- Подготовка к капитальному ремонту трансформатора
- Оборудование для ремонта и испытаний трансформаторов
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Каретка для двух барабанов с проводом РИФЖ 481344.002
- Ножницы рычажные ручные РИФЖ 043359.001
- Ножницы рычажные ручные РИФЖ 043359.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для каландрирования электрокартона РИФЖ 043155.001
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для натяжения проводов РИФЖ 304312.004
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Приспособление для перемотки изолировочных лент РИФЖ 442126.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки колец из электрокартона РИФЖ 043354.001
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для вырезки сегментов изоляции РИФЖ 043354.002
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для гофрирования электрокартона РИФЖ 043155.003
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для нанесения лака на электрокартон РИФЖ 043155.004
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для обработки колец из электрокартона РИФЖ 042211.001
- Станок для пайки провода РИФЖ 442149.002
- Станок для пайки провода РИФЖ 442149.002
- Станок для порезки изоляционных деталей РИФЖ 042133.001
- Станок для порезки изоляционных деталей РИФЖ 042133.001
Подготовка к капитальному ремонту трансформатора
В отличие от электрических машин любой ремонт масляных трансформаторов, связанный с вскрытием бака, является капитальным. К капитальному ремонту относится ревизия (ремонт по типовой номенклатуре). Следует отметить, что трансформаторы большой мощности ремонтируют только по специальной для каждого трансформатора технологии, которая в данной статье не рассматривается.
Перед капитальным ремонтом трансформаторов предварительно проводят ряд организационно-технических мероприятий, которые обеспечивают четкое выполнение ремонтных работ в кратчайшие сроки и включают: составление документации; подготовку помещения, грузоподъемных механизмов, оборудования и материалов; проведение необходимых испытаний и т.д. Кроме того, составляют ведомость объема работ, содержащую перечень и объем ремонтных работ и являющуюся исходным документом для определения трудозатрат, срока ремонта, необходимых материалов и т.д.
Помещение, в котором планируется производить ремонт, должно быть защищено от пыли и атмосферных осадков, оборудовано подъемными механизмами, электрощитом с подводкой электроэнергии, вентиляцией, должно отвечать противопожарным и санитарным требованиям. В этом помещении размещают бак трансформатора, его активную часть, стеллажи для демонтированных частей и деталей, слесарный верстак, маслоочистительную аппаратуру, материалы и др.
В ряде случаев приходится выполнять ремонт во временно сооружаемых помещениях, а в исключительных ситуациях — на открытых площадках с применением автокранов, электрических лебедок и других грузоподъемных устройств.
Для обеспечения безопасности работ подъемные механизмы к началу ремонта должны быть смонтированы и проверены. Грузоподъемность подъемных механизмов, стропов, тросов выбирают в соответствии с массой трансформатора, указанной на его щитке и в техническом паспорте. ![]()
Рис. 1. Трансформатор:
а — с поднятой активной частью; 6 — с поднятой съемной частью бака; 1 — бак; 2 — активная часть трансформатора; 3 — строп; 4 — съемная часть
При выемке из бака / (рис. 1, а) активной части 2транс- форматора подъемные механизмы подвешивают на такую высоту, при которой расстояние Г от крюка до основания трансформатора не меньше суммы расстояний А. Д. Б, В Размеры А и Б определяют по каталогу или чертежу трансформатора, размер Д принимают равным 100. 150 мм, размер В соответствует выбранной длине стропов 3. Аналогичные мероприятия проводят при поднятии съемной части 4 (рис. 1, б).
Значительный объем подготовительных работ занимает подготовка масла. Масло и маслоочистительную аппаратуру доставляют ближе к ремонтной площадке, прокладывают маслопроводы, подготавливают емкости для слива старого масла, устанавливают и подключают маслоочистительную аппаратуру.
Также должны быть проверены и приведены в порядок пути для перекатки трансформатора в помещение, где будет производиться ремонт. После установки трансформатора для ремонта (до вскрытия бака) определяют изоляционные характеристики (для принятая решения о сушке) и испытывают масло из бака на электрическую прочность.
Прием трансформаторов в ремонт. Не все вышедшие из строя трансформаторы подвергаются ремонту. Не ремонтируют трансформаторы с магнитной системой из горячекатаной стали, оклеенной бумагой (из-за повышенных потерь холостого хода), с практически полностью вышедшей из строя магнитной системой (оплавление пластин, «пожар в стали»), а также со значительным повреждением баков, так как для большого по объему ремонта баков необходимо специальное оборудование, которым нецелесообразно оснащать электроремонтное предприятие.
При сдаче трансформатора в ремонт заказчик составляет наряд-заказ, в котором указывает область применения трансформатора; условия, в которых он эксплуатировался (характер нагрузок, наличие толчков и перегрузок, загрязненность воздуха и т.п.); специальные требования; дефекты и неисправности, имевшие Место при эксплуатации (течь масла, повышенная температура
масла, потери и т.д.); виды и сроки ремонта, которым подвергался трансформатор, с указанием организации, выполнявшей ремонт.
Представители ремонтного предприятия знакомятся с технической и эксплуатационной документацией трансформатора (паспорт, акты об авариях, журналы ремонта, протоколы испытаний и т. п.), осматривают и проводят дефектацию трансформатора. Все сведения они заносят в соответствующие разделы ведомости осмотра и дефектации, после чего окончательно определяют требуемый объем ремонта. При ремонте с заменой обмоток оформляется заказ на поставку новых обмоток с предприятия-изготовителя, если ремонтное предприятие новые обмотки не изготавливает.
После этого проводят тщательный внешний осмотр, составляют опись внешних дефектов, шхолежащих устранению при ремонте (течи арматуры, неплотности фланцев, течи в сварных швах, нарушение армировки изоляторов, сколы и трещины на фарфоровых вводах и т.д.); проверяют исправность маслоуказателя и термометра, после чего демонтируют термометр, термометрический сигнализатор, пробивной предохранитель, цепи сигнализации и защиты.
До начала разборки очищают наружную поверхность трансформатора, пользуясь при сильном загрязнении металлическими скребками, щетками и салфетками, смоченными в растворителе. Иногда очищают только крышку, а остальную поверхность очищают в ходе ремонта активной части.
При обнаружении утечек масла в сварных швах, фланцах или других соединениях для более точного определения дефекта сначала создают избыточное давление масла, а затем его полностью или частично сливают.
Если в день демонтажа наружных устройств активную часть из бака не вынимают, масло сливают до уровня верхнего ярма, чтобы изоляция и обмотки оставались в масле. Если ремонт намечено закончить за один прием или выявлена необходимость сушки активной части, то масло сливают полностью через нижний кран бака с помощью насоса. У трансформаторов I и I I габаритов масло сливают самотеком. Если масло можно использовать для дальнейшей эксплуатации, его сливают в чистый бак с герметически закрывающейся крышкой. Бракованное масло сливают в емкость для грязного масла.
При вскрытии трансформатор устанавливают таким образом, чтобы ось крюка подъемного механизма проходила через центр тяжести трансформатора. В этом случае при подъеме и опускании активная часть не задевает за стенки бака.
Разборку трансформаторов, на крышке которых смонтированы расширитель, предохранительная труба и другая арматура, производят в следующем порядке: сначала демонтируют газовое реле, затем предохранительную трубу и расширитель. Отверстия реле закрывают временными глухими фланцами, закрепляя их освободившимися болтами. Реле укладывают на стеллаж или сразу отправляют в электротехническую лабораторию для проверки и испытаний. При демонтаже расширителя закрывают стекло маслоуказателя временным щитком из фанеры.
Для предотвращения попадания влаги в бак трансформатора и расширитель все отверстия расширителя и крышки бака закрывают глухими фланцами, используя для уплотнения старые резиновые прокладки. Работы по демонтажу крышки производят осторожно, чтобы не повредить фарфоровые вводы, стекла маслоуказателя и газового реле. Затем отвинчивают болты, крепящие крышку. После извлечения болтов из отверстий их укомплектовывают шайбами и гайками, укладывают в ведра или ящики и смачивают керосином.
Дальнейшая последовательность разборки определяется конструктивным исполнением трансформатора Если активная часть механически связана с крышкой вертикальными шпильками, то отсоединяют разъем крышки от бака и вынимают активную часть из >бака вместе с крышкой. Если крышка с активной частью не связана, то демонтируют все элементы, установленные на крышке (съемные вводы и привод переключателя ответвлений). Снятые фарфоровые изоляторы осматривают, обращая особое внимание на места сопряжения глазурованной поверхности с кулачками, прижимающими изолятор к крышке, проверяют наличие трещин или сколов. Все детали вводов и привода переключателя укладывают на предназначенные для них места. Грузоподъемным механизмом или вручную поднимают крышку, чтобы токоведушие шпильки вводов и вал переключателя вышли из отверстий. Затем отводят крышку от бака. чтобы грязь с нее не попала внутрь трансформатора.
Наиболее ответственной операцией является строповка и выемка активной части из бака. Для строповки на активной части имеются подъемные кольца (рымы). У трансформаторов мощностью до 400 кВ • А их два, у трансформаторов большей мощности — четыре. На подъемные кольца и крюк подъемного механизма надевают петли стропов, а в отверстия колец вставляют стальные стержни. При строповке активной части, связанной с крышкой, применяют стропы необходимой длины, чтобы шпильки не изгибались (рис. 2).
При каждом использовании подъемного механизма проверяют работу его тормоза и надежность строповки груза. Активную часть приподнимают над опорной поверхностью на 100. 200 мм, несколько минут держат на весу, затем опускают на дно бака и уже затем поднимают до уровня, удобного для промывки активной часта над баком.
Перед промывкой активную часть осматривают, обращая внимание на места отложения шлама и загрязнений в обмотках, в охлаждающих каналах и на активной стали. Большие скопления шлама свидетельствуют о наличии перегревов в этих местах. Результаты осмотра записывают в ведомость дефектов.
![]()
Рис. 2. Подъем активной масти трансформатора: а — за кольца; 6 — за планки
Активную часть промывают струей теплого чистого масла из шланга, проведенного от емкости, поднятой на высоту около 3 м над полом. Емкость, рассчитанная на 30. 40 л, наполняется теплым маслом непосредственно перед промывкой. При этом стараются тщательно промывать масляные каналы обмоток и магнитной системы, а также другие доступные для промывки части трансформатора. После окончания промывки и стока масла активную часть полностью вынимают. Если подъемное устройство имеет возможность горизонтального перемещения, то активную часть транспортируют на заранее подготовленную площадку и опускают на деревянные бруски, размещенные в поддоне. Если такой возможности нет, то бак отодвигают в сторону и на его место ставят поддон, в который устанавливают активную часть.
Источник
Оборудование для ремонта и испытаний трансформаторов
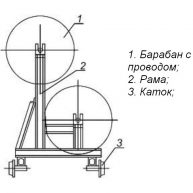
Каретка для двух барабанов с проводом РИФЖ 481344.002
Каретка для двух барабанов с проводом РИФЖ 481344.002
Каретка для двух барабанов с проводом РИФЖ 481344.002 предназначена для намотки обмоток силовых трансформаторов. Размеры барабана 800 мм х 350 мм. Производитель ОАО “Севкавэлектроремонт”.

Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные РИФЖ 043359.001
Ножницы рычажные ручные предназначены для порезки изоляционных материалов, применяемых при ремонте электродвигателей. Ножницы имеют передвижной упор, выставляемый на требуемую ширину отрезаемой полосы по линейке, укрепленной на верхней поверхности станины. Производитель оборудования ОАО “Севкавэлектроремонт”.
Ножницы рычажные состоят из следующих основных элементов:

Приспособление для каландрирования электрокартона РИФЖ 043155.001
Приспособление для каландрирования электрокартона РИФЖ 043155.001
Станок для каландрирования электрокартона РИФЖ 043155.001 предназначен для уплотнения полос электрокартона перед изготовлением из них деталей изоляции силовых и специальных трансформаторов III-VI габаритов. Обработка электрокартона осуществляются на каландре, представляющем собой пресс с горизонтально расположенными один над другим валами, между которыми пропускается обрабатываемый материал. Ширина заготовок электрокартона от 20 мм до 100 мм. Приспособление для каландрирования производства ОАО “СКЭР”.
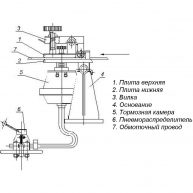
Приспособление для натяжения проводов РИФЖ 304312.004
Приспособление для натяжения проводов РИФЖ 304312.004
Приспособление для натяжения проводов РИФЖ 304312.004 предназначено для натяжения проводов при намотке обмоток трансформаторов и зажима проводов при остановках намоточного станка. Приспособление устанавливают на размотчик или на подставку. Усилие натяжения провода – регулируемое. Регулировка натяжения осуществляется пружинами. Зажим провода осуществляется пневмокамерой, управляемой с места намотки. Приспособление для установления оптимального угла приема провода выполнено поворотным. Оборудование производства ОАО “Севкавэлектроремонт”.

Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент РИФЖ 442126.001
Приспособление для перемотки изолировочных лент предназначено для перемотки бумажных и тканных лент с бобин большого диаметра на бобины меньшего диаметра, удобные в работе.
Приспособление состоит из следующих основных конструктивных элементов:
- Электродвигатель;
- Ограждение;
- Узел намотки;
- Натяжные ролики;
- Узел смотки;

Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001
Станок для вырезки колец из электрокартона РИФЖ 043354.001 предназначен для вырезки колец, сегментов, полос из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр кольца минимальный – 200 мм, максимальный – 2000 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев.
Станок для вырезки колец из электрокартона состоит из:
- Зажима круговых заготовок при резке;
- Механизма подъема ножа;
- Ножей роликовых;
- Упора для резки полос;
- Станины с приводом;

Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002
Станок для вырезки сегментов изоляции РИФЖ 043354.002 предназначен для вырезки колец и сегментов из электрокартона при изготовлении деталей изоляции силовых трансформаторов. Наружный диаметр изготавливаемых сегментов из электрокартона от 250 мм до 850 мм. Применение станка позволяет снизить отходы электрокартона. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Станок для вырезки сегментов из электрокартона состоит из следующих основных узлов:
- Прижим;
- Ножи дисковые;
- Механизм подъема ножей;
- Направляющая;
- Ползун с поворотной плитой;
- Корпус с приводом;
- Педаль управления;
- Шкаф управления;

Станок для гофрирования электрокартона РИФЖ 043155.003
Станок для гофрирования электрокартона РИФЖ 043155.003
Станок гофрирования электрокартона РИФЖ 043155.003 предназначен для гофрирования электрокартона, применяемого при создании каналов между обмотками НН и ВН силовых трансформаторов I-II габаритов. Максимальная ширина картона 700 мм. Оборудование производства ОАО “СКЭР”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию.
Каркас станка выполнен в виде сварной конструкции, на которой монтируется привод станка. Привод станка предназначен для вращения вальцев. Вальцы вращаются в корпусах. Верхние корпуса выполнены подвижно для регулировки высоты гофра. Конструкцией станка предусмотрен запуск вальцов в прямом вращении и реверсном вращении.
Станок для гофрирования электрокартона состоит из:
- Каркаса;
- Привода станка;
- Подающего стола;
- Приемного стола;
- Ограждений;
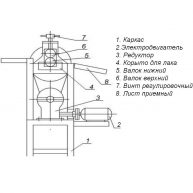
Станок для нанесения лака на электрокартон РИФЖ 043155.004
Станок для нанесения лака на электрокартон РИФЖ 043155.004
Станок для нанесения лака на электрокартон РИФЖ 043155.004 предназначен для нанесения лака на заготовки из электрокартона при изготовлении деталей изоляции для трансформаторов. Ширина электрокартона до 500 мм. Производитель ОАО “Севкавэлектроремонт”. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Возможно изготовление по техническому заданию заказчика.

Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001
Станок для обработки колец из электрокартона РИФЖ 042211.001 предназначен для обработки торцов деталей изоляции силовых и специальных трансформаторов III-VI габаритов, имеющих форму кольца. Максимальный наружный диаметр обработки 1500 мм. Гарантийный срок эксплуатации – 12 месяцев со дня ввода в эксплуатацию. Оборудование производства ОАО “СКЭР”.
Станок для обработки колец из электрокартона состоит из следующих основных узлов:
- Каркаса;
- Роликов приводных;
- Фрезерной головки;
- Прижимов;
- Рукоятки перемещения фрезы;
- Ролика опорного;
Принцип работы станка:
Фреза приводящаяся в движение через ременную передачу от мотор редуктора, обрабатывает кольцо зажатое между приводными роликами и прижимами. Конструкцией станка предусмотрен запуск приводного механизма в двух направлениях, условно «по часовой стрелки» и «против часовой стрелки». Более точно направление работы механизма можно определить по стрелкам указателям на элементах управления.

Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода РИФЖ 442149.002
Станок для пайки провода предназначен для пайки обмоточного провода круглого или прямоугольного сечения при намотке обмоток электродвигателей и трансформаторов и восстановлении проводов. Пайка может производиться мягкими и твердыми припоями. Производитель оборудования ОАО “Севкавэлектроремонт”.
Станок для пайки провода состоит из следующих основных конструктивных элементов:
- Корпус;
- Зажимы провода;
- Электрододержатели;
- Электроды;
- Переключатели режимов;
- Педаль для движения электрода;
- Педаль для включения паяльного трансформатора;
- Провод;
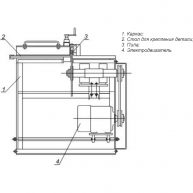
Станок для порезки изоляционных деталей РИФЖ 042133.001
Станок для порезки изоляционных деталей РИФЖ 042133.001
Станок для порезки изоляционных деталей РИФЖ 042133.001 предназначен для изготовления электрокартонных деталей прямоугольной формы ярмовой и уравнительной изоляции силовых и специальных трансформаторов III-VI габаритов. Максимальные размеры разрезаемого электрокартона – 60 мм x 200мм x 1,1 мм. Оборудование производства ОАО “СКЭР”. Возможно изготовление по техническому заданию заказчика.
Станок для изготовления электрокартонных деталей состоит из:
- Каркаса;
- Стола для крепления детали;
- Пилы;
- Электродвигателя;
Оборудование и станки для ремонта и испытания силовых трансформаторов, станки для перемотки трансформаторов, оборудование для ремонта масляных трансформаторов, оборудование для ремонта сухих трансформаторов, испытательные стенды и станции для трансформаторов от производителя ОАО “Севкавэлектроремонт”
Источник