – число обслуживаний ТО-1 и ТО-2 за год.
2.2 Расчет числа производственных рабочих
Различают явочные (технологически необходимое) ,число рабочих (Рт) и штатное число рабочих (Рш).
Технологически необходимое явочное число рабочих:
Тi-годовой объем работ (трудоемкость) соответствующей зоны ТО, ТР, цеха, поста, или линии диагностирования.
Фр.м — годовой производственной фонд времени рабочего места. При 5-ти дневной рабочей недели.
Фр.м= Тсм * (Дкт-Дв-Дп)
Тсм – продолжительность рабочей смены.
Дкт – число календарных дней в году.
Дв – число выходных дней в году.
Дп – число праздничных дней в году.
Штатное число производственных рабочих.
Фпр — годовой фонд времени одного производственного рабочего.
Ti – трудоёмкость диагностирования.
Фпр = Фр.м — tотп — tуп.
Фр.м – годовой производственный фонд времени рабочего места (ч).
tотп — время отпуска.
tуп – уважительные причины.
Iуп= 0,04(2074,6-196,8) = 75.112 час.
Исходя из данных расчётов, принимаем технологически необходимое число производственных рабочих в количестве одного человека.
2.3 Расчет числа постов для зоны диагностирования
Тп -продолжительность поста в сутки.
Тд i – годовой обьем работы (трудоемкость) соответствующей зоны.
Пд1 = 2177,56/(253*8*2*0,9)=0,60= 1 пост.
Исходя из данных расчетов принимаем расчетное число однотипных постов Д- 2, равное 1 пост.
2.4 Выбор и обоснование метода организации тех. процесса диагностики
В зависимости от числа постов для данного вида ТО и уровня их специализации, различают два основных метода организации работ по ТО автомобилей – метод универсальных и метод специализированных постов. Посты при любом методе могут быть тупиковыми или проездными (прямоточными).
Сущность метода универсальных постов состоит в том, что все работы, предусмотренные для данного вида ТО, выполняются в полном объеме на одном посту группой исполнителей, состоящей из рабочих различных специальностей или рабочих – универсалов.
Одна из форм метода универсальных постов – обслуживание с переходящими специализированными звеньями (бригадами) рабочих. Сущность такой формы организации ТО1 или ТО2 заключается в следующем.На АТП организуют несколько универсальных (тупиковых или проездных) постов и столько же звеньев (бригад) рабочих, специализирующихся по видам работ ТО или по агрегатам, системам автомобиля. Обязательным условием при организации работ по этому методу является кратким пуском и остановкой двигателя, установленные на роликовые тележки по рельсам, при помощи конверторов (напольных, подвесных),иногда кран-балками и другими способами. Обслуживание на потоке имеет целый ряд достоинств по сравнению с методом универсальных постов.
Недостатком любой поточной линии является невозможность изменения объема работ на какой-либо из постов, если для этой цели не предусмотреть, заранее резервных «скользящих» рабочих, включаемых в выполнение дополнительно возникших работ сопутствующего ремонта
По этому, для сохранения рассчитанного такта линии, следует в составе специализированной бригады, общий резерв времени который должен составлять примерно 15% от всего объема работ по линии.
Наличие дополнительного поста (тамбура) на самой линии или отдельно от нее, на котором можно было бы завершить работы, по каким либо причинам не выполняемых на потоке, также позволило сохранить ритмичность в работе на линии.
2.5 Распределение рабочих по постам, специальностям, квалификации и рабочим местам
Распределение рабочих и трудоемкости работ постам зоны Д.
Выбрать метод организации Д для проектируемой зоны, необходимо распределить трудоемкость работ и рабочих по постам Д. Для этого составляется несколько таблиц по числу постов, полученному расчетом для соответствующей зоны Д, и используется справочная таблица примерного распределения трудоемкости Д по видам работ или агрегатам, системам автомобиля.
Число рабочих одновременно занятых на любом посту или в переходящем звене определяется из выражения:
Рт — технологически необходимое число рабочих.
Si — доля трудоемкости приходящего на данный пост.
Распределение рабочих по специальности, квалификации и рабочим местам поста №1,- зоны диагностики.
Исходя из данных распределения, принимаем для зоны Д-2 1-го рабочего диагноста 5 разряда на 1 универсальном посту, с годовой трудоемкостью работ 2177,56 чел/час.
2.6 Подбор технологического оборудования
К техническому оборудованию относятся специлизированые, передвижные, переносные стенды, приборы и приспособления, производственный инвентарь, стеллажи, столы, шкафы, необходимые для проведения работ по ТО,ТР и Д.
Оборудование подбирается в соответствии с технологической необходимостью, выполняемых с его помощью работ, т.к. имеет полной загрузки на рабочею смену.
В начале записывается оборудование обще угла вне зоны или цеха затем основное технологическое оборудование.
Передвижное оборудование. Затем переносные приборы и произведенный инвентарь.
Технологическое оборудование для зоны диагностики
Источник
Курсовая работа: Техническое обслуживание и ремонт автомобилей
| Название: Техническое обслуживание и ремонт автомобилей Раздел: Рефераты по транспорту Тип: курсовая работа Добавлен 01:27:50 29 декабря 2010 Похожие работы Просмотров: 9997 Комментариев: 14 Оценило: 5 человек Средний балл: 4.2 Оценка: неизвестно Скачать | |||||||||||||||||

| Размеры | Коренные шейки | Шатунные шейки |
| Номинальный размер | 50,799-50,819 | 47,83-47,85 |
| 1-ый ремонтный (- 0,25) | 50,549-50,569 | 47,58-47,60 |
| 2-ой ремонтный(- 0,50) | 50,299-50,319 | 47,33-47,35 |
| 3-ий ремонтный(- 0,75) | 50,049-50,069 | 47,08-47,10 |
| 4-ый ремонтный(- 1,00) | 49,799-49,819 | 46,83-46,85 |
Ремонт произвожу наплавкой в углеродной среде.
После ремонта вал должен проходить по следующим параметрам
1) Допустимые биения основных поверхностей коленчатого вала
Установите коленчатый вал крайними коренными шейками на две призмы и проверьте индикатором биение:
– коренных шеек и посадочной поверхности под ведущую шестерню масляного насоса (не более 0,03 мм);
– посадочной поверхности под маховик (не более 0,04 мм);
– посадочной поверхности под шкивы и поверхностей, сопрягающихся с сальниками (не более 0,05 мм).
– смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифования должно быть в пределах ±0,35 мм. Для проверки установите вал крайними коренными шейками на призмы и выставьте вал так, чтобы ось шатунной шейки первого цилиндра находилась в горизонтальной плоскости, проходящей через оси коренных шеек. Затем индикатором проверьте смещение в вертикальном направлении шатунных шеек 2, 3 и 4 цилиндров относительно шатунной шейки 1-го цилиндра.
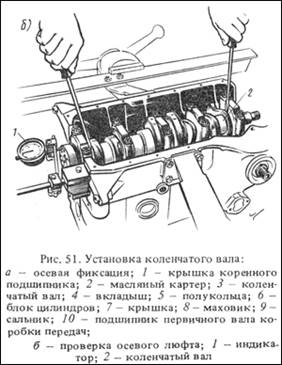
Полукольца заменяются также, если осевой зазор коленчатого вала превышает максимально допустимый – 0,35 мм. Новые полукольца подбирайте номинальной толщины или увеличенной на 0,127 мм, чтобы получить осевой зазор в пределах 0,06–0,26 мм.

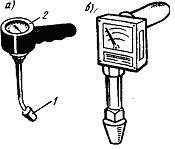
Измерение зазора в шатунном подшипнике: 1 – сплющенная калиброванная пластмассовая проволока; 2 – вкладыш; 3 – крышка шатуна; 4 – шкала для измерения зазора
– снимите крышку и по шкале, нанесенной на упаковке, по сплющиванию проволоки определите величину зазора.
Номинальный расчетный зазор составляет 0,02–0,07 мм для шатунных и 0,026–0,073 мм для коренных шеек. Если зазор меньше предельного (0,1 мм для шатунных и 0,15 мм для коренных шеек), то можно снова использовать эти вкладыши.
Обработать гнезда фрезой А.94016/10.
Промыть КВ от остатков абразива и продуть сжатым воздухом.
Обезжирить посадочные места под заглушки (уайт-спирит ГОСТ 3134-78, ветошь ТУ 68-178-77-82).
Установить новые заглушки масляных каналов на герметик и зачеканить в 3 точках (оправка А.86010, зубило ГОСТ 7211-72, молоток ГОСТ 2310-77, герметизатор резьбовых соединений ТУ 6-10-1048-78).
32. Подбираем соответствующие кольца, вкладыши подшипников коленчатого вала
33. Обезжириваем гнезда вкладышей в опорах и крышках коренных подшипников.
34. Укладываем в гнезда опор вкладыши коренных шеек с канавками.
35. В крышки подшипников укладываем вкладыши без канавок.
36. В проточки третьей коренной опоры устанавливаем упорные полукольца. С передней стороны сталеалюминиевое (с внутренней стороны белое, а с наружной желтое), с задней – металлокерамическое (желтое с обеих сторон).
Полукольца изготавливаются номинальной и увеличенной на 0,127 мм толщины. Осевое перемещение коленчатого вала должно быть в пределах 0,06–0,26 мм
37. Полукольца устанавливаем канавками наружу (к щекам коленчатого вала)
38. Смазываем шейки коленчатого вала и вкладыши чистым моторным маслом.
39. Укладываем вал в опоры блока цилиндров и устанавливаем крышки коренных подшипников.
На крышках рисками обозначены номера подшипников (с 1-го по 5-й). Крышка пятого коренного подшипника обозначена двумя рисками, разнесенными к краям крышки.
При установке в блок крышки должны быть рисками обращены к той стороне блока, на которой устанавливается направляющая указателя уровня масла.
40. Затягиваем болты крепления крышек динамометрическим ключом моментом 68,31–84,38 Н·м (6,97–8,61 кгс·м). Гайки шатунных болтов затягиваем моментом 51 Н·м (5,2 кгс·м)
41. Дальнейшую сборку выполняем в обратном порядке.
6. Способы восстановления КВ
Восстановление деталей имеет большое народнохозяйственное значение. Стоимость восстановления деталей в 2 — 3 раза ниже стоимости их изготовления. Это объясняется тем, что при восстановлении деталей значительно сокращаются расходы материалов, электроэнергии и трудовых ресурсов.
Эффективность и качество восстановления деталей зависят от принятого способа.
Наиболее широкое применение получили следующие восстановления деталей: механическая обработка; сварка и наплавка; напыление; гальваническая и химическая обработка; обработка давлением; применение синтетических материалов.
Механическую обработку применяют в качестве подготовительной или завершающей операции при нанесении покрытий на изношенные поверхности, а также при восстановлении деталей обработкой под ремонтный размер или постановкой дополнительных ремонтных деталей. Обработкой деталей под ремонтный размер восстанавливают геометрическую форму их рабочих поверхностей, а установкой дополнительной ремонтной детали обеспечивают соответствие размеров детали размерам новой детали.
Сварка и наплавка — самые распространенные способы восстановления деталей. Сварку применяют при устранении механических повреждений деталей (трещин, пробоин и т. п.), а наплавку — для нанесения покрытий с целью компенсации износа рабочих поверхностей. На ремонтных предприятиях применяют как ручные, так и механизированные способы сварки и наплавки. Среди механизированных способов наплавки наибольшее применение нашли автоматическая дуговая наплавка под флюсом и в среде защитных газов и вибродуговая наплавка. В настоящее время при восстановлении деталей применяют такие перспективные способы сварки, как лазерная и плазменная.
Напыление как способ восстановления деталей основан на нанесении распыленного металла на изношенные поверхности деталей. В зависимости от способа расплавления металла различают следующие виды напыления: дуговое, газопламенное, высокочастотное, детонационное и плазменное.
Гальваническая и химическая обработка основаны на осаждении металла на поверхности деталей из растворов солей гальваническим или химическим методом. Для компенсации износа деталей наиболее часто применяют хромирование, железнение и химическое никелирование. Нанесение на поверхности деталей защитных покрытий осуществляют с помощью гальванических процессов (хромирование, никелирование, цинкование, меднение), а также химических (оксидирование и фосфатирование).
Обработкой давлением восстанавливают не только размеры деталей, но и их форму и физико-механические свойства. В зависимости от конструкции детали используют такие виды обработки давлением, как осадку, раздачу, обжатие, вытяжку, накатку, правку и др.
Перечисленные способы восстановления деталей обеспечивают требуемый уровень качества и надежную работу деталей в течение установленных межремонтных пробегов автомобилей. Необходимый уровень качества восстановленных деталей достигается при правильном выборе технологического способа, а также управлением процессами нанесения покрытий и последующей обработки деталей. На качество восстановленных деталей влияют свойства исходных материалов, применяемых при нанесении покрытий, и режимы обработки.
Для восстановления шатунных шеек КВ под номинальный размер:
1) Промываю КВ. Замеряю диаметры шатунных шеек. Затем установливаю КВ вал на токарном станке, для этого коленчатый вал устанавливается на станке таким образом, чтобы его ось вращения проходила через одну из шатунных шеек, для этого необходимы центросместители, которые совмещают ось вращения шатунных шеек с осью вращения шпинделя станка, причем величина смещения должна быть равна радиусу кривошипа.(37.8 мм)
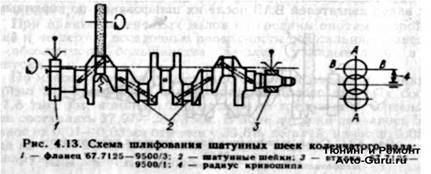
Смещенный коленчатый вал, вращаясь вокруг оси одной из шатунных шеек несбалансирован. Такой большой дисбаланс при вращении обязательно приведет к деформации самого коленчатого вала и элементов станка, в результате чего качество шлифовки коленвала резко снизится — исказится форма шейки (появится эллипс), ее ось окажется непараллельной оси коренных шеек.
Исключить или, по крайней мере, значительно уменьшить дисбаланс коленчатого вала позволяют специальные грузы, закрепляемые на планшайбах напротив патронов станка. Масса и расположение балансировочных грузов подбирается в зависимости от массы коленчатого вала и радиуса кривошипа.
Обрабатываю (снимаю имеющиеся риски и задиры) резцом из стали ВК6 1 и 4 шатунные шейки. После обработки устанавливаем КВ таким образом что бы теперь с осью вращения станка совпадали 2 и 3 шатунные шейки. Срезаю по 0,5 мм.
2) Замеряю получившиеся размеры шеек. Произвожу наплавку шеек с помощью сварочного выпрямителя ВДУ-506 в среде углекислого газа. Подачу электродной проволоки к месту наплавки произвожу при помощи наплавочной головки ОКС-6569 используя при этом проволоку 30ХГСА. ( наплавочная проволока, легированная конструкционная сталь, А-высококачественная; 0,3%- углерода, Х – хром 1%, Г – марганец 1%, С – кремний 1%) с припуском на токарную обработку, шлифование и суперфиниширование.
Наплавка производится на постоянном токе диаметром электрода 1,2 мм из кассеты непрерывно подается в зону сварки. Ток 150..190 А и напряжением 19…21 В к электродной проволоке подводится через мундштук и наконечник, расположенные внутри газоэлектрической горелки. этом скорость наплавки составляет 20…30 м/ч, смещение электродной проволоки 18…20 мм, шаг наплавки 18…20 мм, вылет электрода 10…13 мм, расход углекислого газа 8…9 л/мин. При наплавке металл электрода и детали перемешивается, толщина наплавляемого слоя 0,8…1,0мм. В зону горения дуги под давлением 0,05…0,2 МПа по трубке подается углекислый газ, который вытесняя воздух, защищает расплавленный металл от вредного действия кислорода и азота воздуха.
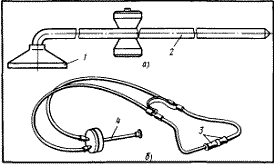
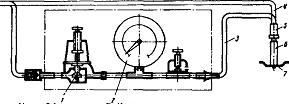
Углекислый газ из баллона 7 подается в зону горения. При выходе из баллона 7 газ резко расширяется и переохлаждается. Для подогрева его пропускаю через электрический подогреватель 6. Содержащуюся в углекислом газе воду удаляется с помощью осушителя 5, который представляет собой патрон, наполненный обезвоженным медным купоросом или силикагелем. Давление газа понижают с помощью кислородного редуктора 4, а расход его контролируют расходомером 3.
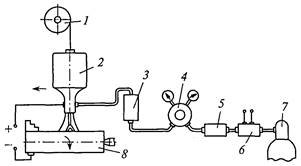
Установка для наплавки в углекислом газе
1 — кассета с проволокой; 2 — наплавочный аппарат; 3 — расходомер; 4 — редуктор; 5 — осушитель; 6 — подогреватель; 7 — баллон с углекислым газом; 8 — деталь
3) Обрабатываю шейки КВ на токарном станке, оставляя припуск на шлифование 0,3-0,5мм
4) Шлифую шейки с использованием шлифовального круга типа 24А40НС 16 А5 (ГОСТ 2424—75) на станке ЗУ131, до номинального размера 47,850 мм, оставляя припуск на суперфиниширование. При соприкосновении шлифовального круга с шейкой коленчатого вала включается подача охлаждающей жидкости.
Режим шлифования: частота вращения коленчатого вала 1,03 с»1 (62 обмин), шлифовального круга — 13—13,8 с»1 (780— 830 обмин); шлифовальный круг правят алмазным карандашом марки CI—1 (ГОСТ 607—SO Е).
Овальность и конусность не должна превышать 0,005
5) Для доводки шеек вместо полирования применяю суперфиниширование. Суперфиниширование выполняю головкой, оснащенной абразивными брусками на специальном полуавтомате 3875 К.Зернистость брусков 4-8.Суперфиниширование выравнивает точность размеров. При шлифовании валов под суперфиниширование оставляют припуск 0,005мм.
6) Проверяю КВ на биение, овальность и конусность шеек.
7. Химический состав и механические свойства КВ
Сталь – это сплав железа с углеродом в котором содержится углерода до 2,14%
Источник