Маршрутная технология ремонта
Под маршрутной технологией ремонта понимают технологические процессы ремонта деталей по группам дефектов, составленные с учетом рациональной последовательности выполнения ремонтных операций.
В табл. 1показана примерная схема маршрутной технологии ремонта кулачкового вала.
Таблица 1. Схема маршрутной технологии ремонта кулачковых валов

Маршрутная технология позволяет повысить качество ремонта деталей дизеля. Кроме того, улучшается организация технологического контроля в процессе производства. При маршрутной технологии снижается себестоимость ремонта деталей и повышается производительность труда, сокращается путь внутризаводской транспортировки деталей.
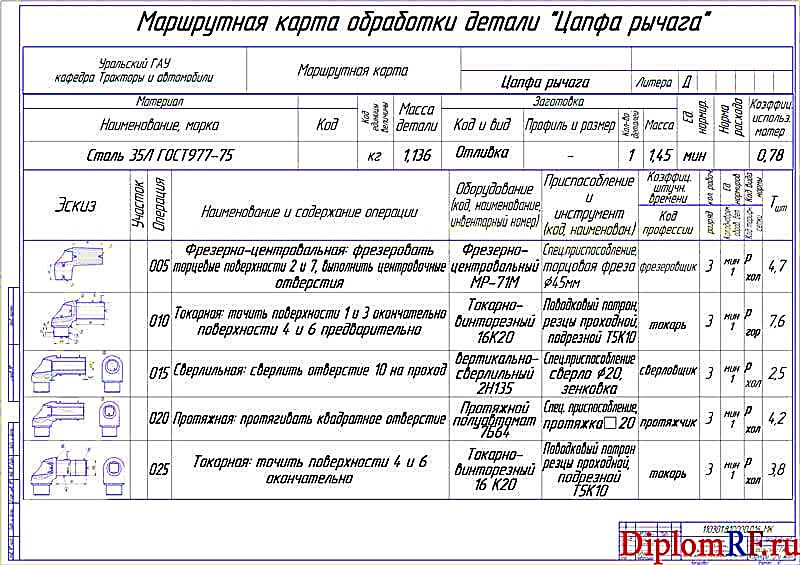
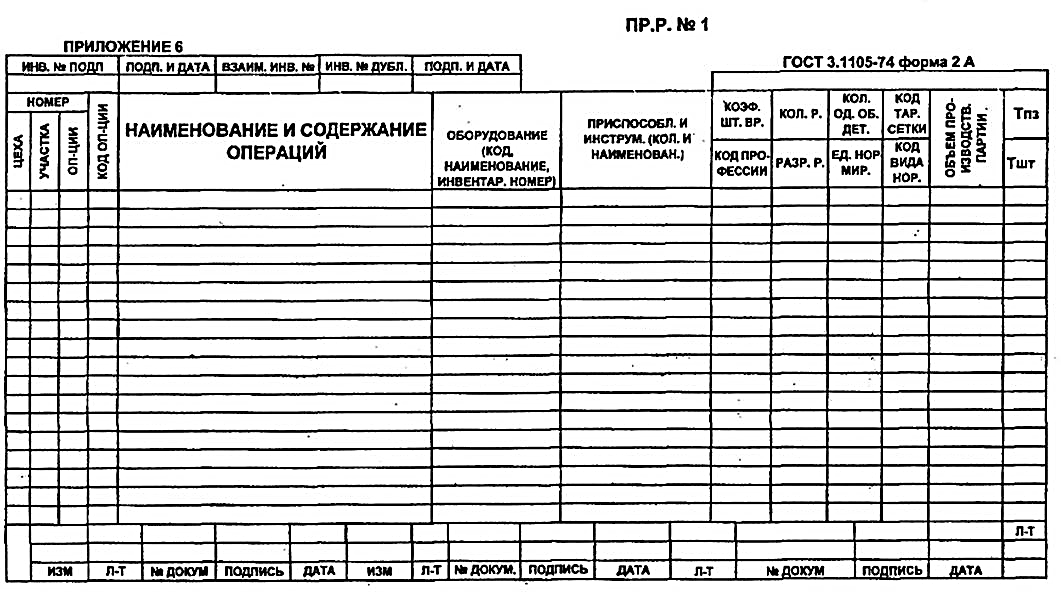
Маршрутная карта предназначена для описания технологического процесса ремонта, включая контроль и перемещение по всем операциям, различных технологических методов в технологической последовательности с указанием данных об оборудовании, технологической оснастки, материальных нормативах и трудовых затратах. Маршрутная карта заполняется в соответствии с требованиями ГОСТ 3.1105-84, на формах 2 и 1б ГОСТ 3.1118-82 «Формы и правила документов общего назначения ». Маршрутная карта (МК) восстановления составляется на все возможные дефекты согласно ЕСТД. Исходными данными для разработки МК служат карта эскизов или ремонтный чертеж, схема выбранного рационального способа устранения дефектов, сведения для выбора оборудования и оснастки, разряд работы и нормы времени. В качестве эскиза к МК допускается применять ремонтный чертеж. При этом, на нем должны быть пронумерованы все обрабатываемые поверхности, указаны номера и наименования дефектов
Приступая к разработке маршрутной карты, по всем дефектам намечают последовательность выполнения операций технологического процесса восстановления. При этом строго придерживаются следующих основных положений:
— в одной операции совмещают восстановление нескольких изношенных поверхностей, если их восстанавливают одним технологическим способом;
— в конце технологического процесса предусматривают финишные операции;
— контрольные операции записывают, как правило, в конце технологического процесса.
В МК указывают наименование, номер по каталогу, материал, размер и массу детали. В соответствующей строке (служебный символ «А») записывают номера цеха, участка, рабочего места и операции, кратные пяти.
Содержание операции (срока со служебным символом «О») записывают кратко и четко и выражают глаголом в повелительном наклонении, приводят наименование восстановленного элемента детали.
Допускается не включать в состав технологических операций операции перемещения.

В строке «оборудование, приспособления, инструмент» необходимо указать наименование, инвентарный номер и ГОСТ на соответствующую технологическую операцию и оснастку по действующему классификатору.
В МК по каждой операции в соответствующих строках указывают условия труда (УТ), то есть код тарифной сетки (Х — холодная, Г — горячая, ОВ — особо вредная), код вида нормы (Р — расчетная, Х — хронометрическая, ОС — опытно-статистическая), а также устанавливают расчетом и по справочной литературе разряд работы и нормы времени, Тпз и Тшт.
Операционная карта — это технологический документ, содержащий описание технологической операции с указанием последовательности по всем операциям одного вида формообразования, обработки, сборки или ремонта с указанием переходов технологических режимов, данных о средствах технологического оснащения, материальных и трудовых затратах.
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ ГОСТ 3.1118-82
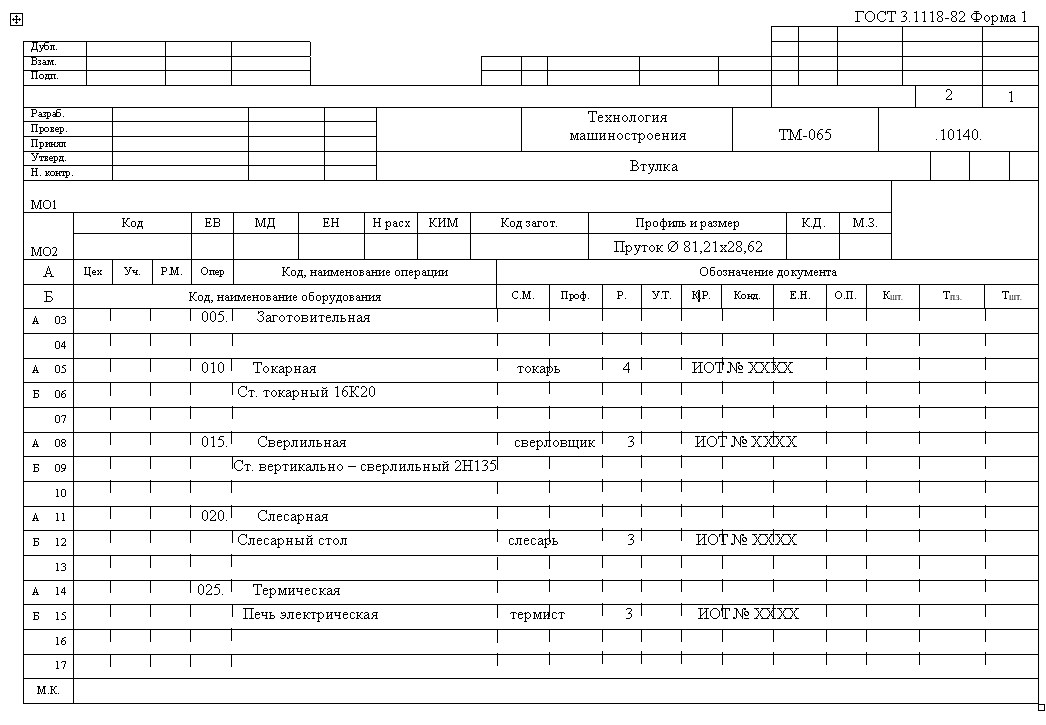
Форма бланка (ГОСТ 3.1105-84)
 Задание №1
Задание №1
Составить маршрутную карту (МК) на ремонт узла (по выбору):
1.подшипник качения 2.резцедержатель,


3. трех кулачковый патрон

Составить маршрутную карту (МК) на ремонт станка (по выбору): токарного заточного, сверлильного
1. Технология машиностроения (специальная часть): — Учебник. /А.Г.Гусев и др. — М.:
2.Махаринский Е.И. и др. Основы технологии машиностроения: Учебник.- Минск, 1997, 423 с.(раздел 3).
3. Новиков М.Н. Основы технологии сборки машин и механизмов. — М.: Машиностроение, 1980. — 592 с.
4. Сборка и монтаж изделий машиностроения: Справочник в 2-х тт.: Машиностроение, 1983. T.I. Сборка. — 80 с.
5. Солонин И.О., Солонин С. И. Расчет сборочных и технологических размерных цепей. — М.: Машиностроение, 1980. — 110 с.
6. Размерный анализ сборочной структуры /Сост. В.И.Марусина, Е.Г.Лещинер, О.В.Фендик; — НЭТИ. — Новосибирск, 1994. — 32 с.
7. Мартынов Э.З. Расчёт точности механизмов и машин с учётом погрешностей расположения поверхностей: Учебное пособие, Новосибирск, 1999 г., 26 с.
8. Технология сборки и монтажа, Методические указания к практическим занятиям, сост. Мартынов Э.З., Новосибирск, 2000, 18 с.
9. Замятин В.К. Технология и оснащение сборочного производства машино- приборостроения: Справочник – М.: Машиностроение, 1995. – 608 с.
Источник
Маршрутные технологические карты ремонта оборудования
Единая система технологической документации
ФОРМЫ И ПРАВИЛА ОФОРМЛЕНИЯ МАРШРУТНЫХ КАРТ
Unified system for technological documentation. Forms and rules for filling in the technological process cards
Дата введения 1984-01-01
Постановлением Государственного комитета СССР по стандартам от 30 декабря 1982 г. N 5311 дата введения установлена 01.01.84
ПЕРЕИЗДАНИЕ. Февраль 2012 г.
Настоящий стандарт устанавливает формы и правила оформления маршрутных карт, применяемых при разработке технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах.
1. ОБЩИЕ ТРЕБОВАНИЯ
1.1. Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов (далее — документов), разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей.
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2. ПРАВИЛА ПРИМЕНЕНИЯ
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл.1.
Вид технологического процесса
Назначение формы МК
Применяемый метод проектирования
Единичные технологические процессы, выполняемые с применением различных методов обработки
Первый или заглавный лист
При автоматизированной распечатке форм на АЦПУ размеры высоты граф следует увеличить до 8,5 мм за счет уменьшения количества основных строк, предназначенных для описания операций (см. форму 5)
Форма предусматривает вертикальное расположение поля подшивки с нанесением блока дополнительной информации основной надписи резиновым штампом. Форма рассчитана на размещение 128 символов в строке
Единичные технологические процессы сборки (разъемные и неразъемные соединения)
См. применение форм 1 и 3
См. применение формы 5
Типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См. применение форм 1 и 3
См. применение формы 5
Единичные технологические процессы, выполняемые с применением различных методов изготовления и ремонта
Первый или заглавный лист
В случае применения МК, взамен соответствующих КТП, совместно с соответствующей КТИ, содержащей переменную информацию
Единичные, типовые и групповые технологические процессы, выполняемые с применением различных методов изготовления и ремонта
См. применение форм 1 и 3
См. применение формы 5
Не механизированное и не автоматизированное
Рекомендуется применять для документов маршрутного описания и не подлежащих микрофильмированию
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты.
3. ПРАВИЛА ОФОРМЛЕНИЯ
3.1. Оформление форм, бланков и документов — по ГОСТ 3.1129-93 и ГОСТ 3.1130-93.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации.
Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов.
Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки и выполняемые прописной буквой, например, М01, A12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять согласно табл.2.
Обозначение служебного символа
Содержание информации, вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Содержание операции (перехода)
Информация о применяемой при выполнении операции технологической оснастке
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
— специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например при сварке, штамповке и т.п.;
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
1. В случае применения какой-либо технологической оснастки записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл.3.
Примечание. В случае отсутствия информации с каким-либо служебным символом записывается информация со следующим служебным символом по порядку.
Вид технологического процесса
Вид описания технологического процесса (операции)
Очередность заполнения служебных символов
Единичные технологические процессы, выполняемые с применением различных методов обработки
Источник