- Ремонт дефектов древесины
- Виды дефектов пиломатериалов
- Пороки древесины
- Требования к заглушкам
- Готовые заглушки для ремонта пиломатериалов
- Оборудование для изготовления заглушек
- Этапы ремонта древесных материалов
- Заделка пороков и дефектов в древесине
- Пороки древесины — это особенности и недостатки как всего ствола дерева, так и отдельных участков, ухудшающие характеристики древесного сырья и сужающие возможности его использования на деревообрабатывающих и мебельных предприятиях. Дефектами обработки называются пороки древесины механического происхождения, которые возникают при заготовке, транспортировке, пилении и других операциях деревообработки.
- Пороки и дефекты древесины
- Требования к заделкам
- Используемые вставки
- Высверливание и выфрезеровывание пороков и дефектов
- Станки-полуавтоматы
Ремонт дефектов древесины
Древесина – самый первый конструкционный и отделочный материал, доступный человеку. Прочное, теплое и красивое дерево ассоциируется в нашем сознании с теплом и уютом дома и роскошной мебелью. Каждый кусочек натурального дерева имеет красивые неповторимые узор и текстуру, и цвет, присущий только данному виду.
Но у любого натурального материала имеются свои недостатки. Древесина может иметь дефекты развития или обработки; или приобретать их в процессе эксплуатации. Дерево подвержено гниению, может повреждаться насекомыми. Поэтому вопросы заделки дефектов всегда актуальны и для кустарных мастеров, и для промышленных предприятий.
Виды дефектов пиломатериалов
Все делятся на две группы: обработки и пороки естественного происхождения.
Дефекты ухудшают ее качество и возникают в процессе роста дерева. Они могут распространяться на всю длину ствола или находиться только на отдельных участках ствола. Пороки ухудшают качество древесины, уменьшают сортность и возможность применения в производстве.
Дефектами обработки считаются недостатки, появляющиеся при спиле и транспортировке пиломатериалов, при распиливании, острожке и прочих процессах при обработке древесины.
Пороки древесины
Пороки древесины делятся на 9 групп:
некруглые формы ствола;
повреждения насекомыми (биологические);
химическая (неестественная) окраска;
 Каждая группа включает несколько разновидностей пороков. Для каждого вида материалов (бревен, пиломатериалов, шпона) типичны определенные их разновидности.
Каждая группа включает несколько разновидностей пороков. Для каждого вида материалов (бревен, пиломатериалов, шпона) типичны определенные их разновидности.
Пороки могут быть незаметны на поверхности бревна или распиленной заготовки и проявляться в процессе обработки, иногда при окончательной шлифовке шпона или готовых изделий.
Для каждой разновидности дефектов применяют определенные методы устранения. Сколы, отщепы, трещины склеивают или шпаклюют. Если обнаружены крупноразмерные дефекты – нужно отсечь от заготовки больной участок, затем соединить части заготовки. Этот метод не подходит для ценных пород или для обработанных заготовок. В таком случае вырезается дефект с небольшим захватом древесины вокруг и в заготовку вклеивается заплатка.
Требования к заглушкам
вставки и детали должны быть изготовлены из одной древесины, иметь совпадающие волокна. Оттенок заглушек должен совпадать с цветом поверхности ремонтируемой детали. Заделка должно плотно входить в отверстие от дефекта и надежно вклеиваться клеем;
для деталей с облицовкой площадь заделки не должна превышать 5 см2, 1,5 см2 – для элементов из массива дерева;
на лицевых поверхностях элементов из массива дерева или с облицовкой шпоном допускается до двух заделок;
разница во влажности материала вставки и материала древесины ремонтируемой детали не должны отличаться больше, чем на один процент;
на деталях, которые должны быть облицованы или покрыты непрозрачным составом, отверстия от сучков могут заделываться пробками. Исключение: здоровые сросшиеся с основой сучки в элементах под непрозрачную окраску можно не удалять;
вставки должны очень плотно вставляться в отверстие и проклеиваться по всей плоскости соприкосновения. Иначе при последующей окраске в щель между вставкой и гнездом будет втягиваться лак или эмаль и на поверхности проявляться трещинки. Клеевая фуга должна подходить по цвету к цвету древесины основы и не быть темнее ее;
после вклейки и высыхания вклеенные вставки необходимо профрезеровать или прошлифовать заподлицо с поверхностью.
Готовые заглушки для ремонта пиломатериалов
При промышленном производстве изделий из дерева пробки и заплатки выпускаются в больших количествах. На нашем сайте представлены готовые лодочки-заглушки различных форм и размеров. Они предназначены для устранения следующих дефектов:
Деревянные лодочки бесследно замаскируют эти дефекты. За счет качественного ремонта заготовок Вы можете уменьшить процент производственного брака!
Оборудование для изготовления заглушек
 Швейцарская компания Lamello разработала комплект станков для ремонта изделий из древесины. Оборудование предназначено для использования на предприятиях по изготовлению изделий из дерева.
Швейцарская компания Lamello разработала комплект станков для ремонта изделий из древесины. Оборудование предназначено для использования на предприятиях по изготовлению изделий из дерева.
С помощью этого оборудования можно обрабатывать клееные конструкции из древесины, выбирать пазы в заготовках.
Ассортимент комплекта оборудования:
ручные фрезеры моделей Minispot G20S2 и Minispot G2A. С их помощью выбирают пазы на месте дефектов под пробки-«лодочки»;
модель Dosicoll – предназначен для нанесения клея;
модель Plano 45S2 – ручной фрезер, с помощью которого можно фрезеровать вставки заподлицо с основной деталью;
выпускается также несколько обычных фрезеров, укомплектованных чашечными сверлами. Они используются для высверливания несквозных отверстий под пробки.
Назначение этого комплекта оборудования – удаление дефектов, проявившихся на окончательных стадиях обработки заготовок («кармашков» со смолой, червоточин, сучков, трещинок, вырывов).
Электрофрезеры Minispot G2A или Minispot G20S2 имеют горизонтальную ось вращения инструмента. Фрезеры устанавливаются на опорной планке над местом локализации дефекта, при нажимании рукой опускаются вниз и выфрезеровывают гнездо под «лодочку». Вверх подтягивается под давлением пружин.
Dosicoll – пластиковый баллон на подставке. Баллон закрыт насадкой с двумя соплами, направленными вбок, предназначенными для нанесения клея на боковые стенки гнезда. Подставка для баллона сконструирована таким образом, что перекрывает отверстия в насадке и не допускает пересыхание клея, а заодно и засорение сопел.
Этапы ремонта древесных материалов
Чтобы правильно выполнить заделку дефектов на пиломатериалах необходимо придерживаться определённой последовательности действий.
- Определите параметры вставки-лодочки, которую вы будете использовать в качестве замены повреждённой древесины.
- Изготовьте заглушку нужных размеров. При отсутствии фрезера можно купить готовую лодочку.
- Для фрезерования углублений на месте дефектной древесины прекрасно подходят ручные фрезерные машины Minispot G2A и Minispot G20S2. Высверлите отверстие требуемого размера. Для этого подберите фрезу необходимого диаметра и установите фрезер точно вдоль расположения дефекта древесины. Движением управляющей ручки опускайте фрезу, которая будет при этом высверливать стандартное углубление в форме лодочки. После окончания сверления отпустите ручку, и шпиндель фрезера под действием пружины поднимется вверх.
- Нанесите клей на пробку-лодочку и вставьте её в углубление. Необходимо убедиться, что клей покрывает всю поверхность, которая будет контактировать с углублением, и наложен в количестве, достаточном для заполнения зазора. Если клея недостаточно, после его застывания образуется заметная щель, которая впоследствии будет забиваться пылью и грязью, что крайне нежелательно. Клей должен быть прозрачным либо совпадать по цвету с оттенком древесины.
- После застывания клея снимите рубанком излишек древесины заглушки и зашлифуйте поверхность наждачной бумагой.
Источник
Заделка пороков и дефектов в древесине
Пороки древесины — это особенности и недостатки как всего ствола дерева, так и отдельных участков, ухудшающие характеристики древесного сырья и сужающие возможности его использования на деревообрабатывающих и мебельных предприятиях. Дефектами обработки называются пороки древесины механического происхождения, которые возникают при заготовке, транспортировке, пилении и других операциях деревообработки.
Под древесиной в обыденной жизни и в технике обычно понимают внутреннюю часть дерева, находящуюся под его корой, которая покрывает ствол, ветки и сучья.
Есть и более точные определения понятия «древесина», такие как: совокупность проводящих, механических и запасающих тканей, расположенных в стволах, ветвях и корнях древесных растений, между корой и сердцевиной, или естественный полимер биологического происхождения, состоящий из клеток-волокон, имеющих трубчатую форму и направленных вдоль ствола.
Пороки и дефекты древесины
Внутренняя структура древесины неоднородна и, помимо волокон, содержит множество других элементов, относимых к порокам и дефектам. К тому же во время роста каждое дерево с переменным успехом постоянно борется с воздействием природных факторов и природных врагов, оставляющих в его теле отметины, что отражается на качестве древесины.
Пороки древесины — изменения внешнего вида, правильного строения, целостности тканей древесины и т. д. — недостатки ее отдельных зон и участков, снижающие качество и ограничивающие возможность использования. Все пороки подразделяются на девять групп: сучки; трещины; пороки формы ствола; пороки строения; химическая окраска; грибные поражения; биологические повреждения; инородные включения, коробление и механические повреждения. В каждую группу входит несколько видов пороков.
Часть из них характерны только для круглых лесоматериалов (бревен и т. п.), какие-то свойственны лишь пилопродукции или шпону. Их полный перечень приведен в ГОСТ 2140 и других действующих национальных стандартах.
Многие пороки изначально не заметны на поверхности древесины и вскрываются постоянно по мере ее обработки, вплоть до завершающих операций шлифования готовых деталей.
Такие пороки, как гниль или окраска, можно заметить еще в бревне и понизить сорт древесины, для того чтобы не использовать ее в изделиях, где требуется высокое качество. То же касается и пиломатериалов: вскрывшиеся на их поверхности и ставшие видимыми пороки, такие, например, как свиль, трещины, гнилые сучки и т. д., можно удалить при раскрое на заготовки, а образовавшиеся короткие бруски утилизировать с помощью сращивания.
Эта операция, конечно, приводит к снижению полезного выхода материала, но исключает трудозатраты на изготовление деталей, которые в дальнейшем могут быть отнесены к браку из-за наличия недопустимых пороков.
Проблема обостряется и при вскрытии пороков древесины в обрабатываемых или уже обработанных заготовках. Чтобы такие детали не были отнесены к браку, ГОСТ 16371 «Мебель. Общие технические условия» и другие стандарты допускают их использование при условии заделки пороков и дефектов деревянными вставками.
То же касается и некоторых дефектов механического происхождения, возникших на поверхности заготовок в процессе их транспортирования, сортировки, штабелирования и механической обработки.
Требования к заделкам




Сучки размером более 15 мм на деталях, предназначенных под облицовывание или непрозрачную отделку, могут заделываться вставками или пробками, за исключением здоровых сросшихся сучков на деталях под непрозрачную отделку.
Вставки и пробки для заделок должны быть изготовлены из древесины той же породы, что и детали, иметь одинаковое с ними направление волокон и устанавливаться плотно на клею. Цвет древесины заделок должен соответствовать цвету поверхности детали, для заделки пороков древесины которой они предназначены.
Площадь каждой заделки должна быть не более 5 см2 для облицованных деталей и 1,5 см2 — для деталей из массивной древесины.
В изделии на лицевых поверхностях из древесины или облицованных шпоном не допускается более двух заделок. На лицевых поверхностях, облицованных декоративным облицовочным материалом (пленкой, пластиком и др.), заделки не допускаются. В шиповых соединениях и деталях сечением менее 20 x 30 мм, несущих силовые нагрузки, не допускаются пороки древесины, перечисленные в табл. 9 приложения 3 к ГОСТ 16371, кроме пороков, указанных в пп. 3а (в пределах установленной нормы), 3е, 4 и 5 того же стандарта. Заделка сшивных кромочных и ребровых сучков, как правило, не допускается. Размеры червоточин, «кармашков» и пробок для их заделки в деталях из массивной древесины не должны превышать 1/3 толщины или ширины детали. На поверхностях изделий из массива рекомендуется оставлять только сросшиеся ребровые сучки, максимальный размер которых — 1/5 ширины или толщины детали, но не более 10 мм.
Влажность древесины вставок может отличаться от влажности древесины основы не больше чем на 1 %.
Вставки следует устанавливать плотно, без зазора, а клей должен полностью заполнять всю боковую поверхность контакта с гнездом. В противном случае при последующей отделке изделия произойдет проседание лака или эмали в образовавшуюся щель. Клеевая фуга не должна быть темной, особенно если поверхность будет подвергаться прозрачной отделке.
Важно также, чтобы установленные вставки были отфрезерованы или прошлифованы заподлицо с поверхностью.
Используемые вставки
В сложившейся практике столярных работ для заделки пороков и дефектов используются вырезанные вручную овальные или ромбовидные бруски, которые вставляют в выбранные стамеской пазы, соответствующие брускам по форме, а также узкие планки, которые устанавливают в пазы, пропиленные на месте длинных трещин.
В промышленном производстве используются (рис. 1): круглые пробки, направление древесных волокон которых перпендикулярно их оси, точеные цилиндрические пробки с направлением волокон, параллельным оси, и так называемые пробки-«лодочки» разной длины, которые могут быть одно-, двух-, трехкратными.
Первые (рис. 1а) выпиливаются цилиндрической пилой, оснащенной выталкивателем, из брусков нужной толщины, заранее отфрезерованных по обеим пластям. Размеры таких пробок не нормируются. Их максимальный диаметр 50 мм, а толщина до 30 мм. На практике чаще всего используются пробки диаметром 25 и 35 мм. Недостаток таких вставок в том, что трудно подобрать такие, которые бы идеально соответствовали цвету и текстуре поверхности основного материала ремонтируемой заготовки; особенно нелегко это сделать при использовании полуавтоматических и автоматических станков. Кроме того, даже небольшой поворот относительно текстуры основы делает такие вставки хорошо заметными.
Цилиндрические пробки с направлением волокон, параллельным их оси (рис. 1б), изготавливаются на токарных станках с автоматической подачей предварительно прирезанных отторцованных заготовок из сучьев необходимого диаметра. При этом на обеих сторонах такой вставки снимаются фаски толщиной около 1,5 мм.
Каких-либо стандартов размеров таких пробок нет. Но есть предприятия, специализирующиеся на их изготовлении, у которых уже сложился типоряд размеров таких пробок: диаметр 10; 15; 20; 25; 30 и 35 мм при толщине 8, 10 или 12 мм. Плюс этих вставок в том, что после вклеивания в приготовленное отверстие они выглядят подобно здоровому сросшемуся сучку, что позволяет использовать их даже для ремонта клееного щита.
Пробки-«лодочки» (рис. 1в) используются для заделки овальных сучков, смоляных «кармашков» и трещин в древесине.
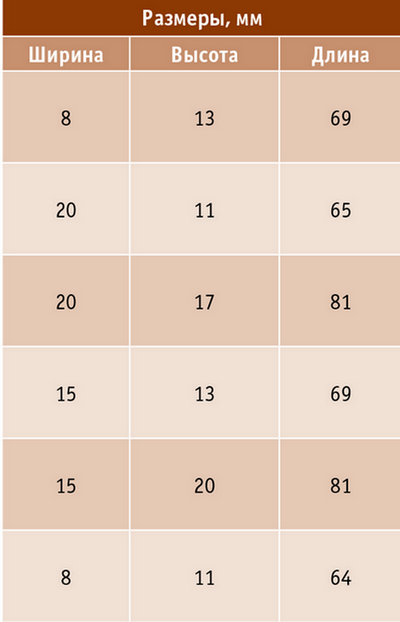
У таких одинарных пробок треугольное сечение, а у многократных — гребенчатое. Лицевая сторона пробок-«лодочек» должна быть плоской, или в поперечном сечении пробка должна быть треугольной — именно в таком виде эти пробки годятся для установки на ребро заготовки при ремонте мест с механическими повреждениями или после удаления ребровых сучков. Длина, толщина и ширина пробок-«лодочек» не стандартизованы и разнятся в зависимости от сечения (рис. 2). Поставляются также пробки-«лодочки» увеличенной длины, например, 85, 250 и 500 мм, — они используются для заделки длинных трещин.
Пробки всех видов по заказу потребителя могут быть изготовлены из древесины любых пород (ели, пихты, сосны, дуба, бука, граба и т. д.).
Сучки и другие пороки древесины, не допускаемые техническими условиями на изделия из древесины, обычно удаляют высверливанием или выфрезеровыванием специальными фрезами.
Операции удаления пороков и дефектов выполняются ручным электроинструментом и на одношпиндельных или многошпиндельных сверлильных станках с ручной или механической подачей.
Высверливание и выфрезеровывание пороков и дефектов
При ремонте брусков сверление отверстий под вставки может производиться на универсальных сверлильных станках. Однако недостаточный вылет станины не позволяет использовать это оборудование при ремонте широких деталей из клееного щита.
На некоторых деревообрабатывающих предприятиях еще сохранились специальные станки для заделки пороков, которые когда-то выпускались отечественной промышленностью. Так, конструкция трехшпиндельного станка мод. СвЗС для высверливания сучков и заделки отверстий состояла из станины, неподвижного стола, трех передвижных суппортов с электродвигателями и приспособления для забивки пробок. Под столом размещались ящики для пробок трех размеров.
Этот станок и сегодня эксплуатируется на небольших производствах. Наибольший диаметр сверления — 50 мм, глубина — до 75 мм. Каждый шпиндель, оснащенный сверлом нужного диаметра, опускается отдельно при нажатии на педаль или вручную — с помощью рукоятки.
Установив удаляемый порок или дефект под нужным сверлом, рабочий высверливает его, подбирает пробку и намазывает клеем. Затем пробку вручную вставляют в отверстие и передвигают деталь под приспособление для забивки пробок. Подобное оборудование может быть изготовлено на любом предприятии силами персонала на базе настольных сверлильных станков.
У станка мод. ABMH 66, выпускаемого немецкой компанией Ayen, аналогичного по назначению и конструкции описанному выше оборудованию, только один вертикальный шпиндель. Но он оснащен поворотной сверлильной головкой, позволяющей высверливать отверстия четырех диаметров. Эта головка (рис. 3) представляет собой сектор, с помощью рукоятки поворачиваемый вокруг вертикальной оси. По дуге сектора расположены четыре подпружиненных вертикальных шпинделя, на нижних концах которых закреплены сверла, а на верхних имеются втулки с коническими осевыми углублениями. Пластина поворачивается вручную так, что один из этих шпинделей всегда фиксируется в соосном положении с главным. В главный шпиндель станка с таким устройством устанавливается коническая вставка, нижний конец которой по форме соответствует углуб-лениям в верхних концах сверлильных шпинделей.
Во время работы станка заготовка, уложенная на рабочий стол, перемещается по нему так, что высверливаемый порок или дефект оказывается напротив оси вращения главного шпинделя. Метка на месте будущего сверления указывается лазерным устройством.
Рабочий оценивает необходимый диаметр гнезда и поворачивает сектор, устанавливая нужный сверлильный шпиндель напротив оси вращения главного, который опускается, и его коническая вставка входит в отверстие шпинделя со сверлом, который также начинает вращаться. При их дальнейшем совместном движении вниз происходит сверление. Затем главный шпиндель поднимается вверх и расцепляется со сверлильным шпинделем, который также поднимается под воздействием пружины, после чего весь процесс повторяется.
Достоинство такого станка в использовании небольшого количества электродвигателей при большом количестве сверл разных диаметров. Кроме того, использование на рабочем столе всего одной точки (места) для сверления уменьшает общую длину перемещений детали и упрощает работу станочника.
Для выборки гнезд под пробки-«лодочки» компанией Ayen производится станок мод. ABMH 66-F. Его суппорт оснащен двигателем с вертикальной осью вращения, на выходном валу которого установлена угловая передача, заканчивающаяся горизонтальным шпинделем для установки фрезы. Профиль фрез выбирается в соответствии с профилем применяемых пробок-«лодочек».
Во время работы станка дефектное место заготовки подводится под фрезу, после чего суппорт опускается и выфрезеровывается гнездо, в которое затем вручную устанавливается пробка, соответствующая его форме. Точность расположения гнезда относительно порока или дефекта обеспечивается за счет линии, которая высвечивается на поверхности заготовки лазерным устройством.
Компанией Ayen, сегодня едва ли не единственным в мире производителем оборудования для заделки пороков и дефектов древесины, выпускаются также станки для выфрезеровывания гнезд под пробки-«лодочки», в которых используются суппорты с фрезами с горизонтальной осью вращения. Установка фрез разного диаметра с различными профилями позволяет выбирать гнезда под одно- и многократные пробки-«лодочки» всех размеров.
Для того чтобы выбирать отверстия под круглые вставки и гнезд под пробки-«лодочки» при одной установке детали, компанией Ayen разработаны станки в которых над одним рабочим столом установлены два суппорта: вертикальный сверлильный и фрезерный (мод. Alomat AL 200 и мод. Alomat AL 310A-HGF).
Станки-полуавтоматы
При массовом производстве изделий наиболее эффективны станки-полуавтоматы. Выпускавшийся нашей промышленностью станок для высверливания и заделки сучков СвСА (рис. 4) предназначен для высверливания сучков в брусках, досках или заготовках с одновременной заделкой высверленных отверстий деревянными пробками. Пробки изготавливаются на том же станке одновременно с заделкой сучков.
Станок состоит из массивной станины, на нижнем конце которой установлена колонна, несущая подъемный рабочий стол станка. На верхнем хоботе станины над столом расположен суппорт с двумя рабочими шпинделями. Один шпиндель служит для высверливания сучков, а второй — для заготовки пробок и забивки их в высверленные отверстия.
Деталь, которую укладывают на стол таким образом, что место, где находится сучок или другой порок, подлежащий удалению, подводится под первый сверлильный шпиндель и закрепляется. Ножной педалью рабочий включает механизм привода автомата, на изделие опускается первый шпиндель и высверливает сучок. Через сопло вентилятора стружки сдуваются с изделия и отсасываются приемником, присоединяемым к эксгаустерной сети. Затем суппорт автоматически передвигается и в просверленное отверстие впрыскивается клей. Когда против этого отверстия встает второй суппорт, из деревянной планки, подаваемой особым механизмом, высверливается пробка, которая запрессовывается в отверстие. Полуавтомат СвСА позволял высверливать и заделывать отверстия диаметром до 25 мм и глубиной от 4 до 20 мм. Однако главный недостаток такого станка — невозможность использования пробок с направлением древесных волокон, параллельным оси. Поэтому компанией Ayen были разработаны станки для высверливания глухих отверстий под пробки и установки пробок на клею; конструкцией станка предусмотрена подача по одной готовых вставок из магазина.
Сергей ЖУКОВ, компания «МедиаТехнологии», по заказу журнала «ЛесПромИнформ»
Источник