Методы ремонта




![]()
![]()
Под методами ремонта понимают совокупность технических и организационных правил выполнения операции ремонта оборудования. Использование различных методов ремонта обусловлено следующими факторами: количественным составом и разнотипностью оборудования на предприятиях, его конструктивными особенностями, ремонтопригодностью, производственными условиями проведения ремонтов, производственной программой ремонтных предприятий ремонтных предприятий и т.д. в связи с этим ремонт оборудования может проводиться следующими организационно-технологическими методами: обезличенным, необезличенным, агрегатным и поточным.
При обезличенном методе ремонта снимаемые с машин сборочные единицы и детали при необходимости заменяют новыми или отремонтированными, полученными со склада.
При необезличенном (индивидуальном) методе в ремонт ставится полнокомплектная машина. Снимаемые с нее сборочные единицы и детали после ремонта устанавливают на ту же машину. В результате этого сборочные единицы и детали не обезличиваются и тем самым более полно используется их ресурс. На рис. 13.2 приведена схема технологического процесса ремонта машин необезличенным методом. Общую продолжительность ремонта этим методом определяют продолжительностью разборочно-сборочных операций и операций по ремонту и изготовлению необходимых деталей. Метод применяют на предприятиях с небольшим числом машин различных типов. Недостаток необезличенного метода ремонта – большая продолжительность простоя машин в ремонте.
Сущность агрегатного (сменно-узлового) ремонта заключена в том, что ремонтное предприятие, имея определенный оборотный фонд обезличенных сборочных единиц и агрегатов, разбирает ремонтируемую машину на отдельные агрегаты (сборочные единицы), выполняет ремонт базисных деталей и производит сборку машины из сборочных единиц и агрегатов оборотного фонда (рис. 13.3). Снятые с машины сборочные единицы и агрегаты ремонтируют, а затем направляют на склад ремонтной базы. Разделение по времени и месту выполнения разборочно-сборочных работ, а также работ по ремонту и изготовлению деталей между специализированными бригадами позволяет повысить их качество, снизить стоимость и сократить сроки ремонта. Таким образом, в этом случае продолжительность ремонта машин определяется длительностью разборочно-сборочных операций и не зависит от продолжительности восстановления и изготовления деталей.

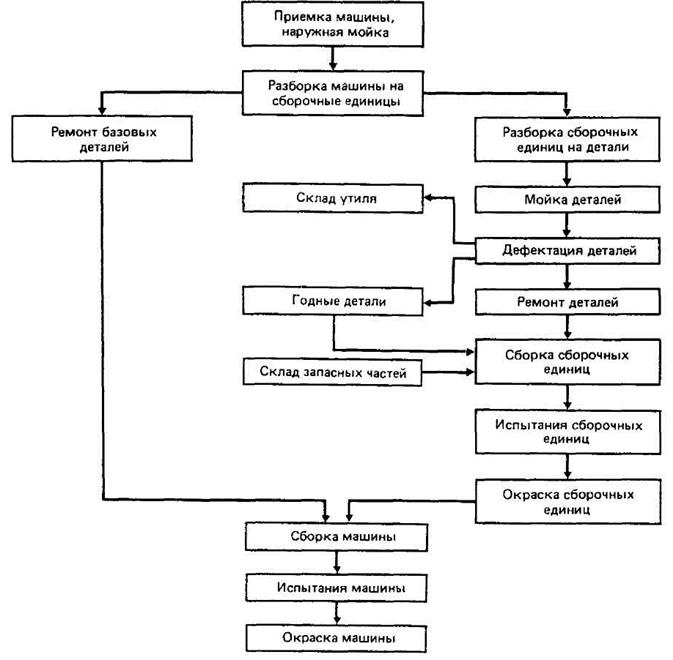
Рис. 13.2. Схема технологического процесса ремонта машин необезличенным методом
Сменно-узловой метод ремонта возможен только при полной взаимозаменяемости сборочных единиц, агрегатов, а также наличии оборотного фонда. Его целесообразно проводить при ремонте однотипных машин.
Величину оборотного фонда рассчитывают, исходя из обслуживаемого парка машин, периодичности замены сборочных единиц, агрегатов, а также времени, затрачиваемого на их ремонт и транспортирование. Чем меньше времени отводится на проведение ремонтов, тем больше новых или отремонтированных сборочных единиц и агрегатов должно быть в оборотном фонде. Обеспечивая все категории ремонта машин, оборотный фонд вместе с тем должен быть минимальным.
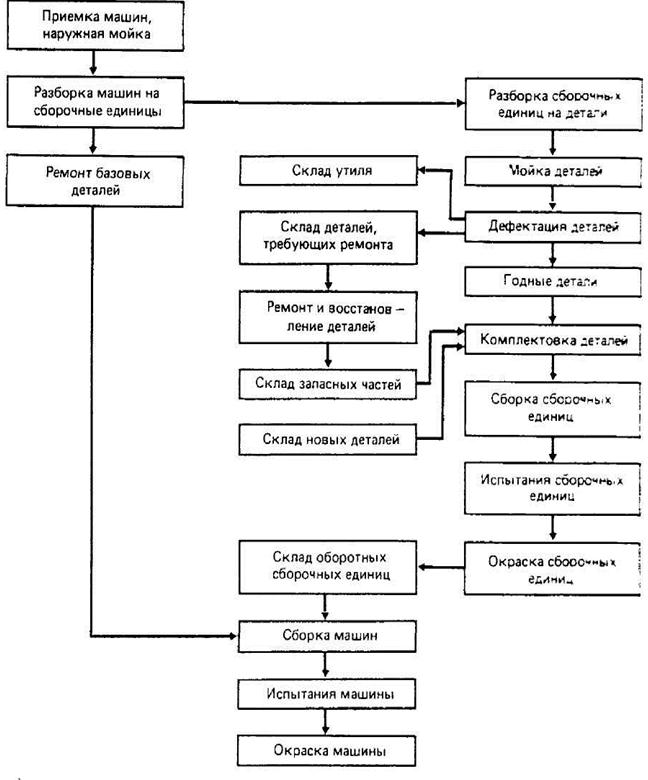
Рис. 13.3. Схема технологического процесса ремонта машин сменно-узловым методом
При сменно-узловом методе ремонта целесообразно использовать комплекты сборочных единиц. ковши в сборе с днищем и коромыслом, рукояти, роторы в сборе с ковшами, стрелы в сборе с блоками и механизмом напора, двигатели, редукторы, генераторы.
Метод ремонта со сменно-узловой заменой изношенных частей. Сущность метода заключается в том, что в течение ремонтного цикла в сокращенные плановые остановки машин заменяют все основные сборочные единицы. Это позволяет сократить до минимума продолжительность капитальных ремонтов, а в ряде случаев и совсем их исключить. Внедрению такого метода ремонта должна предшествовать разработка обоснованных ремонтных циклов для машин, установление размера оборотного фонда запасных частей, определение номенклатуры и количества ремонтных и транспортных средств.

При поточном методе ремонта весь технологический процесс восстановления деталей и сборочных единиц, агрегатов и машин осуществляют на-поточных линиях. Сборочные единицы и агрегаты собираются из восстановленных или изготовленных деталей. Сборку машин осуществляют из готовых (собранных) обкатанных и испытанных сборочных единиц и агрегатов. Линии ремонта, сборки и обкатки сборочных единиц и агрегатов размещают в технологической последовательности возле линий общей сборки машины. Поточный метод ремонта характеризуется непрерывностью технологического процесса, обеспечивающего ритмичность производства, что достигается: расчленением технологического процесса ремонта на равные или кратные по трудоемкости и продолжительности операции; закреплением операций за рабочими местами; одновременным выполнением операции на рабочих местах; передачей с минимальными перерывами ремонтируемых объектов с одного рабочего места на другое. Этот метод ремонта обеспечивает высокую производительность работы ремонтного предприятия, широкую специализацию оборудования и производственных рабочих, механизацию и автоматизацию процесса ремонта машин, благодаря чему продолжительность простоя машин в ремонте и его стоимость сокращаются. Метод целесообразно применять на ремонтных предприятиях, где ежегодно ремонтируют большое число однотипных машин.
Поточно-узловой метод ремонта отличается от поточного тем, что на общей линии осуществляют сборку объектов только из готовых отремонтированных и обкатанных сборочных единиц и агрегатов, полученных с других заводов.
Индивидуальный метод ремонта в большинстве случаев осуществляется комплексными бригадами, а сменно-узловой и поточный – специализированными.
В комплексных бригадах отсутствует узкая специализация рабочих по выполнению определенных ремонтных операций, поэтому возникает необходимость в рабочих высокой квалификации, имеющих несколько специальностей.
Источник
Основы технологии ремонта машин, их узлов и деталей.
В процессе ремонта выполняют следующие основные операции: мойку; остановку; разборку на группы сборочных единиц и отдельных сборочных единиц на детали; чистку и мойку деталей; дефектовку и сортировку деталей; составление ведомости дефектов; восстановление или замену изношенных деталей; комплектацию; сборку; индивидуальные испытания и сдачу в наладку.
В процессе пусконаладочных работ оборудование выводят на устойчивый паспортный режим работы, затем, если требуется, его окрашивают и сдают отремонтированную машину в эксплуатацию.
Мойка оборудования.Перед началом ремонта оборудование тщательно моют и очищают от остатков молочных продуктов, смазки и прочих загрязнений. Поверхности, соприкасающиеся с молочными продуктами, чистят щетками и ершами, моют горячими растворами кальцинированной или каустической соды, горячей водой и обрабатывают паром.
Остановка оборудования.После чистки и мойки оборудование протирают насухо и отсоединяют от него все трубопроводы. Затем обесточивают электродвигатели, для чего в электрощите вынимают плавкие предохранители и при необходимости отсоединяют выводные концы электропроводки от клемм электродвигателя. При этом концы тщательно изолируют, а на пусковые устройства вывешивают таблички с надписью «Не включать! Работают люди!»
В зависимости от типа оборудования и вида ремонта производят демонтаж всей машины (аппарата) или только отдельных групп сборочных единиц, или отдельных сборочных единиц. Демонтированную машину отправляют на ремонт в ремонтно-механические мастерские предприятия или в центральные мастерские.
Разборка. Для повышения производительности труда при разборке следует по инструкции завода-изготовителя изучить особенности конструкции машины и наметить порядок ее разборки. В первую очередь необходимо снимать те детали и сборочные единицы, которые препятствуют дальнейшей разборке. Сложное по конструкции оборудование разбирают в следующем порядке: сначала на группы сборочных единиц; группы — на отдельные сборочные единицы, сборочные единицы — на детали.
Детали необходимо укладывать в той последовательности, в которой их снимали с машины. Во избежание травматизма, а также повреждения деталей в результате падения нельзя их класть одна на другую. Для облегчения последующей сборки крепежные детали (гайки, болты и шайбы) следует устанавливать на одну часть сборочной единицы, например фланец. Болты, а также другие детали, которые при ремонте снимать запрещается, заранее окрашивают в красный цвет.
Чистка и мойка деталей.Грубую очистку деталей от загрязнений и ржавчины после разборки машины производят с помощью деревянных лопаток, стержней, скребков. Кроме того, детали отмачивают в керосине, для чего используют две емкости: первую — для предварительного отмачивания, вторую — для окончательной промывки. Продолжительность отмачивания предварительно очищенных деталей 1-.8 ч, после чего их вытирают насухо ветошью. Детали обезжиривают в горячем растворе каустической соды или горячей воде и просушивают.
Дефектовка, сортировка и хранение деталей.После мойки детали подвергают дефектовке и составляют ведомость дефектов. Затем их сортируют (разбраковывают) на 3 группы: годные без ремонта, подлежащие восстановлению и негодные. Негодные детали направляют на склад металлолома, а годные — на временное хранение. Хранят детали на специальных, лучше деревянных, стеллажах или в шкафах-стеллажах. Тяжелые детали укладывают на нижние полки или в ячейки, а легкие — на верхние. Одинаковые детали маркируют бирками. В случае длительного хранения годные детали насухо протирают, консервируют, погружая их в расплавленную мазь, и заворачивают в пергамент.
Восстановление деталей. Восстанавливают изношенные детали в том случае, когда это технически выполнимо и экономически выгодно. В остальных случаях изношенные детали заменяют новыми, которые получают со склада.
В ремонтной практике получили распространение следующие способы восстановления деталей: наплавка металла, сварка, установка втулок, паяние, склеивание и некоторые другие. В каждом конкретном случае рациональный способ восстановления деталей выбирают, исходя из местных условий.
Комплектация.Перед сборкой машину укомплектовывают всеми необходимыми деталями. При этом особое внимание обращают на наличие мелких деталей: прокладок, шайб, шплинтов, штифтов, гаек и контргаек. Отсутствие таких деталей может привести к потерям продукта, утечке смазочного масла, преждевременному износу деталей, а также аварии отдельных сборочных единиц или машины в целом.
Сборка.Собирают детали в порядке, обратном разборке. В общем объеме ремонтных работ сборочные операции составляют 20-40%.
В зависимости от назначения детали и сборочные единицы при сборке машин и механизмов соединяют в определенной последовательности, в результате чего образуются подвижные и неподвижные соединения. В подвижном соединении детали и сборочные единицы перемещаются во время работы относительно друг друга, совершая заданное движение. Детали неподвижных соединений перемешаться относительно друг друга не могут. Подвижных соединений в машинах значительно больше, чем неподвижных.
Соединения бывают также неразъемные и разъемные. Неразъемное соединение — это такое соединение, для разъединения которого необходимо полное или частичное разрушение деталей, составляющих его. Для получения неподвижного неразъемного соединения применяют сварку, клепку, паяние, развальцовку, склеивание и другие способы. Подвижное неразъемное соединение образуют шарики и кольца радиальных шариковых подшипников.
Разъемным называют такое соединение, которое можно полностью разобрать, не повредив при этом соединенные и скрепляющие детали. К неподвижным разъемным соединениям относятся резьбовые, шпоночные и клиновые, а к подвижным разъемным — соединения шеек валов с подшипниками скольжения, зубьев колес зубчатых передач и пр. Классификация соединения деталей машин приведена на рис. 9.1.

Рис. 9.1. Классификация соединений деталей машин
В любой машине преобладают, как правило, типовые детали, сборочные единицы и механизмы. Изучив технологию их ремонта, значительно легче освоить ремонтные операции конкретных типов оборудования как отечественного, так и зарубежного.
К типовым сборочным единицам относятся неподвижные и подвижные разъемные и неразъемные соединения (см. рис. 9.1), сальники, а также сборные станины и рамы. Типовыми механизмами являются муфты, ременные, зубчатые, червячные и цепные передачи. Детали, входящие в указанные сборочные единицы и механизмы, называются типовыми деталями машин.
Для восстановления детали необходимо знать ее размеры до и после износа, характер других дефектов (трещины, пробоины и др.), а также режимы обработки или сборочную единицу разбирают и определяют дефекты деталей в процессе их дефектовки. Затем выбирают наиболее рациональный способ их устранения, т. е. восстановления, и разрабатывают ремонтный чертеж детали.
Источник
Лекция №9. Способы ремонта деталей
Причины нарушения и методы восстановления работоспособности сопряжений. В процессе работы элементы сопряжений изнашиваются, т.е. изменяются их структурные параметры, к которым относятся: шероховатость поверхности; геометрическая форма; размер рабочей поверхности.
Совокупность измерений перечисленных параметров приводит к изменению основного структурного параметра сопряжения – зазора, а также к нарушению взаимного расположения деталей. При достижении предельной величины зазора сопряжение теряет работоспособность. Для восстановления работоспособности необходимо обеспечить первоначальный зазор, т.е. посадку сопрягаемых деталей, что осуществляется тремя методами:
1) без изменения размеров деталей;
2) изменением первоначальных размеров;
3) восстановлением первоначальных размеров.
Восстановление посадки без изменения размеров деталей осуществляется следующими способами: регулировкой зазора, заменой одной из изношенных деталей или перестановкой ее в дополнительную рабочую позицию.
Метод восстановления посадки изменением первоначальных размеров деталей осуществляется следующими способами: применением ремонтных размеров; использованием дополнительных ремонтных деталей.
Метод восстановления посадки доведением размеров сопрягаемых деталей до первоначальных величин обеспечивает наиболее полное восстановление начальных структурных параметров сопряжения. При этом полностью восстанавливается его работоспособность.
Классификация способов ремонта изношенных деталей. На ремонтных предприятиях нефтяной и газовой промышленности широко применяют различные способы ремонта деталей, обеспечивающие восстановление нарушенных при эксплуатации посадок в сопряжениях, механической прочности, износостойкости и коррозионной стойкости.
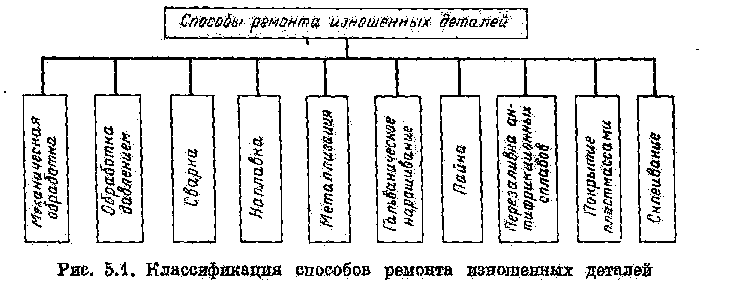
Рисунок 9.1 – Классификация способов ремонта изношенных деталей
Долговечность отремонтированной детали зависит от того, в какой степени изменились первоначальные физико-механические свойства детали и особенно ее рабочей поверхности. Предпочтительнее применять способы ремонта, не снижающие основных физико-механических и эксплуатационных характеристик детали, в частности, усталостной прочности, и если это невозможно, то следует изменять их в минимальной степени.
На рис. 9.1 приведена классификация способов ремонта изношенных деталей.
Восстановление первоначальных размеров детали в основном осуществляется двумя путями:
1) наращиванием изношенной поверхности;
2) пластическим деформированием изношенной детали.
Ремонт деталей механической обработкой.Способ ремонтных размеров. Сущность способа ремонтных размеров заключается в том, что одну из изношенных деталей сопряжения, обычно более трудоемкую, подвергают механической обработке до заранее установленного ремонтного размера с целью придания ей правильной геометрической формы и получения требуемой шероховатости поверхности, а другую деталь заменяют новой или заранее отремонтированной до этого же ремонтного размера, что обеспечивает первоначальную посадку в сопряжении.
В паре вал — подшипник ремонтные размеры сопрягаемых поверхностей будут меньше, а в паре цилиндр — поршень больше первоначальных размеров.
Применяют свободные и стандартные ремонтные размеры.
В качестве свободного ремонтного размера принимается ближайший размер ремонтируемой детали, позволяющий получить требуемую геометрическую форму и шероховатость поверхности.
Преимуществами свободных ремонтных размеров являются минимальная трудоемкость механической обработки и максимальное количество ремонтных размеров.
Недостатки этого способа: 1) нельзя изготовить другую деталь сопряжения, пока не отремонтирована более трудоемкая; 2) исключается взаимозаменяемость деталей.
Стандартные ремонтные размеры устанавливают заблаговременно, определяют их количество и численные значения. Под эти размеры выпускаются комплекты запасных частей.
Для определения ремонтных размеров пары вал — подшипник рассмотрим следующие два случая:
1) износ вала равномерный по окружности (рис. 5.2, а);
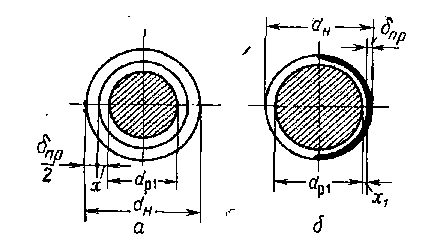
Рисунок 9.2 – Ремонт деталей способом
2) износ вала односторонний (рис. 5.2, б).
Вал с равномерным износом ремонтируется механической обработкой (при наличии на изношенной поверхности царапин, рисок и т.п.), либо (при хорошем качестве изношенной поверхности) простой заменой сопряженной детали деталью с ремонтными размерами.
Ремонтные размеры шейки вала определяются из следующих соотношений:
I ремонтный размер

II ремонтный размер
 (9.1)
(9.1)
III ремонтный размер
где dн — первоначальный диаметр вала, мм; ‘dpl, dp2, dp3 — ремонтные размеры вала, мм;  — максимальная величина износа вала на диаметр, мм;х — припуск на сторону на механическую обработку для получения ремонтного размера, мы; w — ремонтный интервал, мм
— максимальная величина износа вала на диаметр, мм;х — припуск на сторону на механическую обработку для получения ремонтного размера, мы; w — ремонтный интервал, мм
 (9.2)
(9.2)
При назначении числа ремонтных размеров следует учитывать, что изменение размеров детали уменьшает ее прочность, жесткость и в некоторых случаях приводит к увеличению удельных нагрузок.
Число ремонтных размеров для валов
 (9.3)
(9.3)
Где d — предельно допустимый наименьший размер вала, мм.
— предельно допустимый наименьший размер вала, мм.
При восстановлении шейки вала с односторонним износом необходима механическая обработка для придания изношенной детали правильной геометрической формы и удаления дефектного поверхностного слоя. В этом случае ремонтные размеры шейки вала будут:
 (9.4)
(9.4)
Величина  определяется из уравнения
определяется из уравнения
 (9.5)
(9.5)
где S  — максимально допустимый зазор в сопряжении, мм; Sнач — начальный зазор в сопряжении, мм; е — коэффициент, учитывающий, во сколько раз подшипник изнашивается быстрее, чем вал;
— максимально допустимый зазор в сопряжении, мм; Sнач — начальный зазор в сопряжении, мм; е — коэффициент, учитывающий, во сколько раз подшипник изнашивается быстрее, чем вал;  — износ подшипника, мм. Для регулировки зазора в подшипниках скольжения обычно применяют прокладки, постепенно удаляемые по мере изнашивания деталей для доведения зазора до величины Sнач. Обозначив общую толщину прокладок буквой т, получим:
— износ подшипника, мм. Для регулировки зазора в подшипниках скольжения обычно применяют прокладки, постепенно удаляемые по мере изнашивания деталей для доведения зазора до величины Sнач. Обозначив общую толщину прокладок буквой т, получим:
 (9.6)
(9.6)
 (9.7)
(9.7)
Для внутренних цилиндрических поверхностей расчетные формулы для первых и последующих ремонтных размеров будут следующие:
при равномерном износе
 (9.8)
(9.8)
при одностороннем износе
 (9.9)
(9.9)
где Dн — первоначальный размер отверстия, мм; .D , D
, D D
D  — ремонтные размеры отверстия, мм.
— ремонтные размеры отверстия, мм.
Положительными сторонами способа ремонтных размеров являются: увеличение срока службы и простота технологии ремонта более дорогой и трудоемкой детали сопряжения; возможность заранее организовать изготовление заменяемых деталей сопряжения, что позволяет сократить сроки ремонта и снизить его стоимость.
К отрицательным сторонам этого способа следует отнести необходимость в замене сопряженной детали; наличие нескольких ремонтных размеров деталей, что помимо эксплуатационных неудобств вызывает необходимость иметь лишний резерв запасных частей. Несмотря на эти недостатки, ремонт крупных и дорогих деталей бурового и нефтегазопромыслового оборудования часто производят способом ремонтных размеров.
Способ ремонтных размеров применяют при ремонте цилиндров компрессоров и двигателей внутреннего сгорания, цилиндровых втулок поршневых насосов, шеек коленчатых валов, зубчатого венца стола ротора и других деталей.
Способ дополнительных ремонтных деталей.Этот способ заключается в использовании дополнительных ремонтных деталей, которые закрепляют непосредственно на изношенной поверхности.
Толщина дополнительных ремонтных деталей обычно значительно превышает величину износа ремонтируемой детали, в связи с чем перед установкой дополнительной детали необходимо удалить с изношенной поверхности слога металла.
Пользуясь этим способом при восстановлении концевой шейки вала, обрабатывают шейку до меньшего размера, если позволяет механическая прочность, и напрессовывают дополнительную втулку, а затем производят ее механическую обработку до первоначального размера и требуемой шероховатости поверхности. Возможно дополнительное крепление втулки на валу штифтами, резьбовыми стопорами или электросваркой.
При восстановлении шейки в средней части вала используют две полувтулки, которые устанавливают на предварительно обработанную шейку, крепят штифтами или сваркой, а затем производят их механическую обработку по наружной поверхности.
Изношенные отверстия растачивают под больший размер и запрессовывают ремонтную втулку, которую обрабатывают до номинального размера отверстия детали. Толщина стенок ремонтных втулок из стали должна быть не менее 2—2,5 мм, из чугуна 4—4,5 мм.
Добавочные ремонтные детали могут быть изготовлены заранее.
Недостаток рассматриваемого способа ремонта заключается в уменьшении механической прочности основной детали, вследствие механической обработки.
Способ замены части детали.Этот способ заключается в удалении изношенной части детали и присоединении вместо нее дополнительной детали. Заменяемая часть детали соединяется с основной при помощи сварки, резьбы, клея или других способов, после чего производится ее окончательная механическая обработка для получения требуемой точности и шероховатости поверхности.
К недостаткам способа следует отнести сложность подобного ремонта для термически обработанных деталей.
Ремонт деталей давлением. Ремонт деталей давлением заключается в восстановлении первоначальных размеров рабочих поверхностей пластическим деформированием за счет перераспределения материала детали. В процессе деформирования материал детали вытесняется с нерабочих участков на изношенные поверхности, в результате чего восстанавливаются форма и размеры этих поверхностей.
При ремонте деталей давлением необходимо, чтобы выполнялись следующие основные требования:
1) наличие запаса материала на нерабочих участках ремонтируемой детали;
2) достаточная пластичность материала;
3) механические свойства отремонтированной детали должны быть не ниже, чем у новой;
4) объемы механической и термической обработки должны быть минимальными;
5) при ремонте этим способом закаленных или поверхностно-упрочненных деталей необходимо предварительно произвести отпуск или отжиг детали.
состав металла, характер структуры, содержание примесей и размер зерна. Наибольшей пластичностью обладают химически чистые металлы. Уменьшение размера зерна приводит к увеличению сопротивления деформированию, особенно в холодном состоянии.
Температура нагрева детали в значительной мере влияет на сопротивление деформированию. Детали из бронзы, латуни, малоуглеродистых сталей с содержанием углерода до 0,3% можно деформировать в холодном состоянии, детали из высокоуглерис-
етали из непластичных материалов, например из чугуна, а также детали с малыми запасами прочности и сложной конфигурации ремонтировать давлением невозможно. На процесс пластического деформирования детали большое влияние оказывают химический
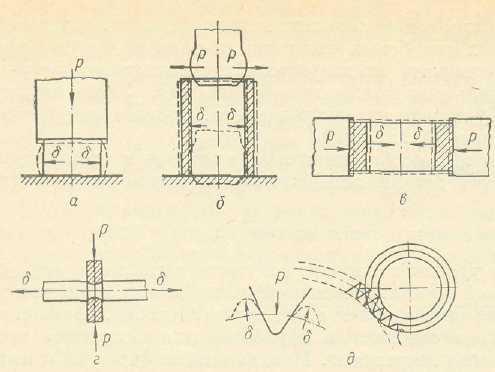
Рисунок 9.3 – Ремонт деталей давлением
тых сталей — только в горячем состоянии. Для ремонта деталей давлением рекомендуется пользоваться прессами, допускается применять молоты.
На рис. 9.3 представлены схемы различных видов ремонта давлением изношенных деталей: осадка, раздача, обжатие, вытяжка и накатка.
Осадка (см. рис. 9.3, а) применяется для увеличения наружных размеров сплошных и полых деталей и уменьшения внутренних размеров полых деталей за счет снижения их высоты. При осадке направление внешней силы Р, действующей по вертикальной оси детали, не совпадает с направлением деформации  .
.
Раздача (см. рис. 9.3, б) применяется для увеличения наружных размеров детали при сохранении или незначительном изменении ее высоты. В этом случае направление действующей силы Р совпадает с направлением требуемой деформации  , и металл перемещается от центра к периферии.
, и металл перемещается от центра к периферии.
Обжатие (см. рис. 9.3, в) используется для уменьшения размера внутренней поверхности полой детали за счет уменьшения размера ее наружной поверхности. При обжатии направление действующей силы совпадает с направлением требуемой деформации  , происходит перемещение металла от периферии к центру.
, происходит перемещение металла от периферии к центру.
В ы т я ж к а (см. рис. 9.3, г) применяется для увеличения длины детали за счет местного сужения ее поперечного сечения на небольшом участке. При вытяжке направление действующей силы Р не совпадает с направлением требуемой деформации  .
.
Накатка (см. рис. 9.3, д) применяется для увеличения наружных или уменьшения внутренних размеров детали за счет выдавливания металла на отдельных участках поверхностей. При накатке направление действующей силы Р противоположно направлению требуемой деформации  .
.
Правка применяется для восстановления формы деформированных деталей. При правке направление действующей силы Р совпадает с направлением деформации  . Применяется правка статическим нагружением и наклепом. Правку статическим нагружением осуществляют на прессах. Ее недостатками являются трудность получения стабильной формы из-за обратного последействия, снижение усталостной прочности и уменьшение несущей способности детали. Для стабилизации правки статическим нагружением применяют нагрев или двойную правку, т.е. деталь перегибают в противоположную сторону, а затем повторной правкой ее выпрямляют.
. Применяется правка статическим нагружением и наклепом. Правку статическим нагружением осуществляют на прессах. Ее недостатками являются трудность получения стабильной формы из-за обратного последействия, снижение усталостной прочности и уменьшение несущей способности детали. Для стабилизации правки статическим нагружением применяют нагрев или двойную правку, т.е. деталь перегибают в противоположную сторону, а затем повторной правкой ее выпрямляют.
Правка деталей наклепом, в отличие от статического нагружения, позволяет вести процесс в требуемом направлении и на любом участке детали.
Правку наклепом обычно осуществляют пневмомолотками. Затем обязательно проверяют детали на отсутствие трещин.
Преимуществами ремонта деталей давлением являются высокое качество восстановления, использование стандартного оборудования, отсутствие потребности в наращивании металла, т. е. экономичность процесса.
Недостатки способа — ограниченная номенклатура ремонтируемых деталей, необходимость в некоторых случаях в повторной термической обработке и потребность в специальной оснастке для ремонтируемых деталей каждого типоразмера.
На ремонтных предприятиях нефтяной и газовой промышленности указанный способ используют для ремонта изношенных бронзовых втулок подшипников скольжения, шестерен (осадка), различных полых деталей (раздача и обжатие), шеек валов под подшипники качения (накатка), для правки изогнутых и скрученных валов, штанг и труб.
Литература: 2 осн. 41, 3 осн. 114, 7 доп. 32.
1. Какие методы восстановления сопряжения знаете?
Источник