- Способы ремонта корпусных деталей.
- Ликвидация трещин.
- Ремонт пробоин и сколов производят:
- Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
- Ремонт изношенных отверстий производят:
- Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
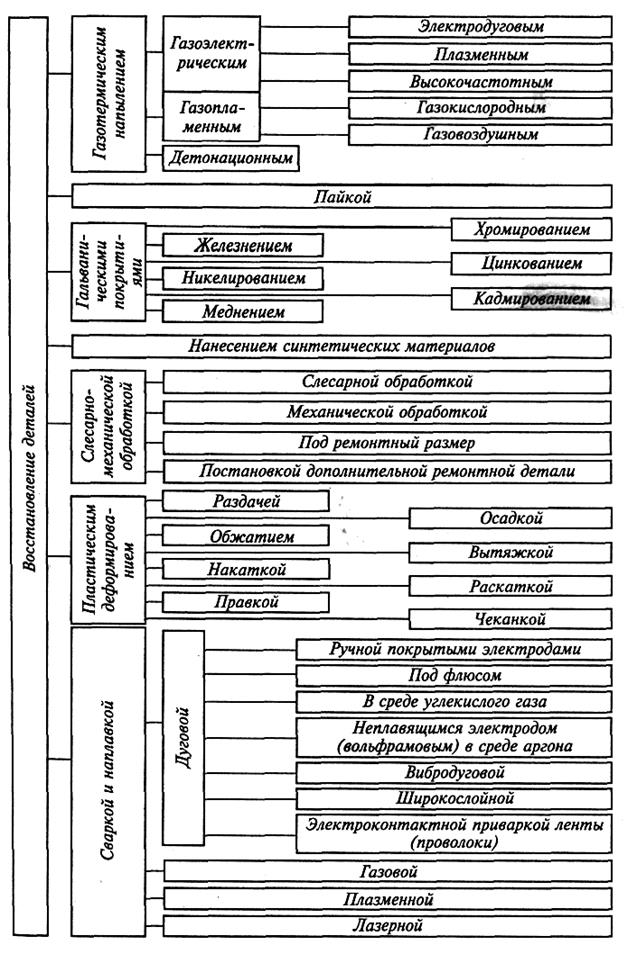
- Способы восстановления деталей
- Виды способов восстановления изношенных деталей
- Слесарно-механический способ восстановления
- Восстановление способом наплавки и сваркой
- Виды наплавки цилиндрических поверхностей
- Пластическое деформирование восстанавливаемых деталей
- Электрохимические способы реставрации деталей
- Покрытие неметаллами
- Пайка изношенных деталей
Способы ремонта корпусных деталей.
Ремонт базовых корпусных деталей является очень ответственным процессом, так как корпус в большинстве случаев несет не только защитную функцию от внешних факторов, которые могут повлиять на работу механизма, но также являлся и базовой опорой для расположенного внутри механизма. При обнаружении каких-либо дефектов, трещин или сколов на корпусе, следует немедленно провести полную диагностику всего аппарата чтобы оценить степень риска его дальнейшего использования и, в кратчайшие сроки восстановить первоначальный вид корпуса.
Ликвидация трещин.
- С помощью стяжек. По обе стороны трещины на некотором удалении от нее сверлят и развертывают два отверстия, в них запрессовывают штифты с выступающими концами. Изготовляют стальную пластину-стяжку с двумя засверленными и развернутыми отверстиями, расстояние между которыми несколько меньше расстояния между штифтами. При возможности трещину стягивают струбциной, стяжку нагревают и надевают на штифты. При своем охлаждении она стягивает трещину.
- С помощью штифтов. Концы трещины, определенные «керосиновым пробоем», засверливают сверлом диаметром 4-5 мм и между ними вдоль трещины тем же сверлом засверливают отверстия на расстоянии 6-7 мм. Во всех отверстиях нарезают резьбу, куда завинчивают резьбовые штифты из мягкой стали или меди, выступающие над поверхностью на 1-2 мм. После этого засверливают отверстия между штифтами с перекрытием их не менее чем на 1/4 диаметра; в отверстиях нарезают резьбу, куда заворачивают штифты, обрубаемые заподлицо. Концы выступающих штифтов расчеканивают и опиливают.
- С помощью накладок. Для предупреждения дальнейшего распространения трещины ее концы засверливают сверлом диаметром 4-5 мм. Из мягкой стали толщиной 4-5 мм вырезают накладку, размеры которой должны не менее чем на 15 мм перекрывать границы трещины. По размерам накладки из листового свинца или картона вырезают прокладку. На расстоянии 10 мм от края и 10-15 мм друг от друга по периметру в накладке и прокладке сверлят сквозные отверстия под винты с резьбой М5-М6 с потайной головкой. По накладке в корпусе по периферии района трещины сверлят отверстия и нарезают резьбу М5-М6. Накладку и прокладку смазывают суриком или клеем (БФ-2, карбинольным клеем-цементом и др.) и прикрепляют винтами к корпусу. Края накладки расчеканивают и опиливают.
- Заваркой с последующей механической обработкой (при необходимости).

Ремонт пробоин и сколов производят:
- Установкой ввертыша. Поврежденное место рассверливают, в нем нарезают резьбу, куда ввертывают и стопорят кернением резьбовую пробку, предварительно смазанную суриком.
- Установкой пробки. Небольшие сколы засверливают и развертывают, в отверстие запрессовывают пробку, опиленную по форме ремонтируемой поверхности.
- Установкой вставки. Сколотое место запиливают или фрезеруют, по форме паза изготовляют вставку, которую запрессовывают в паз. Вставка может дополнительно крепиться винтами.
- Заваркой пробоин наплавкой сколов с последующей механической обработкой.
Ремонт сломанной выступающей части (кронштейна, ушка, стержня) производят:
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.- Приваркой отломанной части к корпусу.
 Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.
Установкой вставки или пробки. Оставшуюся часть выступающего элемента фрезеруют, строгают, срубают и запиливают, высверливают. Затем запиливают или фрезеруют паз под вставку или засверливают и развертывают (или нарезают резьбу) под пробку (либо под штифт с резьбовым концом). Вставку запрессовывают в паз и крепят к корпусу винтами. Пробку запрессовывают, штифт заворачивают резьбовым концом, смазанным суриком, в корпус. При наличии в сломанном кронштейне или ушке отверстия его развертывают или растачивают в размер после установки вставки.Ремонт изношенных отверстий производят:
- Установкой ремонтной втулки. Изношенное отверстие засверливают и развертывают или растачивают под запрессовку в него ремонтной втулки или стакана. От осевого смещения или проворота втулку (стакан) стопорят установкой винта в разъем с корпусом. В запрессованной втулке растачивают или развертывают отверстие нужного диаметра.
- Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
 Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.
Наплавкой отверстия. Поверхность изношенного отверстия наплавляют, а затем обрабатывают до первоначального размера.Ремонт изношенных гнезд под фиксаторы рукояток производят:
- Установкой ремонтной пробки. Изношенные гнезда засверливают сверлом большого диаметра, нарезают резьбу (разворачивают), заворачивают резьбовую пробку (запрессовывают пробку по посадке с натягом), обрабатывают пробку заподлицо со стенкой корпуса, размечают и засверливают новые отверстия под фиксатор.
- Установкой накладки. При расположении гнезд на выступающих приливах корпуса приливы фрезеруют или запиливают. На обработанные поверхности с помощью винтов с потайной головкой крепят стальную планку толщиной не менее 6 мм, в которой размечают и сверлят отверстия под фиксатор.
При всех способах ремонта корпусных деталей ремонтируемое место предварительно зачищают стальной щеткой или шлифовальной шкуркой. При необходимости соблюдения герметичности корпуса с трещинами и пробоинами после ремонта подвергают гидравлическому испытанию давлением 0,2-0,3 МПа.
Источник
Лекция № 5. Методы и способы восстановления изношенных деталей, повышения их прочности и служебных характеристик.
Большое количество деталей машин и механизмов выходит из строя в процессе эксплуатации вследствие истирания, ударных нагрузок, эрозии и т. д. Современная техника располагает различными методами восстановления и упрочнения деталей для повышения срока их службы.
Восстановление изношенных деталей – сложный организационно-технологический процесс, при котором, в отличие от производства новых деталей в качестве заготовки используют изношенную, но уже сформированную деталь. В этом случае затраты на выполнение таких операций, как литье, ковка, штамповка и т.п., отсутствуют. В то же время при восстановлении изношенных деталей появляется ряд дополнительных операций: мойка, разборка, дефектация, комплектация, затраты на которые следует учитывать при выборе способа восстановления.
Изношенные детали восстанавливают следующими способами:
а) сварка дуговая ручная и автоматическая под флюсом и в углекислом газе; сваркой восстанавливают станины и корпусные детали;
б) наплавка — процесс увеличения размеров изношенных деталей электродуговым способом с последующей обработкой детали на заданные размеры; наплавку используют для восстановления валов, червячных роторов, втулок и т.п.;
в) металлизация — процесс нанесения расплавленного металла с помощью сжатого воздуха; такое напыление осуществляется послойно до 10 мм;
г) электрохимическое покрытие — это процессы хромирования, никелирования, цинкования до 3 мм;
д) пластические деформации — правка, раздача, обжатие и т.п.
Правка применяется для устранения изгиба, коробления и т.п. Обжатие и раздача применяются для изменения размеров деталей (втулок, пальцев).
Электродуговая металлизация. Этот способ нанесения покрытий очень распространен. Преимуществами электродуговой металлизации являются высокая производительность нанесения покрытий, получение покрытий в несколько миллиметров, высокая износостойкость (в 1,5-2 раза выше новой детали), простота и технологичность процесса, возможность нанесения покрытия на одну поверхность различных наплавочных материалов. Областью рационального применения электродуговой металлизации является антикоррозионная защита алюминием и цинком трубопроводов, цистерн, емкостей, металлоконструкций.
Плазменное напыление. Плазменное напыление является одним из эффективных способов нанесения защитных и упрочняющих покрытий на поверхность деталей. Это — процесс, при котором наносимый материал в виде порошка или проволоки вводится в струю плазмы, нагревается до температур, превышающих температуру его плавления, и разгоняется в процессе нагрева до скоростей порядка нескольких сотен метров в секунду. Плазменное напыление является наиболее сложным процессом плазменной обработки.
Высокоскоростное напыление. В основе метода лежит нагрев порошковых частиц и их нанесение со скоростью 2000 м/с на поверхность детали. Частицы порошка посредством газовой струи переносятся на деталь, обладая высокой кинетической энергией, которая при ударе о подложку превращается в тепловую. В качестве напыляемых материалов используются различные металлические и металлокерамические порошки.
Метод позволяет наносить покрытия толщиной от 50 мкм до нескольких миллиметров. Оптимальную же толщину покрытия следует выбирать в каждом конкретном случае исходя из эксплуатационных, технологических и экономических соображений. Так, например, при защите от коррозии оптимальная толщина покрытия варьируется в диапазоне от 150 до 350 мкм. При нанесении износостойких покрытий их толщина выбирается в диапазоне от 300 до 600 мкм.
При восстановлении деталей толщина покрытия может быть значительно больше оптимальных значений. Этим методом может быть нанесено покрытие на сталь, чугун и цветные металлы. Материал покрытия — металлы и сплавы. Кроме того, метод позволяет наносить высококачественные покрытия из металлокерамики (карбид вольфрама, карбид хрома и др. с микротвердостью до 74 HRC), обладающей высокой твердостью. Такой ассортимент материалов позволяет обеспечить очень широкий спектр свойств покрытий. В подавляющем большинстве случаев путем подбора покрытия достигается многократное увеличение ресурса новых деталей. Применение современных высококачественных газотермических покрытий позволяет эффективно решать ряд проблем — износ трущихся деталей, снижение коэффициента трения, гидроабразивный износ, коррозия и др.
Высокоскоростной метод напыления позволяет получить более плотное в 1,5-3 раза прилегание покрытия, меньшую в 5-12 раз пористость и большую твердость, повышает эксплуатационные характеристики.
Газопламенное напыление полимеров. Напыление полимеров — метод получения тонкослойных покрытий и тонкостенных изделий путем нанесения порошкообразных полимерных композиций на поверхность детали или формы. Сплошная защитная пленка (или стенка изделия) образуется при нагревании детали (или формы) с нанесенным слоем порошка выше температуры плавления полимера или при выдержке в парах растворителя, в котором полимер набухает. В промышленности применяют различные способы напыления полимеров: газопламенное, вихре и коленчатые валы, клапаны, шкивы, маховики, ступицы колес и т. д. Наплавку можно производить почти всеми известными способами сварки плавлением. Каждый способ наплавки имеет свои достоинства и недостатки.
Для наплавки используют электроды диаметром 3-6 мм. При толщине наплавленного слоя до 1,5 мм применяются электроды диаметром 3 мм, а при большей толщине — диаметром 4- 6 мм. Для обеспечения минимального проплавления основного металла при достаточной устойчивости дуги плотность тока составляет 11-12А/ММ 2 . Основными достоинствами ручной дуговой наплавки являются универсальность и возможность выполнения сложных наплавочных работ в труднодоступных местах. Для выполнения ручной дуговой наплавки используется обычное оборудование сварочного поста.
Для восстановления размеров изношенных деталей помимо электродов и присадочных прутков применяют наплавочные проволоки Нп-30; Нп-40; Нп-50 и т. д. Для наплавки штампов применяют легированные наплавочные проволоки Нп-45 Х 4ВЗФ, Нп-45 Х 2В8Т и др. (Нп — обозначает наплавочная).
Для износостойкой наплавки широкое применение находят порошковые проволоки в соответствии с ГОСТ 2601-84. Например, для наплавки деталей, работающих в условиях абразивного изнашивания с умеренными ударными нагрузками применяют порошковые проволоки марок ПП-Нп-200 х 12М; ПП-Нп- 200 х 12ВФ и т.д. (ПП обозначает «проволока порошковая»),
Микродуговое оксидирование. Метод используется для нанесения покрытий на алюминиевые и магниевые сплавы и позволяет получать покрытия с высокими механическими, диэлектрическими и теплостойкими свойствами. Покрытия на алюминиевых и магниевых сплавах по износостойкости превышают все существующие материалы, используемые в современной технике. Например, при одинаковой микротвердости с корундом износостойкость покрытий, полученных этим методом, может быть в несколько раз выше.
Основные области применения:
— создание коррозионностойких и износостойких покрытий для бурового, нефтедобывающего и нефтеперерабатывающего оборудования;
пары трения, подшипники скольжения, зубчатые передачи, поршни, цилиндры, торцевые уплотнения.
Источник
Способы восстановления деталей
Любой механизм изнашивается как в процессе эксплуатации, так и без неё – примером служит коррозионный износ. Для восстановления его исправности и работоспособности проводят комплекс операций, называемый ремонтом. Сегодня существуют разные способы восстановления деталей. Металлообработка — один из способов решения.
Виды способов восстановления изношенных деталей
Выделяют две группы основных способов восстановления изношенных деталей:
1. Слесарно-механический (индивидуальной подгонки);
2. Восстановление первоначальных размеров или устранения дефектов без замены поврежденных деталей методами:
- наплавки и сварки;
- пластического деформирования;
- нанесения металлических и неметаллических покрытий;
- пайкой.
Слесарно-механический способ восстановления
Особенностью данного способа является восстановление формы и взаимного расположения поверхностей без воссоздания первоначальных размеров.
Поставленные цели достигаются двумя путями:
- обработкой обеих сопрягаемых деталей;
- обработкой одной (как правило, более дорогой и сложной) детали;
- взамен второй устанавливается серийно произведённая ремонтная или новая.
Например, при механическом способе восстановлении деталей автомобильного двигателя блок цилиндров и коленчатый вал обрабатываются до ближайшего ремонтного размера, а сопряженные – поршни, поршневые кольца, вкладыши – заменяются на новые. Ремонтные размеры устанавливает завод-изготовитель. Он же, как правило, выпускает сменные изделия.
При слесарно-механическом способе восстановления деталей выделяют такие операции:
- шлифовальные работы (машинное и ручное);
- шабровка по плите и калибрам;
- опиловка;
- притирка;
- доводка.
Восстановление способом наплавки и сваркой

Восстановление деталей сваркой и наплавкой относится к самым распространённым методам.
При наплавке последовательно выполняются следующие операции.
Обработка изношенной поверхности, целью которой является удаление пограничного слоя наплавленного металла из зоны обработки.
Наплавка поверхности с припуском, достаточным для дальнейшей обработки.
Обработка наплавленной поверхности в соответствии с требованием чертежа.
Виды наплавки цилиндрических поверхностей
В случаях, когда износ механизма превышает нормы, установленные заводом изготовителем, может использоваться другой вариант.
Удаление повреждённой части механическим путем.
Изготовление нового изделия и приваривание его на место удалённого.
Термическая обработка (при необходимости).
Окончательная механическая обработка.
Сварка широко используется при ремонте корпусных деталей, в которых образовались трещины. Технологический процесс включает в себя несколько операций:
- Определение направления трещины.
- Засверливание металла на расстоянии 6 – 10 мм от видимого конца трещины.
- Выборка трещины механическим путем с одновременной разделкой под сварку.
- Заварка трещины с небольшим превышением над поверхностью основного металла.
- Обработка поверхности наплавленного металла заподлицо с основным металлом.
- Проверка геометрических параметров.
- Обработка сопрягаемых поверхностей (при необходимости).
Подготовка трещины к заварке:
- зачистка трещины;
- засверливание концов.
Пластическое деформирование восстанавливаемых деталей
Восстановление деталей способом пластического деформирования заключается в воссоздании их формы и размеров за счёт перераспределения металла под воздействием нагрузки, приложенной в определенном месте и в определенном направлении.
Изделия из низкоуглеродистых сталей (менее 0,3% углерода) и цветные сплавы реставрируют без подогрева. Средне- и высокоуглеродистые стали подогревают до температуры, определяемой по формуле:
Тнагрева=(0,70,9)Тплавления
Основные виды пластического деформирования:
- осадка или осаживание – изменение диаметра цилиндрического изделия путем приложения к торцам осевой нагрузки;
- раздача и обжатие – воссоздание соответственно наружного и внутреннего рабочего диаметра полого тела вращения за счет увеличения (уменьшения) внутреннего нерабочего диаметра;
- вытяжка – увеличение длины изделия за счет местного сужения его поперечного сечения;
- накатка – обработка поверхностей с помощью зубчатого ролика;
- правка – воссоздание формы и устранение изгиба и скручивания (может производиться под прессом путем создания местного поверхностного наклепа и с помощью местного нагрева);
- электромеханический способ восстановления деталей, применяемый, как правило, для обработки тел вращения, включает две операции:
создание на поверхности микрорельефа в виде спиральной линии;
выглаживание до заданного размера посредством деформирующей пластины.
Электрохимические способы реставрации деталей
Для восстановления деталей путём нанесения металлических покрытий применяется гальванический способ, с помощью которого наносят:
Хромовые и никелевые покрытия имеют толщину 0,25 – 0,3 мм, железные 2 – 3 мм и более. Железнение по своим параметрам приближается к наплавке, однако, обеспечивает относительно невысокую твёрдость. Существуют гладкие или пористые покрытия, применяемые для подвижных и неподвижных соединений.
Покрытие неметаллами

Сущность данного способа состоит:
- в нанесении на предварительно очищенную и обезжиренную поверхность слоя двухкомпонентной полимерной композиции;
- в фиксации с помощью вспомогательных приспособлений (при необходимости).
По сравнение с гальванизацией, нанесение неметаллических покрытий имеет ряд преимуществ:
- простота, отсутствие необходимости в предварительной механической обработке ремонтируемой поверхности;
- возможность нанесения толстого (10 – 15 мм) слоя полимера.
Вместе с тем, подобные покрытия заметно уступают металлам в износостойкости и долговечности.
Пайка изношенных деталей
Используется в основном при восстановлении или ремонте тонкостенных изделий, изготовленных из разнородных материалов, для устранения дефектов сварных швов и сборке схем электрооборудования.
Порядок технологических операций при пайке:
- Зачистка поверхности.
- Обработка флюсом.
- Пайка.
При всём разнообразии способов восстановления деталей стоит учесть, какие металлические конструкции будут подвергаться восстановлению. Исходя из этого выбор варианта осуществляется на основании комплекса задач, которые необходимо решить в конкретном случае. Это экономические параметры, распространенность или уникальность восстанавливаемого изделия, наличие оборудования и материалов, и, в итоге, целесообразность проведения ремонта.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Источник