Основные виды и методы неразрушающего контроля деталей и узлов железнодорожного подвижного состава


В настоящее время никто не возьмется оспаривать значимость неразрушающего контроля как важнейшего средства обеспечения безопасности движения и безаварийности железнодорожных перевозок за счёт повышения качества и эксплуатационной надёжности ответственных деталей, узлов и элементов конструкций железнодорожного подвижного состава.
Одним из важнейших направлений повышения безопасности движения и экономической эффективности работы вагонного хозяйства является дальнейшее развитие системы неразрушающего контроля ответственных узлов и деталей грузовых вагонов и, в первую очередь, ходовых частей, состояние которых напрямую связано с безопасностью движения.
Неразрушающий контроль (НК) – это проверка, контроль, оценка надежности параметров и свойств конструкций, оборудования либо отдельных узлов, без вывода из строя (эксплуатации) всего объекта.
Основным отличием и безусловным преимуществом неразрушающего контроля от других видов диагностики является возможность оценить параметры и рабочие свойства объекта, используя способы контроля, которые не предусматривают остановку работы всей системы, демонтажа, вырезки образцов. Исследование проводится непосредственно в условиях эксплуатации. Это позволяет частично исключить материальные и временные затраты, повысить надежность контролируемого объекта.
Благодаря неразрушающему контролю выявляются опасные и мелкие дефекты: заводские браки, внутренние напряжения, трещины, микропоры, пустоты, расслоения, включения и многие другие, вызванные, в том числе, процессами коррозии.
Своевременное обнаружение дефектов эксплуатационного (усталостного) и заводского происхождения в ответственных деталях железнодорожного подвижного состава позволяет обеспечить безопасность движения и приносит огромный экономический эффект. Решение этой задачи достигается за счет использования современных методов неразрушающего контроля, основанных на взаимодействии физических полей, излучений и потоков частиц со структурой материала контролируемого изделия. Очень важно, что данные методы, в отличие от разрушающего контроля, могут быть применены ко всей партии выпускаемых или ремонтируемых изделий, а также в процессе их эксплуатации. Кроме обнаружения дефектов, методы неразрушающего контроля могут применяться для измерения толщины стенок изделий, диаметра прутков, толщины покрытий, а также для контроля структуры и состава вещества
Для проведения неразрушающего контроля металлоизделий используют специальные приборы — дефектоскопы. Основной задачей этой группы приборов является определение наличия или отсутствия в контролируемом изделии дефектов.
Качество проведения неразрушающего контроля определяется его достоверностью. Достоверный контроль изделий обеспечивается в том случае, если технический персонал обладает необходимыми знаниями основ физических процессов, происходящих при выполнении операций контроля, а также навыками проведения этих операций и расшифровки их результатов.
Среди различных видов неразрушающего контроля на железнодорожном транспорте наиболее широкое распространение получили акустический, магнитный и вихретоковый методы контроля металлоизделий.
Акустический метод неразрушающего контроля основан на регистрации параметров упругих волн, возникающих или возбуждаемых в объекте (рисунок 1). Чаще всего используют упругие волны ультразвукового диапазона (с частотой колебаний выше 20 кГц). Этот метод также называют ультразвуковым.
Главная отличительная особенность данного метода состоит в том, что в нем применяют и регистрируют не электромагнитные, а упругие волны, параметры которых тесно связаны с такими свойствами материалов, как упругость, плотность, анизотропия (неравномерность свойств по различным направлениям) и др.
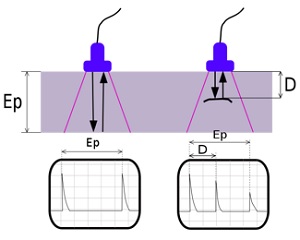
Рисунок 1 – Результат акустического метода неразрушающего контроля
Ep – глубина изделия, D – расстояние от точки ввода ультразвука до дефекта
Акустические свойства твердых материалов и воздуха настолько сильно отличаются, что акустические волны отражаются от тончайших зазоров (трещин, непроваров) шириной 10-6. 10-4 мм.
Этот вид контроля применим ко всем материалам, достаточно хорошо проводящим акустические волны: металлам, пластмассам, керамике, бетону и т.д. Колебания в исследуемый объект вводятся в импульсном или непрерывном режимах с помощью пьезоэлектрического преобразователя сухим контактным, контактным через жидкую среду или бесконтактным способом через воздушный зазор с помощью электромагнитно-акустического преобразователя. С помощью акустических методов измеряют толщины стенок изделий, выявляют разнообразные дефекты и неоднородности структуры, определяют геометрические характеристики изделий.
Ультразвуковой контроль ответственных деталей подвижного состава во многих случаях предоставляет уникальную возможность снизить расходы на проведение ремонта за счет значительного сокращения объемов монтажных и демонтажных работ. Этот метод незаменим при проведении контроля, например, подступичных частей и буксовых шеек колесных пар в сборке с колесными центрами и кольцами роликоподшипников.
Широкое применение «безразборных» технологий ультразвукового контроля, непрерывное совершенствование схем и конструкций ультразвуковых дефектоскопов, развитие компьютерных технологий регистрации и обработки результатов контроля, разработка автоматизированных комплексов неразрушающего контроля деталей подвижного состава – всё это открывает более широкие перспективы применения ультразвуковых методов контроля ответственных деталей подвижного состава и является одним из важнейших направлений в обеспечении высокого уровня качества ремонта и безопасности движения поездов.
Эти методы имеют следующие недостатки: необходимость акустического контакта преобразователя, повышенные требования к чистоте поверхности изделия, влияние сторонних шумов на результаты измерений, воздействие температуры изделия и др. Все эти недостатки приводят к возрастанию погрешностей измерения.
Особое место среди акустических методов контроля занимает метод акустической эмиссии (акустико-эмиссионный). Этот метод основан на регистрации упругих волн, возникающих в момент образования и роста трещин в детали, находящейся под нагружением.
Одной из основных отличительных черт метода является отсутствие внешнего источника звуковых сигналов. Источником акустических волн является сама трещина, поскольку при достаточно сильной нагрузке она «подрастает» и излучает акустические импульсы («похрустывание»), которые принимаются акустическими преобразователями, установленными на контролируемом изделии.
Акустико-эмиссионный метод наиболее удобен для контроля сосудов, работающих под большим давлением и мостовых конструкций, т.е. объектов, подвергающихся нагружению в естественных условиях. В других случаях для реализации акустико-эмиссионного метода контроля следует создавать специализированные нагружающие устройства. В настоящее время данный метод применяют в опытном порядке для контроля литых боковых рам и надрессорных балок тележек грузовых вагонов, а также котлов нефтебензиновых цистерн.
Магнитные методы неразрушающего контроля применяют для выявления дефектов в деталях, изготовленных из ферромагнитных материалов (сталь, чугун), т.е. материалов, которые способны существенно изменять свои магнитные характеристики под воздействием внешнего магнитного поля.
Магнитопорошковый метод основан на выявлении магнитных полей рассеяния, возникающих над дефектами в детали при ее намагничивании, с использованием в качестве индикатора ферромагнитного порошка или магнитной суспензии (рисунок 2). Этот метод среди других методов магнитного контроля нашел наибольшее применение.

1 – магнитное поле; 2 – дефект; 3 – искажение магнитного поля; 4 – магнитная суспензия; 5 – скопление частиц
Рисунок 2 – Магнитный метод неразрушающего контроля
На железнодорожном транспорте магнитному контролю подвергают следующие объекты подвижного состава:
-детали ударно-тягового и тормозного оборудования;
-рамы тележек различных моделей в сборе и по элементам:
-оси всех типов колёсных пар всех типов, как в сборе, так и в свободном состоянии;
-свободные кольца буксовых подшипников, а также внутренние кольца, напрессованные на шейки оси;
-упорные кольца, стопорные планки, пружины, болты и т.п.
Примерно 80 % всех подлежащих контролю деталей из ферромагнитных материалов проверяется именно этим методом. Высокая чувствительность, универсальность, относительно низкая трудоемкость контроля и простота — все это обеспечило ему широкое применение в промышленности вообще и на транспорте, в частности. Основным недостатком данного метода является сложность его автоматизации.
Вихретоковый (электромагнитный) вид неразрушающего контроля основан на анализе взаимодействия электромагнитного поля вихретокового преобразователя с электромагнитным полем вихревых токов, наводимых в контролируемом объекте.
В этом методе используется эффект воздействия вихревых токов, возбуждаемых в проводящем образце, на электрические параметры преобразователя.
Вихревые токи – это токи, возникающие в замкнутом контуре при изменении магнитного потока.
Его применяют только для контроля изделий из электропроводящих материалов. Вихревые токи возбуждают в объекте с помощью преобразователя в виде катушки индуктивности, питаемой переменным или импульсным током. Приемным преобразователем (измерителем) служит та же или другая катушка.
Объектами вихретокового контроля (ВТК) могут быть только электропроводящие детали, т.к. вихревые токи возникают в материалах, проводящих электрический ток (металлы, сплавы, графит, полупроводники) (рисунок 3).
Интенсивность и распределение вихревых токов в объекте зависят от его геометрических размеров, электрических и магнитных свойств материала, от наличия в материале нарушений сплошности, взаимного расположения преобразователя и объекта, т.е. от многих параметров.

1 — катушка индуктивности; 2 – вихревые токи; 3 – объект контроля;
4 – приёмный измеритель
Рисунок 3 – Вихретоковый метод неразрушающего контроля
К числу главных достоинств вихретокового метода следует отнести его универсальность и широкие функциональные возможности, которые до настоящего времени еще не до конца использованы. В то же время применение этого метода затрудняется тем, что при контроле одного параметра другие являются мешающими – это и является недостатком. Для разделения параметров используют раздельное или совместное измерение фазы, частоты и амплитуды сигнала измерительного преобразователя, подмагничивание изделия постоянным магнитным полем, ведут контроль одновременно на нескольких частотах, применяют спектральный анализ.
Получаемые таким образом выходные параметры преобразователя одновременно несут информацию об удельной электрической проводимости и магнитной проницаемости материала, о состоянии поверхности изделия и наличии дефектов, о величине зазора между изделием и преобразователем, а также о геометрических размерах изделия. Анализ измеренных параметров позволяет определять геометрические размеры изделий (толщину стенки при одностороннем доступе), оценивать химический состав, структуру материала изделия, внутренние напряжения, обнаруживать поверхностные и подповерхностные (на глубине в нескольких миллиметров) дефекты.
Контроль вихревыми токами выполняют без непосредственного контакта преобразователей с объектом. Это позволяет вести контроль при взаимном перемещении преобразователя и объекта с большой скоростью (до 60 м/с) и облегчает тем самым автоматизацию контроля.
Как бы ни был совершенен тот или иной метод НК, он не обеспечивает в полной мере решения задачи обнаружения дефектов любого типа или вида даже в одном объекте контроля. Поэтому для контроля ответственных деталей железнодорожного подвижного состава с целью большей глубины и полноты контроля применяют систему неразрушающего контроля, представляющую совокупность одного или нескольких методов (вариантов методов). Например, ось колесной пары контролируют как магнитопорошковым методом, так и ультразвуковым.
Любой метод неразрушающего контроля подразумевает выявление определенного вида дефектов. При контроле дефект может быть выявлен или пропущен. Выявление дефекта рассматривается как случайное событие, вероятность наступления которого зависит от множества факторов: размера и ориентации дефекта, глубины его залегания, надёжности дефектоскопической аппаратуры, квалификации оператора и т.д.
Вероятность обнаружения дефектов системой неразрушающего контроля возрастает с увеличением числа применяемых вариантов метода.
1 Неразрушающий контроль – важнейшее средство обеспечения безопасности железнодорожных перевозок. – Режим доступа: http://www.eav.ru/publ1.php?publid=2014-12a18
2 Техническая диагностика вагонов [Текст]: учебник. В 2 ч. Ч. 1. Теоретические основы технической диагностики и неразрушающего контроля деталей вагонов /. — М.: ФГБОУ «УМЦ ЖДТ», 2013. — 403 с.: рис., табл. — ISBN 978-5-89035-634-5 (в пер.)
Источник
МАГНИТОПОРОШКОВЫЙ МЕТОД НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ – ЭФФЕКТИВНЫЙ СПОСОБ ВЫЯВЛЕНИЯ ДЕФЕКТОВ В ВАЖНЕЙШИХ УЗЛАХ И ДЕТАЛЯХ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА

Неразрушающий контроль является частью технологий изготовления, ремонта и технологического обслуживания вагонов и выполняется с целью своевременного выявления в объектах контроля дефектов, указанных в нормативной или конструкторской документации, для принятия необходимых мер по обеспечению технической и экологической безопасности железнодорожного транспорта.
Скачать:
| Вложение | Размер |
|---|---|
| magnitoporoshkovyy_metod_nerazrushayushchego_kontrolya.docx | 46.51 КБ |
Предварительный просмотр:
МАГНИТОПОРОШКОВЫЙ МЕТОД НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ – ЭФФЕКТИВНЫЙ СПОСОБ ВЫЯВЛЕНИЯ ДЕФЕКТОВ В ВАЖНЕЙШИХ УЗЛАХ И ДЕТАЛЯХ ЖЕЛЕЗНОДОРОЖНОГО ПОДВИЖНОГО СОСТАВА
Тайгинский институт железнодорожного транспорта –
филиал федерального государственного бюджетного образовательного учреждения
«Омский государственный университет путей сообщения»
Неразрушающий контроль является частью технологий изготовления, ремонта и технологического обслуживания вагонов и выполняется с целью своевременного выявления в объектах контроля дефектов, указанных в нормативной или конструкторской документации, для принятия необходимых мер по обеспечению технической и экологической безопасности железнодорожного транспорта.
Действующий технологический процесс неразрушающего контроля в вагонных ремонтных компаниях (ВРК) регламентирует операции подготовки деталей к проведению контроля, порядок и очередность выполнения операций, применяемые методы и оснащение средствами, вспомогательным оборудованием неразрушающего контроля и принадлежностями, а также количественный состав работников участка неразрушающего контроля и их квалификацию, нормативно-техническую, технологическую документацию на проведение контроля, порядок заполнения учетных форм.
Основанием для введения в технологические процессы ремонта технологий НК являются требования нормативной и конструкторской документации на изготовление, ремонт или эксплуатацию деталей и составных частей вагонов, предусматривающие проведение контроля качества методами НК.
Система НК деталей и составных частей вагонов реализуется и в деятельности предприятия – вагонного ремонтного депо Тайга – обособленного структурного подразделения АО «ВРК-1», а именно производящего работы по изготовлению, ремонту, техническому обслуживанию вагонов, их деталей и составных частей, а также железнодорожных администраций и компаний – собственников инфраструктуры железнодорожного транспорта.
Для проведения НК на предприятии разработаны технологические карты на применяемые методы неразрушающего контроля, содержание которых соответствует требованиям нормативных документов устанавливающих проведение контроля.
Действующий технологический процесс устанавливает обязательные технологические требования на дефектоскопирование:
-литых деталей тележки;
-деталей буксового узла;
-сварные соединения при ремонте вагонов.
Участок неразрушающего контроля обеспечивает:
1 Выполнение НК деталей и узлов вагонов по перечню в соответствии с действующей нормативной документацией и технологическими процессами ремонта и обслуживания вагонов;
2 Ведение, хранение, учет рабочей документации по НК на бумажных и электронных носителях;
3 Проведение анализа результатов НК;
4 Подбор и расстановку кадров для проведения работ по неразрушающему контролю;
5 Проведение своевременного технического обслуживания, ремонта, калибровки или поверки средств неразрушающего контроля, стандартных и контрольных образцов и вспомогательных приборов;
6 Внедрение новых средств и методов неразрушающего контроля;
7 Расследование случаев отцепок вагонов по вине участка неразрушающего контроля;
8 Подачу рекламационных документов на новые детали и узлы вагонов, не отвечающие требованиям нормативно-технической документации и др.
Перечень рабочих мест участка неразрушающего контроля представлен в таблице 1.1.
Все средства неразрушающего контроля, стандартные и контрольные образцы проходят поверку в установленные сроки в организациях, аккредитованных на право проведения работ.
Таблица 1.1 — Перечень рабочих мест участка неразрушающего контроля
Номер рабочей позиции
Наименование участка (отделения)
Метод контроля / деталь
(узел, сборочная единица)
Отделение по ремонту автосцепного устройства
-МПК, ВТК корпуса автосцепки, тягового хомута.
Отделение по ремонту автосцепки
-МПК, ВТК клина тягового хомута, валика тягового хомута, маятниковой подвески, стяжного болта (после ремонта).
-МПК надрессорной балки и боковой рамы тележки.
-ВТК, МПК подвески тормозного башмака.
Окончание таблицы 1.1
-МПК, УЗК, ВТК колесной пары при проведении среднего ремонта.
-МПК, УЗК, ВТК колесной пары при проведении текущего ремонта.
-МПК стопорной планки.
-ВТК наружных, внутренних и упорных колец подшипника в свободном состоянии.
-ВТК роликов подшипника.
-МПК, УЗК осей колесных пар.
-ВТК цельнокатаных колес.
-МПК и ВТК контроля тормозных тяг.
-УЗК сварных соединений.
-МПК наружных, внутренних и упорных колец подшипника в свободном состоянии.
Дефектоскопы магнитные и намагничивающие устройства (НУ) не реже одного раза в 6 месяцев подвергаются ревизии технического состояния комиссией в следующем составе: главный инженер предприятия (председатель); руководитель подразделения НК; инженер по технике безопасности; главный механик.
При ревизии технического состояния производят:
-очистку НУ от загрязнений и остатков магнитного индикатора и продувку их сжатым воздухом;
-проверку соответствия технических характеристик дефектоскопа (напряженности магнитного поля, создаваемой входящим в комплект дефектоскопа НУ, величины намагничивающих токов и др.) требованиям руководства по эксплуатации;
-проверку надежности заземления, вторичной электрической цепи дефектоскопа, предназначенной для переносных светильников; металлических частей корпуса дефектоскопа и других механизмов, находящихся на рабочем месте и подлежащих заземлению в соответствии с требованиями безопасности;
-проверку соответствия сопротивления изоляции токоведущих частей дефектоскопа от металлических частей корпуса требованиям эксплуатационной документации;
-проверку состояния изоляции подводящих проводов и их защитных шлангов (при этом особое внимание следует обращать на места их присоединения к составным частям дефектоскопа;
-осмотр защитных кожухов выключателей, разъемов и штепсельных соединений;
-проверку состояния всех вспомогательных приборов и устройств.
Проверку выявляющей способности магнитных порошков или суспензий проводят ежедневно в начале рабочей смены перед проведением контроля и после истечения гарантийного срока хранения с периодичностью не реже одного раза в 6 месяцев. Указанные требования изложены в разработанном ОАО «ВНИИЖТ» проекте СТО ВРК-1 «Система неразрушающего контроля в АО «ВРК-1». Детали грузовых вагонов. Типовые методики магнитопорошкового метода неразрушающего контроля деталей грузовых вагонов».
Оценку результатов НК проводят дефектоскопист со II уровнем сертификации в соответствии с требованиями нормативных и технологических документов по техническому обслуживанию и ремонту деталей вагонов и их составных частей. При необходимости оценку результатов контроля дефектоскопист проводит с участием руководителя подразделения НК.
Детали, забракованные по результатам контроля, должны быть идентифицированы и отделены от «годных» для исключения возможности их дальнейшего использования по назначению.
Дефектоскопист несет персональную ответственность за оценку качества проконтролированных узлов и деталей, выполнение и оформление результатов неразрушающего контроля в соответствии с технологическими картами и инструкциями.
Результаты НК регистрируют в журналах установленной формы и заносят в компьютерные базы данных (при использовании компьютеров и микропроцессорных приборов).
Журналы учета результатов контроля должны иметь регистрационный номер, быть прошнурованы и иметь сквозную нумерацию листов. Записи в журналах должны быть заверены подписью дефектоскопистов, проводивших контроль. Все исправления записей в журналах должны быть сделаны красными чернилами, подписаны лицом, внесшим изменения. Журналы результатов НК хранятся в архиве не менее 5 лет.
Подготовка к работе проводится перед началом каждой рабочей смены. Ультразвуковые дефектоскопы (УД 2-102 «Пеленг», УДС 2-52, УД 4-Т, УД 2-70) визуально осматриваются для выявления неисправности корпуса, высокочастотных разъемов, органов управления. Запрещается использовать оборудование при наличии видимых повреждений, влияющих на работоспособность оборудования и безопасность его эксплуатации.
Ответственность за предварительную настройку дефектоскопа (создание и корректировку настроек) возлагается на руководителя участка. Ответственность за ежесменную проверку основных параметров, проведение УЗК и оформление результатов УЗК возлагается на дефектоскописта, так как это является важным этапом проведения контроля и от этого зависит достоверность контроля.
У магнитопорошковых дефектоскопов и установок (МД12-ПШ, МД12-ПС, МД13-ПР, «Магнитест» Д15 ПШ) проверяется целостность корпуса блока питания дефектоскопа и НУ; надежность соединения шнура питания и соединительных кабелей; наличие заземления; подвижность шарнирных соединений электромагнитов; исправность переключателей и тумблеров блока питания средств МПК.
Дефектоскопический материал (порошок или суспензия) считается годным для магнитопорошкового контроля, если индикаторный рисунок над искусственным дефектом при заданной намагниченности образца четко читается, не имеет разрывов и соответствует дефектограмме, приведенной в паспорте ОСО-Г-109, ОСО-Г-110, ОСО-Г-111. Результаты заносятся в журнал для учета результатов контроля магнитных индикаторов. Проведение и оформление результатов возлагается на дефектоскописта.
По окончании рабочего периода (месяц, квартал, полгода, год) ответственный цеха НК составляет статистическую отчетность, где указывает количество проверенных деталей, количество забракованных средствами НК и визуально. Выполняется это для анализа работы цеха и принятия мер для улучшения качества проверки деталей.
В целях оценки качества продукции (деталей) без нарушения ее конструкции и пригодности к использованию по назначению применяется неразрушающий контроль, который позволяет выявить дефекты в материале детали в виде нарушений сплошности, проконтролировать геометрические параметры (например, толщину) и, в конечном счете, гарантировать безотказную работу на предстояший период.
Известно, что при изготовлении и ремонте вагонов применяются различные виды и методы неразрушающего контроля.
Как бы ни был совершенен тот или иной метод НК, он не обеспечивает в полной мере решения задачи обнаружения дефектов любого типа или вида даже в одном объекте контроля. Для контроля ответственных деталей железнодорожного подвижного состава с целью большей глубины и полноты контроля применяют систему неразрушающего контроля, представляющую совокупность одного или нескольких методов (вариантов методов). Поэтому наиболее ответственные узлы и детали подвергаются нескольким видам контроля. Например, колесную пару при проведении текущего и среднего ремонта контролируют как магнитопорошковым методом, так и ультразвуковым; корпус автосцепки и тяговый хомут контролируют магнитопорошковым и феррозондовым методом; надрессорные балки и боковые рамы тележек грузовых вагонов контролируют магнитопорошковым, феррозондовым, вихретоковым методами.
В связи с вводом в действие нового комплекта технологических инструкций по неразрушающему контролю деталей и составных частей вагонов при ремонте, утвержденного президентом Некоммерческого партнерства «Объединение производителей железнодорожной техники» (НП «ОПЖТ») В.А. Гапановичем от 30.05.2016 г., изменена методика контроля узлов и деталей вагонов магнитопорошковым методом контроля взамен феррозондового (введ. в действие от 01.01.2017 г.).
Проведем анализ использования магнитопорошкового метода НК по следующим показателям: выявляемость дефектов; производительность контроля; наглядность и контролепригодность .
При выборе методов и систем контроля необходимо, в первую очередь, учитывать такие их показатели, как чувствительность, достоверность, оперативность, производительность, стоимость, а также наличие документа о результатах контроля.
Основной характеристикой неразрушающих методов контроля является чувствительность , определяющая его способность выявлять дефекты минимальных размеров. Чувствительность оценивают как абсолютными, так и относительными (в зависимости от толщины; контролируемого материала) размерами выявляемых дефектов.
Чувствительностью характеризуется также выявляемость дефектов, т.е. возможность регистрирования дефекта каким-либо дефектоскопическим прибором. Она зависит от вида дефекта, его размеров, ориентации и местоположения в изделии.
Определение дефекта – это величина случайная. Поэтому достоверность контроля предопределяет вероятность обнаружения дефекта.
Значения показателей выявляемости дефектов и достоверности анализируемого метода контроля определяют путем сравнения характеристик дефектов (количества, размеров), выявленных при контроле, с аналогичными характеристиками дефектов, выявленных при контроле методом, принимаемым за эталонный (образцовый).
В связи с изменениями видов контроля данных узлов и деталей вагонов в таблице 1.2 приведено сравнение статистических данных за период 2016 г. и 2017 г. (4 месяца). По результатам контроля четко прослеживается увеличение количества найденных дефектов средствами МПК.
Таблица 1.2 — Сведения по результатам неразрушающего контроля
Источник