Исправление дефектов сварных соединений
Содержание:
Сварка — один из самых востребованных процессов металлообработки, позволяющий в самых разных конструкциях соединять стальные детали. В связи с химической неоднородностью металлических поверхностей, кристаллизацией металлов при создании сварного шва, взаимодействии образующего в сварочной ванне жидкого металла с твердыми частицами детали и по ряду других причин нередко в процессе сварки возникают дефекты. Наличие их не только понижает качество готовой конструкции, но также делает ее дальнейшую эксплуатацию опасной для жизни.
Если при проведении контроля качества обнаружены изъяны, влияющие на прочность и надежность изделия, то исправление дефектов сварки в таких случаях является обязательным мероприятием.

Какие дефекты возникают при сварочных работах
В зависимости от причин возникновения, размеров, форм и места размещения на шве различают разные виды дефектов. Чтобы понять какие способы устранения дефектов сварных соединений будут наилучшими, вначале нужно определить их вид и почему они возникли.
Согласно классификации по ГОСТу 30242-97 выделяют следующие группы дефектов:
- трещины в сварочных швах, которые могут быть поперечными, продольными, радиальными и другими;
- нарушение формы шва за счет образования натеков, подрезов, прожогов, выпуклостей, смещений и других изъянов;
- наличие в месте сварки пор, полостей, свищей, кратеров. Они могут скопляться на одном участке или же распределяться по всему шву равномерно;
- непроваренные участки и несплавленные кромки;
- наличие твердых (оксидных, металлических, шлаковых) вкраплений и включений в сварном шве.
По месту расположения дефекты разделяются на внутренние, наружные и сквозные. Конкретное цифровое обозначение классификатором установлено на все образующиеся дефекты сварных соединений и способы их устранения выбираются в соответствии проставленных в местах их присутствия номеров.
Методы обнаружения дефектов
После проведения сварочных работ полученный шов должен проверяться на наличие или отсутствие брака. Только так можно понять требуется или нет устранение дефектов сварки.
Способы для выявления бракованных участков применяют разные:
- визуальный осмотр. Результат будет более точным, если осмотр проводить с применением приборов с увеличительным эффектом;
- магнитный метод, при котором брак определяется степенью искажения волн;
- дефектоскопия. На наличие недостатков указывает изменение цвета сварного соединения после контакта поверхностей со специальным идентифицирующим составом, например, керосином;

- исследование ультразвуком. Проводится с помощью дефектоскопа, брак определятся по звуковым волнам посредством измерения их отражения;
- радиационный способ. Сварные соединения просвечиваются рентгеном, в результате все детали дефекта видны на полученном снимке.

Качество полученных в процессе сварки соединений обозначается маркировкой. У каждого профессионального сварщика есть собственное клеймо, которое он ставит на участке выполнения сварки.
Устранение дефектов сварки
Если в ходе контрольных испытаний обнаружен недопустимый для безопасной эксплуатации конструкций брак, то неизбежным процессом является устранение дефектов сварных соединений.
Для ликвидации выявленных недостатков используются следующие методы устранения дефектов сварных швов:
- непровары, сторонние включения, небольшие внутренние трещины подлежат механической вырубке или полной зачистке, после чего проводится повторное сваривание;
- ликвидация крупных и глубоких трещин осуществляется посредством заварки после предварительной их механической зачистки или сверления;
- заварка тонкими слоями или наплавка используется для устранения подрезов и неполных швов;
- наплывы уничтожаются механическим путем с применением абразивного инструмента;
- термической обработкой устраняется перегрев металла.

Это основные способы исправления дефектов сварных соединений, которые используются для ликвидации брака. После исправления конструкции повторно проходят контрольные испытания и только при полном отсутствии изъянов разрешается их дальнейшая эксплуатация.
Особенности исправления дефектов
Если выполненные с применением сварки конструкции не соответствуют техническим условиям по причине наличия брака, то здесь важно не только правильно выбрать способы устранения дефектов сварных швов, но также безошибочно выполнить все необходимые действия.
В стальных изделиях бракованные сварные швы исправлять следует плазменно-дуговой резкой или строжкой, после чего эти участки обрабатываются абразивными кругами. Наплавкой ниточного шва ликвидируются подрезы, при этом выполняется наплавка по всей длине дефекта. При исправлении неровностей и наплывов механическим способом нужно следить за общим сечением и не допускать его занижения.
Перед тем как исправляются свищи в сварном шве необходимо сперва провести вырубку, тщательно зачистить образовавшуюся полость и после этого повторно заварить изделие.
Чтобы качественно ликвидировать дефекты сварных швов и способы их устранения провести эффективно, то следует соблюдать несколько простых правил:
- длина исправляемого участка должна превышать длину дефекта;
- ширина вырубки должна быть такой, чтобы максимальный размер нового шва не превышал более чем в два раза его ширину до ликвидации дефекта;
- на поверхностях выборок не должно присутствовать никаких заусенцев и острых углублений, очертания должны быть плавными и без резких выступов;
- при выполнении заварки на прилегающих к дефекту участках нужно обеспечить перекрытие основного металла.
В конструкциях из титана, алюминия и сплавов этих металлов ликвидацию дефектов разрешается выполнять только механическими методами: резкой или абразивной шлифовкой. В некоторых случаях допускается вырубка.
Если при повторном контроле снова будут обнаружены бракованные участки, то такие конструкции опять подлежат исправлению. На одном и том же участке сварного шва количество исправлений не должно превышать трех, в противном случае металлоконструкция выполняется с нуля.
Интересное видео
Источник
Метод ремонта стыковых сварных соединений с применением технологии сварки (заварки)
9.2.1 Общие требования
9.2.1.1 Сварные соединения (кольцевые стыковые, продольные заводские) с поверхностными и внутренними дефектами (поры, шлаковые включения, непровары, несплавления, трещины, утяжины, превышение проплава, подрезы, коррозионные дефекты) следует ремонтировать сваркой (заваркой) при условии, что суммарная протяженность единичных и групповых дефектов не превышает для продольных сварных швов 500 мм на любых двух метрах сварного шва, при этом ремонтные швы должны находиться на расстоянии не менее 500 мм друг от друга, а единичные или групповые дефекты сварных швов вписываются в параметры прямолинейной механической выборки.
9.2.1.2 Ремонт стыковых сварных соединений выполняется в 2 этапа: выборка и сварка (заварка) с применением следующих технологий и их комбинаций:
— ручная дуговая сварка (заварка) электродами с основным видом покрытия (РД);
— механизированная сварка (заварка) проволокой сплошного сечения в уклекислом газе (МП);
— механизированная сварка (заварка) порошковой проволокой в среде инертных газов и смесях (МПИ);
— автоматическая сварка (заварка) порошковой проволокой в среде инертных газов и смесях (АПИ).
9.2.1.3 Для уточнения местоположения линии сплавления, выявления возможных расслоений металла трубы, наружных и внутренних дефектов должны быть произведены: ВИК; РК полного периметра кольцевого сварного соединения, а также УЗК участков трубы по наружному контуру примыкания к границам предполагаемой выборки (вырезки) на ширину не менее 100 мм; ультразвуковая толщинометрия для уточнения толщин стенок в месте предполагаемой выборки. При необходимости применяют дополнительные физические методы неразрушающего контроля (магнитный, капиллярный).
9.2.1.4 С целью определения оси сварного шва после выборки облицовочного сварного шва по результатам визуального, измерительного, радиографического и/или ультразвукового контроля следует произвести (с участием специалистов неразрушающего контроля) разметку оси дефектного сварного шва и нанести базовые линии на трубе на одинаковом расстоянии с обеих сторон от осевой линии сварного шва.
9.2.1.5 Указанное расстояние определяют, исходя из технических характеристик оборудования для механической резки (безогневой выборки) сварных швов, и указывают в операционной технологической карте ремонта сваркой (заваркой).
9.2.1.6 До начала выборки (этапа выборки) дефектного участка независимо от температуры окружающего воздуха проводят просушку газопламенными нагревательными устройствами до температуры в интервале от 50 °С до 70 °С на расстоянии не менее 100 мм в обе стороны от границ предполагаемой выборки.
9.2.1.7 При необходимости перед выполнением выборки допускается удаление усиления облицовочного слоя сварного шва механическим способом шлифмашинкой с абразивными кругами. После удаления усиления необходимо провести повторную разметку оси сварного шва и нанесение базовых линий.
9.2.1.8 Форма и параметры сквозной выборки сварного шва должны иметь:
— в продольном сечении — чашеобразную форму с плавным выходом на несквозную выборку по полному периметру сварного шва с перекрытием границ соседних сквозных выборок не менее чем на 30 мм;
— ширина выборки по наружной поверхности труб должна быть не более двух толщин стенки трубы (2S) и обеспечивать перекрытие зоны сплавления в каждую сторону от ремонтируемого шва в сторону основного металла не менее чем на 1,0 мм;
— для сварных соединений, выполненных в V-образную комбинированную разделку кромок: в поперечном сечении комбинированную форму согласно рисунку 9.4, схема а) с притуплением от 2,0 до 2,5 мм, с зазором от 4,0 до 6,0 мм или U-образную симметричную форму согласно рисунку 9.4, схема б) с притуплением от 2,5 до 3,5 мм, с зазором от 4,0 до 6,0 мм;
— для сварных соединений, выполненных в зауженную разделку кромок: в поперечном сечении зауженную U-образную форму согласно рисунку 9.4, схема в) с притуплением от 1,0 до 2,6 мм, с зазором от 4,0 до 5,5 мм.
Примечание — В случае технической необходимости дополнительной выборки сварного шва в сторону основного металла допускается формирование полки шириной не более 10 мм в зоне притупления согласно рисунку 9.4, схема г).

9.2.1.9 После выполнения выборки (этапа выборки) и механической обработки кромок должен быть проведен ВИК и ПВК (цветная дефектоскопия) подготовленных к сварке (заварке) кромок в соответствии с требованиями раздела 11.
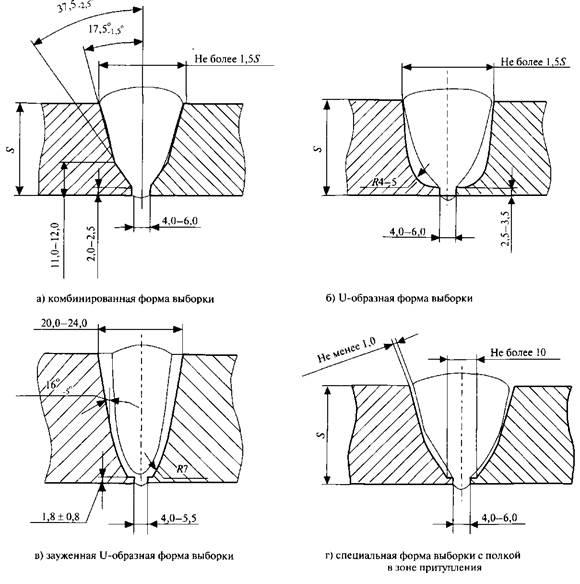
Рисунок 9.4 — Форма и параметры сквозной выборки
дефектного участка кольцевого сварного шва
9.2.1.10 Сварку (заварку) каждого слоя шва следует производить узкими валиками. Швы должны наплавляться с перекрытием от 2,0 до 3,0 мм. Облицовочные слои должны быть мелкочешуйчатыми.
В случае повышенного зазора сварку (заварку) участков корневого слоя шва допускается производить с предварительной наплавкой свариваемых кромок.
9.2.1.11 На выполненные работы составляют технический акт установленной формы в соответствии с СТО Газпром 2-2.3-137 (приложение Ж).
9.2.1.12 Контроль качества участков газопроводов, отремонтированных сваркой (заваркой), должен осуществляться ВИК и физическими методами контроля. Методы, объемы неразрушающего контроля и нормы оценки качества сварных соединений, отремонтированных сваркой (заваркой), приведены в разделе 11.
9.2.2 Особенности выборки кольцевых стыковых сварных соединений с применением шлифмашинок
9.2.2.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами суммарной протяженностью менее 1/8 части периметра допускается ремонтировать методом сварки (заварки) с применением шлифмашинок.
9.2.2.2 Для выполнения ремонта сварного соединения выполняют выборку участков сварного шва шлифмашинками и их последующую сварку (заварку).
9.2.2.3 Выборку сварного шва выполняют шлифмашинками с набором абразивных кругов и дисковых проволочных щеток, обеспечивающих формирование U-образной формы разделки кромок согласно рисунку 9.4 б) с плавными выходами на наружную поверхность по длине выборки.
9.2.2.4 Допускается выполнение несквозных выборок на участках сварных швов с формированием формы разделки кромок согласно рисунку 9.5 с плавными выходами на наружную поверхность по длине выборки.
9.2.2.5 Длина выборки при ремонте сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра не превышает на трубах диаметром 1420 мм — 350 мм, диаметром 1220 мм — 250 мм, диаметром 1020 мм — 150 мм без учета расстояний плавного выхода на наружную поверхность.
9.2.2.6 Минимальная длина выборки составляет 100 мм по границам выборки (дну выборки) без учета расстояний плавного выхода на наружную поверхность и превышает фактическую длину дефектного участка не менее чем на 30 мм в каждую сторону.

Рисунок 9.5 — Форма и параметры сквозной выборки
дефектного участка кольцевого сварного шва
9.2.3 Особенности выборки кольцевых стыковых сварных соединений с применением трубоотрезных машин типа самоходная фреза
9.2.3.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами допускается ремонтировать методом сварки (заварки) с применением трубоотрезных машин типа «самоходная фреза».
9.2.3.2 Трубоотрезные машины для выборки сварного шва, рекомендованные к применению, приведены в таблице Е.10 (приложение Е).
9.2.3.3 Для выполнения ремонта сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра выполняют выборку участков сварного шва и их последующую сварку (заварку). Схема выборки приведена на рисунке 9.6.
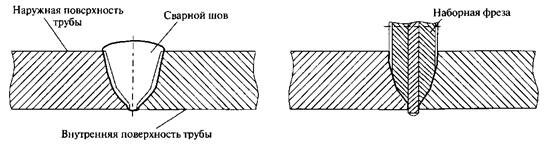
Рисунок 9.6 — Поэтапная сквозная выборка сварного шва трубоотрезной машиной типа
«самоходная фреза» наборной фрезой
9.2.3.4 Длина выборки при ремонте сварного соединения с дефектами суммарной протяженностью менее 1/8 части периметра не превышает 350 мм на трубах диаметром 1420 мм, 250 мм — на трубах диаметром 1220 мм, 150 мм — на трубах диаметром 1020 мм. Минимальная длина выборки составляет 100 мм по границам выборки (дну выборки) без учета расстояний плавного выхода на наружную поверхность и превышает фактическую длину дефектного участка не менее чем на 30 мм в каждую сторону.
9.2.3.5 Для выполнения ремонта сварного соединения с дефектами суммарной протяженностью более 1/8 части периметра сварного соединения выполняют поэтапную сквозную выборку полного периметра сварного шва участками протяженностью до 1/4 периметра и их последующую заварку. Рекомендуемая последовательность поэтапной сквозной выборки приведена на рисунках 9.6 и 9.7.
9.2.3.6 Поэтапную сварку (заварку) сквозной выборки сварного шва следует выполнять с учетом требований и рекомендаций руководства по эксплуатации трубоотрезной машины типа «самоходная фреза», а также настоящих рекомендаций.
9.2.3.7 Выборку сварного шва выполняют с применением направляющего пояса (поясов, шаблонов) для обеспечения совпадения точек начала и конца выборки полного периметра сварного соединения, наборными (комбинированными) профильными V-образными, U-образными фрезами согласно рисунку 9.4 с плавными выходами на наружную поверхность. Допускается при необходимости доработка кромок механическим способом.
9.2.4 Особенности выборки кольцевых стыковых сварных соединений с применением навесных (разъемных) токарных трубообрабатывающих станков орбитального (охватывающего) типа.
9.2.4.1 Кольцевые стыковые сварные соединения труб, СДТ с поверхностными и внутренними дефектами, в т.ч. суммарной протяженностью более 1/8 части периметра, допускается ремонтировать методом сварки (заварки) с применением навесных (разъемных) токарных трубообрабатывающих станков орбитального (охватывающего) типа (далее — токарные трубообрабатывающие станки).
9.2.4.2 Токарные трубообрабатывающие станки, рекомендованные к применению, приведены в таблице Е.9 (приложение Е).
9.2.4.3 Для выполнения ремонта сварного соединения с дефектами выполняют выборку всего периметра сварного шва токарными трубообрабатывающими станками до остаточной толщины стенки не менее 6,0 мм (рисунок 9.8), поэтапную сквозную выборку оставшейся части сварного соединения выполняют механическим способом шлифмашинками с набором отрезных абразивных кругов участками протяженностью до 1/4 периметра с последующей поэтапной заваркой (рисунок 9.7).
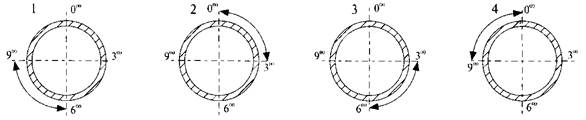
Рисунок 9.7 — Рекомендуемая последовательность поэтапной сквозной выборки
сварного соединения и последующей поэтапной заварки
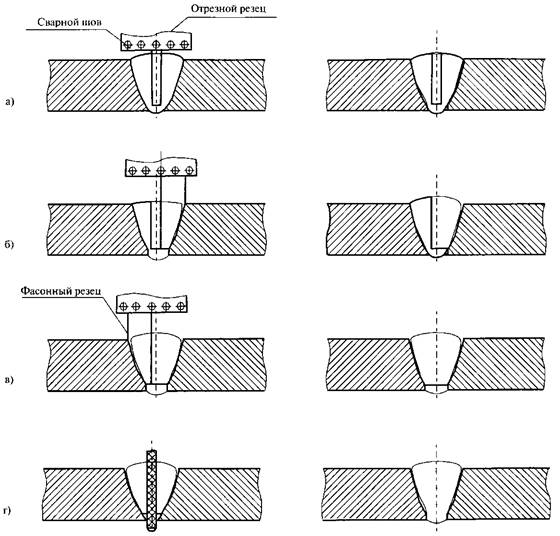
Рисунок 9.8 — Рекомендуемая последовательность выборки до остаточной толщины сварного шва токарным обрабатывающим станком (а, б, в) и поэтапной сквозной выборки шлифмашинкой (г)
9.2.4.4 Форма и параметры сквозной выборки сварного шва указаны в 9.2.1.8.
9.2.4.5 Выборку сварного шва выполняют токарными трубообрабатывающими станками с применением фасонных резцов, обеспечивающих формирование V-образной или U-образной формы разделки кромок согласно рисунку 9.4 с плавными выходами на наружную поверхность по длине выборки. Допускается при необходимости доработка кромок механическим способом.
9.2.5 Ручная дуговая сварка (заварка) электродами с основным видом покрытия
9.2.5.1 Ручную дуговую сварку (заварку) электродами с основным видом покрытия применяют для сварки (заварки) корневого, заполняющих и облицовочного слоев шва при ремонте сварных соединений газопроводов.
9.2.5.2 Ручная дуговая сварка (заварка) электродами с основным видом покрытия может быть применена в составе следующих комбинированных технологий:
— корневой слой шва — ручная дуговая сварка электродами с основным видом покрытия на подъем, заполняющие и облицовочный слои шва — автоматическая сварка порошковой проволокой в защитных газах согласно 9.2.8 (РД + АПИ);
— корневой (первый) слой шва — ручная дуговая сварка (заварка) электродами с основным видом покрытия на подъем, заполняющие и облицовочный слои шва — механизированная сварка (заварка) порошковой проволокой в защитных газах согласно 9.2.7(РД + МПИ);
— корневой (первый) слой шва — механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме согласно 9.2.6, заполняющие и облицовочный слои шва — ручная дуговая сварка (заварка) электродами с основным видом покрытия на подъем (МП + РД).
9.2.5.3 Ручная дуговая сварка (заварка) электродами с основным видом покрытия выполняется на постоянном токе обратной полярности, рекомендуемые режимы ручной дуговой сварки (заварки) приведены в таблице 9.4.
9.2.5.4 Ручную дуговую сварку (заварку) электродами с основным видом покрытия на подъем следует выполнять с учетом следующих особенностей:
— сварка (заварка) всех слоев шва кольцевых стыковых соединений в специальную (зауженную) разделку выполняется электродами от 3,0 до 3,25 мм;
— сварка корневого, с первого по третий заполняющих слоев шва в стандартную разделку выполняется электродами диаметром от 3,0 до 3,25 мм, последующих заполняющих слоев шва — электродами диаметром от 3,0 до 3,25 или 4,0 мм;
— сварка третьего и последующих заполняющих слоев шва выполняется за два и более проходов;
Таблица 9.4 — Рекомендуемые параметры режимов ручной дуговой сварки (заварки) электродами с основным видом покрытия на подъем
Диаметр электрода, мм
Сварочный ток (А) в положении при сварке
Примечание — Параметры режимов сварки (заварки) могут быть откорректированы при подготовке к производственной аттестации технологии сварки. При проведении производственной аттестации технологии сварки (заварки) все параметры режимов сварки фиксируются и при положительных результатах производственной аттестации вносятся в операционную технологическую карту сборки и сварки (заварки).
— сварка облицовочного слоя шва выполняется за два и более проходов;
— амплитуда поперечных колебаний электрода не должна превышать трех диаметров электрода (электродного стержня).
9.2.5.5 Минимальное число слоев шва (проходов) устанавливается для каждой толщины стенки свариваемых соединений с учетом положений 9.2.5.4, фиксируется при производственной аттестации технологии сварки и отражается в операционной технологической карте сборки и сварки.
9.2.5.6 Электроды с основным видом покрытия для ручной дуговой сварки (заварки) при ремонте газопроводов из сталей класса прочности К65 приведены в таблице Д.3 (приложение Д).
9.2.6 Механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе.
9.2.6.1 Механизированную сварку (заварку) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме (МП) применяют согласно СТО Газпром 2-2.2-358 (пункт 10.6.1) для сварки (заварки) корневого (первого) слоя шва при ремонте сварных соединений газопроводов с учетом положений настоящих рекомендаций.
9.2.6.2 Механизированная сварка (заварка) проволокой сплошного сечения в углекислом газе в импульсно-дуговом режиме может быть применена в составе следующих комбинированных технологий:
Таблица 9.5 — Рекомендуемые параметры режимов механизированной сварки (заварки) проволокой сплошного сечения в углекислом газе методом STT с применением оборудования компании The Lincoln Electric Company
| Параметр | Величина параметра | ||||||||||||||||||
| Направление сварки | На спуск | ||||||||||||||||||
| Пиковый ток, А | 420-430 | ||||||||||||||||||
| Базовый ток, А | 50-53 | ||||||||||||||||||
| Скорость подачи проволоки, м/мин (дюйм/мин), в положении сварки: — от 0 00 м до 1 00 м ч или от 0 00 м до 11 00 ч — св. 1 00 м до 6 00 ч или от 11 00 м до 6 00 ч | 2,3-3,05 (90-120) 3,3-4,05 (140-160) | ||||||||||||||||||
| Положение переключателя заднего фронта импульса (Tailout) при температуре окружающего воздуха: — до минус 20 °С включ.; — ниже минус 20 °С | 0 0,5-2,0 | ||||||||||||||||||
| Параметр | Величина параметра |
| Направление сварки | На спуск |
| Тип и полярность тока | Постоянный, обратная |
| Базовый ток, А | 45-60* |
| Пиковый ток, А | 250-270 |
| Горячий старт, усл. ед. | 35-40 |
| Скорость подачи проволоки, м/мин — в положении от 0 00 до 1 00 ч — в положении от 1 00 до 6 00 ч | 2,4-2,7* 3,0-3,0* |
| Спад, усл. ед. | 3 |
| Вылет электрода, мм | 5-10** |
| Расход защитного газа, л/мин | 10-16 |