- Применение полимерных материалов при восстановлении деталей
- Общие сведения
- Применение эпоксидных композиций при восстановлении деталей
- Заделка трещин и пробоин
- Восстановление посадочных отверстий
- Склеивание деталей синтетическими клеями
- Применение эластомеров при восстановлении посадок
- Материалы, применяемые при обслуживании и ремонте автомобилей
- Материалы для авторемонта: описание и назначение
Применение полимерных материалов при восстановлении деталей
Общие сведения
При ремонте машин полимерные материалы получили широкое применение. Они имеют большой диапазон положительных свойств:
- хорошие фрикционные и антифрикционные качества
- достаточная прочность
- масло-, бензо- и водостойкость
- сохранение формы детали
- способность выдерживать определенную нагрузку и температуру
- простота восстановления и изготовления деталей и др.
Обладая ценными физико-механическими свойствами, полимерные материалы позволяют снизить трудоемкость ремонта и технического обслуживания машин на 20-30% и сократить расход дефицитных материалов (черного и цветного металла, сварочных и наплавочных материалов, припоя и т. д.) на 40-50%. К недостаткам полимерных материалов можно отнести изменение их свойств в зависимости от срока службы (старение), сравнительно низкую твердость, усталостную прочность и теплостойкость.
Для использования при ремонте машин рекомендованы следующие полимерные материалы: поликапроамид (капрон), полиэтилен, полистирол, полиамид, волокнит, эпоксидные смолы, синтетические клеи, герметики, анаэробные полимерные материалы и др. Промышленность выпускает специальные аптечки и наборы полимерных материалов для ремонта машин.
Использование полимерных материалов не требует сложного оборудования и высокой квалификации рабочих. Оно возможно в условиях специализированных ремонтных предприятий, в мастерских хозяйств, а также в полевых условиях.
Применение эпоксидных композиций при восстановлении деталей
Эпоксидные смолы в чистом виде используют очень редко. В ремонтной практике применяют эпоксидные составы, которые являются многокомпонентными системами. Важнейшим преимуществом композиции перед полимерами является их повышенная жесткость и прочность, стабильность размеров, повышенная ударная вязкость, регулируемые фрикционные и другие свойства. Однако нельзя достигнуть всех этих свойств в одной композиции.
Кроме эпоксидной смолы, в состав композиции в зависимости от назначения могут входить пластификаторы, наполнители, отвердители, ускорители отверждения, пигменты и другие компоненты.
Пластификаторы уменьшают хрупкость и стойкость к резкому изменению температуры, но уменьшают теплопроводность. В качестве пластификатора чаще всего используют дибутилфталат.
Наполнители вводят для повышения физико-механических свойств, снижения внутренних напряжений, возникающих вследствие разницы коэффициентов линейного расширения металла и полимера. Наполнители подразделяют на связующие (стеклоткань, ткани) и порошкообразные (железный порошок, алюминиевая пудра, цемент, тальк, графит и др.).
В качестве отвердителя эпоксидных смол чаще используют полиэтиленполиамин.
Эпоксидные композиции являются универсальным ремонтным материалом. Их применяют для заделки трещин, раковин, пробоин, восстановления подвижных и неподвижных сопряжений, склеивания деталей. Состав композиции зависит от требуемых свойств и условий работы. Для закрепления втулок, колец, ввертышей при восстановлении с использованием ремонтных дополнительных деталей применяют композицию без наполнителей. На 100 частей (по массе) эпоксидной смолы ЭД-16 берут 10 частей дибутилфталата и 12 частей полиэтиленполиамина. При заделке трещин, пробоин, восстановлении посадочных мест под подшипники в композиции вводят наполнители.
Приготовление композиции заключается в следующем. Эпоксидную смолу в таре разогревают до температуры 70-80°С, отливают необходимое количество в сосуд, добавляют пластификатор и перемешивают двухкомпонентный состав. Затем, если необходимо, вносят наполнитель, предварительно высушенный в течение 2-3 ч при температуре 100-120°С, и тщательно перемешивают состав. Отвердитель добавляют перед употреблением композиции.
Приготовленную композицию необходимо использовать в течение 20-25 мин.
Заделка трещин и пробоин
Эпоксидные композиции используют для заделки трещин в корпусных деталях, не проходящих через отверстия под втулки, посадочные места под подшипники, резьбовые отверстия, длиной не более 200 мм. После определения размеров трещины ее края засверливают сверлом диаметром 3 мм, а трещину по всей длине разделывают под углом 60-70°, на глубину 2-3 мм (при толщине стенки более 5 мм). Если толщина стенки менее 2 мм, разделку трещины не делают. Поверхность детали зачищают до металлического блеска на расстоянии 40 мм по обе стороны от трещины и обезжиривают ацетоном. Приготовленный состав наносят на поверхность и уплотняют шпателем. Для заделки мелких трещин (до 20 мм) используют композицию без наполнителя. При восстановлении чугунных деталей с пробоинами и трещинами длиной более 20 мм применяют следующий состав. На 100 частей (по массе) смолы ЭД-16 берут 15 частей дибутилфталата, 120 частей железного порошка и 11 частей полиэтиленполиамина. Для восстановления корпусных деталей из алюминиевых сплавов вместо железного порошка в качестве наполнителя используют алюминиевую пудру (25 частей).
Трещину длиной 20-150 мм на корпусных деталях или баках заделывают эпоксидной композицией, армированной стеклотканью или технической бязью. Первая накладка из ткани должна перекрывать трещину на 20-25 мм по обе стороны, а вторая перекрывать первую на 10-15 мм. После нанесения первого слоя эпоксидной композиции накладывают первую накладку и прикатывают роликом. На поверхность накладки наносят тонкий слой композиции и накладывают вторую накладку, которую тоже прикатывают роликом. На вторую накладку снова наносят слой композиции и оставляют для отверждения.
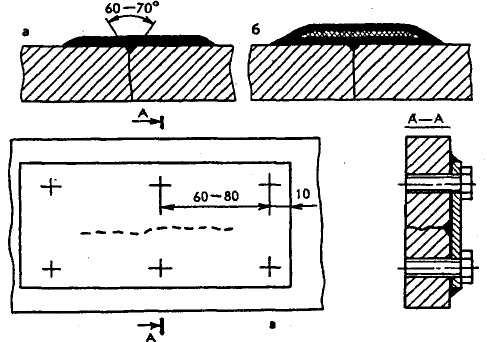
Рис. Варианты заделки трещин: а — эпоксидным составом; б — эпоксидным составом, армированным стеклотканью; в — эпоксидным составом и металлической накладкой.
Трещины на корпусных деталях длиной более 150 мм заделывают с помощью накладки.из листовой стали толщиной 1,5-2,0 мм. Зачищенные поверхности детали, накладки и винтов покрывают эпоксидной композицией.
Отверждение композиции проводят при температуре 18-20 С» в течение 72 ч. Допускается проводить отверждение при температуре 20 С» в течение 12 ч, а затем по одному из следующих режимов: при 40 С» — 48 ч; при 60 С» — 24 ч; при 80 С» — 52 ч; при 100 С» — 3 ч.
Пробоины в корпусных деталях, бачках радиаторов, топливных баках заделывают наложением заплат внахлестку с применением эпоксидных композиций. При небольших пробоинах накладку изготавливают из стеклоткани. Тонкостенные детали восстанавливают наложением накладки из листовой стали. Пробоины в корпусных деталях заделывают постановкой внахлестку металлической накладки на винтах. Стальная накладка может быть закреплена с помощью эпоксидной композиции, проникающей в дополнительные сверления.
Восстановление посадочных отверстий
Эпоксидные композиции применяют при ремонте неподвижных сопряжений деталей типа корпус — подшипник, корпус — втулка, если зазор в сопряжении не превышает 0,1 мм. Перед нанесением композиции сопрягаемые поверхности отверстия в корпусе, втулки (подшипника) зачищают и обезжиривают. После просушивания наносят композицию (без наполнителя) на подготовленные поверхности слоем толщиной не более 0,5 мм. Через 10-15 мин втулку (подшипник) запрессовывают в отверстие и проводят отверждение по одному из вышеприведенных режимов.
Склеивание деталей синтетическими клеями
Для склеивания применяют клеи ВС-ЮТ и типа БФ, 88Н и др. Клей ВС-ЮТ используют для приклеивания накладок к тормозным колодкам и дискам сцепления. Кроме того, его можно использовать для склеивания металлов, стеклотекстолитов и других материалов. Режим отверждения: давление прижатия склеиваемых поверхностей — 0,2-0,4 МПа, температура — 175-185°С, продолжительность — 1,5-2,0ч.
Клеи БФ-2, БФ-4, БФ-6 применяют для склеивания металлов, древесины и др.
Клей БФ-6 дает более эластичные соединения, поэтому его применяют для склеивания фетра, войлока, тканей и других материалов. Режим склеивания: давление — 0,5- 1,0 МПа, температура — 140-160°С, продолжительность — 1,0— 1,5 ч. Клей БФ-52Т используют для тех же целей, что и клей ВС- ЮТ.
Для склеивания резин и резины с металлом применяют клей 88Н.
Поверхности, подлежащие склеиванию, очищают от загрязнений и старых полимерных материалов. Металлические поверхности зачищают до металлического блеска и обезжиривают ацетоном или бензином. После сушки деталей наносят слой клея толщиной 0,10-0,15 мм на склеиваемые поверхности и выдерживают при комнатной температуре в течение 10-15 мин. Затем наносят второй слой клея и просушивают детали. Окончание сушки проверяют «на отлип». К слою клея прикладывают резиновый брусок, очищенный ацетоном. Если он не прилипает, склеиваемые поверхности накладывают одна на другую и сжимают специальными приспособлениями. Деталь вместе с приспособлениями помещают в специальный шкаф для термообработки (отверждения клеевого состава) и выдерживают в течение 40 мин. Для уменьшения остаточных напряжений в клеевом соединении детали охлаждают вместе со шкафом до температуры 80-100°С, а затем на воздухе до температуры 20—25°С в течение 2—3 ч и снимают с приспособлений.
По такой технологии приклеивают фрикционные накладки на тормозные колодки и диски.
Применение эластомеров при восстановлении посадок
Ремонт подшипниковых узлов часто заключается в восстановлении первоначальных натягов. Нарушению посадки способствует смятие неровностей поверхностей при запрессовке и снятии подшипников и вследствие проворачивания кольца подшипника при работе машины. Для восстановления посадочных мест под подшипники в отверстиях и на валах, а также под втулки и шестерни при износе не более 0,06 мм применяют эластомеры ГЭН-150(B) или 6Ф.
Технологический процесс включает следующие операции: приготовление раствора, зачистка и обезжиривание изношенных поверхностей, нанесение раствора на подготовленные поверхности, термическая обработка и Сборка узлов. Растворы приготовляют по следующей рецептуре: одна часть (по массе) эластомера ГЭН- 150(B) и 6,2 части ацетона; или 2 части эластомера 6Ф, 5 частей ацетона и 5 частей этилацетата.
Раствор эластомера наносят на поверхность детали в вытяжном шкафу кисточкой. Не допускается перекрытия слоев при нанесении раствора. Толщина пленки одного слоя равна 0,01 мм. Деталь с покрытием выдерживают 20 мин, а затем помещают для термообработки в сушильный шкаф. Термообработка проводится при температуре 120 С» в течение 30 мин. Каждый последующий слой до получения необходимой толщины наносят после термообработки предыдущего. Перед сборкой поверхность детали, покрытой эластомером, смазывают графитной смазкой, охватывающую деталь подогревают до температуры 120-140°С.
Источник
Материалы, применяемые при обслуживании и ремонте автомобилей
В современном автомобилестроении, при обслуживании и ремонте автомобилей широко применяются различные химические составы, основные из которых рассмотрены ниже.
Герметики типа КТУ, изготавливаются на силиконовой основе, затвердевают при комнатной температуре, используют влагу воздуха, широко применяются наряду с прокладками, рассчитанными на работу при низких и средних температурах. Они герметизируют, обеспечивают водонепроницаемость, заполняют неровности поверхности, оставаясь пластичными, не дают усадки, легко удаляются. Применяются в доступных воздуху канавках, пазах, щелях.
Анаэробные герметики жидкие прокладки сохраняют пластичность, не поддаются действию растворителей и заполняют поверхностные дефекты. Анаэробные составы применяются вместо прокладок: они сами становится прокладками, затвердевая только в отсутствие воздуха после сборки деталей, уплотняя место их соединения. Применяются в плотных и глухих соединениях.

Герметики для резьбы и труб на основе тефлона используются для герметизации гидравлических и пневматических соединений и вакуумных трубок. Обычно их поставляют в аэрозольной упаковке, а также в виде жидкости, предназначенной для нанесения на поверхность подобно краске, или в виде ленты, наматываемой в нужном месте.
Противозадирные составы предотвращают возникновение задиров, истирания, схватывания, ржавчины и коррозии в крепежных деталях. Высокотемпературные противозадирные составы, обычно изготавливаемые с включением меди и графитовых смазок, используется для смазки крепежа системы выпуска отработанных газов и шпилек выпускного коллектора.
Анаэробные составы, препятствующие самоотвинчиванию крепежей, используют для предотвращения действия вибрации на крепежные детали. Они затвердевают только после установки детали при отсутствии воздуха. Составы, обладающие средней прочностью, применяют для небольших гаек, болтов и винтов, которые впоследствии необходимо извлекать. Высокопрочные составы предназначены для крепежа среднего и крупного размера, который не требует регулярного извлечения.
Металлоэпоксидные композиции применяются для компенсации дефектов деталей или их скрепления. К таким композициям относятся металлопластики (герметики), клеи и пасты с содержанием металла. С помощью металлоэпоксидных композиций герметезируют трещины чугунных и алюминиевых блоков и их головок, радиаторов. Можно склеивать железо, сталь, чугун, латунь, бронзу, алюминий, медь и ремонтировать сорванную резьбу.
Каменеющие пластики – средство для холодной пайки и сварки. Они наносятся в виде шпатлевки и через два часа имеют твердость латуни. Используются для заделывания трещин радиаторов и трубопроводных соединений.
Проникающие жидкости позволяют ослаблять слипание смерзшихся или заржавевших деталей и предотвращать их дальнейшее ржавление или смерзание (семейство препаратов «жидкий ключ»). Применяются для устранения заеданий в деталях, проникают в резьбовые соединения и разъединяют проржавевшие шарниры, болты, гайки, муфты и т. д.
Силиконовые смазки используют для защиты резины, пластика, винила и нейлона.
Сварочные карандаши типа «Оксал» содержат металлотермическую смесь с флюсами и присадками. При поджигании фитиля они горят с температурой 2800 °С. Применяются для сварки тонкостенных металлических конструкций, например глушителей.
Источник
Материалы для авторемонта: описание и назначение
Материалы для авторемонта на сегодняшний день весьма разнообразны как по номенклатуре, так и по своему назначению. Все материалы, необходимые для ремонта автомобиля, можно условно распределить по нескольким группам. Одну из наиболее значимых в авторемонтном деле групп составляют «Клеи», назначение которых довольно разнообразно. Сюда входят различные материалы для изоляции от шума. Современные изоляционные материалы имеют толщину от 2 до 6 мм и работают по принципу преобразования вибраций различного происхождения в тепловую энергию.
К группе материалов «Клеи» так же относятся герметики (акриловые, силиконовые, полиуретановые), антикоррозийные составы для покрытия кузовов, покрытия для обработки против воздействия дорожного гравия, различные клеи-шпатлевки для восстановительных работ.
Не менее важная группа – «Средства очистки». Эти средства нужны на протяжении всего ремонта автомобиля. Эта группа включает в себя несколько подгрупп: протирочные салфетки (обычно, бумажные с высокой адсорбцией), салфетки для сбора пыли (могут быть сухими или со специальной пропиткой), полировальные салфетки из мягких материалов, не оставляющих никаких следов.
Следующую группу материалов можно обозначить как «Абразивы и полировальные системы», служащие для шлифовки и финишной полировки автомобиля. Эти материалы могут представлять собой наждачную бумагу (выпускается в виде дисков, листов, рулонов и т.д.), абразивную пасту или уникальную абразивную глину, которая удаляет не только само лакокрасочное покрытие, но и попавшие на него твердые частички песка и асфальта (глина бывает синяя и красная — с более грубыми абразивами). В эту же группу входят матирующие гели, которыми обрабатывают поверхности (металлические и пластиковые) непосредственно перед покраской.
Еще одна группа – это маскирующие материалы. Без них покраска автомобиля окажется затруднительной, т.к. эти материалы (плотные полиэтиленовые пленки, специальные ленты из бумаги или поролона, магнитные накидки на крылья, пакеты для шин и дисков и т.д.) призваны защитить любые щели, зазоры, проемы и детали машины, не подлежащие какой-либо обработке во время окрасочных работ.
В группу «Грунты и наполнители» входят материалы, задача которых – создание слоя для прочного сцепления поверхности автомобиля со следующим слоем покрытия и идеальное выравнивание поверхностей.
Группу лакокрасочных материалов составляют лаки (разных типов), акриловые краски, базовые краски (для окраски кузовов и деталей в металлик), отвердители, разбавители, структурированные пасты, имеющие высокую толщину слоя (используются для получения рельефного декоративного покрытия на конструкциях, подверженных механическим повреждениям).
Группа ремонтных аксессуаров, приспособлений и инструментов особенно многообразна. Сюда можно отнести принадлежности для, так называемого, точечного ремонта (лезвия для избавления от подтеков, иглы для удаления дефектов покрытия, линейки, мерные емкости и т.д.). В группу входят держатели деталей, стеллажи, столы для окраски, окрасочные пистолеты, компрессоры, дозаторы для жидких и пастообразных материалов, скребки, шпатели и т.п.
Ну и, конечно, заботясь о состоянии автомобиля, мастер должен помнить про заботу и о состоянии собственного здоровья. Поэтому следующую группу обязательных для авторемонта материалов составляют защитные средства. Они нужны для предохранения органов слуха (всевозможные наушники и ушные вкладыши), зрения (специальные очки из небьющегося пластика, снабженные, как правило, вентиляционными отверстиями) и дыхания (респираторы) от повреждений во время работы в автомастерской. Сюда же относятся и удобные перчатки, и комбинезоны для защиты кожных покровов от воздействия агрессивных компонентов химических составов.
Источник
