- Ремонт кузова легкового авто — курсовая работа (Теория) по транспорту, грузоперевозкам
- Тезисы:
- Похожие работы:
- Курсовая работа: Ремонт кузовов и кабин
- Ремонт и восстановление кузовов легковых автомобилей
- Анализ отечественного и зарубежного опыта ремонта кузовов с использованием ремонтных деталей. Состав основных технологических операций, обеспечивающих восстановление работоспособности кузовов легковых автомобилей методом замены поврежденного участка.
- Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
- Подобные документы
Ремонт кузова легкового авто — курсовая работа (Теория) по транспорту, грузоперевозкам
 |
|
Тезисы:
- Кузовной ремонт легковых автомобилей — Мн.: «Автостиль», 2010.
- 5 Текущий ремонт кузова легкового авто.
- Кузов легковой автомобиль ремонт.
- Общая конструкция кузова легкового автомобиля показана на рисунке.
- Стекла кузовов легковых автомобилей выполняют многослойными с высокой теплоотражающей способностью.
- Смазка кузова легкового автомобиля производится при ТО-2 в соответствии с табл.
- 2 Основные неисправности кузова легкового авто и их проявления.
- 4 Техническое обслуживание кузова легкового авто.
- 1 Устройство кузова легкового авто.
- 1 Устройство кузова легкового автомобиля.
Похожие работы:
269 Кб / 21 стр / 3422 слов / 22185 букв / 24 дек 2020
2 Мб / 67 стр / 12156 слов / 82830 букв / 1 июл 2014
75 Кб / 68 стр / 9427 слов / 53503 букв / 30 дек 2009
7 Мб / 21 стр / 2657 слов / 16950 букв / 13 сен 2010
2 Мб / 30 стр / 5885 слов / 39204 букв / 18 янв 2015
1 Мб / 26 стр / 3970 слов / 24645 букв / 30 ноя 2015
4 Мб / 37 стр / 5861 слов / 37814 букв / 10 авг 2014
400 Кб / 24 стр / 5962 слов / 40587 букв / 16 окт 2003
1 Мб / 35 стр / 4975 слов / 32127 букв / 3 сен 2012
690 Кб / 21 стр / 3164 слов / 20366 букв / 3 дек 2011
Источник
Курсовая работа: Ремонт кузовов и кабин
Допущен к защите______________
Подпись руководителя __________
Выполнил: студент 3 курса,
группы 31, дневного отделения
Прокофьев Александр Сергеевич
Старая Русса, 2008
СОДЕРЖАНИЕ
2. Оценка востребованности услуг автосервиса …………………………….4
3. Определение востребованности и экологической опасности услуг на автомобильном транспорте ……………………………………………………….5
4. Технология выполнения и контроль качества работ по техническому обслуживанию и ремонту автомобиля……………………………………………6
4.2 Технологический процесс ремонта кузовов и кабин ……………………7
4.3 Ремонт оборудования и механизмов кузова и кабин …………………..12
4.4 Ремонт неметаллических деталей кузовов………………………………13
4.5 Сборка и контроль кузовов и кабин ……………………………………..14
6. Список используемой литературы ………………………………………..17
В связи со значительным ростом количества автомобилей в нашей стране, в настоящее время вопросу подготовки специалистов по ремонту и обслуживанию автомобилей уделяется повышенное внимание.
В последние годы интенсивно осуществляется организационно-техническая перестройка авторемонтных предприятий, что обусловлено изменениями социально-экономических условий хозяйствования в нашей стране. Получают дальнейшее развитие фирменные структурные системы по обслуживанию и ремонту автомобилей отечественного и зарубежного производства.
За последние десять лет произошли серьёзные изменения в развитии индустрии технического обслуживания и ремонта автомобилей. Разработаны и используются на практике технологические процессы, основанные на результатах исследований в области фундаментальных наук и высоких технологий обработки металлов и сборки автомобильных узлов и агрегатов. Появились новые материалы и способы воздействия на материал объектов ремонта, что способствовало появлению новых технологических процессов, обеспечивающих заданные свойства объекта ремонта.
Для реализации новых технологических процессов требуется принципиально новое оборудование, инструмент и средства контроля, что влечёт за собой существенное переоснащение предприятий по техническому обслуживанию, ремонту и диагностике автомобилей.
В связи с этим возникает необходимость совершенствования знаний персонала предприятий по обслуживанию современного оборудования и обучение специалистов среднего звена с учётом внедрения в производство современной обрабатывающей, сборочной и диагностической техники.
Оценка востребованности услуг автосервиса
| Код услуги | Наименование услуги (работы) | Количество заявок | Востребо-ванность, ранг услуги | |
| Штук | Процент от общего числа | |||
| 017101 | Регламентные работы (по видам технического обслуживания) | 72 | 4,75 | 9 |
| 017103 | Уборочно-моечные работы | 5 | 0,33 | 20 |
| 017104 | Контрольно-диагностические работы | 66 | 4,35 | 11 |
| 017105 | Смазочно-заправочные работы | 15 | 0,99 | 17 |
| 017106 | Регулировка фар | 4 | 0,26 | 21 |
| 017107 | Регулировка углов установки управляемых колёс автомобиля | 94 | 6,20 | 5 |
| 017110 | Электротехнические работы на автомобиле | 88 | 5,80 | 6 |
| 017201 | Замена агрегатов | 255 | 16,82 | 1 |
| 017202 | Ремонт двигателей | 60 | 3,96 | 13 |
| 017203 | Ремонт коробки передач | 41 | 2,70 | 14 |
| 017204 | Ремонт рулевого управления и подвески | 100 | 6,60 | 4 |
| 017205 | Ремонт тормозной системы | 64 | 4,22 | 12 |
| 017207 | Ремонт кузовов | 149 | 9,83 | 2 |
| 017208 | Ремонт радиаторов и арматурные работы | 12 | 0,79 | 19 |
| 017209 | Подготовка к окраске и окраска | 64 | 4,22 | 12 |
| 017210 | Защита от коррозии и шума | 21 | 1,38 | 16 |
| 017211 | Шиномонтажные работы, балансировка колёс | 126 | 8,31 | 3 |
| 017212 | Ремонт местных повреждений или камер | 77 | 5,08 | 7 |
| 017216 | Ремонт сцепления | 4 | 0,26 | 21 |
| 017218 | Ремонт топливной аппаратуры бензиновых двигателей | 28 | 1,85 | 15 |
| 017219 | Ремонт топливной аппаратуры дизельных двигателей | 13 | 0,86 | 18 |
| 017601 | Регламентные работы по системам питания ГБА | 3 | 0,20 | 22 |
| 017603 | Переоборудование автомобилей на газовое топливо | 3 | 0,20 | 22 |
| 017613 | Установка дополнительного оборудования | 75 | 4,95 | 8 |
| 017615 | Предпродажная подготовка | 70 | 4,62 | 10 |
| 017618 | Ремонт, установка, тонирование и бронирование стёкол | 4 | 0,26 | 21 |
| 017623 | Ремонт системы выпуска отработавших газов | 3 | 0,20 | 22 |
| СУММА | 1516 | 100,00 | ||
 Определение востребованности и экологической опасности услуг на автомобильном транспорте
Определение востребованности и экологической опасности услуг на автомобильном транспорте
| Замена агрегатов, узлов | Ремонт кузовов | Шиномонтажные работы, балансировка колёс | Ремонт рулевого управления и подвески | Регулировка углов установки управляемых колёс автомобиля | Электротехнические работы на автомобиле | Ремонт местных повреждений или камер | Установка дополнительного оборудования | Регламентные работы (по видам технического обслуживания) | Предпродажная подготовка | Контрольно-диагностические работы | Ремонт тормозной системы | Ремонт двигателей | Ремонт коробки передач | Ремонт топливной аппаратуры бензиновых двигателей | Защита от коррозии и шума | Смазочно-заправочные работы | Ремонт топливной аппаратуры дизельных двигателей | Ремонт радиаторов и арматурные работы | Уборочно-моечные работы | Ремонт, установка, тонирование и бронирование стёкол | Ремонт системы выпуска отработавших газов |
Технология выполнения и контроль качества работ по техническому обслуживанию и ремонту автомобиля
Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис.1.) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных деталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества вали, дефектов сборки узлов и деталей, недостаточной прочностиконструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
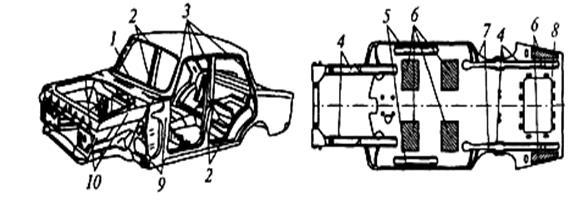
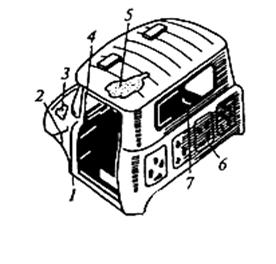
Рис.1. Характерные повреждения:
 а.) цельнометаллический кузов автомобиля :
а.) цельнометаллический кузов автомобиля :
1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7- левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики.
б.) кабина грузового автомобиля :
Источник
Ремонт и восстановление кузовов легковых автомобилей
Анализ отечественного и зарубежного опыта ремонта кузовов с использованием ремонтных деталей. Состав основных технологических операций, обеспечивающих восстановление работоспособности кузовов легковых автомобилей методом замены поврежденного участка.
| Рубрика | Транспорт |
| Вид | курсовая работа |
| Язык | русский |
| Дата добавления | 04.04.2013 |
| Размер файла | 728,6 K |

Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Кузовной ремонт — это процесс замены или восстановления элементов или поврежденных деталей кузова автомобиля до первоначального вида, а также полное восстановление лакокрасочного покрытия поврежденных частей автомобильного корпуса. Одним из главных формирующих автомобиля, является его кузов, отражающий условия эксплуатации и обслуживание в целом.
Все виды ремонта кузова, необходимо делать в специализированных кузовных цехах. Особенно частыми повреждениями кузова, являются сколы, вмятины, трещины, царапины лакокрасочного покрытия автомобиля. Именно поэтому практически каждому обладателю автомобиля ВАЗ либо автотранспорта другой марки, хочется оставить исправление повреждений «на потом». Эта халатность может привести к большим денежным потерям.
К выбору автосервиса нужно отнестись крайне серьезно. Ремонт кузова автомобилей ВАЗ должен выполняться только высокопрофессиональными специалистами при помощи необходимого оборудования. Чтобы качественно произвести полную, локальную покраску либо покраску любой части кузова в лакокрасочном цеху должны быть такие элементы как: установка для инфракрасной сушки, электрофен, сушильная камера. В автосервисе должна находиться лаборатория, в которой с применением компьютерных технологий проводится подбор нужной краски. Также необходимо наличие аэрографа, с помощью которого можно нанести лакокрасочное покрытие с большой точностью в совокупности с минимальным расходом краски.
Немаловажным является технология выполняемой работы и используемые материалы. На сегодняшний день одними из самых передовых технологий по выполнению локальной покраски, являются AquaClear и ChipsAway. Подбор лакокрасочного покрытия по технологии ChipsAway производится только с применением специальной системы подбора AquaClear. Заводской номер краски определяется с высокой точностью в лабораторных условиях. В соответствии с мировыми стандартами экологической безопасности используются краски на водной основе.
Применяя технологию ChipsAway при нанесении краски основным инструментом, является аэрограф. Тридцати уже смешанных граммов краски хватает на покраску шести дефектов автомобиля. Причем составленная по данной технологии краска может храниться довольно длительное время, что обеспечивает огромный процент возврата клиентов. Одним и основных преимуществ технологии ChipsAway это то, что нет необходимости помещать весь автомобиль или деталь для высыхания в сушильную камеру. Можно при помощи обычного фена полностью просушить окрашенную часть или весь корпус автомобиля.
К другим преимуществам технологии локального кузовного ремонта ChipsAway можно отнести то, что на ремонт небольшого дефекта кузова уходит от одного до двух часов, тогда как на традиционный ремонт уходит несколько дней. Чем больше сколов и царапин на автомобиле, тем дешевле будет стоить работы по каждому из них. При применении данной технологии демонтаж панелей кузова не производиться. Лакокрасочное покрытие, которое создано по технологии ChipsAway обладает прочностью к истиранию, изгибу, удару, не боится вибрации, не трескается, устойчиво к воздействию бензина, солевого покрытия и к перепадам температуры.
1. Технологическая часть
Восстановление кузова ваз методом полной или частичной замены деталей.
Несмотря на значительные коррозионные износы и разрушения отдельных деталей, после 8—10 лет эксплуатации автомобилей в кузовах ВАЗ большое число деталей находятся в удовлетворительном техническом состоянии, т.е. с недоиспользованным ресурсом.
К таким деталям относятся крыша, боковины, передние, задние и центральные стойки, двери, крышка багажника, капот, различные усилители, поперечины, лонжероны, задняя часть пола салона и др.
Неравномерная коррозионная стойкость, а также аварийные повреждения не всей площади панелей, а лишь какой-то их части, вызвали необходимость разработать комплекс таких мер, которые обеспечили бы восстановление работоспособности кузовов с достаточной степенью их надежности.
В исследуемых кузовах встречались самые разнообразные повреждения: от небольших вмятин и разрывов на отдельных участках до сложных перекосов каркаса кузова; от налета и точечной коррозии на лицевых поверхностях до сквозной — по порогам, щитку передка, полу салона и крыльям.
С учетом сложности количественной оценки каждого вида разрушений все состояния исследуемых деталей оценивались по следующим качественным уровням: 1 — деталь не имеет повреждений металла; 2 — деталь повреждена, но ее форму и размеры можно восстановить правкой; 3 — деталь имеет сквозные коррозионные или аварийные разрушения части поверхности, но ее можно восстановить заменой лишь поврежденной ее части; 4 — деталь разрушена настолько, что ее восстановить невозможно.
В ходе исследования особое внимание уделено кузовам, поступившим в ремонт с разрушениями отдельных участков, так как значительная часть поверхности деталей у таких кузовов находится в хорошем техническом состоянии.
+1″>Темные пятна по всей поверхности кузова
Применение для мойки горячей воды (выше 80 °C)
Незначительные повреждения устраняйте полировкой, при значительных повреждениях перекрасьте кузов
Применение этилированного бензина или других разъедающих веществ для удаления воскового покрытия
+1″>Розовые пятна на поверхностях, окрашенных в светлый цвет
Попадание охлаждающей жидкости
Отполируйте поврежденные места
+1″>Светлые пятна на поверхностях, окрашенных в темный цвет
Воздействие влаги при длительном хранении автомобиля под воздухонепроницаемым чехлом
Отполируйте поврежденные места, при необходимости перекрасьте кузов
+1″>Эмаль потеряла первоначальный блеск
Использование сухого обтирочного материала
Отполируйте поврежденные места, при необходимости перекрасьте кузов
Длительное воздействие солнца
Отполируйте, при необходимости перекрасьте кузов
Применение для мойки кузова веществ, разъедающих покрытие
Отполируйте поврежденные места, при необходимости перекрасьте кузов
+1″>В салон проникает вода
Увеличенный зазор по периметру двери с кузовом
Отрегулируйте положение двери и фиксатора замка
Смят металлический каркас уплотнителя проема двери
+1″>Дверь не запирается
Заедание подвижных деталей замка вследствие попадания пыли
Снимите замок, промойте и смажьте смазкой ЦИАТИМ-201
+1″>Дверь не отпирается внутренней ручкой
Неполный ход рычага внутреннего привода вследствие малого хода тяги
Отрегулируйте положение внутренней ручки привода замка
+1″>Замок капота не отпирается рукояткой из салона
Обрыв тяги привода замка
Велика длина тяги привода замка
Отрегулируйте длину тяги
+1″>Капот не запирается замком
Поломка или ослабление пружины замка
Укорочена тяга привода замка
Отрегулируйте длину тяги
+1″>Опускное стекло не фиксируется в заданном положении
Поломка пружинного тормоза механизма стеклоподъемника
После анализа таких повреждений признано целесообразным: восстановить первоначальную форму и геометрические размеры крыльев заменой их части;
— пол топливного бака заменить на новый, если все фланцевые соединения поражены сплошной коррозией, нижняя часть пола имеет сквозное разрушение, кроме того, масса детали незначительная — 0,47 кг, а толщина листа составляет всего 0,7 мм;
— пол багажника и пол салона восстановить с использованием ремонтных вставок, поскольку трудоемкость замены этих деталей и их массы значительны — 4,56 и 20,7 чел.ч; 4,2 и 23,0 кг соответственно. С учетом данных примеров вся номенклатура деталей рассматривалась по степени разрушения, т. е. по размерам отдельных участков, достигших предельного состояния, и технологической возможности восстановления кузовных деталей методом ремонтных вставок.
Линии отделения поврежденных участков деталей от неповрежденных выбирали так, чтобы они не пересекали трудноформируемые профили, были минимальными по длине и образовывали такую форму ремонтной детали, которая легко устанавливалась бы на предназначенное ей место и не искажала бы геометрической формы и размеров основных деталей.
В номенклатуру ремонтных вставок не включены такие детали, которые на своей поверхности не имеют четко выраженных границ разрушений, имеют высокую степень повреждений или малые толщину металла и массу изделия: крыша кузова, крышка багажника, капот, а также пол топливного бака, пол запасного колеса, лонжерон заднего пола, площадка аккумуляторной батареи и др.
Номенклатура деталей кузова, подлежащих восстановлению частичной заменой. Там же показаны участки деталей, которые подвержены наиболее сильным разрушениям и которые рекомендуется восстанавливать с применением ремонтных вставок (заштрихованы).
Данные о числе деталей, подлежащих восстановлению частичной заменой, с расчетом потребности ремонтных вставок на восстановление 100 кузовов.
Разработка технологии восстановления кузовов методом частичной замены включала следующие этапы.
1. Анализ отечественного и зарубежного опыта ремонта кузовов с использованием ремонтных деталей.
2. Проведение исследовательских и опытно-экспериментальных работ (анализ мест и степени повреждений кузовных деталей в зависимости от аварийных и коррозионных разрушений; определение номенклатуры, размеров и форм ремонтных вставок).
3. Разработка технологии восстановления кузовов с использованием ремонтных вставок.
Состав основных технологических операций, обеспечивающих восстановление работоспособности кузовов легковых автомобилей методом замены поврежденного участка.
Покажем на примерах передних и задних крыльев, арки заднего колеса и панели передка боковой технологию восстановления кузова методами частичной или полной замены.
кузов легковой автомобиль деталь
Противокоррозионная защита кузова
Размещено на http://www.allbest.ru/
Размещено на http://www.allbest.ru/
Кузов автомобиля имеет значительное количество скрытых полостей, щелей, где возникают благоприятные условия для возникновения и развития коррозии, так как они плохо проветриваются и в них скапливается влага. Коррозии подвержены также днище кузова, нижние части дверей, стоек, соединения деталей, места точечной сварки, сварные швы.
В процессе эксплуатации автомобиля требуется проверка состояния противокоррозионного покрытия, а при необходимости — дополнительная защита, особенно скрытых полостей, путем нанесения специальных противокоррозионных составов, соединений деталей — нанесением уплотнительных мастик. Для их введения в скрытые полости изготовителем предусматриваются технологические отверстия или проемы, через которые можно пропускать наконечники пистолетов с удлинительными шлангами.
Рис. Обработка скрытых полостей кузова: а — передней внутренней части двери, б -порогов
При отсутствии таких отверстий в отдельных элементах кузова просверливают отверстия диаметром не более 12 мм, которые обеспечивают необходимый доступ. После введения состава отверстия закрывают резиновыми заглушками. Особое внимание при эксплуатации автомобиля следует обращать на целостность защитного покрытия на днище кузова, которое подвержено более интенсивным внешним воздействиям, а следовательно, и коррозии.
Защитный смазочный материал НГМ-МЛ применяется для обработки скрытых полостей. Им обработаны скрытые полости всех новых автомобилей.
Автоконсервант «Мовиль» используется для обработки скрытых полостей в процессе эксплуатации. Допускается его нанесение на поверхности, ранее покрытые маслами, а также на ржавые поверхности. Рекомендуется обрабатывать полости через каждые два года. Его недостатки: непригодность для открытых мест кузова и слабое проникновение в ржавчину. Их лишены автоконсерванты «Tectyl 320» (Голландия) и «Dinitrol» (Швеция).
Защитное пленочное покрытие НГ-216Б используется для покрытия узлов и частей автомобиля под кузовом на период транспортирования.
Пластизоль Д-ПА применяется для защиты днища кузова от коррозии, абразивного износа и для шумоизоляции новых автомобилей. Толщина покрытия 1,0..1,5 мм.
Мастика противошумная битумная БПМ-1 используется для защиты от коррозии днища кузова в процессе эксплуатации автомобиля. Она наносится слоем толщиной 1,0. 1,5 мм. Она хорошо снижает шум, но не обладает достаточными противокоррозионными свойствами и не может длительное время противостоять растворам солей, абразивам и другим веществам. Более качественны мастики «Tectyl» и «Dinitrol», изготавливаемые на высокоолифной основе. Они не растрескиваются и не затвердевают в процессе старения, что очень важно при термодинамической и физической подвижности металла кузова.
Пластизоль Д-4А применяется для герметизации сварных швов и стыков деталей на внешних и внутренних поверхностях кузова.
Невысыхающая мастика 51-Г-7 используется для герметизации сочленений кузова, угловых стыков и зазоров.
Противокоррозионные составы наносят равномерно, они не должны содержать пор. Для их нанесения в скрытых полостях кузова используют пистолет КРУ-1 со специальным упругим трубчатым пластмассовым удлинителем, который одним концом подсоединяется к пневмопистолету с помощью накидной гайки, а на другом конце имеет форсунку, создающую факел распыла. За счет своей упругости удлинитель обеспечивает проникновение распыливающей форсунки в труднодоступные места кузова.
Противокоррозионный состав наносится на поверхности путем воздушного или безвоздушного распыления. При воздушном распылении требуется сжатый воздух под давлением 0,3. 0,4 МПа, который подается в пистолет-краскораспылитель с бачком и далее в распыливающую форсунку. Лучшее качество покрытия достигается при безвоздушном распылении под давлением до 16 МПа, которое позволяет распылять материалы значительной вязкости.
Общими для всех этих деталей являются операции по предварительному снятию и установке после ремонта деталей, препятствующих рихтовочным, сварочным и окрасочным работам.
Заменять кузовные детали можно только в том случае, если поврежденные детали неремонтно пригодны, т. е. если их нельзя восстановить правкой, рихтовкой или частичной заменой.
При замене крыла переднего автомобилей ВАЗ-2101, -2102, -21011, -2103, -2106, -2105, -2104 и -2107 должны быть выполнены следующие операции.
Карта технических требований на дефектацию детали.
Деталь (сборочная единица): Кузов ВАЗ-2105
№ детали (сборочная единица)
Материал : листовая малоуглиродистая сталь
Позиция на эскизе
Способ устранения дефекта и средства контроля
Коррозионные повреждения кузова
Промыть скрытые полости, очистить от ржавчины и нанести противокоррозионное вещество, при необходимости заменить отдельные элементы кузова или править элементы кузова с помощью сварки.
Пробоины и трещины кузова
Осмотр, правка и рихтовка
Править или заменить поврежденные элементы кузова с помощью сварки, обработать противокоррозионным веществом, произвести лакокрасочные работы.
Вмятины на кузове
Рихтовать или заменить элемент кузова . Грунтование и покраска.
Выбор эффективного способа восстановления крыла автомобиля
1. Коррозия — шлифование, вваривание вставок, окраска.
2. Вмятины — правка и рихтовка, окраска.
3. Пробоины — вваривание вставок, окраска.
Инструмент и материалы:
а) скребок по металлу, шабер или свежее заправленная отвертка;
б) кусок наждачного камня с плоской поверхностью, соизмеримой с поперечником места коррозии;
в) шкурка средней зернистости для сухой обработки;
г) мовиль, смешанный с бензином (1 часть мовиля, 2 части бензина);
д) кусок стеклоткани, по площади соизмеримый с ремонтируемыми поверхностями;
е) набор материалов, указанных в разд. 2. Рассмотрим случай сквозной коррозии, когда все закраины кузовной детали целы. Для начала требуется тщательная зачистка с помощью скребка, при этом нужно захватывать граничную поверхность в 5-7 мм, не тронутую ржавчиной. Усилие нажима на инструмент нужно контролировать таким образом, чтобы не допускать прорыва мостиков оставшегося между отверстиями металла. Если отверстие одно большое, нужно оставлять то, что еще держится за край. С таких слабых поверхностей счистить ржавчину скребком, возможно, не удастся. Тогда операцию продолжать с помощью шкурки, по возможности поддерживая утонившийся металл изнутри. Смысл соскабливания и обработки шкуркой заключается в том, чтобы создать больше точечных участков зачищенного до блеска металла. Если общая площадь таких блестящих участков будет около 70 %, то зачистку можно считать удачной. Граничная поверхность (шириной 5-7 мм) также должна быть зачищена до блеска. Таким же образом обработать тыльную сторону отверстия в пределах 10-40 мм от края.
Следующая операция — антикоррозионная обработка. Кистью на зачищенную поверхность нанести мовиль, разведенный бензином. Кисть должна быть жесткой. Совершая ею движения, перпендикулярные поверхности, и одновременно перемещая вдоль поврежденного участка, добиваться такого состояния, чтобы жидкий состав пропитал поры металла, пораженного коррозией.
Протереть обрабатываемое место насухо, дать бензину высохнуть. Пальцами или деревянной оправкой обмять края отверстия по периметру (по сути остатки металла, съеденного коррозией) внутрь на глубину 1-1,5 мм. Протереть зачищенные и обработанные поверхности чистой тряпкой со следами растворителя, имея целью удаление мовиля с зашкуренных блестящих участков. Приготовить эпоксидный клей, разбавив готовую смолу растворителем (1 часть смолы, 5 частей растворителя). Сделать проход по блестящим участкам шкуркой и тут же кистью нанести клей. Очень важно, чтобы промежуток времени между последней зачисткой и нанесением клея был по возможности минимальным, порядка нескольких секунд. Дать клею отвердеть, для ускорения можно подсушить нагревателем.
Смысл манипуляций с зачисткой, нанесением мовиля и эпоксидного клея в том, чтобы исключить очаги коррозии в металле края отверстия. Мовиль, разжиженный бензином, проникнув в рыхлую структуру коррелированного металла, вытеснил оттуда воздух и влагу и там остался, а сверху эти же поры законсервировались эпоксидным клеем. Надежность удержания клея обеспечивается зачищенными до блеска участками металла.
С тыльной стороны к отверстию приложить кусок картона, приклеив его по краям пластилином. Приготовить эпоксидную смолу, кистью нанести ее на картон и подготовленные края отверстия с лицевой стороны. Наложить сверху стеклоткань и также пропитать ее эпоксидкой. Дать время отвердеть. Если заплата не выступает над поверхностью, то последнюю операцию повторить. С тыльной стороны проделать то же самое, предварительно удалив картон и пластилин, причем заплата должна быть шире, так как зона зачистки там большая по площади. После полного высыхания приступить к шпатлеванию и шлифовке,
Для случая, когда отверстия небольшие, расположены группой или в линию и между ними сохранились мостики, зачищать целесообразно всю эту зону, утоненную коррозией. Затем обнизить обработанное от уровня неповрежденной поверхности на 1-1,5 мм. Делать это нужно осторожно, чтобы не потянуть и не деформировать здоровую поверхность кузова. Использовать деревянную выколотку, по которой слегка ударять молотком, а лучше ладонью или кулаком. Антикоррозионную обработку и склейку производить так же, как это было показано для большого отверстия. Если поверхность не удалось достаточно занизить, то стеклоткань с лицевой стороны можно не класть, ограничившись заплатой с тыльной стороны, и после высыхания шпатлевать и шлифовать.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5-2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5-1,5 мм) и № 2 (для листов 1,0-2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5Н +1) мм, где Н — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10-30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Полуавтоматическая электродуговая сварка в среде защитного углекислого газа получила наибольшее распространение.При ней в зону дуги подают защитный газ, струя которого, обтекая электрическую дугу в зоне сварки, предохраняет металл от воздействия атмосферного воздуха, окисления и азотирования. В качестве защитного газа используют инертные газы — аргон, гелий или их смеси (способ MIG) либо активные газы — СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, с целью уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок. Омеднение сварочной проволоки гарантирует ее сохранность от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде углекислого газа производят с использованием полуавтоматов, которые позволяют сваривать листовой металл толщиной до 3 мм, сплошным, прерывистым или точечным швом (рис.8), а также по выполненным отверстиям. При сварке заземление соединяют с деталью кузова, подвергаемой сварке, и выбирают вид сварки (точечная, сплошной шов и т. д.).
Открывают кран баллона с углекислотой и включают полуавтомат. При контакте проволоки со свариваемой деталью она автоматически подается механизмом подачи, одновременно в горелку подается углекислота из баллона.
Рис. Виды сварки: 1 — сплошным швом; 2 — точечная
Правка и рихтовка.
Правка и рихтовка представляют собой операции по выправке металла, заготовок и деталей, имеющих вмятины, выпучены, волнистость, коробление, искривления и др. Правка и рихтовка имеют одно и тоже назначение, но отличаются приёмами выполнения и применяемыми инструментами и приспособлениями.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия.
Рихтовальные бабки используются для правки (рихтовки) закалённых деталей; изготавливают их из стали и закаливают.
Для правки применяют молотки с круглым гладким полированным бойком.
Для правки закалённых деталей (рихтовки) применяют молотки с радиусным бойком; корпус молотка выполняют из стали У10; масса молотка равна 400. 500 г.
Молотки со вставными бойками из мягких металлов применяются при правке деталей с окончательно обработанной поверхностью.
Гладилки (деревянные или металлические бруски) применяют при правке тонкого листового и полосового металла.
Кривизну деталей проверяют на глаз или по зазору между плитой и деталью.
При правке важно правильно выбирать места, по которым следует наносить удары. Правку выполняют на наковальне, правильной плите или надёжных подкладках, исключая возможность соскальзывания с них детали при ударе.
Лакокрасочное покрытие — это та часть работ с кузовом легкового автомобиля, которая требует особых аккуратности, прилежания и неспешности.
Лакокрасочное покрытие, нанесенное только на дефектное место, будет непременно выделяться, поэтому, как правило, окрашивают весь элемент кузова, в крайнем случае до границы, обозначенной перегибом, накладкой и др.
Для окрашивания лицевых поверхностей использовать только пульверизатор. Кисть можно применять лишь для внутренних поверхностей.
Пульверизатор, которым пользуются специалисты, и компрессор могут оказаться непоступными рядовому автолюбителю. Как выход из положения — пульверизатор, используемый в косметических целях. Доделка его будет заключаться в следующем. Отсоединить накачной резиновый балон-чик вместе с отрезком трубки, на открывшуюся металлическую оливку надеть резиновый шланг с внутренним диаметром 3-4 мм, наложить на место соединения бандаж из проволоки. Длину шланга выбирать из соображений удобства пользования пульверизатором. К другому концу шланга, возможно через переходник, присоединить шланг с внутренним диаметром 20-40 мм и длиной 1-3 м, который будет служить ресивером — аккумулятором сжатого воздуха. К другому концу этого шланга через переходник присоединить автомобильный насос, можно ножной. Другой вариант — это использование садового опрыскивателя.
При пользовании таким пульверизатором нужно иметь в виду, что из-за малых сечений проходных каналов он может засариваться. К положительным качествам следует отнести очень высокую экономичность.
Для борьбы с засорами каналов нужно сразу готовить пузырек с растворителем, взаимозаменяемый с тем, в котором краска. Его же вы используете для промывки пульверизатора по окончании работ. Пульверизатор крепить к пузырьку быстросъемным креплением для возможности смены при промывке растворителем.
Работать с пульверизатором нужно так. Рядом с окрашиваемой поверхностью повесьте кусок бумаги или газету, эта бумага будет пробным полем. Направив рожок пульверизатора на бумагу, начинайте работать насосом. Если эмаль густая, то краска будет вытекать из пульверизатора струйкой или крупными каплями. Выход краски в виде мелкодисперсной пыли будет свидетельствовать о нормальном течении процесса. Пульверизатор переводить на окрашиваемую поверхность, только добившись ровного и без брызг покрытия, получаемого на бумаге. Работа насосом должна быть плавной и по возможности обеспечивать равномерную подачу эмали через сопло пульверизатора.
Поверхности, зачищенные до металла, необходимо загрунтовать. Грунтовка повышает антикоррозионные свойства детали и способствует хорошей адгезии верхних слоев эмали. Адгезионная прочность грунтовки обратно пропорциональна ее толщине, поэтому наносить ее стоит тонким слоем и тем более не допускать подтеков. При образовании подтеков поверхность протереть соответствующим растворителем, высушить, повторить процесс грунтования. Наиболее употребительная марка грунтовки ГФ 021. Перед применением ее необходимо разбавить тремя-четырьмя частями растворителя Мг 646 или ацетоном и тщательно перемешать. Разжижение способствует лучшей работе пульверизатора с малыми сечениями проходных отверстий. Нанесенный слой необходимо хорошо просушить. Режим сушки указанной марки грунтовки 48 ч при температуре 18-22 С или 35 мин при 100-110 С. Сокращение времени сушки приведет к тому, что растворители, содержащиеся в эмали, наносимой сверху, вызовут отслаивание или морщины недосушенной грунтовки. Покрытие, наносимое по грунтовке после горячей сушки, наиболее устойчиво.
Чем красить? Самые удобные эмали при ремонте в условиях гаража -это те, которые высыхают в естественных условиях или при минимальном подсушивании. Не менее важны вопросы декоративных свойств эмали и ее прочностных качеств.
Но сначала необходимо подобрать колер, т.е. цвет отремонтированного участка должен быть однотонным с остальной поверхностью. Для смешения разноцветных эмалей при подборе колера необходимо использовать одноименные марки.
Базовые цвета, которые нельзя получить смешиванием, — это желтый, красный, синий. Все остальные цвета — это комбинации трех указанных с добавлением к ним черного или белого.
К самым непритязательным эмалям можно отвести НЦ-11. Они продаются в аэрозольных батончиках. Это покрытие устойчиво в атмосферных условиях при умеренном и холодном климате в течение двух лет. Наносится пятью-шестью слоями с сушкой первого и каждого последующего 20-30 мин при 18-22 С. Последний слой сушить 15-20 мин при температуре 60 С или не менее суток при 18-22 С, Затем шлифовать для придания блеска мелкозернистой шкуркой и полировать пастой № 291 или ВАЗ-1, ВАЗ-2.
Лучших результатов можно достичь применением алкидных эмалей, так как их прочностные и декоративные свойства не уступают синтетическим эмалям типа МЛ-197. Одна из рекомендуемых эмалей — «Автоэмаль уралкидная ТУ-6-10-900-25-89» Время сушки 12ч при 20°С или 45 мин при 80°С, условия сушки вполне отвечают гаражному ремонту. Перед началом работы эмаль разбавить тремя частями растворителя № 646 или ацетоном.
Первый слой принято называть выявительным, так как можно оценить качество шпатлевания и шлифовки. Бели вы обнаружите критичное число неровностей и рисок, то следует весь цикл обработки от шпатлевания до покраски повторить.
Каждый последующий слой эмали должен быть такой же толщины. Желательна межслойная сушка по режиму, указанному выше. Сушку начинать после 7-10 мин выдержки слоя в естественных условиях. Несоблюдение этого требования приведет к появлению пузырей или подтеков при сушке. Промежуточные слои можно шлифовать для устранения обнаруженных дефектов. Последний верхний слой шлифованию не подлежит, так как потерянный глянец восстановить будет трудно. Алкидные покрытия плохо полируются. Количество слоев три-шесть.
Разработка технической документации на восстановление детали.
Технологическая документация на восстановление детали включает:
— ремонтный чертеж детали (РЧ);
— маршрутную карту восстановления детали (МК);
— операционные карты восстановления детали (ОК);
— карты эскизов (КЭ) к операционным картам.
Ремонтные чертежи выполняются в соответствии с требованиями стандартов ЕСКД с учетом правил, предусмотренных ГОСТ 2.604 Чертежи ремонтные. Исходными данными для разработки ремонтногочеретежа являются:
— рабочий чертеж детали;
— технические требования на новую деталь;
— техническое требования на дефектацию детали;
Технические требования на восстановленную деталь.
Основными требованиями при выполнении ремонтных чертежей являются следующие:
— места, подлежащие восстановлению, выделяются сплошной линией, толщиной 28…38. Остальная часть изображения сплошной линией.
Обозначение ремонтного чертежа получают добавлением к обозначению детали буквы «Р» (ремонтный);
— чертежах деталей, восстанавливаемых сваркой, наплавкой, нанесением металлопокрытий, резьбовыми вставками и т.п., рекомендуется выполнять эскиз подготовки соответствующего участка детали к восстановлению;
-при применении наплавки, пайки и т.п., на ремонтном чертеже указываю наименование, марку материала, используемого при восстановлении, а также номер стандарта на этот материал.
Маршрутная карта восстановления детали в курсовом проекте разрабатывается на устранение основных дефектов по заданию преподавателя.
Маршрутная карта восстановления детали в курсовом проекте разрабатывается на устранение основных дефектов по заданию преподавателя.
В маршрутной карте приняты следующие основные обозначения и служебные символы:
в строке А — указание о цехе, участке, рабочем месте (РМ), операции;
в строке Б — указание об оборудовании, степени механизации (СМ), профессии по классификатору ОКПДТР (проф.), разряде рабочего (Р), условиях труда (УТ), количестве исполнителей (КР), количестве одновременно обрабатываемых деталей (КОИД), единицах нормирования, на которые установлена норма времени, например, 1, 10, 100 (ЕН), объёме производственной партии в штуках (ОП), коэффициенте штучного времени при многостаночном обслуживании (КШТ), заключительном ТПЗ И штучном времени (ТШТ)
в строке М — информация о применяемом материале с указанием наименования и кода материала, обозначения подразделений, откуда поступают детали (ОПП), код единицы величины (ЕВ), единицах нормирования (ЕН), количестве изделий (КИ) и нормах расхода (Н.расх).
в маршрутной карте отражаются все операции технологического процесса, начиная с очистки детали ,дефектации и т.п., включая механическую обработку, контроль. Операции нумеруют цифрами, кратными пяти (005, 010, 015 и т.д.).
при назначении последовательности выполнения операций необходимо исходить из следующих положений;
— тепловые операции (кузнечные, сварочные, наплавочные) выполняются остаточных внутренних напряжений, возникает деформация деталей;
— операции, при выполнении которых производится съем металла большой толщины, так же выполняются в числе первых, так как при этом выявляются возможные внутренние дефекты;
— если при восстановлении детали применяется термическая обработка, то операции выполняются в такой последовательности;
Черновая механическая, термическая, чистовая механическая;
— не рекомендуется совмещать черновые и чистовые операции, так как они выполняются с различной точностью;
— в последнюю очередь выполняются чистовые операции.
Если у детали изношены установочные базы, их восстанавливают в первую очередь.
Технологический процесс дефектации представляется в виде карты эскизов и карты технологического процесса дефектации КТПД. В графе «код, наименование дефекта» после наименования конкретного дефекта, в скобках указывают номер дефекта, занесённый в карту эскизов.
В графу «РЧ» записывают номинальное значение контролируемого параметра по конструкторскому или нормативно- техническому документу, в графе «ДР» — допустимое значение контролируемого параметра. В графе «СТО» указывают наименование применяемых средств контроля.
Операционные карты предназначены для описания технологических операций с указанием переходов, режимов обработки, данных о средствах технологического оснащения, норм штучного времени выполнения операции и переходов.
Служебные символы и обозначения, принятые в операционных картах, не отмеченные ране:
О — содержание операции (перехода);
Т — информация о применяемой при выполнении опреции технологической оснастке, записываемой в следующем порядке:
Р — режим обработки.
Запись информации со служебными символами М,О,Т и Р выполняют на всей длине строки с возможностью переноса информации на последующие строки.
В операционных картах после наименования операции (перехода) могут записываться технологические требования, относящиеся к выполняемой операции (переходу). Номера переходов в определенных картах обозначают арабскими цифрами в технологической последовательности.
Запись переходов необходимо выполнять кратко с указанием метода обработки, выраженной глаголом в повелительном наклонении.
Техническое обслуживание и ремонт автомобилей выполняются, как правило, в помещениях, в предназначенных для этого местах (на постах), оборудованных необходимыми для выполнения работ устройствами (осмотровыми канавами, эстакадами, подъемниками и т.п.), а также подъемно-транспортными механизмами, приборами, приспособлениями и инвентарем.
Расположение рабочих мест в помещениях технического обслуживания автомобилей должно исключать возможность наездов автомобилей на работающих. Канавы и эстакады должны иметь направляющие предохранительные реборды для предотвращения возможности падения автомобиля в канаву или с эстакады во время его передвижения. Площадки эстакад, на которых работают рабочие, должны надежно ограждаться перилами.
В помещениях для обслуживания автомобилей запрещается оставлять порожнюю тару из-под топлива и смазочных материалов. Разлитое масло или топливо необходимо немедленно удалять при помощи песка или опилок, которые после употребления следует ссыпать в металлические ящики с крышками, установленные вне помещения. Отработавшее масло разрешается хранить вне помещений в железных бочках, либо в специальном огнестойком помещении, либо в подземных цистернах.
Помещения для ремонта автомобилей должны обеспечивать нормальные санитарные условия труда.
В ремонтной зоне запрещается:
— пользоваться открытым огнем, переносными горнами, паяльными лампами и т.п. в тех помещениях, где применяются легковоспламеняющиеся и горючие жидкости (бензин, керосин, краски, лаки разного рода и пр.), а также в помещениях с легковоспламеняющимися материалами (деревообделочных, обойных и других цехах);
— мыть детали бензином и керосином (для этого должно быть специально приспособленное помещение);
— хранить легковоспламеняющиеся и горючие жидкости в количествах, превышающих сменную потребность;
— ставить автомобили при наличии подтекания топлива из бака (топливо необходимо сливать), а также заправлять автомобили топливом;
— хранить чистые обтирочные материалы вместе с использованными;
— пользоваться ломами при перекатывании бочек с горючими жидкостями;
— загромождать проходы между стеллажами и выходы из помещений материалами, оборудованием, тарой и т. п.
Хранить в общих складах и кладовых краску, лаки, кислоты, карбид кальция (краски и лаки должны содержаться отдельно от кислот и карбида кальция) запрещается.
При обслуживании автомобиля на подъемнике любой конструкции на механизме управления подъемником вывешивают табличку с надписью: «Не трогать — под автомобилем работают люди!». В рабочем положении плунжер подъемника надежно фиксируют упором, гарантирующим самопроизвольное опускание подъемника.
При постановке автомобиля на ремонт без принудительного перемещения, когда не требуется регулировка тормозов, автомобиль затормаживают ручным тормозом и включают низшую передачу, выключают зажигание (подачу топлива) и под колеса подкладывают упоры.
При ремонте автомобилей вне осмотровой канавы, эстакады или подъемника лиц, производящих ремонт, обеспечивают подкатными тележками (лежаками). В случае выполнения ремонтных операций, связанных со снятием колес, следует поставить под вывешенный автомобиль козелки, а под неснятые колеса — упоры (башмаки). Производить какие-либо работы на автомобиле со снятыми колесами, вывешенном только на одних подъемных механизмах (домкратах, талях и т.д.), запрещается. Категорически запрещается подкладывать под вывешенный автомобиль диски колес, кирпичи и прочие предметы.
В случае необходимости ремонта днища кузова легкового автомобиля на поворотном стенде, автомобиль надежно укрепляют, топливо из топливных баков и воду из системы охлаждения сливают, плотно закрывают маслозаливную горловину двигателя, аккумуляторную батарею снимают. Если снятие агрегатов и деталей связано с большим физическим напряжением, а также создает неудобства в работе (например, тормозные и клапанные пружины, барабаны, рессорные пальцы и т.д.), следует применять приспособления (съемники), обеспечивающие безопасность при выполнении этой работы. Применять съемник следует только для той операции, для которой он предназначен. При работе со съемником необходимо следить за правильной установкой съемника на детали. Захваты должны надежно и правильно держать деталь. При применении съемника не следует употреблять никаких дополнительных рычагов с целью удлинения воротка съемника.
При разборке автомобиля на агрегаты снимать, транспортировать и устанавливать двигатель, коробку передач, задний мост, передний мост, кузов и раму необходимо при помощи подъемно-транспортных механизмов, оборудованных приспособлениями (захватами), обеспечивающими полную безопасность работ. Запрещается поднимать (даже кратковременно) грузы массой, большей, чем это указано для данного подъемного механизма. Запрещается снимать, устанавливать и транспортировать агрегаты при зачаливании их тросом и канатами без специальных захватов. Тележки для транспортирования должны иметь стойки и упоры, предохраняющие агрегаты от падения и самопроизвольного перемещения по платформе. До снятия двигателя, коробки передач, заднего моста, радиатора и других агрегатов или деталей, связанных с системами охлаждения и смазки автомобиля, обязателен предварительный слив масла и воды в специальную тару.
В своём курсовом проекте я провёл оценку востребованности услуг по техническому обслуживанию и ремонту легковых автомобилей.
Я доволен дисциплиной и выполненной работой, поскольку она дала мне полезные знания в области общих закономерностей и конкретных особенностей разработки, материального обеспечения и использования технологических процессов обслуживания и ремонта автотранспортных средств!
Список используемой литературы
1. Автомобили ВАЗ: Технология ремонта кузовов и кузовных деталей Под. ред. Б.В. Прохорова. — Л.: Машиностроение, 2010. — Т.2. — 447 с.
2. Вильжер И., Николя Ж.П. Технология ремонта кузовов легковых автомобилей: Пер. с франц. В.Г. Полякова. — М.: Машиностроение, 2011. — 472 с.
3. Кац А.М. Автомобильные кузова. Техническое обслуживание и ремонт. — М.: Транспорт, 2010. — 272 с.
4. Кобус В. Современные методы ремонта кузовов легковых автомобилей. — М.: Транспорт, 2009. — 175 с.
5. Синельников А.Ф., Штоль Ю.Л., Скрипников С.А. Кузова легковых автомобилей. — М.: Транспорт, 2010. — 256 с.
6. Технологические процессы ремонта автомобилей: учеб. пособие для студ. учреждений сред. проф. образования В.М. Виноградов. — М.: Издательский центр «Академия», 2009. — 384с.
Размещено на Allbest.ru
Подобные документы
Дефекты кузовов и кабин. Технологический процесс ремонта кузовов и кабин. Ремонт неметаллических деталей кузовов. Качество ремонта автомобилей. Незначительные прогибы на пологих лекальных поверхностях, видимые при боковом освещении. Вмятины.
курсовая работа [1,6 M], добавлен 04.05.2004
Технология ремонта автомобилей. Выбор способа и маршрутная технология восстановления деталей. Восстановление основных деталей, применяемое оборудование. Ремонт приборов систем охлаждения, смазки, питания, электрооборудования, рам, кузовов, кабин и шин.
книга [8,6 M], добавлен 06.03.2010
Разработка проекта участка по ремонту кузовов легковых автомобилей с разработкой документации. Схемы технологических процессов устранения дефектов кузова. Обоснование и организация контроля качества на участке, срока окупаемости капитальных вложений.
дипломная работа [4,2 M], добавлен 04.04.2011
Сведения об устройстве современных автомобильных кузовов. Кузова легковых автомобилей. Предназначение, строение и работа. Особенности эксплуатации. Структура технологического процесса ремонта кузовов. Основные неисправности. Элементы и приспособления.
дипломная работа [2,2 M], добавлен 31.07.2008
Характерные дефекты кузовов и кабин. Ремонт неметаллических деталей кузовов. Подготовка к покраске, покраска и инструменты для покраски. Пескоструйная обработка. Восстановительная, защитная полировка кузова, локальная покраска. Антикоррозийные материалы.
курсовая работа [3,6 M], добавлен 03.11.2013
Источник