- R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
- Механизация для ремонта тележки
- Гайковерт для шпинтонных гаек ММ156
- Гайковёрт с устройством контроля момента затяжки шпинтонной гайки (ГШ-2) ММ808
- Кантователь балки надрессорной центрального подвешивания тележек КВЗ-ЦНИИ ММ738
- Кантователь балки надрессорной центрального подвешивания универсальный ММ737
- Кантователь рам с подъемными центрами ММ922
- Кантователь рам тележек ММ046
- Кольцевой кантователь ММ842
- Механизированный комплекс для разборки, сборки тележек тепловозов ММ199
- Механизированный комплекс для сборки и разборки скоростных тележек безлюлечного типа ММ200
- Механизированный комплекс разборки и сборки тележек вагонов электропоездов ММ198
- Подвесной кантователь ММ886
- Позиция механизированная для раздвижки тележек, кантования и клёпки боковых рам тележек грузовых вагонов ММ674
- Стенд для разборки и сборки центрального подвешивания прицепных тележек ММ367
- Стенд для разборки, сборки и испытания триангелей ММ335
- Стол для дефектоскопии мелких деталей ММ374
- Установка для откручивания шпинтонных гаек ММ716
- АВТОМАТИЗАЦИЯ РЕМОНТА ТЕЛЕЖЕК

R27 Механизированная поточная линия по ремонту тележек электровозов и тепловозов
На поточных линиях введена максимальная механизация работ на специализированных позициях. Конвейер для транспортировки тележек выполнен непрерывным, что исключает необходимость возврата транспортировочных тележек краном с восьмой позиции на четвертую. Осуществлен нижний отсос газов на сварочной (пятой) позиции, что улучшает удобство работы и не загромождает цех.
На рис. 1 дана планировка поточной линии текущего ремонта ТР-3 тележек тепловозов в депо Тюмень Свердловской железной дороги. Поточная линия ремонта тележек является одним из участков в общем технологическом процессе проведения текущего ремонта ТР-3 тепловозов.
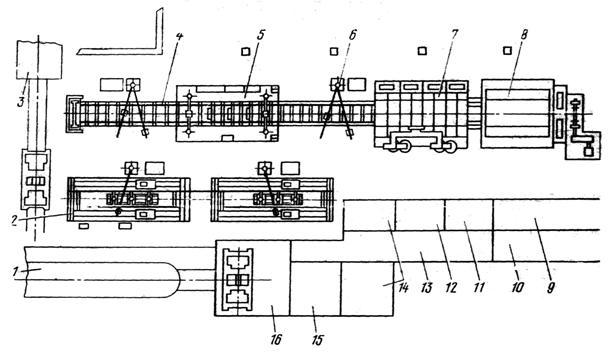
Рис. 1. Поточная линия ремонта бесчелюстных тележек локомотивов в депо Тюмень Свердловской дороги;
1 — позиция выкатки тележек; 2 — позиция разборки и сборки тележек; 3 — позиция мойки рамы тележки; 4 — позиция разборки и проверки рамы; 5 — позиция ремонта рамы; 6 — сборка рамы; 7 — окраска рамы; 8 — сушка рамы; 9 — накопитель колесных пар; 10 — накопитель тяговых электродвигателей; 11 — место для сборки колесно-моторных блоков; 12 —обкатка колесно-моторных блоков; 13 — участок ремонта буксовых узлов и рессорного подвешивания; 14 — накопитель обкатанных колесно-моторных блоков, 15 — место разборки колесно-моторных блоков; 16 — накопитель тележек и рам
В депо Тюмень поточная линия расположена на четырех путях. На первом пути размещена первая позиция подготовки к выкатке и выкатка тележек из-под секции тепловоза. Здесь производят отсоединение лестницы от рамы кузова для возможности установки домкратов ТЭД-30, вентиляционных патрубков от тяговых электродвигателей, рукавов от боковых опор, кабелей тяговых электродвигателей, рукавов пескопроводных и воздухопроводных труб, привода скоростемера от буксы, привода ручного тормоза. При помощи приспособления сжимают комплект буксовых пружин.
После подъемки кузова четырьмя электродомкратами ТЭД-30 на высоту, обеспечивающую свободный проход тележек под секцией тепловоза, тележки выкатывают. Используют для этого тяговый электродвигатель секции, подводя к нему питание от деповской сети постоянного тока напряжением 250 В или от сварочного аппарата с напряжением 75 В, а электрическую схему собирают так, как показано на рис. 30.
Для удобства монтажа и демонтажа первая позиция оборудована смотровой канавой и колонками для подключения пневмоинструмента.
На втором пути расположена вторая позиция — разборки тележек. Здесь снимают с рамы поводки букс, продольные тяги рычажной передачи тормоза, брезентовые чехлы с корпусов боковых опор, отсоединяют фрикционные гасители колебаний рессорного подвешивания от букс, сливают смазку из боковых опор и из гнезда в шкворневой балке, демонтируют гнезда, верхние опоры и обоймы с роликами из боковых опор, пескопроводные трубы и пружины рессорного подвешивания.
Другой фрагмент реферата
Монтажные тележки (рис. 5) размещены в боковых приямках глубиной 570 мм и шириной 1070 мм. На тележке смонтированы гайковерт, механизм передвижения, разобщительный кран, домкрат, оборудование гидросистемы, пульт управления, быстроразъемное соединение.
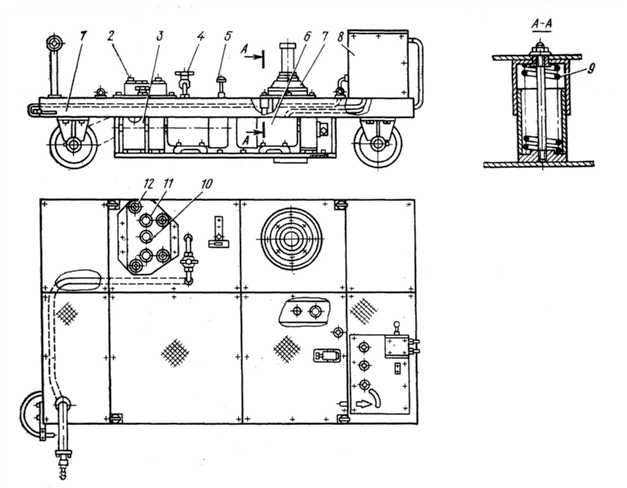
Рис. 5. Монтажная тележка:
1—тележка; 2 — гайковерт; 3 — механизм передвижения; 4 — разобщительный кран; 5 — рукоятка для реверсирования гайковерта; 6 — гидроагрегат; 7 — домкрат; 8 — пульт управления; 9 — амортизатор; 10 — вал — шестерня центральной передаточной коробки; 11 — паразитная шестерня; 12 — вал-шестерня под ключ гайковерта
Рама тележки изготовлена из фасонного и листового проката. К ней прикреплены четыре кронштейна с запрессованными бронзовыми втулками, служащими подшипниками для двух осей с колесами. На ведущей оси насажена звездочка. Механизм передвижения служит для перемещения монтажной тележки. Он состоит из электродвигателя и редуктора, соединенных между собой муфтой и установленных на общей плите. На выходном валу редуктора насажена звездочка, которая при помощи цепи передает вращение ведущей оси.
Многошпиндельный гайковерт служит для отворачивания и заворачивания болтов буксовых поводков. Он состоит из передаточной коробки и привода — пневматического реверсивного гайковерта. Передаточная коробка установлена на верхнем листе рамы и состоит яз корпуса, центрального вала-шестерни, который передает вращение четырем валам-шестерням через две паразитные шестерни. Модуль шестерни m=4, число зубьев у валов-шестерен n=17. Все валы установлены в бронзовых втулках, смазываемых через масленки, ввернутые в торцы валов. Выходные концы валов-шестерен выполнены квадратными, а их расположение соответствует расположению болтов буксовых поводков. Поэтому без передвижки тележки при помощи ключей, надеваемых на квадратные выходные концы, можно отвернуть четыре болта.
Пневматический реверсивный гайковерт установлен на плите, подвешенной на трех шпильках, укрепленных к верхнему листу рамы. Поскольку гайковерт расположен под рамой, реверсирование его осуществляется рукояткой через два шкива с закрепленным к ним тросиком. Воздух к гайковерту подводится через разобщительный кран, установленный на раме.
Домкрат состоит из цилиндра, пустотелого штока, в отверстия которого вставляются сменные головки. Уплотнение штока в цилиндре осуществляется двумя резиновыми манжетами, установленными на двух бронзовых полукольцах, а в крышке — одной резиновой манжетой. Цилиндр подвешен к раме тележки на четырех амортизаторах. При нагружении домкрата пружины сжимаются и цилиндр опирается на рельс, по которому передвигается тележка. Таким образом, нагрузка при работе домкрата передается на рельсы, а не на тележку.
Гидроагрегат обеспечивает подачу масла в цилиндр домкрата и состоит из насоса высокого давления и электродвигателя, соединенных между собой муфтой и установленных на общей плите. К гидроагрегату подсоединено гидрооборудование, которое включает в себя трубопроводы, фильтр 8-80-1К (ГОСТ 21329—75), предохранительно-разгрузочный клапан М-КП (Q = 40 л/мин), гидрораспределитель (Q = 40 л/мин). Соединение с домкратом осуществлено при помощи двух рукавов высокого давления. Бак для масла установлен на общем кронштейне с гидроагрегатом и расположен под настилом тележки.
Пульт управления обеспечивает управление гидравлическим домкратом и механизмом передвижения. Внутри пульта смонтирована пусковая электроаппаратура, панель с предохранителями и гидрораспределитель. На верхней панели пульта смонтированы кнопки управления и пакетный выключатель. На боковой панели расположен штепсельный разъем, который соединяет пульт с гибким кабелем.
В масляный бак заливают индустриальное масло (ГОСТ 20799—75). Предохранительно-разгрузочный клапан регулируют на давление в магистрали 6 МПа.
При помощи быстроразъемного соединения тележку подключают к воздушной сети депо. При установке пакетного выключателя в положение «Вкл.» на панели пульта загорается сигнальная лампочка, что свидетельствует о наличии напряжения на пульте.
Для отворачивания или заворачивания болтов тележку подводят к демонтируемой буксе таким образом, чтобы два крайних шпинделя гайковерта встали против двух соответствующих болтов поводка. Надевают на квадратные головки выходных концов гайковерта ключ и заправляют его на головку болта. Ручку реверса устанавливают в положение «Отворачивание» («Заворачивание»), открывают разобщительный кран на воздушной магистрали и производят отворачивание (заворачивание) болта.
Для запрессовки буксового поводка в клиновидные пазы подводят тележку таким образом, чтобы шток домкрата стал под поводок буксы. Вставляют в шток опору. Включают насос и при помощи ручки управления гидрораспределителя, установленной в положение «Подъем», производят подъем штока и запрессовку поводка. Для возврата штока в исходное положение ручку гидрораспределителя устанавливают в положение «Опускание». После прекращения работы ручку гидрораспределителя устанавливают в нейтральное положение и кнопкой выключают электродвигатель насоса.
Кроме того, домкрат позволяет поджать раму тележки, сделать натяжку поводка и легкими ударами молотка освободить поводок от рамы. На электровозах ВЛ10 и ВЛ80к при разборке и сборке тележки домкратом поджимают листовую рессору для разгрузки валика при его выемке или постановке.
Работа содержит 10 штук качественно отсканированных картинок различных средств механизации, применяемый при ремонте тележек электровозов и тепловозов. Может быть полезна студентам при написании курсовых проектов.
Источник
Механизация для ремонта тележки

Гайковерт для шпинтонных гаек ММ156
Гайковерт предназначен для откручивания шпинтонных гаек пассажирских вагонов

Гайковёрт с устройством контроля момента затяжки шпинтонной гайки (ГШ-2) ММ808
Гайковерт предназначен для отворачивания и заворачивания шпинтонных гаек при ремонте .

Кантователь балки надрессорной центрального подвешивания тележек КВЗ-ЦНИИ ММ738
Кантователь балки надрессорной центрального подвешивания тележек КВЗ-ЦНИИ предназначен для поворота балки центрального подвешивания тележек КВЗ-ЦНИИ

Кантователь балки надрессорной центрального подвешивания универсальный ММ737
Кантователь балки надрессорной центрального подвешивания универсальный предназначен для поворота балки центрального подвешивания тележек

Кантователь рам с подъемными центрами ММ922
Кантователь предназначен для удержания, подъема/опускания и кантовки на 360º рам при выполнении технологических операций сборки-сварки.

Кантователь рам тележек ММ046
Кантователь предназначен для поворота всех типов рам тележек подвижного состава на 360°

Кольцевой кантователь ММ842
Кантователь предназначен для удержания и кантовки на 360° узлов грузовых вагонов

Механизированный комплекс для разборки, сборки тележек тепловозов ММ199
Механизация технологических операций по разборке и сборки тележек тепловозов

Механизированный комплекс для сборки и разборки скоростных тележек безлюлечного типа ММ200
Механизированный комплекс для сборки и разборки скоростных тележек безлюлечного типа предназначен для снятия и постановки тележек моделей 68-4075, 68-4076, 68-4095, 68-4096.

Механизированный комплекс разборки и сборки тележек вагонов электропоездов ММ198
Комплекс предназначен для разборки и снятия с тележек вагонов электропоездов основных узлов и деталей с целью отправки их на дефектацию и ремонт

Подвесной кантователь ММ886
Кантователь предназначен для установки рам грузовых вагонов в положение удобное для выполнения работ, связанных с его изготовлением.

Позиция механизированная для раздвижки тележек, кантования и клёпки боковых рам тележек грузовых вагонов ММ674
Предназначена для раздвижки рамы тележки, кантования её элементов , клепки фрикционных планок боковых рам и сборки рамы

Стенд для разборки и сборки центрального подвешивания прицепных тележек ММ367
Стенд предназначен для сжатия пружин центрального подвешивания прицепных тележек электропоездов

Стенд для разборки, сборки и испытания триангелей ММ335
Стенд предназначен для разборки, сборки и испытания триангелей

Стол для дефектоскопии мелких деталей ММ374
Стол предназначен для дефектоскопирования мелких деталей магнитопорошковым методом.

Установка для откручивания шпинтонных гаек ММ716
Установка для откручивания шпинтонных гаек пассажирских вагонов
© 1991-2021 Научно-производственное предприятие «МиМакс»
650044 , г. Кемерово ,
ул. Рутгерса, 41
Источник
АВТОМАТИЗАЦИЯ РЕМОНТА ТЕЛЕЖЕК




![]()
![]()
Ремонт тележек на вагоноремонтных предприятиях в основном осуществляется на механизированных поточных линиях. Повышение уровня механизации и автоматизации ремонта осуществляется за счет внедрения манипуляторов, автооператоров, автоматизированных моечных машин и специальных стендов, систем автоматизированного контроля.
В настоящее время в грузовых вагонных депо внедряются автоматизированные линии ремонта тележек. На рис. представлена линия разборки и сборки грузовых тележек, в состав которой входят: подъемное устройство, устройство разворота тележек, моечная машина, установка перегрузки тележек, диагностическая платформа с устройством МСН-10, диагностическая платформа с установкой Спрут-М, стенд раскантовки тележек, стенд сборки тележек с колесными парами, стенд испытаний тележек.
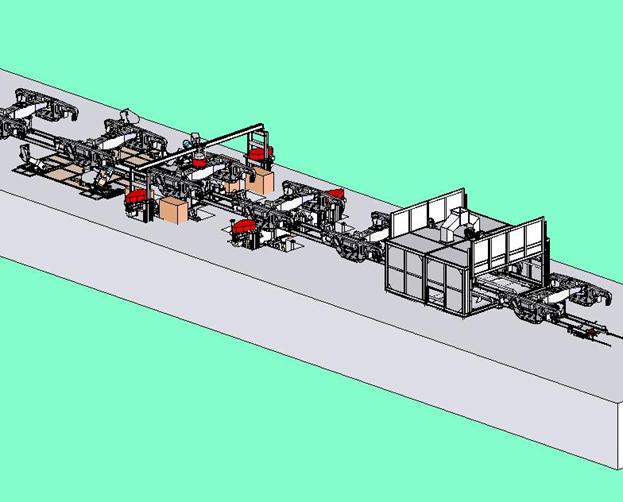
Рис. Линия ремонта грузовых тележек
В грузовом вагонном депо С.- Петербург – Cортировочный – Московский (ВЧД-5) монтируется автоматизированная линия восстановления литых деталей грузовых тележек, предназначенная для реализации технологического процесса ремонта деталей вагонных тележек при автоматизации технологический операций подачи деталей вагонных тележек на технологический конвейер; феррозондового или магнитопорошкового контроля; измерения геометрических параметров деталей вагонной тележки; установок наплавки и станков для механической обработки; установку и клепку на боковых рамах фрикционных планок, перегрузки отремонтированных деталей вагонной тележки на автоматизированный комплекс выходного контроля (рис. ).
Линия автоматическая включает в себя следующие позиции:
1. Участок складирования поступающих деталей.
2. Тележка подачи деталей.
3. Центральный пульт управления.
4. Стенд плазменной очистки и геометрических измерений деталей;
5. Транспортёр подачи деталей.
7. Участок восстановления наплавкой.
8. Зона охлаждения деталей.
9. Участок ручного восстановления и удаления бракованных деталей.
10. Станок по обработке балки надрессорной.
11. Станок по обработке рамы боковой.
12. Транспортёр подачи готовых деталей.
13. Участок складирования готовых детал
С позиции складирования детали устанавливаются на тележку подачи деталей. Загрузка осуществляется электроталью. По окончанию загрузки тележка автоматически передвигается в рабочую зону. Бригадир смены устанавливает на детали идентификационные метки и вносит исходные данные на центральном пульте управления. Под исходными данными понимаются – год изготовления, номер детали, собственник, завод изготовитель, необходимость предварительной обработки. По окончании установки меток подается команда на запуск цикла работы линии. Манипуляторами из тележки подачи детали перегружаются на позицию плазменной очистки и замера геометрических параметров. По окончанию очистки детали проводится обмер с создание математической модели ремонтируемой детали. Все данные заносятся в систему управления линией и в дальнейшем идет накопление информации по каждой детали. Далее детали перемещаются через транспортёр подачи деталей на позицию неразрушающего контроля, где делается заключение о дальнейшем использовании деталей. Если деталь на прошла неразрушающий контроль она отправляется на участок ручного восстановления и удаления бракованных деталей. При заключении о годности деталей детали перемещаются на позицию восстановления наплавкой, а затем в зону охлаждения. По окончании времени охлаждения (3 часа) детали отправляются на механическую обработку и далее на участок складирования деталей.
При необходимости детали направляются на участок ручного восстановления где проводится ремонт полуавтоматической сваркой:
— Трещин кронштейна подвески тормозного башмака;
— При необходимости дополнительной работы планок на наклонных плоскостях надрессорных балок.

Идентификационные метки снимаются бригадиром смены при перегрузке деталей с транспортера на тележку перемещения. Также при снятии меток проводится клеймение готовых деталей.
При выдаче готовых деталей формируется электронный паспорт на изделие по форме ВУ-32, так же данные передаются в АСУ депо.
Для механизации и автоматизации процесса разборки тележек высокоскоростных пассажирских поездов компания JR Central успешно эксплуатирует поточную линию, в которую для разборки резьбовых соединений установлен автоматизированный стенд (рис. ). По обеим сторонам ходового пути установлены два промышленных ро- бота с пятью видами сменного инструмента ( по числу типоразмеров болтов и гаек), магазины для инструмента с автоматизированной его заменой и устройства для собирания снимаемых крепежных изделий. Перемещение робота по направляющим осуществляет привод линейного двигателя.
Источник