- Механический ремонт транспортерной ленты
- Ремонт средств транспортирования
- Ремонт конвейерных лент
- Виды повреждений, подлежащие ремонту
- Продольный разрез
- Поперечный разрез
- Сквозной пробой
- Нарушение тканевого корда
- Виды ремонта
- Холодная вулканизация
- Горячая вулканизация
- Стыковка конвейерных лент: способы, материалы, оборудование
- Стыковка конвейерных лент
- Как соединить транспортерную ленту холодным способом
- Соединение транспортерной ленты горячим способом
- Механические соединители РШМ
- Шарнирное соединение ум1000 11 ум1750 15
- Разъемные соединители к20 тип к27 и к28
- Стыкование конвейерной транспортерной ленты механическими соединениями
- Основные преимущества механического соединения конвейерных транспортерных лент
- Основные недостатки механического соединения
- Преимущества замкового метода стыковки
Механический ремонт транспортерной ленты




Ремонт средств транспортирования
Ремонт ленточных транспортеров. Наиболее изнашиваемой и чаще всего ремонтируемой частью транспортеров является транспортерная лента. Ремонт ленты осуществляют вулканизацией, склеиванием или заменой значительно поврежденных участков.
Перед ремонтом ленту очищают от пыли и грязи, а при наличии влаги ее осушают. Намечают границы срезаемой части и ножом срезают резиновую обкладку до тканевой основы. Ремонтируемый участок обрабатывают металлической щеткой, протирают бензином и промазывают клеем 2 раза. После высыхания накладывают невулканизированную резину, прикатывают роликом и вулканизируют в прессе с обогревом при температуре 145-155°С в течение 15-20 мин под давлением 0,09-0,12 МПа. Более простым и чаще применяемым на предприятиях способом ремонта транспортных лент является способ сшивания сыромятью. При этом на срезанное место нашивается требуемой толщины накладка. Для восстановления гибкости место с нашитой накладкой желательно пропустить между валками или обстучать деревянным молотком.
Сшивание сыромятью применяют и для соединения концов ленты. Возможно соединение концов ленты встык.
При замене изношенной ленты на новую следует помнить, что новая лента во время работы растягивается, поэтому ее нужно предварительно вытянуть. Для вытягивания ленту перекидывают через барабан и на 3-4 дня к концам подвешивают грузы из расчета 28-35 кг на 1 см 2 сечения ленты.
Ремонт норий, цепных элеваторов. При работе норий и цепных элеваторов наиболее часто встречающимися неисправностями являются чрезмерное растяжение или обрыв цепей ленты, задевание ковшей за стенки норийных труб, изнашивание или обрыв ковшей, неравномерное изнашивание деталей редуктора, валов, звездочек и барабанов. Ремонт ленты осуществляют так же, как лент транспортеров. Ремонт норийных труб заключается в исправлении мелких повреждений, устранении пыления, замене прокладок. При более серьезных повреждениях труб снимают ленту с ковшами, разбирают трубы и ремонтируют или заменяют поврежденные элементы.
Ремонт ковшей проводят, исправляя форму на шаблоне. Болты для крепления ковшей устанавливают шайбой внутрь ковша, затягивают гайкой и для предотвращения откручивания устанавливают контргайку.
Ремонт винтовых транспортеров. К основным дефектам винтовых транспортеров относятся повреждения витков шнека и кожуха желоба. Смятые и деформированные витки шнека выправляют на оправке деревянным молотком или заменяют на новые. Для изготовления новых витков используют сталь толщиной 2-3 мм.
Новые витки вырезают по шаблону или по разметке в виде колец, которые затем разрезают и растягивают на требуемый шаг витка. Заготовленные спирали надевают на трубу и соединяют их между собой сваркой, заклепками или накладками с болтами. К трубе, валу приваривают витки непосредственно или через закрепленные на валу планки.
Изношенный желоб винтового транспортера ремонтируют установкой заплат. На места кожуха, изнашиваемые в большей степени, целесообразно устанавливать сменные гильзы.
Основные неисправности транспортеров и способы устранения указаны в табл. 17, неисправности норий — в табл. 18, а неисправности винтовых транспортеров — в табл. 19.
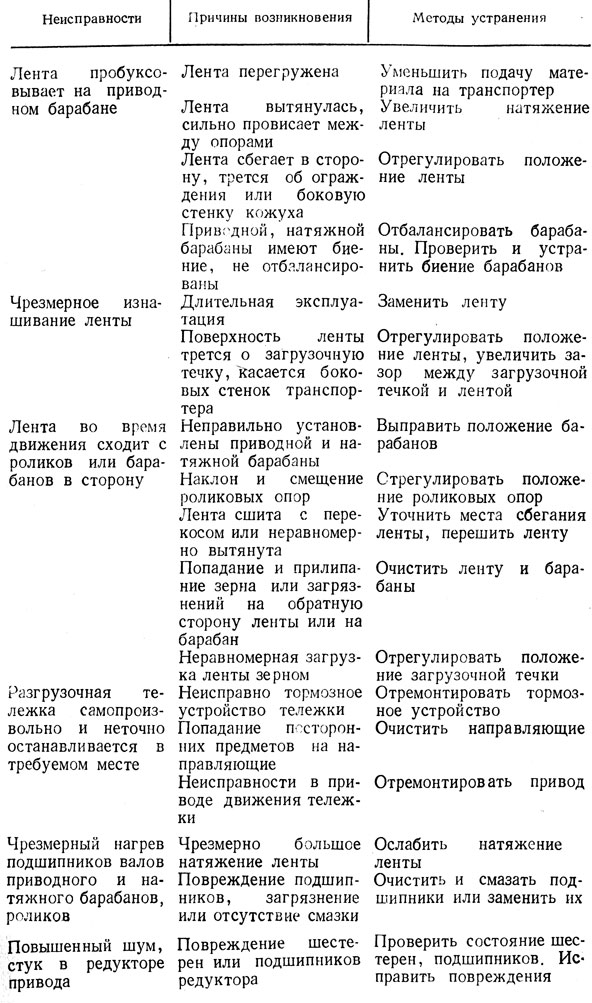
Таблица 17. Основные неисправности ленточных транспортеров и методы их устранения
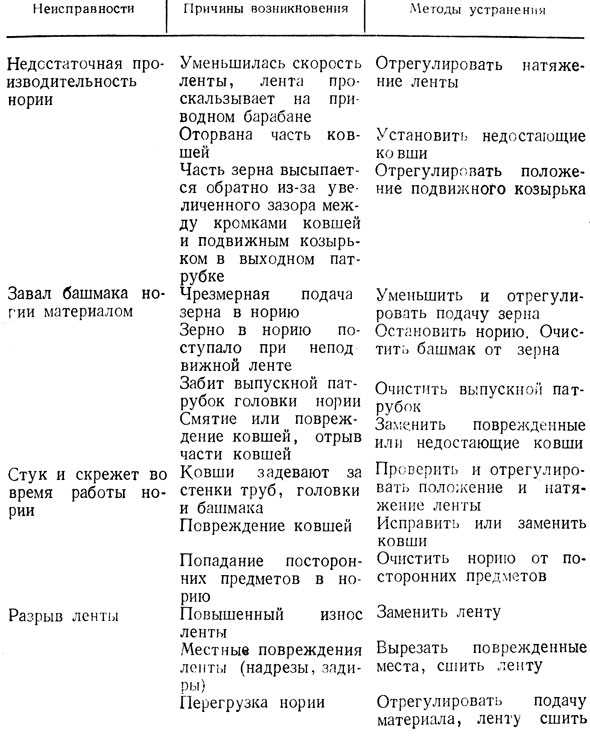
Таблица 18. Основные неисправности норий и методы их устранения
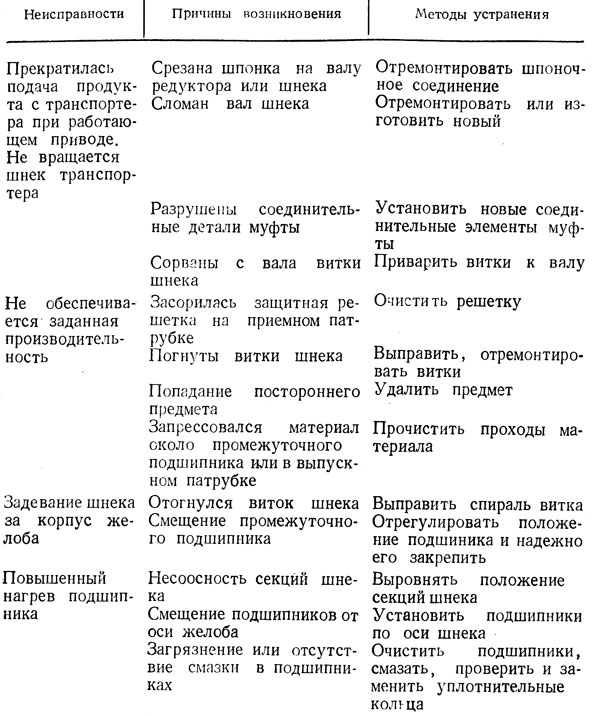
Таблица 19. Основные неисправности винтовых транспортеров и методы их устранения
Источник
Ремонт конвейерных лент

На производстве при выходе из строя ленты транспортера, часто делают замену. Такой подход нерентабелен. При правильно сделанном ремонте можно продлить срок ее службы в 1,5-2 раза. Негодное полотно можно восстановить и эксплуатировать.
Виды повреждений, подлежащие ремонту
Практически любое транспортерное полотно можно отремонтировать. Есть несколько видов повреждений:
- продольные разрезы;
- поперечные разрезы;
- сквозные пробои;
- нарушение тканевого корда.
Ленты с такими повреждениями восстанавливают.
Продольный разрез
При интенсивной эксплуатации полотна может появиться продольный порез. Перед ремонтными работами измеряют его длину. При большом разрыве поверх ленты устанавливают механическую накладку, фиксируемую специальными крепежными элементами. Небольшое повреждение устраняют наложением латки и холодной вулканизацией.
Поперечный разрез
Такое повреждение необходимо своевременно устранить, иначе оно быстро увеличиться в размерах и приведет в негодность большой участок ленты. Разрез в середине устраняют механической накладкой с крепежными элементами или латкой с холодной вулканизацией. При разрывах по краям заменяют участок полотна.
Сквозной пробой
Для восстановления ленты конвейера с таким повреждением необходимо сделать накладку такого же материала и сделать механическое крепление.
Нарушение тканевого корда
Повреждение полотна со срезанным или выщербленным краем необходимо своевременно устранить, так как при эксплуатации происходит дальнейшее углубление разрыва. Если нарушен большой участок тканевого корда, требуется замена новым аналогичным материалом. При небольшой степени повреждения край проклеивают специальным составом. Иногда, чтобы исключить повторное нарушение тканевого корда, делают срез поврежденного участка и обработку клеем.
Виды ремонта
Существует три эффективных способа восстановить конвейерную ленту:
- механический – наложение латки, закрепляемой специальными элементами;
- холодная вулканизация – с применением специального клеевого состава;
- горячая вулканизация – нагрев материалов и клея до определенной температуры, именно этот вид ремонта является наиболее эффективным.
В зависимости от вида и характера повреждений используют один из этих методов.
Холодная вулканизация
Полотно предварительно очищают скребком, осушают влажной тканью. На поврежденную поверхность наносят состав из клея с отвердителем (10%), интенсивно втирают для глубокого проникновения внутрь. После высыхания прокатывают роликами 4 и 12 мм. Отремонтированное полотно запускают в эксплуатацию через 6-8 часов. Для ремонта требуется мало времени, а стык получается прочным. Этот способ подходит для помещений с чистым, сухим воздухом.
Горячая вулканизация
Поверхность полотна, латки и клея прогревается до нужной температуры, после чего делают вулканизацию. Дополнительно требуется специальная бумага, разделительное полотно, промежуточная, обкладочная резина. Такое восстановление можно проводить при отрицательных температурах. Получается высокопрочное соединение. Однако этот метод довольно сложен но наиболее популярен. Данную работу выполняют специально обученные сотрудники компании.
Источник
Стыковка конвейерных лент: способы, материалы, оборудование
Конвейерные механизмы получили весьма широкое распространение, устанавливаются для транспортировки грузов и изделий на определенное расстояние. При этом конвейерная лента может стать площадкой, на которой проводится обработка изделия. Выделяют три основных способа соединения конвейерных лент, все они характеризуются своими определенными особенностями. Работа по стыковке изделий часто проводится в случае появления механического дефекта или при добавлении секций при увеличении протяженности конвейера.

Стыковка конвейерных лент
Существуют различные методы стыковки конвейерных лент, которые обеспечивают высокий уровень прочности. Для этого могут применяться различные клеевые составы. Рассматривая распространенные способы соединения конвейерных лент следует учитывать нижеприведенные моменты:
- На момент проведения рассматриваемой процедуры изделие подлежит послойной разделке. Именно поэтому работа может проводится исключительно профессионалом, который обладает соответствующим опытом.
- Некоторые технологии характеризуются тем, что процедура трудоемкая, другие намного проще.
- Применяемые методы имеют ограничение по температуре окружающей среды и влажности, при которых происходит проведение клейки. Еще уделяется внимание значению влажности и степени запыления помещения.

Не стоит забывать о том, что высокие характеристики соединения достигаются в случае, когда на высыхание клея дается требуемое количество времени. В большинстве время полимеризация происходит в течение 20 часов. При стыковке нужно соблюдать все рекомендации, так как при большом механическом воздействии есть вероятность разрыва.
Как соединить транспортерную ленту холодным способом
Проводится стыковка лент конвейерных часто при применении метода холодной вулканизации. Это связано с тем, что технология достаточно проста, однако прочность получаемого контакта при ее применении снижается на 25%. Холодная вулканизация конвейерных лент характеризуется следующими преимуществами:
- В большинстве случаев не приходится проводить снятие ленты с конвейерного механизма.
- Для проведения подобной технологии не требуется подавать напряжение 380В. За счет этого снижаются затраты, а также существенно упрощается процедура.
- Работа по стыковке изделия может проводится даже на ограниченном пространстве. Кроме этого, степень огнеопасности помещения может быть достаточно высокой.
- Довольно высокая скорость проводимого ремонта. Как показывает практика, уже после несколько часов может возобновляться работа устройства.
Стыковка конвейерных лент при применении холодной технологии также характеризуется достаточно большим количеством недостатков, к которым можно отнести следующее:
- Подобная работа может проводится исключительно при температуре окружающей среды не менее 5 градусов Цельсия.
- Нельзя проводить технологию холодной вулканизации при высокой влажности и сильном запылении окружающей среды.

Несмотря на достаточное упрощение технологии склеивания конвейерных лент за счет применения специальных клеящих составов, проводить ее могут исключительно специалисты. Допущенные ошибки становятся причиной разрыва крепежа даже при минимальной нагрузке.
Соединение транспортерной ленты горячим способом
В продаже можно встретить достаточно большое количество специальных составов, которые применяются для восстановления конвейерной ленты. Горячая вулканизация конвейерных лент – весьма распространенная технология, так как под воздействием высокой температуры и давления происходит склеивание двух основ. Довольно большое распространение получили синтетические и натуральные каучуковые смолы, которые при расплавлении создают надежное соединение. Оборудование для стыковки конвейерных лент и специальные составы позволяют добиться прочности, которая на 10% меньше изначального показателя. При стыковке методом горячей вулканизации можно добиться высокой прочности. Подобная технология характеризуется следующими преимуществами:
- Проводимая стыковка конвейерных лент позволяет достигнуть высокой прочности в месте стыка.
- Проводимая вулканизация транспортерной ленты позволяет достигнуть равномерности слоя в месте стыковки.
- Нет зазора в месте крепежа. За счет этого обеспечивается равномерность хода изделия по роликам и другим фиксирующим элементам.
- Есть возможность провести процедуру даже при низкой температуре окружающей среды, а также сильном запылении помещения. Именно поэтому существенно упрощается поставленная задача, для горячей вулканизации не требуется специальное помещение.
- Высокая степень гибкости получаемого стыковочного шва. За счет этого есть возможность провести установку изделия на механизме, который может транспортировать вещество по сложной траектории.
- Провести рассматриваемую процедуру можно без демонтажа оборудования. Именно поэтому поставленная задача существенно упрощается и ускоряется.
- Есть возможность использовать технологию горячей стыковки для ленты, которая может использоваться для транспортировки самых различных материалов.
- Долговечность получаемого изделия. Как показывает практика, применяемая технология позволяет продлить эксплуатационный срок в несколько раз.
- Лента может эксплуатироваться в том же температурном режиме, что и до проведения технологии стыковки.
Приведенная выше информация указывает на то, что подобная технология характеризуется довольно большим количеством преимуществом. Однако есть и несколько серьезных недостатков:
- На стыковку изделий уходит довольно большое количество времени.
- Процедура может быть проведена исключительно при применении специального оборудования.
Горячий метод вулканизации сегодня получил весьма широкое распространение. Однако он применим не во всех случаях, в некоторых больше всего подходит механический способ.
Механические соединители РШМ
Некоторые соединители конвейерных лент получили весьма широкое распространение, так как позволяют существенно упростить процедуру и ускорить ее проведение. При этом в некоторых случаях есть возможность демонтажа. Несомненным преимуществом технологии назовем то, что для ее проведения не требуется специальное оборудование. Для проведения подобной процедуры требуется следующее:
- Заклепочный материал характеризуется тем, что может выдержать очень высокую нагрузку.
- Шарнирно-заклепочный чаще всего применяется на резинотканевых и поливинилхлоридных вариантов исполнения.
- Неразъемный болтовой метод применяется в случае, когда нужно обеспечить качественное соединение транспортирующих лент.
- Шарнирно-болтовые получили весьма широкое распространение в случае, когда нужно восстановить изделие, которое устанавливается на барабанном оборудовании.
- Проволочные замки можно назвать специальными конструктивными элементами, которые применяются для восстановления транспортирующего оборудования, которое получило широкое распространение в пищевом производстве или на складах.
- Скобовые скрепления также могут применяться для стыковки слабонагруженных транспортировочных лентах, которые являются важной частью конвейерном оборудовании.

Следует учитывать, что механический способ восстановления сегодня весьма распространен. Однако, не стоит забывать о сильном износе применяемого крепежного элемента. Именно поэтому технология применяется в том случае, если другие не могут использоваться.
Механический способ характеризуется довольно большим количеством существенных недостатков:
- Уменьшение эксплуатационного срока.
- Низкая прочность в месте стыка.
- Наблюдается повышенная степень износа в месте стыка.
- Из-за применения металлических элементов есть вероятность возникновения искр.
- При транспортировке горячекатанных изделий есть вероятность прожигания поверхности в месте стыковки.
Также в продаже встречается специальное оборудование, которое может применяться для соединения изделия механическим способом. За счет подобных инструментов есть возможность провести восстановительные работы без демонтажа.
Шарнирное соединение ум1000 11 ум1750 15
Довольно широкое распространение получил подобный метод соединения транспортерной ленты. В этом случае соединение проводится при применении специального инструмента, которое позволяет получить стык, представленный сочетанием замка и молнии. Инструкция шарнирное соединение конвейерных лент разделена на две основные группы: подготовка, запрессовка, завершение работы. Подготовительный этап выглядит следующим образом:
- Оба конца срезаются под углом 90 градусов, для чего можно использовать специальный нож или угольник.
- При необходимости проводится снятие верхнего и нижнего слоя, рекомендуемая толщина составляет 15 мм.
- Количество крепежных элементов проверяется по ширине изделия. При этом от каждого края отступают по 30-40 мм.
- Если проводится стыковку двух кусков различной ширины, то количество соединительных элементов выбирают по меньшему.
- При помощи измерительного инструмента определяется центральная часть.
- Не стоит забывать о том, что стыковка начинается из центра к краям.
- Крепежные элементы размещаются в инструменте, после чего они фиксируются.

Следующий шаг заключается в непосредственной запрессовке применяемых крепежных элементов. Особенностями можно назвать следующее:
- Ударный механизм устанавливается в специальные направляющие.
- Следует левой рукой придерживать устройство, после чего легкими ударами совершаются действия до полной посадки крепежных элементов.
После стыковке двух элементов края следует обрезать под углом 30 градусов, за счет чего исключается вероятность разрыва. Также проводится дополнительно фиксация стержня возле края. На момент проведения работы не рекомендуется использовать молоток, вес которого более 1,5 кг. Это связано с тем, что слишком большой вес может стать причиной повреждения основной поверхности. Крепежами крепление и монтаж проводится в течение недлительного периода.
Разъемные соединители к20 тип к27 и к28
В некоторых случаях стыковка транспортерной ленты проводится при применении разъемных элементов, которые позволяют проводить быстрый демонтаж при необходимости. Для этого используются проволочные скобы со специальным защитным покрытием. Среди особенностей их применения можно отметить следующее:
- Разрешается применять в случае, если толщина изделия составляет от 8 до 13 мм.
- Требуемая степень прочности не выше 1000 Н/мм.

Для крепления разъемных соединений также требуются специальные инструменты, которые существенно упрощают поставленную задачу.
Стыкование конвейерной транспортерной ленты механическими соединениями
Механический метод стыковки получил весьма широкое распространение. Это можно связать со следующим:
- Простота монтажа.
- Широкая область применения.
- Допустимые эксплуатационные характеристики.
Стыковка часто проводится в промышленности. При этом соединению может быть подвержена поврежденная лента или две целые для изменения длины.
Основные преимущества механического соединения конвейерных транспортерных лент
У подобной технологии есть довольно большое количество существенных преимуществ. Примером можно назвать следующее:
- Низкая стоимость.
- Возможность проведения процедуры без демонтажа изделия.
- Соединению подлежат различные изделия.
Однако есть и несколько существенных недостатков, которые также должны быть учтены.
Основные недостатки механического соединения
Недостатков также довольно много. Основными назовем:
- Появление искр при эксплуатации.
- Возможность износа основных элементов конвейера.
- Не применима во всех случаях эксплуатации.
- Технология не обеспечивает требуемый уровень пластичности в месте стыка.
При этом следует рассматривать каждый тип соединения отдельно, так как им характерны свои определенные качества.
Преимущества замкового метода стыковки
Есть и несколько существенных преимуществ применения замков. Примером назовем следующее:
- Повышенная прочность.
- Достаточная гибкость в месте соединения.
- Применяемые элементы могут прослужить в течение длительного периода.
Приведенная выше информация указывает на то, что часто проводится использование подобной технологии именно по причине большого количества преимуществ.
В заключение отметим, что самостоятельно провести стыковку без специального оборудования достаточно сложно. Именно поэтому рекомендуется доверять работу профессионалам, которые специализируются на проведении подобных работ. Специальные инструменты, необходимые для холодной или горячей пластификации, можно встретить в продаже. Только при правильном применении можно достигнуть поставленных задач.
Источник