Маршрутная технология ремонта
Под маршрутной технологией ремонта понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций.
В табл. 1показана примерная схема маршрутной технологии ремонта кулачкового вала.
Таблица 1. Схема маршрутной технологии ремонта кулачковых валов

Маршрутная технология позволяет повысить качество ремонта деталей дизеля. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей.
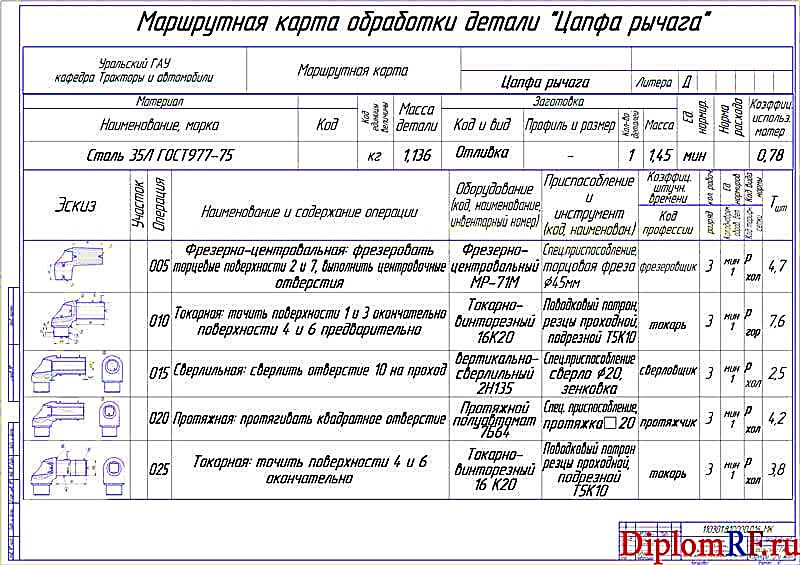
Маршрутная карта предназначена для описания технологического процесса ремонта, включая контроль и перемещение по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастки, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 1б ГОСТ 3.1118-82 «Формы и правила документов общего назначения ». Маршрутная карта (МК) восстановления составляется на все возможные дефекты согласно ЕСТД. Исходными данными для разработки МК служат карта эскизов или ремонтный чертеж, схема выбранного рационального способа устранения дефектов, сведения для выбора оборудования и оснастки, разряд работы и нормы времени. В качестве эскиза к МК допускается применять ремонтный чертеж. При этом, на нем должны быть пронумерованы все обрабатываемые поверхности, указаны номера и наименования дефектов
Приступая к разработке маршрутной карты, по всем дефектам намечают последовательность выполнения операций технологического процесса восстановления. При этом строго придерживаются следующих основных положений:
— в одной операции совмещают восстановление нескольких изношенных поверхностей, если их восстанавливают одним технологическим способом;
— в конце технологического процесса предусматривают финишные операции;
— контрольные операции записывают, как правило, в конце технологического процесса.
В МК указывают наименование, номер по каталогу, материал, размер и массу детали. В соответствующей строке (служебный символ «А») записывают номера цеха, участка, рабочего места и операции, кратные пяти.
Содержание операции (срока со служебным символом «О») записывают кратко и четко и выражают глаголом в повелительном наклонении, приводят наименование восстановленного элемента детали.
Допускается не включать в состав технологических операций операции перемещения.

В строке «оборудование, приспособления, инструмент» необходимо указать наименование, инвентарный номер и ГОСТ на соответствующую технологическую операцию и оснастку по действующему классификатору.
В МК по каждой операции в соответствующих строках указывают условия труда (УТ), то есть код тарифной сетки (Х — холодная, Г — горячая, ОВ — особо вредная), код вида нормы (Р — расчетная, Х — хронометрическая, ОС — опытно-статистическая), а также устанавливают расчетом и по справочной литературе разряд работы и нормы времени, Тпз и Тшт.
Операционная карта — это технологический документ, содержащий описание технологической операции с указанием последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах.
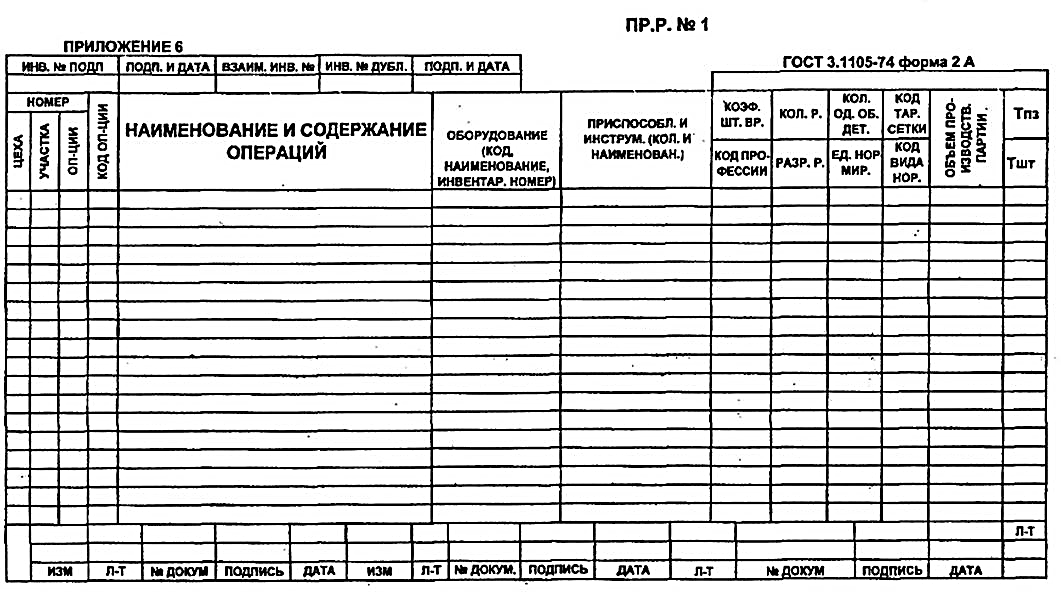
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82
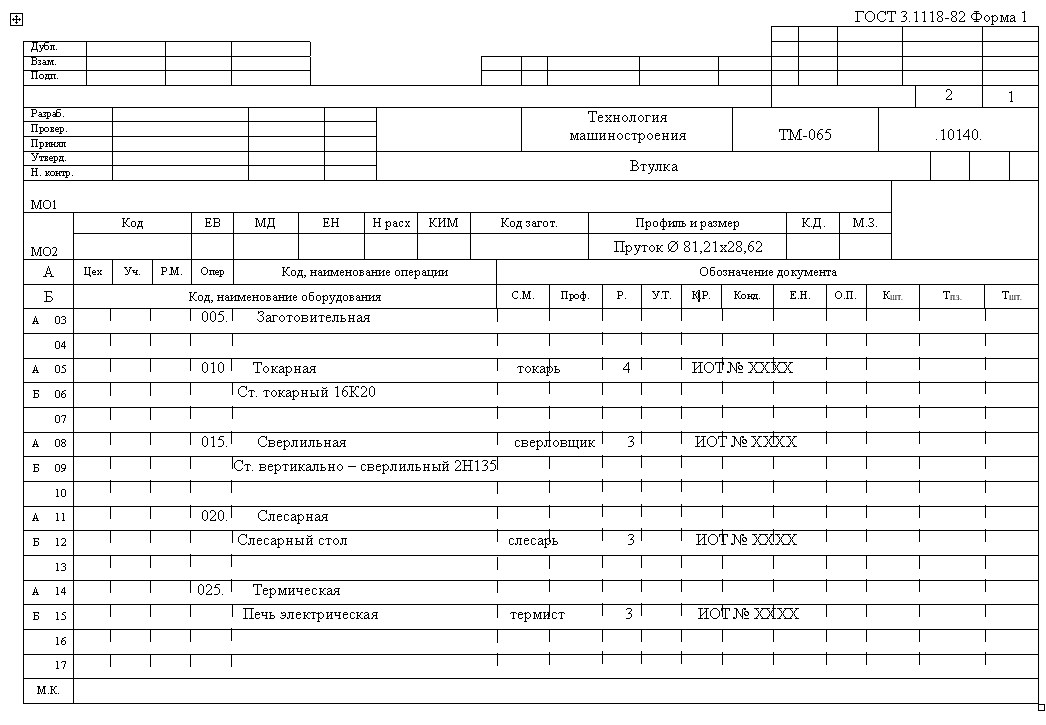
Форма бланка (ГОСТ 3.1105-84)
 Задание №1
Задание №1
Составить маршрутную карту (МК) на ремонт узла (по выбору):
1.подшипник качения 2.резцедержатель,


3. трех кулачковый патрон

Составить маршрутную карту (МК) на ремонт станка (по выбору): токарного заточного, сверлильного
1. Технология машиностроения (специальная часть): — Учебник. /А.Г.Гусев и др. — М.:
2.Махаринский Е.И. и др. Основы технологии машиностроения: Учебник.- Минск, 1997, 423 с.(раздел 3).
3. Новиков М.Н. Основы технологии сборки машин и механизмов. — М.: Машиностроение, 1980. — 592 с.
4. Сборка и монтаж изделий машиностроения: Справочник в 2-х тт.: Машиностроение, 1983. T.I. Сборка. — 80 с.
5. Солонин И.О., Солонин С. И. Расчет сборочных и технологических размерных цепей. — М.: Машиностроение, 1980. — 110 с.
6. Размерный анализ сборочной структуры /Сост. В.И.Марусина, Е.Г.Лещинер, О.В.Фендик; — НЭТИ. — Новосибирск, 1994. — 32 с.
7. Мартынов Э.З. Расчёт точности механизмов и машин с учётом погрешностей расположения поверхностей: Учебное пособие, Новосибирск, 1999 г., 26 с.
8. Технология сборки и монтажа, Методические указания к практическим занятиям, сост. Мартынов Э.З., Новосибирск, 2000, 18 с.
9. Замятин В.К. Технология и оснащение сборочного производства машино- приборостроения: Справочник – М.: Машиностроение, 1995. – 608 с.
Источник
2.3.2 Разработка маршрутно-операционной технологии ремонта
Маршрутная технология ремонта шпинделя представлена в таблице 5, операционная технология – таблица 6.
Таблица 5 — Маршрутная технология
16К20 Наплавочная головка
Таблица 6 — Операционная технология
Наименование операции, содержание установов и переходов
1 Шлифовать конус Морзе 4 АТ 7 ГОСТ 2557-82 на ℓ=107 мм до устранения следов износа.
Патрон 7100-0035 ГОСТ 2675-80
Шлиф.головка AW 20×25 24 А 25-НСТ1 ГОСТ 2447-82
Калибр пробка конусный АТ 7 ГОСТ 2849-77
А. Установить, закрепить
1. Править базовый конус отв. Центр А 4 ГОСТ 14034-74
Б. Подвести центр
1 Точить поверхность Ø 32-02 на l=70±0,3 мм
Патрон 7100-0035 ГОСТ 2675-80
Центр 7032-0031 ГОСТ 13214-79
Сверло 2317-0106 ГОСТ 14952-75
Резец 2101-0013 ГОСТ 18879-73
МК 25-50 ГОСТ 6507-90
1. Наплавить пов-ть Ø 38min наl=70±0,3 мм
Патрон 7100-0035 ГОСТ 2675-80
Центр 7032-0031 ГОСТ 13214-79
Проволока СВ-08 А ГОСТ 2246-70
Шц 1-125-0,1 ГОСТ 166-89
Продолжение таблицы 6
А. Установить, закрепить
1.Точить поверхность Ø 35,3-0,1 на l=70-0,1 мм
2. Точить поверхность Ø 32,92-0,17 мм на l=40±0,5 мм
3. Точить канавку Ø 32-0,6 мм на b=3 +0,3 мм
4. Точить фаску 2×45
5. Точить резьбу М 33× 1,5-8g
Патрон 7100-0035 ГОСТ 2675-80
Центр 7032-0031 ГОСТ 13214-79
Резец 2101-0013 ГОСТ 18879-73
Резец 2130-0001 ГОСТ 18884-73
Резец 2660-0003 ГОСТ 18885-73
Шц 1-125-0,1 ГОСТ 166-89
1. Зачистить вход и выход резьбы
2.Установить технологическую пробку
Молоток 7850-0073 ГОСТ 2310-77
Напильник 2821-0070 ГОСТ 1465-80
1. Шлифовать поверхность 
до Ra=1,6 мкм на l=30±0,3 мм
Патрон 7100-0035 ГОСТ 2675-80
2 центра 7032-0029 ГОСТ 13214-79
Хомутик 7107-0037 ГОСТ 2578-70
Шлиф.круг 1 350×40×127 14 А 50 НСМ 2К1 ГОСТ 2424-83
Источник
Вопрос 54. Маршрутное, операционное и маршрутно-операционное описание технологического процесса
Маршрутное описание технологического процесса (маршрутный техпроцесс) — это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
^ Операционное описание технологического процесса — это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов, с выполнением иногда необходимых эскизов.
^ Маршрутно-операционное описание технологического процесса — это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах
Взамен маршрутной карты допускается использовать соответствующиекарты технологического процесса (КТП). Она предназначена для операционного описания технологического процесса изготовления или ремонта изделия в технологической последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов, технологических режимов и данных о средствах технологического оснащения, материальных и трудовых затратах.
В зависимости от условий производства (единичное, мелкосерийное, среднесерийное и т. д.) ГОСТ 3.1118—82 предусматривает маршрутное, маршрутно-операционное и операционное описание технологического процесса (ТП) на маршрутных картах (МК) различной формы.
При маршрутном и маршруно-операционном описании технологического процесса МК является одним из основных документов, содержащим описание всего процесса в технологической последовательности выполнения операций.
При операционном описании технологического процесса. МК выполняет роль сводного документа, в котором указывают адресную информацию (но-мер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции,технологическое оборудование и трудозатраты.
Операционное описание технологического процесса — полное описание всехтехнологических операций в последовательности их выполнения с указанием переходов и технологических режимов. [
Маршрутно-операционное описание технологического процесса -сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Применяется при операционном описании технологического процесса Разрабатывается по усмотрению разработчика
При операционном описании технологического процесса на маршрутной карте номер перехода следует проставлять в начале строки.
Определяющим фактором степени детализации при разработке технологического процесса является объем выпуска продукции. Если фактический объем выпуска больше расчетного, то оптимальной являетсяоперационная технология, а меньше-маршрутная. Маршрутным описанием технологического процесса является сокращенное описание всехтехнологических операций в последовательности их выполнения без указания переходов и технологических режимов. Операционное описание технологического процесса-полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов. [
Операционная карта (ОК) технического контроля применяется при операционном описании технологических процессов технического контроля. Этот документ обычно разрабатывается для сложных операций контроля. В принятой форме документа указывается содержание и последовательность переходов, место проведения контроля, данные об используемых средствах технологического оснащения, требования к контролируемым параметрам и др.
При единичном и мелкосерийном типах производства применяется также маршрутно-операционное описание технологического процесса. Исходя из своего наименования и определения, маршрутно-операционное описание технологического процесса представляет собой конгломерат маршрутного и операционного описания, когда наиболее простые операции описываются в маршрутном описании, а сложные операции описываются в операционном описании, т. е. с указанием переходов и технологических режимов. Маршрутно-операционное описание характерно длятехнологических процессов сварки, тер.мической обработки и т. п., в которых соблюдение определенной последовательности вьшолняемых действий и строгое соблюдение технологических режимов оказыва-
В соответствии с ГОСТ 3.1119—83, в МК допускается операционное описание технологического процесса. С этой целью в заголовок формы МК следует вводить строку с служебным символом Р , в которой указываются технологические режимы, характерные для выполнения данных операций. При описании переходов операции строка с служебным символом Р следует после строки с служебным символом Т . Допускается строку с служебным символом Р не вводить, а технологические режимы проставлять на строке с служебным символом 0 после описания перехода, например Подрезать торец 1. х = 0,1 г = 0,5 г =2 п = 1000 об/мин .
По степени детализации описания технологических процессов по ГОСТ 3.1109—82 различают маршрутное описание с сокращенным изложением всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов операционное описание процесса с полным изложением всехтехнологических операций в последовательности их выполнения с указанием переходов и технологических режимов и маршрутно-операционное описание технологического процесса с сокращенным изложением технологических операций в маршрутной карте в последовательности их выполнения, когда полное описание отдельных операций приводят в других технологических документах.
Маршрутно-операционное описание технологического процесса — этосокращенное описание технологических операций в мар-
При решении вопросов проектирования операционной технологии в целях формального описания технологического процесса следует пользоваться следующей классификацией элементов операционного технологического процесса (рис. 33).
Документы специального назначения содержат технологические документы, применяемые при описании технологических процессов и операций в зависимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделия (составных частей изделий), например, маршрутная карта, карта технологического процесса, карта типового (группового) ТП, ведомость изделий (деталей,сборочных единиц) к типовому (групповому) технологическому процессу (операции), операционная карта и др.
Исходными данными для проектирования приспособлений являются 1)рабочие чертежи заготовки и готовой детали и технические условия ее приемки 2) операционный эскиз заготовки на предшествующую и выполняемую операцию (если приспособление конструируют для промежуточной операции) 3) карта (или описание) технологического процесса обработки данной заготовки с указанием последовательности и содержания операций, принятым базированием, используемого оборудования и инструмента, режимов резания, а также проектной нормы штучного времени с выделенным вспомогательным временем на установку, закрепление и снятие заготовки 4) ГОСТы и нормали на детали и узлыстаночных приспособлений, а также альбомы нормализованных конструкций приспособлений.
Операционные карты технологического процесса механической обработкисодержат описание технологического процесса производства изделий срасчленением операций по переходам, а также данные о применяемом оборудовании и инструменте, виде заготовок, режимах обработки, нормах основного технологического времени на переход (То) и нормах вспомогательного времени на установку и переход (Тз).
Рассмотрев и проанализировав имеющие место недостатки при применении соответствующих технических средств, бьшо принятосоответствующее решение, которое было доведено до всех головных организаций отраслей промышленности. Сущность его сводилась к тому, что все отклонения по размерам, допущенным в бланках технологических документов, разрешаются только цдя граф, не обведенных двойной утолщенной линией и не предназначенных для внесения информации в виде кодов. Как было указано, бланки документов могут выполняться и на бумаге и на кальке. Бланки документов на кальке следует применять при среднесерийном — массовом производствах, т. е. в тех производствах, для которых характерно применение операционного метода описания технологических процессов. Документы, выполненные на кальке, позволяют увеличить жизненный цикл технологической документации, получать высококачественные копии документов, улучшить условия для хранения их оригиналов, повысить качество и наглядность работ, связанных с выполнением процедур по внесению изменений. По трудоемкости оформления документы на кальке гораздо выше, чем документы на бумаге. Разработка технологических документов на кальке свойственна для изделий, устойчивых для производства во времени, поэтому выбор бланков документов на кальке или на бумаге находится в компетенции организации, отвечающей за разработку технологической документации.
Запись содержания технологической документации зависит от описания технологического процесса на (маршрутное и операционное).
Комплект документов для описания технологических процессов в общем случае состоит из маршрутной карты, карты эскизов, ведомости деталей,операционной карты, сводной операционной карты и др. Содержание и методика заполнения некоторых яз этих документов приведены ниже.
Операционная карта технологического процесса сборки изделий (ГОСТ 3.1407-85, форма 1) содержит более полное описание всех технологических переходов, совершаемых при сборке каждой сборочной единицы. Иногда текст сопровождают операционными эскизами (ГОСТ 3.1106-85, форма 5).
Одномерный синтез заключается в построении одномерных последовательностей из элементов некоторой природы. Примеры таких последовательностей — описания технологических процессов в форме маршрутной или операционной технологии, вычислительных процессов — в виде алгоритмов и программ для ЭВМ.
Документ предназначен для маршрутного или маршрутно-операционного описания технологического процесса или указания полного состава техиологических операций при операционном описании изготовления или ремонта изделия (составных частей изделия), включая контроль и перемещения по всем операциям различных технологических методов в технологической последовательности с указанием данных об оборудовании, техиологической оснастке, материальных нормативах и трудовых затратах..
При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указываются адресная информация (номер цеха, участка, рабочего места, операции), нанмено-
Рекомендуется применять ТЛ в массовом и крушосерийном производстве, при разработке технологической документации в операционном описании технологических процессов, при разработке комплектов технологических документов на сборку изделия и на изготовление наиболее сложных деталей и сборочных единиц, при разработке комплектов документов на типовые (групповые) технологические процессы, при разработкекомплектов технологической документации на наиболее ответственные, сложные и onaaibie технологические процессы, при разработкетехнологических инструкций, имеющих самостоятельное применение независимо от конкретного изделия. Естественно, что применение ТЛ не ограничено данными рекомендациями.
Маршрутная карта (МК) является основным технологическим документом, применяемым при разработке технологических процессов изготовления или ремонта изделия (составных частей изделия). МК предназначена для маршрушого, маршрутно-операционного или операционного описания технологического процесса или для указания полного составатехнологических операций по всем технологическим методам в технологической последовательности с указанием данных об оборудовании, технологической оснастке, основных материалах и трудовых затратах, при операционном описании технологического процесса в других документах, например, операционных картах (ОК).
В карту технологического процесса транспортно-складских работ вносятся только работы, регламентированные операционными картами, и исключается произвольное вписание не-регламентированных работ. Благодаря операционной карте, в которой можно провести подробное изложение всех элементов ПРТСР с регламентацией норм времени,описание технологического процесса становится более полным. Характерным является и то, что описанная форма технологической документации не только отражает трудоемкость исполнителей работ по принадлежности цехов, служб, участков, что является важным при внедрении, но и дает оценку совершенствования технологического процесса по уровню и степени механизации.
Основные технологические документы подразделяют на документы общего и специального назначения. К документам общего назначения относят технологические документы, применяемые в отдельности или в комплектах документов на технологические процессы (операции), независимо от применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например, карта эскизов,технологическая инструкция. К документам специального назначенияотносят документы, применяемые при описании технологических процессов и операций в за-бисимости от типа и вида производства и применяемых технологических методов изготовления или ремонта изделий (составных частей изделий), например, маршрутная карта, карта технологического процесса, карта типового (группового)
Источник