Обмотка электродвигателей. Применяемые материалы и инструменты
Подписка на рассылку
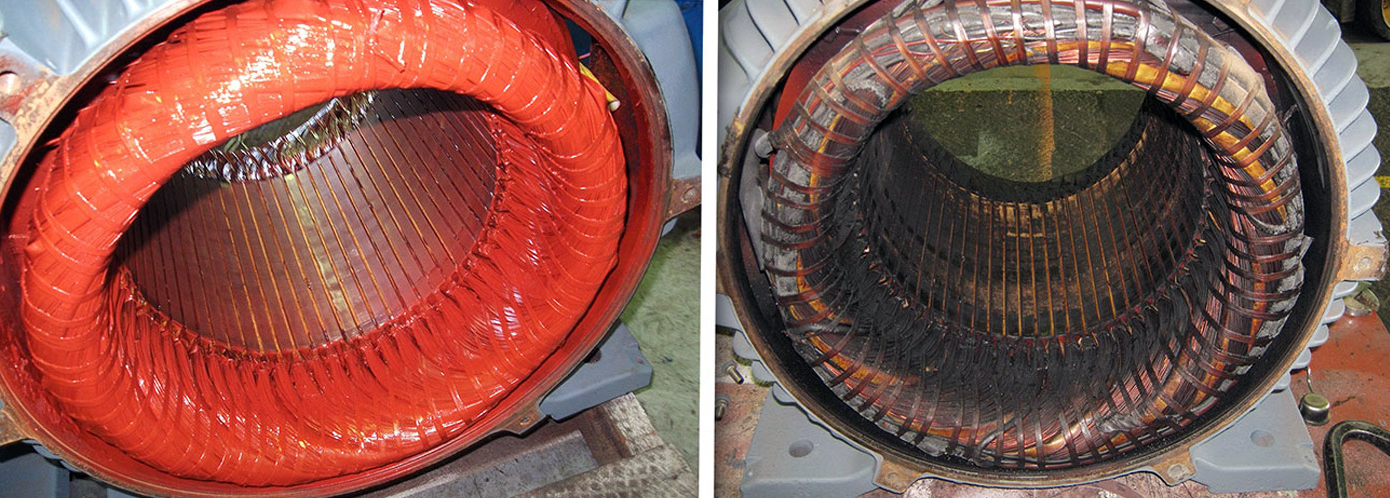
Электродвигатель, как один из самых подверженных тяжелым нагрузкам агрегатов, очень часто выходит из строя. Основная причина поломок — скачки напряжения и перегрев, вследствие чего в обмотке нарушается изоляция, происходит замыкание и медные провода попросту плавятся. Выбрасывать двигатель — не всегда правильное решение, ведь можно обойтись его капитальным ремонтом, что, конечно же, в большинстве случаев дешевле, нежели покупка нового агрегата.
Обмотка электродвигателей — процесс достаточно трудоемкий, который требует от обмотчика-ремонтника не только усидчивости, но и немалого опыта. С какими же материалами и инструментами работает специалист? Ответим на этот вопрос.
Если взглянуть на обмоточные данные электродвигателей, то можно заметить, что в этих таблицах речь идет в основном о характеристиках используемых при обмотке медных и алюминиевых проводов. Именно они и являются основным расходным материалом. Каждый отдельный случай требует использования обмоточных проводов с определенными техническими характеристиками — марка, сечение, тип изоляции и т. д. (таблицы с обмоточными данными электродвигателей содержат всю необходимую информацию по выбору проводов).
 Второй по важности расходный материал — изоляция, укладываемая в пазы сердечников между катушками (в простейшем случае — между первичной и вторичной), на выходе проводов из двигателя, для группировки проводов и в других случаях. Изоляция также имеет свои характеристики: рабочая температура, максимальное напряжение и сила тока, толщина и т. д. Примеры изоляционных материалов: стеклоленты, электрокартон, фторопластовая пленка и прочее. К примеру, согласно обмоточным данным однофазных электродвигателей с изоляцией E-класса используется лавсан.
Второй по важности расходный материал — изоляция, укладываемая в пазы сердечников между катушками (в простейшем случае — между первичной и вторичной), на выходе проводов из двигателя, для группировки проводов и в других случаях. Изоляция также имеет свои характеристики: рабочая температура, максимальное напряжение и сила тока, толщина и т. д. Примеры изоляционных материалов: стеклоленты, электрокартон, фторопластовая пленка и прочее. К примеру, согласно обмоточным данным однофазных электродвигателей с изоляцией E-класса используется лавсан.
После успешной обмотки электродвигателя приходит очередь пропитки его проводов специальными пропиточными жидкостями. Необходимы они для фиксации проводов и изоляции. В качестве таких материалов используются различные лаки, битумные и полиэфирные компаунды и прочие вещества, также отличные по техническим параметрам.
Основной рабочий инструмент обмотчика — кантователь. Это механизированный станок, предназначенный для намотки проводов на статоры различных типов двигателей.
После обработки агрегата пропиточными материалами его необходимо высушить для того, чтобы жидкость затвердела. Для этих целей используются сушильные шкафы (для наружной сушки терморадиационным способом), специальное оборудование, которое подает на обмотку ток, нагревающий провода и, как следствие, высушивающий пропиточный материал.
Несмотря на все совершенство современного оборудования, процесс обмотки электродвигателей очень редко проводится без использования ручных инструментов, особенно в случае ремонта агрегатов. В арсенале любого обмотчика-ремонтника всегда должны присутствовать (см. рис.):
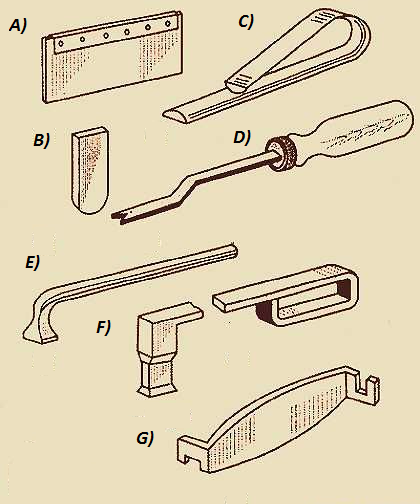
- фибровые пластинки;
- фибровые язычки;
- обратные клинья;
- угловые ножи;
- выколотки;
- топорики;
- наборы ключей для гибки стержней ротора (на рисунке показан только один образец).
В арсенале обмотчика могут присутствовать и другие вспомогательные инструменты, включая традиционные — пассатижи, бокорезы, пинцеты и т. д.
Источник
Ремонт и перемотка электродвигателей. Применяемые материалы
Подписка на рассылку
Обычно в процессе работы электродвигателя наибольшему воздействию подвергаются изоляционные материалы обмотки. В устройство проникает пыль, что негативно сказывается на технических характеристиках. Со временем развиваются внутренние механические дефекты, которые можно диагностировать по изменению шума во время работы. Несомненно, подобные нарушения требуют ремонта электродвигателей. Чаще всего необходим ремонт обмоток электродвигателей. Одним из этапов ремонта электродвигателей является перемотка электродвигателей, которая эффективно производится с помощью специальных станков. Также перемотка обмотки электродвигателя может осуществляться и вручную.Перемотка электродвигателя включает следующие этапы.
Чаще всего необходим ремонт обмоток электродвигателей. Одним из этапов ремонта электродвигателей является перемотка электродвигателей, которая эффективно производится с помощью специальных станков. Также перемотка обмотки электродвигателя может осуществляться и вручную.Перемотка электродвигателя включает следующие этапы.
1. Следует достать старую обмотку.Выпаивать катушки необходимо с особой осторожностью.
2. Подобрать новое сырье: обмоточные провода, изоляционные и пропиточные материалы. Применение качественных материалов позволит защитить электродвигатель от неблагоприятной окружающей среды.Обмоточные провода, применяемые для ремонта якоря электродвигателей и статорной обмотки, имеют круглую или прямоугольную форму и марку, выбираемую для конкретного способа и вида намотки.Марка обмоточного провода выбирается в соответствии с установленным классом нагревостойкости, допустимой толщиной изоляции провода, механической прочности, предполагаемыми воздействиями влаги, холода и агрессивной химической среды.Обмоточные провода могут иметь волокнистую, эмалевую или комбинированную изоляцию.В качестве основных изоляционных материалов используются электрокартон, лакоткани и стеклоткани, пленки из синтетических материалов, стеклоленты, асбестовые материалы и материалы на основе слюды (гибкий, формовочный и прокладочный миканиты, микаленты и стекломикаленты, различные слюдинитовые и слюдопластовые материалы). Выбор изоляционных материалов определяют техноэкономические показатели, требуемая надежность и установленный срок службы устройства.В основном в роли пропиточных материалов используют различные лаки: маслянобитумные; масляноглифталевые; водоэмульсионные; кремнийорганические и лаки без растворителей типа КП. Их выбор зависит от класса нагревостойкости, а также от условий, в которых будет функционировать электродвигатель.
Выбор изоляционных материалов определяют техноэкономические показатели, требуемая надежность и установленный срок службы устройства.В основном в роли пропиточных материалов используют различные лаки: маслянобитумные; масляноглифталевые; водоэмульсионные; кремнийорганические и лаки без растворителей типа КП. Их выбор зависит от класса нагревостойкости, а также от условий, в которых будет функционировать электродвигатель.
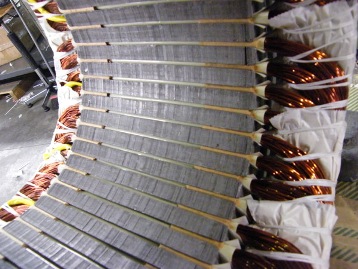
3. Необходимо произвести намотку и укладку катушек.Существует несколько методик перемотки обмоток электродвигателя. Для применения намотки «внавал» необходимо сделать так называемые щечки. На каркасе делаются пометки, соответствующие форме и габаритам катушки, после чего выбиваются отверстия. В них вставляются иглы. Следующим этапом является наложение на каркас бумажных полос. По окончанию подготовительного этапа полосы соединяют друг с другом, а после высыхания клея иглы убирают.Если катушка изготовлена из стали или феррита, намотка потребует больших усилий. Необходимо вырезать из картона желоб и соединить в виде кольца. В кольце располагают обмоточный провод заданной длины. Таким образом, провод без особых усилий будет отделен и помещен на сердечник.После намотки катушек, рекомендуется пропитать все части для получения лучшего эффекта.Осуществив перемотку электродвигателей, необходимо термически его обработать в печи. Затем происходит комплектация и проведение соответствующих испытаний.
4. Механически соединить катушки с помощью сварочного аппарата.
5. Связать лобовые части конструкции лентой.
Источник
МАТЕРИАЛЫ ПРИМЕНЯЕМЫЕ ПРИ РЕМОНТЕ ОБМОТОК ЭЛЕКТРОДВИГАТЕЛЯ.
При ремонте обмоток электродвигателей применяются различные изоляционные материалы, от качества которых зависит современный технический уровень изделий (техноэкономические показатели, надежность работы и срок службы электродвигателя).
Основным в развитии электроизоляционных материалов является:
широкое применение органических полимеров с повышенными электрическими и механическими характеристиками и нагревостойкостью;
замена материалов на основе щипаной слюды материалами из слюдяных бумаг (слюдиниты и слюдопласты);
создание материалов с высокой нагревостойкостью на основе неорганических полимеров;
повышение качества и более широкое внедрение пропиточных составов без растворителей;
разработка новых марок лаков для эмальпроводов более высоких классов нагревостойкости изоляции;
внедрение в крупных и тяговых электрических машинах стекло-слюдинитовой изоляции на термореактивных связующих (монолит).
Обмоточные провода. Обмоточные провода изготовляют из меди и алюминия с волокнистой, эмаль волокнистой и эмалевой изоляцией.
Для изготовления машин с изоляцией нагревостойкости класса А ранее применялись провода:
с двойной хлопчатобумажной оплеткой марки ПБД;
одной хлопчатобумажной и другой лавсановой (к проводнику) оплетками марки ПЛБД;
с эмаль волокнистым покрытием марки ПЭЛБО.
В настоящее время они почти полностью заменены проводами с эмалевой изоляцией марки ПЭВ-2 (винифлексовая изоляция).
Провода с эмалевой изоляцией имеют меньшую толщину изоляционного покрытия, чем провода с эмаль волокнистой и волокнистой изоляциями. Они имеют также скользкую гладкую поверхность, облегчающую укладку проводов в пазы сердечников.
Для машин других классов нагревостойкости изоляции больше применяют провода:
для классов Е и В — эмаль провода марки ПЭТВ (покрытые полиэтилентерефталатными лаками ПЭ — 939 и ПЭ — 943), провода со стекловолокнистой изоляцией марок ПСД с нормальной толщиной изоляции (0,23 — 0,33 мм) и марки ПСДТ с тонкой изоляцией (толщиной 0,18 — 0,23 мм);
для класса F — провод с полиэфирполимидным покрытием марки ПЭТ — 155, а также провода марок ПСД и ПСДТ;
для класса Н — провода марок ПСДК и ПСДКТ, имеющие стекло волокнистую изоляцию, подклеенную кремнийорганическими лаками К — 44 или К — 47.
Изоляционные материалы. В качестве основных изоляционных материалов применяются электрокартон, лакоткани и стеклоткани, пленки из синтетических материалов, стеклоленты, асбестовые материалы и материалы на основе слюды (гибкий, формовочный и прокладочный миканиты, микаленты и стекломикаленты, различные слюдинитовые и слюдопластовые материалы).
Лакоткани и стеклолакоткани применяются в качестве основной изоляции обмоток нагревостойкости класса А, а в сочетании с электрокартоном — в качестве пазовой изоляции.
В электрических машинах с изоляцией класса Е для изолирования пазов сердечников широко применяется синтетическая пленка типа лавсан толщиной 0,05 мм, обладающая высокими электроизоляционными свойствами и высокой механической прочностью.
Пазовые гильзы изготовляют из лавсановой пленки в сочетании с электрокартоном, толщина которого 0,2 мм.
Для более высоких классов нагревостойкости в электрических машинах в качестве изоляции применяют миканитовые, слюдинитовые и стекло волокнистые материалы.
Материалы для изолирования обмоток и пазов сердечников применяются в виде лент и простынок.
Для изолирования проводников в местах повреждения изоляции (в местах изгиба) при изготовлении катушек применяют стеклянные ленты, пленку из фторопласта 4 (толщиной от 20 до 200 мкм). Места изгиба круглых проводов катушек изолируют, одевая стеклянный «чулок» марки АСЭЧ(б).
Пропиточные материалы. Для пропитки обмоток применяют лаки: маслянобитумные марок 458 и 447; масляноглифталевые марок ГФ — 95, МГМ — 8, МЛ — 82; термореактивные марок АФ -17 и ФЛ — 98; водоэмульсионные марок 321Т и ПФЛ — 86; кремнийорганические марок К-47 и К-47К и лаки без растворителей типа КП.
Кроме лаков, для пропитки катушек возбуждения класса А и статорных обмоток высоковольтных электродвигателей используют термопластичные битумные компаунды, не содержащие растворителей и твердеющие при охлаждении.
Для пропитки обмоток некоторых машин специального назначения применяют термореактивные полиэфирные компаунды марок КМГС — 1, КМГС — 2 и МБК.
Применение того или иного лака или компаунда определяется классом нагревостойкости изоляции, назначением и условиями работы электрической машины.
Так, лаком 458 пропитывают обмотки с изоляцией класса А, лаком 447 — классов А и В.
Водоэмульсионные лаки применяются для пропитки обмоток с изоляцией классов А, Е и В.
Маслянобитумные, масляноглифталевые, термореактивные и кремнийорганические лаки разбавляют органическими растворителями (ксилол, толуол, уайт-спирит). Растворителем водоэмульсионных лаков (типа 321Т и ПФЛ — 88) служит обыкновенная вода с добавлением эмульгатора ОП — 10 и аммиака.
Для удаления растворителей после пропитки подвергают обмотки длительной печной сушке. Длителен и процесс компаундирования асфальтобитумными компаундами, которые применяются для пропитки обмоток с изоляцией класса А — полюсных катушек и катушек статоров высоковольтных электрических машин.
Наиболее технологичными являются лаки без растворителей типа КП ( КП — 10; КП — 18; КП — 23; КП — 24), которые обладают способностью быстрого отвердевания в толстом слое.
Лаки типа КП, имеющие нагревостойкость класса В, обладают хорошей цементирующей способностью, но имеют серьезный недостаток — невысокую влагостойкость, что сужает область их применения. Лаки типа КП могут применяться только для электрических машин нормального исполнения.
Источник
Текущий ремонт электродвигателей
 Текущий ремонт выполняется для обеспечения и восстановления работоспособности электродвигателя. Он заключается в замене или восстановлении отдельных частей. Проводится на месте установки машины или в мастерской.
Текущий ремонт выполняется для обеспечения и восстановления работоспособности электродвигателя. Он заключается в замене или восстановлении отдельных частей. Проводится на месте установки машины или в мастерской.
Периодичность выполнения текущего ремонта электродвигателей определяется системой ППР. Она зависит от места установки двигателя, типа станка или машины, в составе которой он используется, а также от продолжительности работы в сутки. Электродвигатели подвергаются текущему ремонту в основном 1 раз в 24 месяца.
При проведении текущего ремонта выполняются следующие операции: очистка, демонтаж, разборка и дефектация электродвигателя, замена подшипников, ремонт выводов, клеммной коробки, поврежденных участков лобовых частей обмотки, сборка электродвигателя, покраска, испытание на холостом ходу и под нагрузкой. У машин постоянного тока и электродвигателей с фазным ротором дополнительно выполняется ремонт щеточно-коллекторного механизма.
Таблица 1 Возможные неисправности электродвигателей и причины их вызывающие
| Неисправность | Причины |
| Электродвигатель не запускается | Обрыв в питающей сети или в обмотках статора |
| Электродвигатель при пуске не проворачивается, гудит, нагревается | Отсутствует напряжение в одной из фаз, оборвана фаза, электродвигатель перегружен, оборваны стержни ротора |
| Пониженная частота вращения и гул | Износ подшипников, перекос подшипниковых щитов, изгиб вала |
| Электродвигатель останавливается при увеличении нагрузки | Пониженное напряжение сети, неправильное соединение обмоток, обрыв одной из фаз статора, межвитковое замыкание, перегрузка двигателя, обрыв обмотки ротора (у двигателя с фазным ротором) |
| При пуске электродвигатель сильно шумит | Погнут кожух вентилятора или в него попали посторонние предметы |
| Электродвигатель при работе перегревается, соединение обмоток правильное, шум равномерный | Повышенное или пониженное напряжение сети, электродвигатель перегружен, повышена температура окружающей среды, неисправен или засорен вентилятор, засорена поверхность двигателя |
| Работающий двигатель остановился | Перерыв в подаче электроэнергии, длительное понижение напряжения, заклинивание механизма |
| Пониженное сопротивление обмотки статора (ротора) | Загрязнена или отсырела обмотка |
| Чрезмерный нагрев подшипников электродвигателя | Нарушена центровка, неисправны подшипники |
| Повышенный перегрев обмотки статора | Оборвана фаза, повышено или понижено-питающее напряжение, машина перегружена, межвитковое замыкание, замыкание между фазами обмотки |
| При включении электродвигателя срабатывает защита | Неправильно соединены обмотки статора, замыкание обмоток на корпус или между собой |
Текущий ремонт проводится в определенной технологической последовательности. До начала ремонта необходимо просмотреть документацию, определить наработку подшипников электродвигателя, установить наличие неустраненных дефектов. Для проведения работ назначается бригадир, готовятся необходимые инструменты, материалы, приспособления, в частности, подъемные механизмы.
Перед началом демонтажа электродвигатель отключается от сети, принимаются меры по исключению случайной подачи напряжения. Подлежащая ремонту машина очищается от пыли и грязи щетками, обдувается сжатым воздухом от компрессора. Отворачивают винты крепления крышки коробки выводов, снимают крышку и отсоединяют кабель (провода), подводящий питание к двигателю. Кабель отводят, соблюдая необходимый радиус изгиба, чтобы не повредить его. Болты и другие мелкие детали складывают в ящик, который входит в набор инструментов и приспособлений.

При демонтаже электродвигателя необходимо нанести керном метки, чтобы зафиксировать положение полумуфт относительно друг друга, а также отметить, в какое отверстие полумуфты входит палец. Прокладки под лапами следует связать и разметить, чтобы после ремонта каждую группу прокладок установить на свое место, это облегчит центровку электрической машины. Следует разметить также крышки, фланцы и другие детали. Несоблюдение этого правила может привести к необходимости повторной разборки.
Снимают электродвигатель с фундамента или рабочего места за рым-болты. Использовать для этой цели вал или подшипниковый щит запрещается. Для съема используются подъемные устройства.
Разборка электродвигателя выполняется с соблюдением определенных правил. Начинается она с удаления полумуфты с вала. При этом используются ручные и гидравлические съемники. Затем снимается кожух вентилятора и сам вентилятор, отвертываются болты крепления подшипниковых щитов, снимается задний подшипниковый щит легкими ударами молотка по надставке из дерева, меди, алюминия, вынимается ротор из статора, снимается передний подшипниковый щит, демонтируются подшипники.
После разборки выполняется очистка деталей сжатым воздухом с использованием волосяной щетки для обмоток и металлической для кожуха, подшипниковых щитов, станины. Засохшая грязь удаляется деревянной лопаточкой. Применять отвертку, нож и другие острые предметы запрещается. Дефектация электродвигателя предусматривает оценку его технического состояния и определение неисправных узлов и деталей.
При дефектации механической части проверяется: состояние крепежных деталей, отсутствие трещин корпуса и крышек, износ посадочных мест под подшипники и состояние самих подшипников. В машинах постоянного тока серьезным узлом, подлежащим всестороннему рассмотрению, является щеточно-коллекторный механизм.
Здесь наблюдаются повреждения щеткодержателя, трещины и сколы на щетках, износ щеток, царапины, и выбоины на поверхности коллектора, выступление миканитовых прокладок между пластинами. Большинство неисправностей щеточно-коллекторного механизма устраняется при текущем ремонте. В случае наличия серьезных повреждений этого механизма машина отправляется в капитальный ремонт.
Неисправности электрической части скрыты от глаза человека, обнаружить их труднее, нужна специальная аппаратура. Число повреждений обмотки статора при этом ограничено следующими дефектами: обрыв электрической цепи, замыкание отдельных цепей между собой или на корпус, витковые замыкания.

Обрыв обмотки и замыкание ее на корпус может быть обнаружено с использованием мегаомметра. Витковые замыкания определяются с помощью аппарата ЕЛ-15. Обрыв стержней короткозамкнутого ротора находят на специальной установке. Неисправности, устраняемые при проведении текущего ремонта (повреждение лобовых частей, обрыв или обгорание выводных концов), могут быть определены мегаомметром или визуально, в отдельных случаях требуется аппарат ЕЛ-15. При проведении дефектации измеряется сопротивление изоляции для установления необходимости сушки.
Непосредственно текущий ремонт электродвигателя заключается в следующем. При срыве резьбы нарезается новая (к дальнейшей эксплуатации допускается резьба, имеющая не более двух срезанных ниток), болты заменяются, крышка заваривается. Поврежденные выводы обмоток покрываются несколькими слоями изоляционной ленты или заменяются, если изоляция их по всей длине имеет трещины, отслоения или механические повреждения.
При нарушении лобовых частей обмотки статора на дефектный участок наносится лак воздушной сушки. Подшипники заменяются на новые, если есть трещины, сколы, вмятины, цвета побежалости и другие неисправности. Посадку подшипника на вал обычно осуществляют путем предварительного его нагрева до 80. 90°С в масляной ванне.
Установка подшипников осуществляется вручную с помощью специальных патронов и молотка или механизированным способом с использованием пневмогидравлического пресса.. Необходимо отметить, что в связи с внедрением единых серий электрических машин объем ремонта механической части резко сократился, т. к. уменьшилось число разновидностей подшипниковых щитов и крышек, появилась возможность заменять их новыми.
Порядок сборки электродвигателя зависит от его габарита и конструктивных особенностей. Для электродвигателей 1 — 4 габаритов после напрессовки подшипника устанавливается передний подшипниковый щит, вводится ротор в статор, надевается задний подшипниковый щит, надевается и крепится вентилятор и крышка, после этого устанавливается полумуфта. Далее согласно объему текущего ремонта проводятся прокрутка на холостом ходу, сочленение с рабочей машиной и испытание под нагрузкой.

Проверку работы электродвигателя на холостом ходу или с ненагруженным механизмом осуществляют следующим образом. После проверки действия защиты и сигнализации выполняют пробный пуск его с прослушиванием стука, шума, вибраций и последующим отключением. Затем электродвигатель запускают, проверяют разгон до номинальной частоты вращения и нагрев подшипников, измеряют ток холостого хода всех фаз.
Измеренные в отдельных фазах значения тока холостого хода не должны отличаться друг от друга более чем на ±5%. Разница между ними более 5 % указывает на неисправность обмотки статора или ротора, на изменение воздушного зазора между статором и ротором, на неисправность подшипников. Продолжительность проверки, как правило, не менее 1 часа. Работу электродвигателя под нагрузкой осуществляют при включении технологического оборудования.
Послеремонтные испытания электродвигателей согласно действующим Нормам должны включать две проверки — измерение сопротивления изоляции и работоспособность защиты. Для электродвигателей до 3 кВт измеряется сопротивление изоляции обмотки статора, а для двигателей более 3 кВт дополнительно измеряется коэффициент абсорбции. При этом у электродвигателей напряжением до 660 В в холодном состоянии сопротивление изоляции должно быть не менее 1 МОм, а при температуре 60 °С — 0,5 МОм. Измерения производят мегаомметром на 1000 В.
Проверка срабатывания защиты машин до 1000 В при системе питания с заземленной нейтралью осуществляется непосредственным измерением тока однофазного короткого замыкания на корпус с помощью специальных приборов или измерением полного сопротивления петли «фаза — нуль» с последующим определением тока однофазного короткого замыкания. Полученный ток сравнивается с номинальным током защитного аппарата с учетом коэффициентов ПУЭ. Он должен быть больше тока плавкой вставки ближайшего предохранителя или расцепителя автоматического выключателя.
В процессе выполнения текущего ремонта для повышения надежности электродвигателей старых модификаций рекомендуется проводить мероприятия по модернизации. Простейшая из них — трехкратная пропитка обмотки статора лаком с добавкой ингибитора. Ингибитор, диффундируя в лаковую пленку и заполняя ее, препятствует проникновению влаги. Можно также проводить капсулирование лобовых частей с помощью эпоксидных смол, но при этом электродвигатель может стать неремонтопригодным.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Источник