- Приспособление для правки кузовных деталей
- Еще чертежи и проекты по этой теме:
- НЕТ КОММЕНТАРИЕВ
- Кузовной ремонт приспособления зажим сто сборочный чертеж
- Приспособления
- Модернизация приспособления – пневматическое приспособление для притирки клапанов
- Приспособление для притирки посадочных отверстий гидрораспределителей
- Приспособление для сборки-разборки и ремонта стартера автомобиля
- Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82
- Разработка приспособления для откручивания и закручивания шпилек
Приспособление для правки кузовных деталей

Волгоградский государственный технический университет,
Кафедра Техническая эксплуатация и ремонт автомобилей.
Проектирование присособления для ремонта автомобилей.
Приспособление для правки кузовных деталей
Разработан гидроцилиндр на основе КИП-2, модернизирован для установки сменных штанг,а так же увеличена усилие создаваемое цилиндром для растяжки кузовов.
Содержит 5 чертежей: Сборочный чертеж гидроцилиндра (СБ) и деталировки приспособления, поршень (ОВ), дно цилиндра (ОВ), толкатель (ОВ), цилиндр (ОВ), спецификация и ПЗ с расчетом на прочность
Состав: Сборочный чертеж гидроцилиндра (СБ) и деталировки приспособления, поршень (ОВ), дно цилиндра (ОВ), толкатель (ОВ), цилиндр (ОВ), спецификация и ПЗ с расчетом на прочность 
Софт: КОМПАС-3D 13
Сайт: www

Дата: 2014-11-11
Просмотры: 7 739
180  Добавить в избранное
Добавить в избранное
Еще чертежи и проекты по этой теме:

Софт: КОМПАС-3D 16
Состав: Вид общий (ВО), Деталировка

Софт: SolidWorks 2018
Состав: 3D сборка

Софт: КОМПАС-3D 19
Состав: Работа состоит из групповой 3D-сборки для 3-х исполнений, групповой спецификации, группового сборочного чертежа и деталировки.

Софт: КОМПАС-3D 17.1.12
Состав: Показательные схемы (Гидропривод с принятыми условнографическими изображениями в пояснительной записке, уплотнения штока, уплотнения поршня) и схема масляного бака.

Софт: КОМПАС-3D 17
Состав: СБ, Деталировка, Спецификация
Дата: 2014-11-11
Просмотры: 7 739
180 Добавить в избранное
НЕТ КОММЕНТАРИЕВ
Пожалуйста, войдите, чтобы добавить комментарии.
Источник
Кузовной ремонт приспособления зажим сто сборочный чертеж
+7 (343) 777-00-42 Пн-Вс c 7:00 -16:00 по Москве admin@ChertegRF.ru
Мои желания
Перечень чертежей:
- СБ приспособление – пневматические тиски для закрепления карданного вала при его разборке (замена вилок, крестовин, подшипников). Устанавливается приспособление на стол или верстак и закрепляется болтами. Используется только для разборки карданных валов грузовых автомобилей. Чертеж масштабе 1:1, с указанными размерами для справок и с техническими требованиями: цилиндр работает на воздухе сжатом, очищенном не грубее 10 класса при температуре выше 1 С; падение давления в полости рабочей цилиндра из-за утечек воздуха через уплотнения, при давлении 1МПа, не должно превышать 0,01 МПа за 2 мин.; давление страгирования в момент начала перемещения поршня без нагрузки не должно превышать 0,025 МПа; наработка средняя до отказа не менее 400 тыс. двойных ходов; давление рабочее в цилиндре — не более 7 атм.; затяжку крепежных деталей производить с Мкр от 14 до 18 Нм, технические требования к затяжке по 0СТ 37.001.031-82; предельные неуказанные отклонения размеров по 0СТ 37.001.246-82, со спецификацией (формат А1)
- Чертежи деталей приспособления с размерами, шероховатостями, посадками и техническими требованиями: с предельными неуказанными отклонениями размеров по 0СТ 37.001.246-2000: валов — по h14, отверстий — по H14, остальные — +-IT14/2 и с неуказанными фасками 1х45 0 . На листе расположены следующие детали: цилиндр; упор; шток; поршень; задняя крышка; передняя крышка (формат А1)
Основной частью приспособления является плита 1, посредством которой оно и закрепляется на слесарном верстаке или столе. Плита 1 – сварная конструкция, к которой приварен уголок 32х32 ГОСТ 19772-93. К этому уголку болтами 10 крепится пневмоцилиндр, состоящий из: двух крышек 6 и 7, цилиндра 3, поршня 4 и штока 5. Пневмоцилиндр имеет уплотнения 12 и 13. Крышки пневмоцилиндра стянуты болтами 10. Для того чтобы избежать перекоса пневмоцилиндра при его работе на плите 1 посредством винтов 11 крепится упор 8.
Еще одной частью приспособления для разборки карданного вала является сварная конструкция прижима 2, который служит своеобразным упором для карданного вала. Он имеет скопированную фасонную поверхность под трубу карданных валов. Такая же поверхность есть и у штока 5.
Работа с приспособлением довольно проста: необходимо установить между штоком 5 и прижимом 2 карданный вал и включить подачу сжатого воздуха к пневмоцилиндру. Конструкция приспособления выполнена так, что максимальное перемещение штока 5 и поршня 4 составит не более 5 мм. Это исключит возможность повреждения поверхности карданного вала в случаях, когда превышается допустимый порог рабочего давления. По окончанию работ пневмоцилиндр отключают и снимают карданный вал.
Спецификация – 1 лист
Чертеж в программе: Компас 3D V
Источник
Приспособления
Модернизация приспособления – пневматическое приспособление для притирки клапанов
Существует ещё один способ притирки клапанов. Он осуществляется с помощью пневматического приспособления. Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан – происходит притирка. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели и в разы быстрей ручной притирки – для притирки одного клапана достаточно всего нескольких минут. Главные преимущества: очень высокая скорость работы, простота и удобство использования.
Исходя из выше перечисленного, оптимальным вариантом является притирка клапанов с помощью пневматического приспособления. Модернизация данного приспособления позволит осуществлять притирку клапанов не только колебательным вращением вала, но и возвратно-поступательным движением. Тем самым будет происходить имитация работы клапана и, как следствие, затекание притирочной пасты. Это позволит произвести притирку клапанов с большей эффективностью.
После притирки необходимо проверить герметичность прилегания клапана к седлу. Плотность прилегания клапана к гнездам можно проверить следующим способами:
- проба на карандаш (нанести на фаску клапана риски карандашом и провернуть клапан в седле в ту или другую сторону);
- заливка керосина в патрубок головки цилиндров;
- проверка на герметичность по времени падения давления воздуха в камере, расположенной над клапаном.
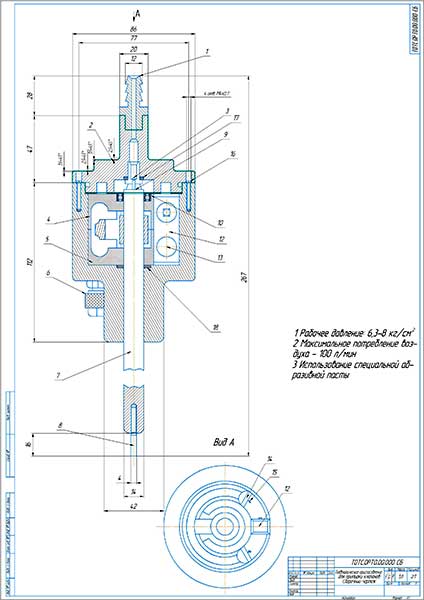
Приспособление состоит из соединительного ниппеля 1, к которому присоединяется шланг с сжатым воздухом, крышки 2, воздушного клапана 3, верхнего статора 4, нижнего статора 5, выхлопного штуцера 6, вала 7, наконечника 8, толкателя 9, упорного подшипника 10, клапанов 11 и 13, клапанной коробки 12, манжеты 14 и пружины 15.
Перед началом работы необходимо смазать подвижные части приспособления, залив через отверстие выхлопного штуцера 6 несколько капель жидкого масла.
Под тарелку притираемого клапана установить амортизирующую пружину, вставить клапан в направляющую втулку и нанести на фаску седла клапана притирочную пасту.
Установить приспособление наконечником или присосом на тарелку клапана и нажать на кнопку.
При нажатии на кнопку, вал 7 и толкатель 9 поднимаясь, открывают доступ воздуха через штуцер клапана 3 к клапанной коробке 12 и рабочей камере статора 4 и 5. Перекрывая клапаны 11 и 13 пружинами 15, сжатый воздух поступает то в одну, то в другую часть рабочей камеры статора. Тем самым осуществляется колебательное вращение и возвратно-поступательное движение вала. При прекращении нажатия доступ воздуха через клапан 3 перекрывается и колебания прекращаются.
Пневматическое приспособление для притирки клапанов Сборочный чертеж
Приспособление для притирки посадочных отверстий гидрораспределителей
Одной из простых в обслуживании и изготовлении зажимами являются основанные на механической передаче. Они имеют больший КПД (коэффициент полезного действия), меньшие габариты и имеет низкую себестоимость. Например, наиболее распространенная система, в металлорежущих станках является передача винт-гайка. К преимуществам передачи «винт-гайка» относятся простота и компактность конструкции, большой выигрыш в силе, точность перемещений. Недостатки этой передачи: большая потеря на трение и связанный с этим малый КПД. Поэтому в проектируемом стенде для зажима будем использовать передачу винт-гайка.
Стенд для притирки посадочных отверстий гидрораспределителей состоит из вертикально-сверлильного станка 1, и зажимного приспособления 11 установленного на стол 8 станка и зажат к нему при помощи болтов.
Принцип действия стенда состоит в следующем. Первоначально, необходимо установить дефектный гидрораспределитель 7 между губками 11 и 14, регулируя при этом высоту установки с помощью прокладок (на рисунке не обозначен). При этом требуется установить (примерно) распределитель 7 так, чтобы ось обрабатываемого отверстия (под золотник) соответствовало оси притирочного инструмента. Предварительное расположение гидрораспределителя дает основу для окончательного закрепления разработанного приспособления.
После предварительной настройки, корпус распределителя 7 зажимают губками 11 и 14. Для этого сначала прокручивают рукояткой 6 доведя перемещение губки до упора, но не прижимают усилием. После этого перемещая ручку 10 эксцентрикового механизма 13 прижимают корпус 7 более усиленно. Во избежание повреждения корпуса распределителя губки 11 и 14 с внутренней стороны снабжены прорезиненными подкладками. Для выполнения операции притирки притирочную пасту предварительно наносят на притир и устанавливают в конус шпинделя вертикально сверлильного станка. Включив вращение с небольшой частотой и перемещая рукояткой 2 шпиндель станка в вертикальном направлении выполняется притирка отверстия золотника. В процессе притирки (оно может быть не долгим), останавливая обработку необходимо контролировать размер отверстия заранее настроенным нутромером или калибром.
Стенд для притирки посадочных отверстий гидрораспределителей Вид общий

Приспособление для сборки-разборки и ремонта стартера автомобиля
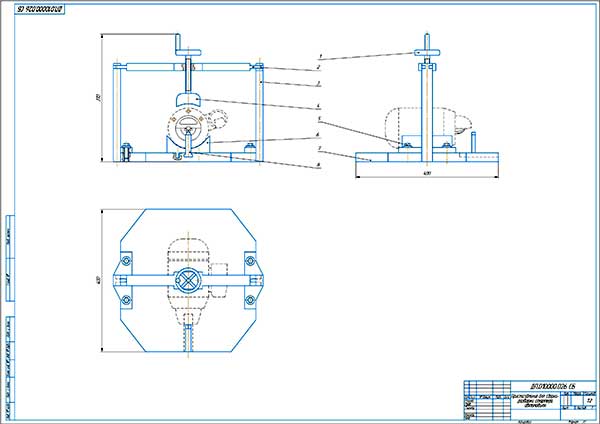
Приспособление предназначено для быстрой, удобной и безопасной разборки, сборки стартера, а также для проверки стартера в условиях полной фиксации.
Устройство приспособления: 1. Вентиль резьбовой шпильки, 2. Установочная рейка, 3. Стойки — 2 шт, 4. Прижимная призма, 5. Винт крепления — 2 шт, 6. Установочная призма, 7. Плита, 8. Фиксатор.
Робота приспособления: Снятый с автомобиля стартер устанавливается на установочную призму 6, центрируется к плите 7 и прижимной призме 4. Далее с помощью ручки 1, вкрученный в вентиль резьбовой шпильки опускаем прижимную призму 4 до упора в стартер дальше с помощью контргайки закрепляем высоту прижимной призмы 4.
Данная конструкция соответствует всем требованиям для разборки и сборки стартера. С точки зрения безопасности, конструкция соответствует требованиям по технике безопасности. Имеет простоту и надежность конструкции.
По сравнению с другими существующими конструкциями похоже типа работы, данное приспособление имеет следующие преимущества:
- Меньшее количество материалов;
- Простота изготовления;
- Простота сборки;
- Надежность закрепления стартера;
- Удобство в разборе и сборке стартера;
- Удобство в установке приспособления на верстак.
Приспособление для сборки-разборки и ремонта стартера автомобиля Сборочный чертеж
Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82
Приспособление представленное в данном дипломном проекте предназначено для более быстрой и качественной выпресовки сальниковых уплотнений рулевого механизма трактора Беларус–82.
Приспособление состоит из:
- нажимного винта 1;
- основания 2;
- четырёх захватов 3;
- втулки 4;
- воротка 5;
- четырёх осей со шплинтами, соединяющих захваты с основанием 6,7.
Приспособление работает следующим образом: перед выпресовкой сальникового уплотнения захваты приспособления раздвигаются до нужного уровня, накручивая или откручивая втулку. Приподнимаем вал на нужную высоту и устанавливаем приспособление на вал, раздвигаем захваты при помощи втулки, упорный винт подвигается к торцу вала. После чего к воротку прикладываем необходимое усилие для выпресовки. В результате чего захваты стягивают сальниковое уплотнение.
Приспособление для выпресовки сальникового уплотнения рулевого механизма трактора Беларус-82

Разработка приспособления для откручивания и закручивания шпилек
В данной конструкторской разработке предоставлено устройство, позволяющее быстро закручивать и откручивать шпильки. При больших объемах ремонтно-монтажных работ это устройство позволит значительно экономить на закручивание и откручивание. В большинстве случаев это делается накручиванием на шпильку пары гаек, с их последующем снятием, что отнимает много времени.
В общих чертах устройство представляет собой штанговый зажим, приспособленный для захвата шпилек диаметром 12-20 мм, что позволит работать с большинством шпилек, применяемых в отечественных машинах и тракторах – шпильки крепления головок блока цилиндров, шпильки крепления автомобильных колес и др.
Основная часть устройства – корпус (1), к которому привинчивается пробка (4) с внутренней резьбой, в которую вворачивается силовой винт (5). На винт надета шайба с прорезями (6), которая приварена к силовому винту шайбой (7), при этом винт может вращаться независимо от шайбы (6). В прорези шайбы вставлены три зажимных губки (8). От прокручивания в корпусе губки фиксируются винтами, которые передвигаются в прорезях корпуса.
Работает устройство следующим образом: Вращением ручки (2) силовой винт выворачивается вверх. Вслед за ним движутся вверх, и раздвигаются зажимные губки. Затем устройство надевается на шпильку (или шпилька вставляется в отверстие корпуса), и вращением винта губки отпускаются, и скользя по конусообразной внутренней поверхности корпуса, снимаются, плавно зажимая шпильку.
После этого устройство вращается за ручки (3), и зажатая шпилька выкручивается (закручивается). Затем вращением силового винта шпильку отпускают.
Приспособление для откручивания и закручивания шпилек Сборочный чертеж
Источник