Концевые меры длины (КМД)
Концевые меры — это высокоточные образцы длины, предназначенные для настройки и поверки измерительных лабораторных приборов, нанесения градуировки шкал, определения и проверки размеров промышленной продукции. Они используются при изготовлении концевых мер длины меньшей точности.
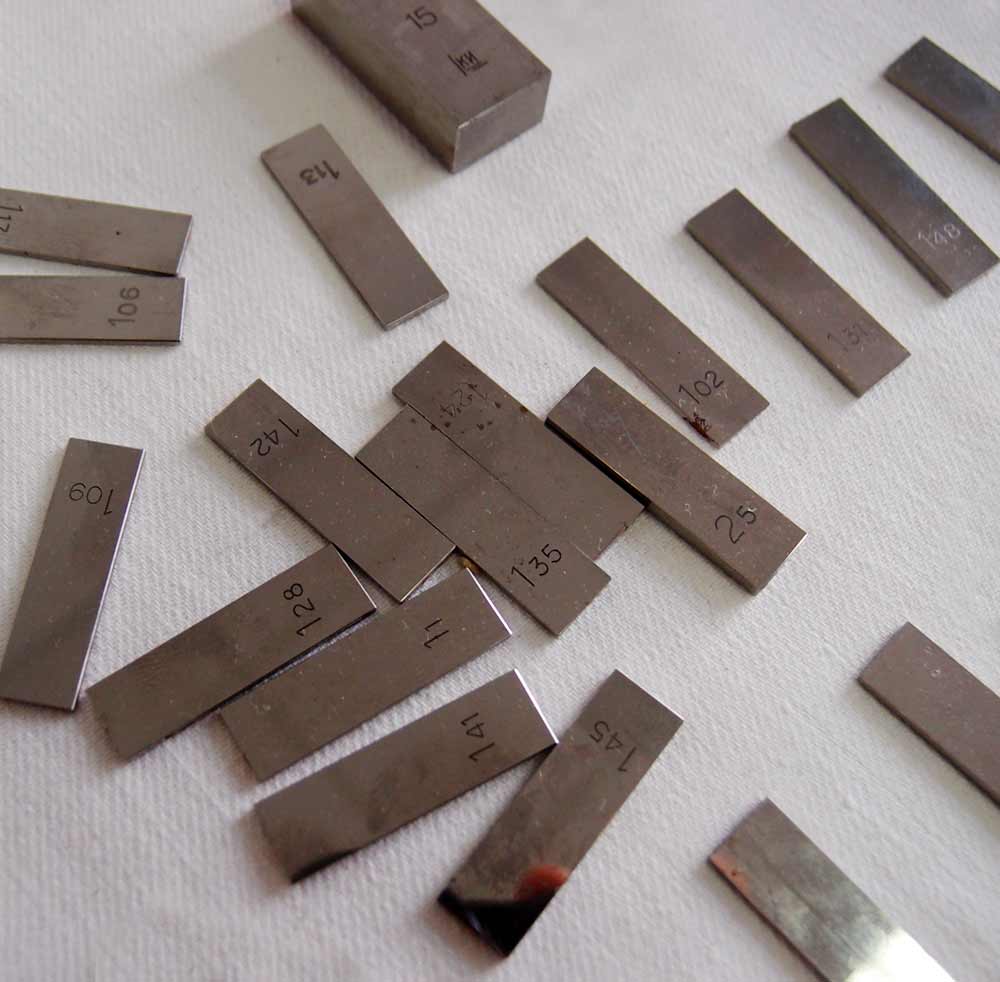
Эталоны выпускаются из стали и твердых сплавов в форме прямоугольного параллелепипеда. Они имеют две взаимно параллельные измерительные плоскости с тщательно обработанной поверхностью. Длина стальных КМД составляет до 1000 мм, твердосплавных концевых мер — до 100 мм.
Стальные меры применяются более 100 лет и остаются наиболее востребованными из-за износостойкости, хорошей притираемости и невысокой стоимости, но их поверхность чувствительна к коррозии.
Достоинства твердосплавной продукции:
- наиболее высокая износостойкость;
- сохранение размеров в большом диапазоне температур;
- минимальный коэффициент температурного расширения.
По сравнению со сталью меры из твердых вольфрамовых сплавов более стойкие к истиранию, но стоят дороже из-за использования редкого сырья и сложной обработки. Они востребованы при частых измерениях с повышенными требованиями к притираемости поверхностей.
Меры из керамики долговечны, не подвержены коррозии и не намагничиваются.
Классы точности и поверка
Стальные и твердосплавные меры подлежат обязательной поверке и маркировке после производства. Выделяют классы точности 0–3. Отклонения размеров по длине и плоскопараллельности регламентируются стандартом. Твердость, коэффициент теплового расширения материалов также устанавливается ГОСТом.
Особенности применения мер по классу точности:
- продукция класса 2 относится к разряду рабочих эталонов и используется при настройке и калибровке измерительной техники и оборудования лабораторий, станков;
- меры 1-го класса предназначены для установки и настройки калибров, измерения инструментов в производственных лабораториях и на участках контроля;
- класс 0 — исходная эталонная мера калибровочных лабораторий, использующаяся в условиях климат-контроля;
- класс К — эталоны государственных метрологических организаций и лабораторий прецизионного измерения.
При проведении поверки выполняется внешний осмотр образцов, проверка притираемости (с помощью стеклянных пластин определенного класса точности, динамометров, линеек класса 0), определение срединной длины образцов. Мероприятия проводятся после производства и ремонта мер с соблюдением стандартных температурных условий и подготовительных процедур.
Как используют концевые меры длины?
Возможно применение каждого образца отдельно и в блоке с притиркой 4–5 штук. Они сцепляются друг с другом при надвигании одной обработанной измерительной плоскости на другую. Сначала берется мера самого малого размера. При этом последняя ее цифра должна совпадать с параметром измеряемой величины. Остальные образцы подбираются так, чтобы сумма их длин соответствовала заданному размеру.
Например, нужна мера 39,09 мм. Для этого берется эталон длиной 1,09 мм, а оставшиеся 38 мм набирается из образцов 8 и 30 или 8, 10 и 20 мм. Самая малая мера притирается к следующей по величине и далее по возрастанию. В данном примере 1,09 мм накладывается на 8 и 30 мм.
Для удобства измерений концевые меры длины выпускаются в наборах, состоящих из образцов различных размеров. Область применения КМД — приборостроение, машиностроительная и станкостроительная промышленность.
Особенности наборов
Наборы составляются из концевых мер длины одного класса точности. Согласно государственным и международным стандартам выпускаются комплекты для общего и специального использования. К специальной продукции относятся наборы плоскопараллельных и эталонных мер.
Комплекты для производственных лабораторий выпускаются под номерами 1–19 с числом образцов от 2 до 112, в состав которых входят твердосплавные и стальные меры. Каждый комплект составляют элементы с несколькими видами градации с делением от 0,1 до 10 мм.
При эксплуатации контролируется равномерность износа измерительных поверхностей. Для предотвращения повреждений избегают контакта с загрязненными и абразивными материалами.
Источник
Ремонт КМД — часть 6 — разное
1 — твердосплавные меры
2 — угловые меры
Ну, теперь несколько слов о ремонте твердосплавных мер, об ремонте угловых мер, и некоторых прочих вещах.
Победитовые меры длины
Концевые меры длины из твердого сплава — в СССР его называли «Победит». Карбид вольфрама, кобальт и углерод — из этих веществ состоит твердый сплав, обладает очень высокой твердостью, износостойкостью и температурной устойчивостью. Эти сплавы широко применяются в линейно-угловых инструментах. В том числе из них изготавливают концевые меры длины.

Но, несмотря на несомненные достоинства, меры из твердого сплава имеют и ряд недостатков. Они более сложные и дороже в производстве. Кроме того, они имеют пониженную прочность и не имеют ударной вязкости — проще говоря, они хрупкие. По этой причине тонкие концевые меры из твердого сплава легко ломаются, а в силу того, что из этих сплавов невозможно изготовить габаритные изделия, большие меры изготовлены из стали, оснащенные твердосплавными измерительными поверхностями.
Затем твердосплавные меры в отличии от стальных, имеют пористость, что также регулируется требованиями ГОСТов и должно учитываться при ремонте и поверке.
Часто в наборах КМД твердосплавные меры составляют лишь часть — например, до 5 мм, а выше идут стальные.
Особенности и ремонт твердосплавных мер длины
В принципе, доводка твердосплавных мер длины немногим отличается от доводки обычных стальных мер. Вот только рабочее место, и инструменты доводки и поверки должны быть другими, и никак между собой не пересекаться. Т.е. второй комплект. Причина — твердосплавные меры доводятся алмазными порошками или пастами. Эльбор очень близок по твердости к алмазу, но он дает матовую поверхность. а карбид кремния, или тем более электрокорунд слишком мягкие, чтобы «взять» твердый сплав.

Алмазные порошки и пасты, пригодные для доводки твердосплавных мер бывают естественные АМ 3 . АМ 1, и синтетические АСМ 3 . АСМ 1 — (в работе разницы никакой). Пасты маркируются АП3 . АП 1. Цвета паст и этикеток — зеленый, желтый, самая тонка не окрашивается.
Сегодня есть множество различных алмазных паст, есть импортные их можно заказать даже на Алиэкспрессе. увы, можно получить подделку, или вообще неизвестно что. В тюбиках, в баночках, в шприцах.
Как вы можете понять, создание отдельной мастерской для ремонта твердосплавных мер, учитывая их сравнительно малую распространенность, дорогое удовольствие — нерентабельное. К тому же нужно полноценное оснащение такой мастерской. Выход, конечно, есть — это использование мастерской по ремонту микрометров, штангенциркулей и прочего мерителя, для ремонта твердосплавных мер. Как правило и тем и этим видами ремонта занимается один и тот же человек. Об организации такой мастерской для ремонта измерительного инструмента, я уже писал — читайте по ссылке.
Я использовал три плиты 200х200 мм, которые были отбракованы для доводки стальных КМД, по разным причинам, но для ремонта твердосплавных мер, они вполне годились.
В принципе, сперва они доводились точно также, электрокорундом белым. Но процесс шаржировки не производился, доводка твердосплавных КМД проводится нанесением алмазной пасты, с добавлением керосина и стеарина непосредственно на плиту — очень тонким слоем, и доводкой тем же самым методом, что и стальные меры.
Используется самые тонкие алмазные пасты — бесцветные и желтые, в крайнем случае, зеленые.
В стальных мерах мы использовали шаржированные плиты, с постепенным сбитием абразива на нет, здесь такого нет.
Причина в разном характере дефектов. Если стальные меры имеют дефекты в виде коррозии, царапин, забоин, выработки, то твердосплавные меры практически не имеют царапин (разве что кто-нибудь умышленно поцарапает их алмазом — я такого не встречал), также не встречается коррозия и забоины. выработка заключается в нарушении чистоты поверхности (зеркальности), и последующей плохой притираемостью — именно это и есть основной вид дефекта твердосплавных мер.
Поэтому в большинстве случаев нам нужно только «сделать зеркало» — плоскостность и плоскопараллельность не нарушаются.
Исключение составляют большие меры, с припаянными или приклеенными рабочими площадками из твердого сплава. В таких мерах часто бывает нарушение плоскопараллелности. С ними приходится повозится, и ремонт заключается в нескольких этапах. Дело в том, что справить такого рода дефект достаточно сложно, хотя бы потому, что надо иметь соответствующий поверочный инструмент, например оптиметр — вертикальный или горизонтальный. Иметь такой в мастерской — слишком накладно. А бегать из мастерской в лабораторию, чтобы воспользоваться оптиметром там — это придется бегать каждые 5 минут (а если в этой лаборатории еще налажен и ремонт КМД из стали, то вы обязательно занесете алмазные частицы). Такие меры сперва подгоняются в лаборатории, еще до доводки, методом «молотка», т.е. рихтуется та сторона, в которой минус — легкий удар посередине меры, медным или бронзовым молотком (чтобы не было наклепа), на стальной плите. Удар несколько расширяет металл и выжимает минус в плюс. Смотрим на приборе результат, у нас должен быть небольшой «перебор» — мера должна отлежатся несколько дней, структура металла должна стабилизироваться. После этого снова смотрим оптиметром. и если нужно, снова рихтуем. процесс долгий, так что торопиться не стоит. И лишь когда у нас будет почти идеал, тогда можно заняться доводкой, что также — не скоро. К счастью, допуски там большие, и зачастую весь ремонт и заключается — слегка ударил там, слегка шлепнул тут.

Затем делаем зеркало на рабочих плоскостях и все. Небольшой секрет: я для этого использовал бронзовую плиту — просто прямоугольник из бронзы 100-150 мм на 200 мм, толщиной 40-50 мм. Конечно, бериллиевая бронза лучше всего. Но можно использовать и медную, и латунную и даже алюминиевую плиту. Её доводим на обычных больших плитах, затем окончательно придаем плоскость на наших доводочных плитах 200х200 (конечно не для стальных КМД). Наносим на эту плиту мелкую алмазную пасту желтую или зеленую и проглаживаем по ней твердосплавную меру с легким нажимом. Зеркало будет идеальным — алмаз легко уходит в мягкий металл, и потому — это и есть аналог «сбитого электрокорунда», как при доводке обычных мер.
Керамические концевые меры длины

В наше время керамические КМД получили широкое распространение, в СССР их не производили, как не производят их в РФ сегодня. Импортные керамические концевые меры длины изготавливаются из различных материалов, поэтому имеют некоторые отличия. Но в целом они превосходят стальные меры по износостойкости в 5-10 раз, они не подвержены коррозии и намагничиванию, низкая теплопроводность. В сравнении со стальными мерами, у них чуть меньшее, но ощутимо большее, чем у твердосплавных мер, линейное температурное расширение. И они такие до дорогие, а то и дороже, чем твердосплавные меры.
К сожалению, я в своей практике сталкивался с керамическими КМД эпизодически (они тогда и за границей были экзотикой). По их ремонту сказать могу лишь предположительно, исходя из опыта доводки иных керамических плоскостей.
Их следует доводить так же, как и твердосплавные меры — мелкими алмазными пастами.
P.S. Ремонтники и их руководители должны понимать, что плиты и материалы для доводки твердосплавных мер должны быть в ОБЯЗАТЕЛЬНОМ ПОРЯДКЕ разнесены во времени и пространстве с плитами и материалам для ремонта стальных КМД. Т.е. разные мастерские, в разных помещениях, а не просто разные верстаки! Это касается и одежды. Если сегодня работаем со стальными мерами — смело можем идти в мастерскую с алмазными пастами. Но если сегодня работаем с алмазными пастами — нельзя идти в помещение, где доводим стальные КМД.
P.P.S. Плиты для доводки твердосплавных мер — это не роскошь, если у вас налажен ремонт прочего линейно-углового мерителя, на этих плитах придется доводить и другое — например, твердосплавные плоские поверхности глубиномеров, или больших микрометров (с помощью приспособления).
Михаил Дмитриенко
Алма-Ата ©2000-2006 / 2017-2020

| Комментарии |
| Нет комментариев. |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |
| · Опубликовал Pretich August 28 2020 · В Приборы и инструменты · 0 Комментариев · 1282 Прочтений · |
 Во времена Советского Союза отношение к метрологии и средствам измерений было во много раз внимательней, достойней, требовательней. Заводы, выпускающие серьёзную «военку» хорошо обеспечивались приборами и средствами измерений, но с КМД практически на всех предприятиях была «напряжёнка». Далеко не на всех заводах производился ремонт простого измерительного инструмента – микрометров, штангенциркулей, нутромеров, индикаторов и прочего, ремонт же КМД, в полном смысле этого слова производился лишь на единицах предприятий и руководители, соответственно, весьма дорожили такими мастерами (что, однако, никак не отражалось на их зарплате). Мастеров, умеющих доводить угловые меры я за всю свою практику (с 1983 г.) видел всего двоих. На весь Союз их был десяток-полтора. все пожилые люди.
Во времена Советского Союза отношение к метрологии и средствам измерений было во много раз внимательней, достойней, требовательней. Заводы, выпускающие серьёзную «военку» хорошо обеспечивались приборами и средствами измерений, но с КМД практически на всех предприятиях была «напряжёнка». Далеко не на всех заводах производился ремонт простого измерительного инструмента – микрометров, штангенциркулей, нутромеров, индикаторов и прочего, ремонт же КМД, в полном смысле этого слова производился лишь на единицах предприятий и руководители, соответственно, весьма дорожили такими мастерами (что, однако, никак не отражалось на их зарплате). Мастеров, умеющих доводить угловые меры я за всю свою практику (с 1983 г.) видел всего двоих. На весь Союз их был десяток-полтора. все пожилые люди. Многие руководители, особенно новых поколений зачастую не знают, что ремонт инструмента ВОЗМОЖЕН. Более того, они уверены, что, например, такую вещь, как концевые меры длины отремонтировать вообще, принципиально невозможно.
Многие руководители, особенно новых поколений зачастую не знают, что ремонт инструмента ВОЗМОЖЕН. Более того, они уверены, что, например, такую вещь, как концевые меры длины отремонтировать вообще, принципиально невозможно.| Комментарии |
| Нет комментариев. |
| Добавить комментарий |
| Пожалуйста, авторизуйтесь для добавления комментария. |
| Реклама |
| Авторизация |